 İçeriğe geç
İçeriğe geç 

Giriş: Enjeksiyon kalıplama makinesinin vidası, enjeksiyon kalıplama işleminde önemli bir bileşendir. Plastik hammaddenin eritilmesi, karıştırılması ve sıkıştırılmasından sorumludur. Bu makalede, vidanın enjeksiyon kalıplama makinesindeki rolünü tartışacağız.
Enjeksiyon Kalıplama Vidaları Nedir?
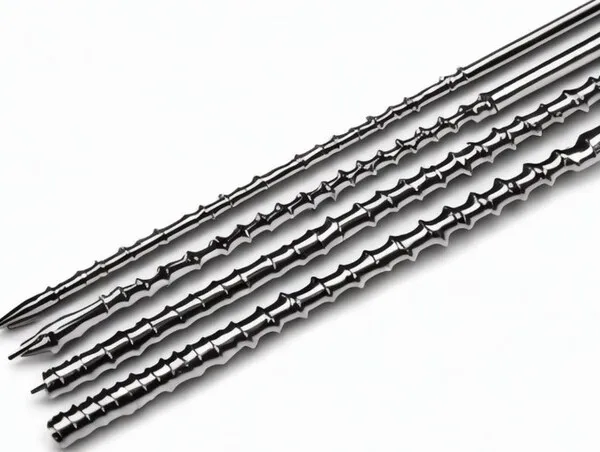
Bu enjeksiyon kalıplama Vida, enjeksiyon kalıplama makinesinin çok önemli bir parçasıdır. Plastiği taşıma, sıkıştırma, eritme, karıştırma ve basınçlandırma işlevlerine sahiptir. Tüm bunlar vidanın kovan içinde dönmesi ile gerçekleşir.

Vida döndüğünde, plastik kovanın içine, vida dişinin altına, vidanın itme kenarına ve plastiklerin arasına sürtünür ve kayar. Tüm bu hareketler nedeniyle plastik ileri doğru hareket eder ve sürtünmeden kaynaklanan ısı da plastik tarafından emilir, bu da plastiği daha sıcak hale getirir ve plastiği eritir.
Enjeksiyon Makinesi Vidaları Arasındaki Farklar Nelerdir?
Vida, enjeksiyon kalıplama makinesinin çok önemli bir parçasıdır ve üretimde plastiğin taşınması, sıkıştırılması, eritilmesi, karıştırılması ve basınçlandırılmasından sorumludur.

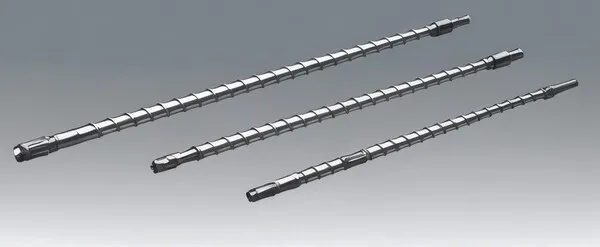
Enjeksiyon kalıplama makinesi için vidalar üç tipe ayrılabilir: kademeli tip, ani tip ve üniversal tip. Bu üç tip vidanın kendi şekilleri ve işlevleri vardır: Kademeli vida esas olarak geniş bir yumuşama sıcaklığı aralığı ve yüksek viskoziteli kristal olmayan plastikleri işlemek için kullanılır.
Hızlı vida esas olarak kristal olan ve net bir viskozite ve erime noktasına sahip olan plastikleri işlemek için kullanılır; genel vida esas olarak kristal olan ve kristal olmayan plastikleri işlemek için kullanılır.

Vida, enjeksiyon kalıplama makinesinin en önemli parçasıdır. Farklı işlevlere ve gereksinimlere göre farklı tiplere ayrılabilir.
Fonksiyona Göre Sınıflandırma
İşlevine göre, plastikleştirme vidası katı taşıma bölgesi, erime geciktirme bölgesi, katı çözelti bölgesi ve eriyik taşıma bölgesi olmak üzere dört bölgeye ayrılabilir.

