 تخطي إلى المحتوى
تخطي إلى المحتوى 
القوالب المتراكبة والقولبة بالحقن 2k
دليل التصنيع والتصميم للقوالب بالقالب بالحَقن 2k والقوالب بالحقن 2k
زيتار المصنع الحقيقي فيديو
لقد دعونا SGS و Alibaba للتصوير المباشر لمصنعنا. سيكون هذا الفيديو أيضًا
تحديث لعملائنا، حتى يتمكنوا من الاطلاع على جميع جوانب شركتنا لمزيد من
الفهم الشامل!

المكتب
قاعة الاجتماعات
ورشة عمل قوالب الحقن
ورشة عمل القولبة بالحقن
غرفة فحص الجودة
غرفة العينات
غرفة الاجتماعات
المستودع
حقن حقن البلاستيك في القوالب البلاستيكية
اكتشف الحلول المثالية لمشروعك في حقن البلاستيك القابل للطي بالحقن الزائد: تحقيق التميز مع الحلول المثلى

مصادر للدليل الكامل للتشكيل الزائد
ما هو القولبة المفرطة؟
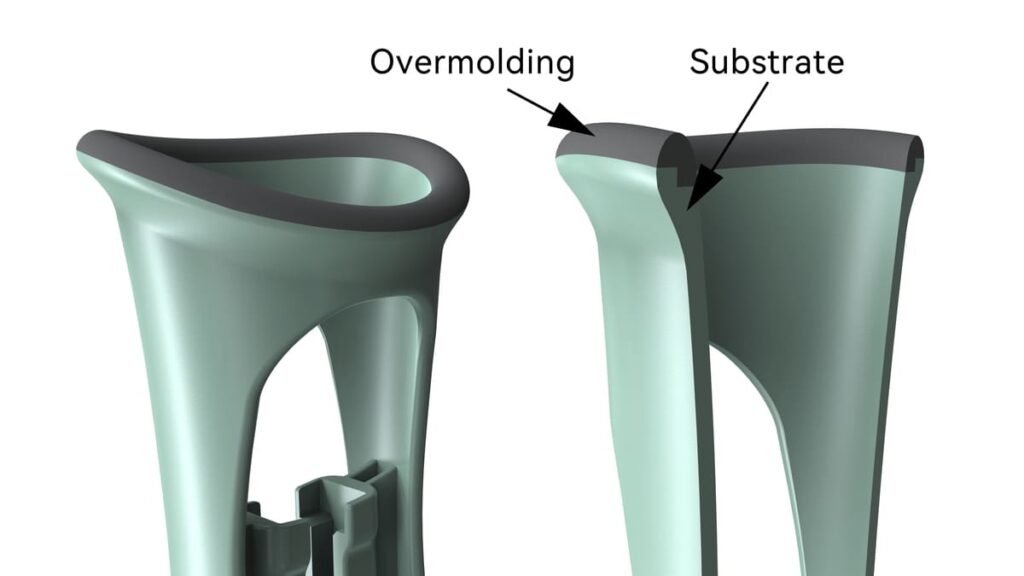
القوالب المتراكبة هي عملية قولبة بالحقن حيث تقوم بتشكيل مادة فوق مادة أو ركيزة أخرى. عادةً ما تكون المادة الأولى مصنوعة من مادة مختلفة أو لها شكل مختلف عن المادة الثانية. يُستخدم الصب الزائد في العديد من الصناعات بما في ذلك الأجهزة الطبية والسيارات والفضاء والمنتجات الاستهلاكية.
للتشكيل، تقوم أولاً بتشكيل أو صنع الجزء الأول. ثم تقوم بتشكيل المادة الثانية فوق الجزء الأول. يمكن أن تكون المادة الثانية بلاستيك أو مطاط أو مادة أخرى مختلفة تعطي الجزء خصائص خاصة مثل المرونة أو المتانة أو المظهر.
كيف يعمل القوالب المتراكبة؟
إن عملية التشكيل الزائد هي عملية صعبة تنطوي على مجموعة من الخطوات وتحتاج إلى التخطيط والقيام بها بشكل صحيح. فيما يلي نظرة سريعة على كيفية عمل القولبة الزائدة:
1. التصميم والنموذج الأولي:
يقوم المصممون بإنشاء نموذج ثلاثي الأبعاد للجزء الرئيسي والمواد الأخرى. ويقومون بعمل نماذج أولية لاختبار التصميم والتأكد من مطابقته للمواصفات المطلوبة.
2. الأدوات:
يتم تصنيع الأدوات لكل من الجزء الرئيسي والمادة الأخرى. وتشمل الأدوات القوالب والمعدات الأخرى اللازمة لعملية التشكيل.
3. إنتاج الجزء الرئيسي:
يتم تصنيع الجزء الرئيسي باستخدام الأدوات الرئيسية. عادةً ما يكون الجزء الرئيسي مصنوعًا من مادة صلبة، مثل البلاستيك الصلب (PP، ABS، PA، PC، إلخ).
4. عملية التشكيل الزائد:
يتم حقن المادة الأخرى في القالب الذي يحتوي على الجزء الرئيسي. تتدفق المادة الأخرى حول الجزء الرئيسي، مما يجعلها رابطة قوية. يتم تصميم المادة الأخرى لتناسب شكل الجزء الرئيسي.
5. التبريد والطرد:
يتم تبريد القالب حتى تتصلب المادة الأخرى. ثم يتم إخراج القالب، ويتم إزالة الجزء المقولب بشكل زائد.
6. التشطيب:
نتحقق من الجزء المقولب للتأكد من أنه جاهز للعمل. نقوم بقص أي بلاستيك زائد وتنظيفه وتجهيزه للخطوة التالية.



مخطط ربط مواد القوالب المتراكبة
يمكنك ربط المواد المقولبة معًا، ولكن عليك التأكد من أن المواد تعمل معًا للحصول على قوة الرابطة التي تريدها. إذا كنت تحتاج حقًا إلى الرابطة، يجب عليك بالتأكيد إضافة رابطة ميكانيكية. القطع السفلي هو مثال جيد على الرابطة الميكانيكية.
| مادة الركيزة | ||||||
|---|---|---|---|---|---|---|
| مواد القوالب المتراكبة | PP T30S | ABS DG417 | ABS/PC AC2300 | الكمبيوتر الشخصي Makrolon® 2405 | PBT HR5330 | PA J2700 |
| TPE | C | M | M | M | M | M |
| مجلس العلاقات العامة | C | C | C | M | M | M |
| TPU | M | C | C | C | C | M |
| TPV | C | M | M | M | M | M |
| شركة TPC | M | C | C | C | C | C |
م= الرابطة الميكانيكية الموصى بها
ج= رابطة كيميائية
ما هي فوائد القولبة المفرطة؟
القوالب المفرطة رائعة للأسباب التالية:
مقاومة أفضل للمواد الكيميائية: يمكن استخدام القوالب المفرطة لجعل الجزء الأساسي أكثر مقاومة للمواد الكيميائية، بحيث لا يتآكل ويتلف.
وظائف مضافة: يمكن استخدام التشكيل الزائد لإضافة ميزات أو وظائف جديدة إلى الجزء الأساسي، وبالتالي زيادة فائدته وقيمته.
تجميع مبسط: يمكن أن يساعدك القولبة المفرطة على تجنب التجميع من خلال دمج عدة أجزاء في جزء واحد، مما يجعل التصنيع أسهل.