Bu dört alandaki vidalar bağımsız olarak çalışır ancak aynı zamanda birlikte de çalışır. Katı taşıma alanındaki vida, plastiği artan sıcaklıkla ileriye taşımak için besleme hunisine bağlıdır.
Erime geciktirme bölgesindeki vida, solun vida oluğunda birikerek bir erime havuzu oluşturmasını sağlar. Katı çözelti bölgesindeki vidanın iki işlevi vardır. Birincisi erimiş malzemenin plastikleşmesine yardımcı olmak, diğeri ise erimiş plastiği eritme havuzuna taşımaktır.

Son eritme bölgesindeki vida plastiği aynı sıcaklıkta tutmaya ve plastiğin düzgün bir şekilde akmasını sağlamaya yardımcı olacaktır.
Geometrik Şekle Göre Farklılaştırma
Şekle bağlı olarak üç kısma ayrılabilir: besleme bölgesi, sıkıştırma bölgesi ve ölçüm bölgesi Besleme bölgesi, besleme bitmeden önce erimeye başlamak için plastik katıyı itmek için kullanılan vida oluğunun oluk derinliğini sabitlemektir.
sıkıştırma bölgesindeki vida, plastik hammaddelerin eritilmesine, karıştırılmasına, kesme sıkıştırmasına ve basınçlı egzozuna yardımcı olabilen konik vida oluğunun derinliğidir.
Ölçüm bölgesi, vida oluğunun sabit derinliğidir. Plastiği sıkıştırmanın yanı sıra, plastiğin eşit bir sıcaklıkta ve stabil olmasını sağlamak için daha fazla basınç sağlar.
Enjeksiyon Makinesi Vidasının Çalışma Prensibi Nedir?
Çalışma Prensibi
Ekstrüzyon vidası, malzemeyi sürekli olarak iterken eritir ve kalıp kafasında oldukça yüksek bir basınç oluşturur ve kalıp kafasından sürekli olarak ekstrüde edilmiş ürünler çıkarır.
Bir ekstrüzyon vidası tasarlarken üç şeyi düşünmeniz gerekir: ne kadar plastik itebileceği, bu akışın ne kadar tutarlı olduğu ve plastiği ne kadar iyi erittiği.

Enjeksiyon vidası iki şey yapar: katı malzemeleri önceden plastikleştirir ve enjeksiyon işlemi için erimiş malzemeleri enjekte eder. Sürekli olarak ekstrüzyon yapmasına gerek yoktur.
Enjeksiyon vidasının ön plastikleştirilmesi, enjeksiyon vidasının sadece bir ön işlemidir. enjeksiyon kalıplama süreci, ekstrüzyon vidasına kıyasla büyük bir mesele değildir.

Malzeme Isıtma
Kesme etkisiyle oluşan ısının yanı sıra, plastikleştirme sırasında ekstrüzyon vidasına benzer şekilde, enjeksiyon makinesi kovanındaki ön plastikleştirilmiş malzeme kovanda daha uzun süre kaldığı için daha fazla harici ısıtıcı tarafından ısıtılır.
Ayrıca, malzeme kalıba enjekte edildiğinde, nozülden yüksek bir hızda akar ve çok fazla makaslama yaşar, bu da makaslamadan kaynaklanan ısı oluşturur.

Plastikleştirme Basıncı Regülasyonu Açısından
Bir şeyler üretirken, ekstrüzyon vidasının plastiği ne kadar ezdiğini değiştirmek zordur, ancak enjeksiyon vidası geri basıncı değiştirerek plastiği ne kadar ezdiğini değiştirebilir, bu nedenle plastiğin ne kadar iyi ezildiğini kontrol etmek kolaydır.
Vida Uzunluğu Değişimi Açısından
Ön plastikleştirme sırasında, enjeksiyon vidası döner ve geri çekilir, bu da etkili çalışma uzunluğunun değişmesine neden olur Ekstrüzyon vidasının sabit bir sıcaklıkta, sabit basınçta, sabit miktarda olması ve sürekli olarak ekstrüzyon yapması gerekir.