أداء أفضل: يمكن استخدام التشكيل الزائد لتحسين الجزء الأساسي عن طريق إضافة مواد أو خصائص جديدة تجعله يعمل بشكل أفضل.
اجعلها تبدو جيدة: التشكيل الزائد يمكن أن يجعل الجزء الرئيسي يبدو أفضل. يجعلها تبدو جميلة.
إنقاص الوزن: التشكيل الزائد يمكن أن يساعدك على إنقاص الوزن. فهو يجعل الجزء الرئيسي أخف وزناً، ولكنه يظل قوياً ومتيناً. يجعل من السهل حمله والتعامل معه.
مقاومة حرارية أفضل: يمكن استخدام القوالب المفرطة لجعل الجزء الأساسي أكثر مقاومة للحرارة، بحيث لا يسخن أو يبرد كثيرًا.
أقوى وأقوى: يمكن للقوالب المفرطة أن تجعل الجزء الخاص بك أقوى وأشد صلابة، بحيث يدوم لفترة أطول ويعمل بشكل أفضل.
عزل كهربائي أفضل: يمكن استخدام القوالب المتراكبة لتحسين العزل الكهربائي للجزء الرئيسي، مما يساعد على حمايته من الصدمات الكهربائية والتلف.
مظهر أفضل: التشكيل الزائد يمكن أن يجعل الجزء الرئيسي يبدو أفضل. يمكن جعله يبدو أكثر جاذبية.
ما هي تطبيقات القوالب المتراكبة؟
القوالب المفرطة هي عملية تصنيع متعددة الاستخدامات يمكن استخدامها لإنشاء أجزاء معقدة ذات خصائص ووظائف فريدة، مما يجعلها قابلة للتطبيق في مجموعة واسعة من الصناعات.
أدوات يدوية: يمكن استخدام القوالب المفرطة لجعل الأدوات اليدوية مثل مفاتيح الربط والكماشات والمفكات والسكاكين وشفرات المناشير ولقم الثقب أكثر صلابة وأسهل في الإمساك بها.
الأجهزة الطبية: يُستخدم القوالب المفرطة في الأجهزة الطبية مثل المحاقن والإبر والأجهزة القابلة للزرع، حيث تكون الدقة والدقة أمرًا بالغ الأهمية.
السيارات: تُستخدم القوالب الزخرفية في أغراض السيارات مثل لوحات العدادات ومقابض الأبواب ومكونات الزخرفة، حيث تحتاج إلى أن تدوم وتعمل بشكل جيد.
المعدات الصناعية: تُستخدم القوالب المفرطة في المعدات الصناعية مثل الماكينات والمضخات والصمامات حيث تحتاج إلى أن تكون قوية وتعمل بشكل جيد.
المنتجات الاستهلاكية: يُستخدم القوالب المفرطة في المنتجات الاستهلاكية مثل الألعاب والأجهزة والإلكترونيات، حيث يكون المظهر وطريقة العمل مهمين.
دليل تصميم القوالب المتراكبة: أهم 10 نصائح للقولبة الزائدة
تصميم القوالب المتراكبة أمر صعب. ولكن عليك أن تتأكد من تصميم الأجزاء الخاصة بك بشكل صحيح لعملية القولبة الزائدة. إليك بعض نصائح التصميم للقولبة المفرطة.
① لا تفرط في قولبة الركيزة الأساسية بالكامل. قم بتشكيلها على أجزاء.
② لا تجعل الحواف رفيعة للغاية أو التي تصل إلى نقطة معينة. عند حقن البلاستيك، يتباطأ التدفق ثم يبرد. وهذا يجعل البلاستيك أقل التصاقًا بالجزء.
③ حافظ على ثبات سمك القوالب الزائدة: يجب أن يتراوح سمك القالب الزائد بين 1.5 و3 ملليمتر (0.060 و0.120 بوصة).
④ حاول ألا يكون هناك تغيرات مفاجئة في السماكة. إذا كنت بحاجة إلى سماكات مختلفة، حاول أن تجعلها سلسة قدر الإمكان.
⑤ الكثير من مواد القوالب المتراكبة قابلة للتمدد، لذا يمكنك وضع نتوءات ناعمة في التصميم.
⑥ احرص على أن تكون طبقة القوالب أرق من الركيزة الموجودة تحتها للمساعدة في منع الالتواء.
⑦ للتأكد من أن تجويف القوالب المتراكبة يرتبط بشكل جيد، تحتاج إلى حساب انكماش الركيزة.
⑧ استخدم مادة TPE أو TPU ذات درجة حرارة ذوبان أقل من الركيزة.
⑨ تصميم القالب بحيث يكون أسفل سطح الركيزة مباشرةً.
⑩ إذا كنت تريد المزيد من قوة التثبيت، فقم بتصميم القطع السفلية والمفاتيح والميزات الميكانيكية الأخرى لتثبيت المواد معًا.
ما هي المشاكل والحلول الشائعة للتشكيل الزائد؟
المشاكل الأكثر شيوعًا التي ستواجهها مع القوالب المفرطة هي: مشاكل الالتصاق, ملء غير مكتمل للركيزة أو القوالب الزائدة, وميض. إليك ما يمكنك فعله لإصلاح هذه المشاكل.
| الملاحظة | الأسباب المحتملة | الإجراءات التصحيحية |
|---|---|---|
| وميض (على حافة الجزء أو فوق الركيزة) |
① القالب لا يتناسب بشكل جيد ② ماكينة التشكيل ليست كبيرة بما يكفي ③ عمليات الإغلاق غير مصممة بشكل جيد ④ انكماش الركيزة |
① افحص القالب وقم بتركيب القالب مرة أخرى ② زيادة أو تقليل الحقن وضغط العبوة ③ إعادة قطع الأداة للحصول على إغلاق كامل ④ التحقق من وجود أحواض الركيزة وإعادة قطع الأداة |
| اللقطات القصيرة |
① عدم كفاية المواد ② عدم كفاية ضغط الحقن ③ سرعة تعبئة غير كافية ④ الذوبان بارد جدًا ⑤ سوء التهوية |
① زيادة حجم اللقطة ② زيادة ضغط الحقن ③ زيادة سرعة الحقن ④ زيادة درجة حرارة الذوبان ⑤ تقليل حمولة المشبك وإعادة قطع الفتحات |
| الأجزاء المشوهة |
① الانكماش بعد التشكيل ② سمك جدار الركيزة رقيق للغاية ③ مساحة التشكيل الزائد كبيرة جدًا |
① جعل وقت التبريد أطول ② إضافة سمك جدار الركيزة أو جعل الأضلاع أكثر سمكًا ③ تصغير مساحة القوالب المتراكبة |
| فواصل القالب الزائد |
① الركيزة غير مدعومة بشكل صحيح ② ضغط الحقن ودرجة حرارة الذوبان مرتفعة للغاية ③ البوابة في المكان الخطأ |
① دعم الركيزة بالكامل لمقاومة ضغوط الحقن الهيدروليكي والذوبان ② انخفاض ضغط الحقن ودرجة حرارة الذوبان ③ تحريك البوابة |
| علامات الحوض السطحي |
① إطلاق جزء غير منتظم من سطح الأداة بسبب انكماش المواد ② تجمد البوابة مبكرًا جدًا |
① زيادة ضغط العبوة/وقت الاحتفاظ بها وخفض درجة حرارة المادة ② زيادة حجم البوابة |
| التصاق سيء |
① المواد غير متطابقة ② تجميد البوابة مبكرًا جدًا |
① الحصول على النوع المناسب من المواد ② زيادة درجة حرارة البلاستيك المنصهر ودرجة حرارة القالب |
| الخطوط المحبوكة سيئة |
① الغاز ينحصر بين البلاستيك ② يذوب البلاستيك عند درجة حرارة منخفضة |
① جعل فتحات التهوية أفضل ② تسريع الحقن وزيادة درجة حرارة الذوبان/القالب |
| عصا التجويف الأنثوي |
① عدم وجود زاوية سحب كافية ② الفراغ في التجويف الأنثوي ③ التجويف الأنثوي شديد السخونة ④ التجويف الأنثوي شديد اللمعان |
① زيادة زاوية السحب ② توفير إطلاق مساعد الهواء ③ تشغيل مبرد تجويف الأنثى ④ سفع التجويف بالرمل |
مورد حقن القوالب بالحقن 2K
القولبة بالحقن 2K المخصصة لتلبية احتياجات التصنيع الخاصة بك