Ekstrüzyon sırasında konumlandırılması ve döndürülmesi gerekir ve vidanın etkin çalışma uzunluğu değişemez.
Plastikleştirme Kapasitesinin Üretim Kapasitesi Üzerindeki Etkisi Açısından
Ekstrüzyon vidasının plastikleştirme kapasitesi üretim kapasitesini doğrudan etkilerken, enjeksiyon vidasının ön plastikleştirme süresi ürünün kalıp boşluğundaki soğuma süresinden daha kısadır.

Bu nedenle, enjeksiyon vidasının plastikleştirme kapasitesi üretim kapasitesini etkileyen ana faktör değildir.
Vida Başı Yapısı Açısından
Enjeksiyon vida kafası ekstrüzyon vida kafasından farklıdır. Ekstrüzyon vida kafası çoğunlukla yuvarlak veya küttür ve enjeksiyon vida kafası çoğunlukla sivridir ve kafa özel bir yapıya sahiptir.

Sivri uçlu bir vida başı veya dişli bir vida başı. Bu tip vida başı esas olarak yüksek viskoziteli ve zayıf termal stabiliteye sahip malzemeleri işlemek için kullanılır ve enjeksiyon sırasında kirli deşarjın neden olduğu durgun malzeme ayrışması olgusunu önleyebilir.
Enjeksiyon Kalıplama Makinesi Vidasının İşlevi Nedir?
Helezon Taşıma Bölümünün İşlevi
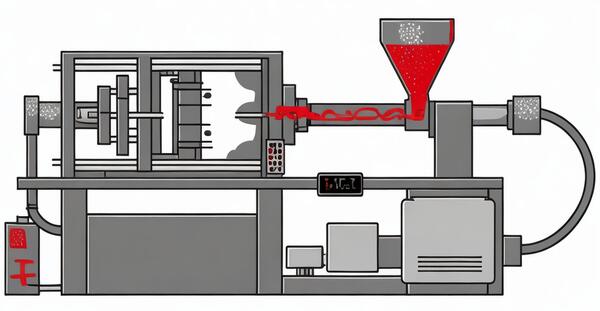
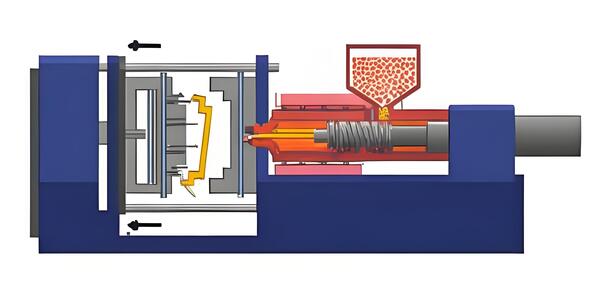
Enjeksiyon ünitesi, enjeksiyon kalıplama makinesinde kilit bir rol oynar, istenen bitmiş ürünü oluşturmak için erimiş plastiği kalıp boşluğuna itmekten sorumludur. enjeksiyon kalıplama makinesinin vidalı taşıma kısmı plastiğin taşınmasından, itilmesinden ve ön ısıtılmasından sorumludur.

Malzeme taşıma bölümünden geçtikten sonra erime noktası sıcaklığına ulaşmalıdır. Tipik olarak, vida taşıma bölümü toplam vida uzunluğunun yaklaşık 50%'sidir.
Taşıma bölümündeki vida oluğu ne kadar derin olursa, o kadar fazla malzeme taşıyabilir, ancak vidanın yeterince güçlü olduğundan emin olmalısınız.
Vida Sıkıştırma Bölümünün İşlevi
Vidalı sıkıştırma bölümü plastiğin sıkıştırılmasından, basınçlandırılmasından ve dışarı atılmasından sorumludur. Bu bölümden geçtikten sonra malzeme neredeyse tamamen erimiş olur, ancak homojen bir şekilde karışmaz. Tipik olarak, sıkıştırma bölümü toplam vida uzunluğunun 20-25%'sini oluşturur.
Bu kısımda plastik yavaşça erir ve vida oluğu hacmi yavaşça azalmalıdır, aksi takdirde malzeme basıncı katı olmayacak, ısı transferi yavaş olacak, egzoz kötü olacak ve ayrıca iş parçasının gözeneklere sahip olmasına neden olacaktır.

Vida sıkıştırma oranı, besleme bölümünün son vida yiv derinliğinin dozajlama bölümünün ilk vida yiv derinliğine oranıdır. sıkıştırma oranı sabit olduğunda, vida sıkıştırma bölümü ne kadar uzun olursa, kesme ısısı o kadar az olur.
Ayrıca, sıkıştırma bölümünün uzunluğu sabitse, sıkıştırma oranı ne kadar küçükse, kesme ısısı da o kadar küçük olur. Dolayısıyla, sıkıştırma bölümünün yapısı, kesme ısısının boyutunu belirleyen ana şeydir.
Tipik olarak, düşük kesme ısısına ve 1,8-2,2 sıkıştırma oranına sahip bir vida kullanmak istersiniz. Ölçüm bölümü vida yiv derinliği için vida çapının 0,09-0,1 katını kullanmak istersiniz.
Vida Ölçüm Bölümünün İşlevi
Vida ölçüm bölümü genellikle toplam vida uzunluğunun yaklaşık 20-25%'sini oluşturur ve esas olarak tüm plastiğin eridiğinden emin olmak için plastiği eşit şekilde karıştırmaktan sorumludur.
Ölçüm bölümü ne kadar uzun olursa, plastik karıştırma etkisi o kadar iyi olur. Çok uzun olursa, eriyik çok uzun süre kalır ve termal ayrışmaya neden olur, çok kısa olursa sıcaklık eşit olmaz.
Genel olarak, bir şirket seçtiğimizde enjeksiyon kalıplama Makinenin ürünleri işlemesi için, ürün ağırlığının enjeksiyon hacminin 70%-80%'si olması en iyisidir.

Enjeksiyon hacmi çok büyükse, eriyik ölçüm bölümünde uzun süre kalacaktır. Bu da malzemenin ısıdan ayrışmasına, nihai üründe gözenekler oluşmasına ve hatta ürünün mekanik özelliklerinin etkilenmesine neden olacaktır.
Plastikleştirici Etki
Vidanın enjeksiyon kalıplama sürecindeki ana işlevi, katı plastik malzemeyi ısı ile eritmek, sıvı hale getirmek ve bir ürün yapmak için doğrudan veya dolaylı olarak kalıp boşluğuna itmektir.

Bu nedenle, enjeksiyon kalıplama makinesindeki vidaya plastikleştirici denir. Plastikleştirme işlemi vida uzunluğu ve çapı, hatve, hız vb. gibi birçok faktörden etkilenir. Bu faktörlerin makul bir şekilde ayarlanmasının plastikleştirme etkisi üzerinde büyük bir etkisi vardır.
Basınçlandırma Etkisi
Enjeksiyon kalıplama makinesindeki vida, erimiş plastik malzemeyi kalıp boşluğuna itme görevine sahiptir ve bunu yapmak için gerektiğinde farklı vida aralıkları ve yüksek basınçlı nozullar kullanır.

Yüksek basınçlı nozüle sahip vida, ürünün yoğunluğunu ve kalitesini sağlamak için plastik malzemenin enjeksiyon basıncını artırabilir. Dolayısıyla, basınçlandırma etkisi de enjeksiyon kalıplama makinesindeki vidanın önemli işlevlerinden biridir.
Sıcaklık Düzenleme Fonksiyonu
Vida genellikle metalden yapılır, bu nedenle plastiğin sıcaklığını kontrol etmek için ısıtılabilir veya soğutulabilir. Sıcaklık kontrolü enjeksiyon kalıplama sürecinde çok önemlidir çünkü plastiğin nasıl aktığını ve ne kadar hızlı sertleştiğini doğrudan etkiler.