ما هو القولبة بالحقن 2K؟
القولبة بالحقن 2K، والمعروفة أيضًا باسم القولبة ثنائية اللون، هي عملية تصنيع حيث تقوم بحقن مادتين أو لونين مختلفين من البلاستيك في قالب لصنع جزء واحد بخصائص ومظهر فريد. تُعرف هذه العملية أيضاً باسم "القولبة بالحقن ثنائي اللون" أو "القولبة بالحقن ثنائي اللون".
في القولبة بالحقن 2K، عادةً ما تقوم بحقن المادتين في نفس الوقت، ولكن بشكل منفصل، في القالب من خلال بوابتين مختلفتين. وهذا يختلف عن القولبة بالحقن ثنائية اللقطة، حيث تقوم بحقن المادتين واحدة تلو الأخرى.
كيف يعمل القولبة بالحقن 2K؟
القولبة بالحقن 2K هي عملية تنطوي على حقن مادتين مختلفتين في نفس القالب من خلال حقن منفصلة ولكن في نفس دورة القولبة. وينتج عن ذلك جزء معقد يمكن أن يكون له ألوان أو قوام أو خصائص مواد مختلفة، كل ذلك في قطعة واحدة دون الحاجة إلى التجميع بعد التشكيل.
العملية بأكملها مؤتمتة ومضبوطة بشكل كبير، مما يتطلب عمالة أقل ويقلل من مخاطر الخطأ البشري، وهو أمر بالغ الأهمية لإنتاج كميات كبيرة من الأجزاء المعقدة.
1. 2K تصميم قوالب الحقن 2K:
تم تصميم القالب بتجويفين اثنين، واحد لكل مادة أو لون.
2. اختيار المواد:
يجب أن تعتمد المادتان أو اللونان اللتان تختارهما على الشكل الذي تريد أن يبدو عليه الجزء النهائي وما تريده أن يقوم به. يمكنك استخدام مواد بلاستيكية مختلفة، أو ألوان مختلفة، أو حتى مواد مختلفة لها خصائص مختلفة، مثل الملمس أو الشفافية.
3. إعداد المواد:
يتم تحضير المادتين للحقن عن طريق صهرهما في قواديس أو براميل منفصلة. تنطوي عملية الصهر على تسخين المادتين إلى درجة حرارة أعلى من درجة انصهارهما، وعادةً ما تتراوح بين 150 درجة مئوية إلى 300 درجة مئوية (302 درجة فهرنهايت إلى 572 درجة فهرنهايت).
4. الحقن:
يتم حقن المواد المنصهرة في القالب من خلال بوابات منفصلة، واحدة لكل مادة.
5. توزيع المواد:
يتم إطلاق المادتين في تجويف القالب. تملأ المادة الأولى التجويف حتى عمق أو سُمك معين. بعد ذلك، يدور القالب 180 درجة، ثم يتم إطلاق المادة الثانية في القالب، وتملأ بقية التجويف.
6. التبريد:
يتم تبريد القالب إلى درجة حرارة أقل من درجة انصهار المواد، وعادةً ما تكون حوالي 20 درجة مئوية إلى 50 درجة مئوية (68 درجة فهرنهايت إلى 122 درجة فهرنهايت). وهذا يسمح للمواد بالتصلب والترابط معاً.
7. الطرد:
يتم فتح القالب وإخراج الجزء. يتم بعد ذلك إزالة الجزء من القالب ويتم تشذيب أي مواد زائدة.