Vida genellikle metalden yapılır, bu nedenle plastiğin sıcaklığını kontrol etmek için ısıtılabilir veya soğutulabilir. Sıcaklık kontrolü enjeksiyon kalıplama sürecinde çok önemlidir çünkü plastiğin nasıl aktığını ve ne kadar hızlı sertleştiğini doğrudan etkiler.
Enjeksiyon kalıplama makinesindeki vida, enjeksiyon kalıplama işlemi sırasında sıcaklığı sabit tutmak için genellikle bir ısıtma ve soğutma sistemine sahiptir.

Enjeksiyon kalıplama makinesi çalışırken, vidanın yüksek ve düşük sıcaklık bölümleri, plastik malzemenin tamamen eridiğinden ve enjeksiyon kalıplama işleminin kararlı olduğundan emin olmak için dönüşümlü olarak çalışır.
Temizlik Fonksiyonu
Enjeksiyon kalıplamada kullanılan birçok farklı türde plastik malzeme olduğundan ve bazen bunlara bir şeyler eklemeniz gerektiğinden, enjeksiyon kalıplama makinesini çalıştırdığınızda her zaman bir miktar kir kalacaktır.
Bu kirlilikler ürünü etkileyecek ve hatta kalıba zarar verecektir. Bu durumda, enjeksiyon kalıplama makinesindeki vida temizleme rolü oynayacaktır.
Vidanın dönme sürtünmesi tarafından üretilen yüksek sıcaklık ve yüksek basınç, safsızlıkları ve kalıntıları boşaltarak ürünün kalitesini garanti eder.

Plastik Malzemelerin Eritilmesi ve Karıştırılması
Enjeksiyon kalıplama makinesinin vidası hareket ettikçe, plastik peletleri de ileri doğru iterek öndeki plastik peletlerin arkaya doğru itilmesine neden olur ve erimiş plastik peletleri erimemiş plastik peletlerle tamamen karıştırır.
Karıştırılmış plastik peletlerle, enjeksiyon kalıplama makinesinin vidası plastik peletleri ısıtma bölgesine iter ve daha sonra ısıtmadan sonra eritme bölgesine iter.
Plastik eritme bölgesinde vida asıl işini yapar, plastiği döndürerek ve ileri doğru iterek ısıtır ve eritir.
Kalıp Boşluğunun Doldurulması
Vida sadece plastik malzemeyi itmekle kalmaz, aynı zamanda kalıp boşluğunun doldurulduğundan emin olmak için yüksek basınç uygular. Bu basınç, plastiğin kalınlığının üstesinden gelmeye ve kalıbın her parçasını doldurduğundan emin olmaya yardımcı olur.
Plastik malzeme eritilip karıştırıldıktan sonra, vida onu kalıbın dolum boşluğuna iter. Vidanın itme hareketi, plastik malzemenin kalıp boşluğunun her ayrıntısını doldurarak istediğiniz ürünün şeklini almasını sağlar.
Enjeksiyon kalıplama makinesi vidasından gelen erimiş plastik, istediğiniz bitmiş ürünü yapmak için kalıp boşluğuna gönderilir. Vidanın ne kadar hızlı döndüğünü kontrol edebilir, böylece kalıp boşluğuna doğru miktarda plastik gönderebilirsiniz. Bu, kalıplanmış ürünün iyi olmasını sağlar ve işleri daha hızlı yapmanıza yardımcı olur.