حقن القوالب بالحقن 2K مقابل القوالب المفرطة
إن القولبة بالحقن 2K والقولبة المتراكبة هما عمليتا تصنيع مختلفتان تستخدمان لإنشاء أجزاء بلاستيكية معقدة ذات مكونات متعددة. ويعتمد الاختيار بين القولبة بالحقن 2K والقولبة الزائدة على المتطلبات المحددة للجزء، بما في ذلك تعقيد التصميم وخصائص المواد وحجم الإنتاج.
| المتطلبات المحددة | القولبة بالحقن 2K | التشكيل الزائد |
|---|---|---|
| تعقيد التصميم |
① الأشكال الهندسية البسيطة ② تعقيد التصميم المحدود |
① الأشكال الهندسية المعقدة ② التصاميم المعقدة |
| حجم الإنتاج |
① الإنتاج بكميات كبيرة |
① إنتاج متوسط ومنخفض الحجم |
| ماكينة الحقن |
① ماكينة القولبة بالحقن 2K ② ماكينة الحقن باهظة الثمن |
① ماكينة القولبة بالحقن بفوهة واحدة ② ماكينة حقن رخيصة |
| عملية الحقن |
① مادتان مصبوبتان معًا في العملية نفسها | ① مادتان مصبوبتان بشكل منفصل |
ما هي فوائد القولبة بالحقن 2K؟
يوفر القولبة بالحقن 2K مجموعة من الفوائد، بما في ذلك:

تحسين جودة القِطع المحسّنة: يمكن تصميم المادتين لتوفير جودة محسنة للقطع، مثل زيادة القوة أو المتانة أو المظهر.
المزيد من المرونة في التصميم: يتيح لك القولبة 2K إنشاء أشكال هندسية وأشكال معقدة يصعب صنعها باستخدام القولبة بالحقن التقليدية.
تجميع مبسط: يلغي القولبة 2K الحاجة إلى تجميع الأجزاء المنفصلة، مما يوفر تكاليف العمالة ويزيد من الكفاءة.
المزيد من الوظائف: يمكن تصميم المادتين لإعطاء فوائد وظيفية محددة، مثل العزل الحراري الأفضل أو التوصيل الكهربائي.
إطلالات رائعة: تتيح لك قوالب 2K إنشاء مخططات ألوان ونقوش وتصميمات مجنونة لا يمكنك الحصول عليها باستخدام قوالب الحقن العادية.
وفّر المال: باستخدام قالب 2K، يمكنك خفض التكاليف من خلال عدم الاضطرار إلى تجميع أجزاء منفصلة واستخدام مواد أقل.
تصميمات أكثر تعقيداً: تتيح لك قوالب 2K إنشاء قطع ذات تصميمات وأشكال معقدة يصعب صنعها باستخدام القوالب التقليدية.
متانة أفضل: يمكن تصنيع المادتين لتكونا أكثر متانة وتدومان لفترة أطول.
ما هي تطبيقات القولبة بالحقن 2K؟
قولبة الحقن 2K لها مجموعة واسعة من التطبيقات في مختلف الصناعات مثل:

السيارات: زينة لوحة العدادات، ومقابض الأبواب، والمكونات الداخلية الأخرى.
الطب الباطني: المحاقن وشرائط الاختبار والأجهزة القابلة للزرع.
الطيران والفضاء: أجزاء الطائرات ومكونات الأقمار الصناعية وغيرها من التطبيقات الأخرى عالية الأداء.
المنتجات الاستهلاكية: الألعاب والألعاب وفرشاة الأسنان والأدوات المنزلية.
الإلكترونيات: العبوات والموصلات والمكونات الإلكترونية الأخرى.
صناعي: المضخات، والصمامات، ومكونات المعدات الصناعية الأخرى.
حقن القوالب بالحقن 2K مقابل القوالب المفرطة: أيهما أفضل؟
فيما يلي مقارنة بين أسعار حقن القوالب بالحقن 2K والقولبة المفرطة لمشروع محدد بكميات 5,000 و10,000 و50,000 و100,000 قطعة/طلب.

تفاصيل المشروع:
① المنتج ماتيرال: PP M800E و TPE 60A
② وزن المنتج: 58 جم و18 جم
③ تجويف القالب: 1+1
| القولبة بالحقن 2K | التشكيل الزائد | أيهما أفضل | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| كمية المنتج/الحواسيب الشخصية | تكلفة القالب/ $ | سعر الجزء/ $ | السعر الإجمالي/ $ | متوسط تكلفة القطعة/ $ | تكلفة القالب / $ | سعر الجزء/ $ | السعر الإجمالي/ $ | متوسط تكلفة القطعة/ $ | قولبة الحقن 2K مقابل القولبة بالحقن. القولبة المفرطة | |||
| 5000 | 18000 | 0.65 | 21250 | 4.25 | 12000 | 0.78 | 15900 | 3.18 | التشكيل الزائد | |||
| 10000 | 18000 | 0.63 | 24300 | 2.43 | 12000 | 0.76 | 19500 | 1.96 | التشكيل الزائد | |||
| 50000 | 18000 | 0.58 | 47000 | 0.94 | 12000 | 0.74 | 49000 | 0.98 | القولبة بالحقن 2K | |||
| 100000 | 18000 | 0.54 | 72000 | 0.72 | 12000 | 0.72 | 84000 | 0.84 | القولبة بالحقن 2K | |||
عادةً ما يكون التشكيل بالقالب 2K منطقيًا فقط لعمليات الإنتاج الكبيرة، في حين أن التشكيل بالقالب الزائد أفضل لعمليات الإنتاج المتوسطة والمنخفضة الحجم.

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

How to Prepare a Perfect RFQ for Custom Injection Molding Services?
Key Takeaways – A neutral 3D CAD file (STEP or IGES format) is mandatory for calculating part volume, weight, and cycle time accurately. – 2D technical drawings are essential for
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