Enjeksiyon Kalıplama Makinesi Vida Seçim Yöntemleri Nelerdir?
Hatve ve Diş Tipi
Hatve, plastiğin vidanın dönüşü başına ileriye doğru hareket ettiği mesafedir. Hatve ne kadar büyük olursa, plastiğin dönüş başına ilerlediği mesafe o kadar kısa olur ve bu da eritilmesi zor plastikler için uygundur. Vidanın diş tipleri derin oluk dişi ve sığ oluk dişidir.
Material Seçim
Vidalar birkaç farklı malzemeden yapılır. En yaygın olanları normal çelik, yüksek kaliteli alaşımlı çelik ve aşınmaya dayanıklı özel malzemelerdir. Normal çelik vidalar çoğu plastik için iyidir. Ancak gerçekten sert olması gereken mühendislik plastikleri kullanıyorsanız, yüksek kaliteli alaşımlı çelikten veya aşınmaya dayanıklı özel malzemelerden yapılmış vidalar kullanmalısınız.

Çap ve Uzunluk
Vidanın çapını ve uzunluğunu ürünün özelliklerine ve üretim gereksinimlerine göre seçin. enjeksiyon kalıplama makine. Vidanın çapı ne kadar büyükse, enjeksiyon kalıplama kapasitesi o kadar büyüktür ve büyük enjeksiyon kalıplama için daha uygundur; vidanın çapı ne kadar küçükse, küçük enjeksiyon kalıplama için o kadar uygundur.

Uzunluk açısından, genel olarak, plastiğin tamamen plastikleşmesini sağlamak için vidanın uzunluğu çapın 3-4 katı olmalıdır.
Sıkıştırma Oranı
Vidanın sıkıştırma oranı, plastikleştirme kapasitesi olarak da bilinen vida dişi alanının derinliği ve sığlığının oranını ifade eder.

Farklı plastikler, plastiğin aşırı plastikleşmeden ve termal ayrışmaya neden olmadan tamamen plastikleşmesini sağlamak için farklı sıkıştırma oranları gerektirir.
Enjeksiyon Makinesi Vidası Nasıl Doğru Kullanılır?
Başlangıç Ön Isıtması
Enjeksiyon kalıplama makinesini çalıştırmadan önce vidayı önceden ısıtmanız gerekir. Ön ısıtmanın amacı, vidayı doğru çalışma sıcaklığına kadar ısıtmak ve vidadaki plastiğin soğumasını azaltmaktır, böylece plastik tamamen plastikleştirilebilir ve plastiğin eksik erimesinden kaynaklanan sorunlardan kaçınılabilir.
Kontrol Sıcaklığı
Anahtar, plastik enjeksiyon kalıplama makinesinin vidasının ve kovanının sıcaklığını korumaktır. Sıcaklık çok yüksekse, plastik ayrışacaktır. Sıcaklık çok düşükse, plastik plastikleşmeyecektir. Bu nedenle, vida ve kovanın sıcaklığı, uygun sıcaklık aralığında çalışmalarını sağlamak için farklı plastiklere göre ayarlanmalıdır.
Temizlik ve Bakım
Plastik kalıntılarının ve metal tozunun enjeksiyon kalıplama kalitesini etkilemesini önlemek için vidayı temiz ve düzenli tutun. Temizlik için özel temizlik maddeleri ve araçları kullanın ve hasarı önlemek için vidanın yüzeyini çizmek için sert nesneler kullanmaktan kaçının.
Aşırı Kullanımdan Kaçının
Plastik enjeksiyon kalıplama makinelerini uzun süre tam gazda çalıştırmayın. Makul bir üretim planı yapın, uygun dinlenme ve bakım yapın ve vidanın hizmet ömrünü uzatın.

Sonuç
Kısacası, enjeksiyon makinesindeki vidanın yapması gereken birçok iş vardır ve her işin nihai ürünün ne kadar iyi olduğu ve ne kadar hızlı üretildiği üzerinde büyük bir etkisi vardır. Bu yüzden, işinizi yaparken enjeksiyon kalıplamavidayı nasıl doğru kullanacağınızı bilmeniz gerekir.







