 İçeriğe geç
İçeriğe geç 
Stereolitografi (SLA) 3D Baskı Hizmetleri
Stereolitografi (SLA) 3D baskı ile hassasiyetin kilidini açın. Kaliteyi ve yeniliği bugün keşfedin.

Stereolitografi (SLA) 3D Baskı için Eksiksiz Kılavuz
SLA 3D Baskı Nedir ve Neden Önemlidir?
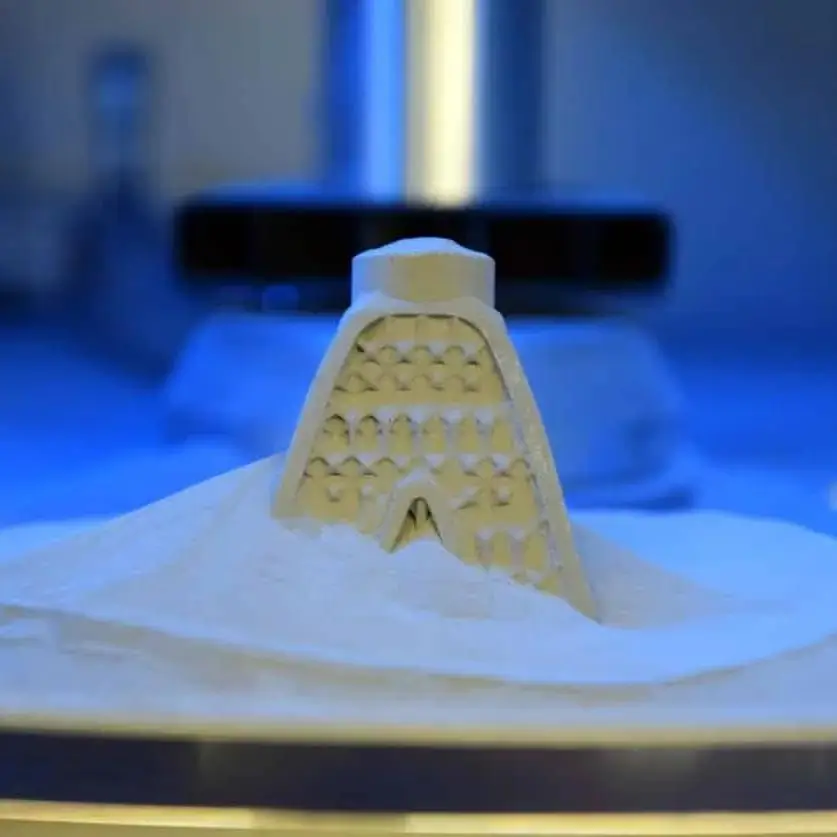
Yaygın olarak SLA olarak bilinen Stereolitografi, vat fotopolimerizasyon ailesine ait güçlü bir katkı üretim sürecidir. Chuck Hull tarafından 1980'lerde icat edilen bu yöntem, tüm sektörün temelini atan ilk ticarileştirilmiş 3D baskı teknolojisidir. SLA'nın temel prensibi, dijital bir tasarımdan üç boyutlu bir nesne oluşturarak sıvı bir fotopolimer reçine katmanını seçici olarak sertleştirmek ve katılaştırmak için konsantre bir ultraviyole (UV) ışık demeti, tipik olarak bir lazer kullanmayı içerir.
SLA, özünde fotokimyasal bir süreçtir. Sıvı, UV'ye duyarlı fotopolimer reçineden oluşan bir fıçı ile başlar. Galvanometre adı verilen bir ayna sistemi tarafından hassas bir şekilde yönlendirilen bir UV lazer, bir 3D modelin tek bir katmanının kesitsel geometrisini bu reçinenin yüzeyine izler. Odaklanmış UV enerjisi kimyasal bir reaksiyonu (polimerizasyon) tetikleyerek sıvı reçineyi anında katı bir plastiğe dönüştürür. Bir katman tamamlandıktan sonra, yapı platformu küçük bir miktar hareket eder ve işlem tüm nesne oluşana kadar tekrar eder. Bu yöntem, SLA'nın diğer birçok teknolojinin eşleşemeyeceği düzeyde ayrıntı ve yüzey kalitesine sahip parçalar üretmesini sağlayan şeydir.
SLA Neden Modern Üretimin Köşe Taşıdır?
SLA önemlidir çünkü yüksek kaliteli prototipler ve parçalar için endüstri standardını belirler. İnanılmaz derecede pürüzsüz, neredeyse enjeksiyon kalıplı benzeri bir yüzey kalitesi ile birkaç düzine mikron kadar küçük özellikler üretme yeteneği, estetiğin ve ince detayların çok önemli olduğu uygulamalar için vazgeçilmez kılar.
Tıbbi cihazlardan tüketici elektroniğine kadar SLA, inovasyon için kritik bir araç haline gelmiştir. Hızlı yineleme sağlayarak ürün geliştirme döngüsünü hızlandırır. Bir tasarımcı, haftalar veya aylar yerine saatler veya günler içinde fiziksel bir parçaya sahip olabilir. Bu hızlı geri bildirim döngüsü, daha iyi, daha rafine ürünlerin pazara daha hızlı ulaşmasını sağlar. Biyouyumlu, dökülebilir ve yüksek sıcaklık seçenekleri de dahil olmak üzere malzemelerdeki çok yönlülüğü, diş hekimliği, mücevherat ve özel mühendislik gibi alanlarda yeni olanaklar yaratarak, sadece tarihi bir teknoloji değil, hayati bir teknoloji olarak konumunu sağlamlaştırmıştır.
- Görsel Prototipler: Tasarımcıların ve mühendislerin nihai ürünün görünümünü doğru bir şekilde temsil eden gerçekçi "görünüm ve his" modelleri oluşturmasına olanak tanır.
- Form ve Uyum Testi: SLA'nın yüksek doğruluğu, parçaların pahalı takımlara bağlanmadan önce montaj boşluklarını ve mekanik arayüzleri doğrulamak için kullanılabilmesini sağlar.
- Karmaşık Geometriler: SLA, CNC işleme gibi geleneksel eksiltici yöntemlerle üretilmesi imkansız olan karmaşık iç kanallar, karmaşık organik şekiller ve hassas özellikler oluşturabilir.
SLA 3D Baskı Adım Adım Nasıl Çalışır?
SLA sürecini anlamak, yeteneklerini takdir etmenin anahtarıdır. Dijital bir dosyadan fiziksel bir nesneye giden yolculuk, titiz ve son derece kontrollü bir olaylar dizisidir.
Adım 1: 3D Model Hazırlama ve Dilimleme:
Süreç, tipik olarak Bilgisayar Destekli Tasarım (CAD) yazılımında oluşturulan bir 3D dijital model ile başlar. Dosya Formatı ve Dilimleme:
- Modeli Dışa Aktarma: CAD modeli, çoğunlukla STL (Standard Tessellation Language) veya OBJ olmak üzere 3D yazdırılabilir bir dosya formatında dışa aktarılır. Bu format, 3D modelin yüzeyini üçgenlerden oluşan bir ağ olarak temsil eder.
- Dilimleme Yazılımı: STL dosyası daha sonra özel "dilimleme" yazılımına aktarılır. Bu yazılım modeli dijital olarak yüzlerce veya binlerce ince, yatay katmana "dilimler".
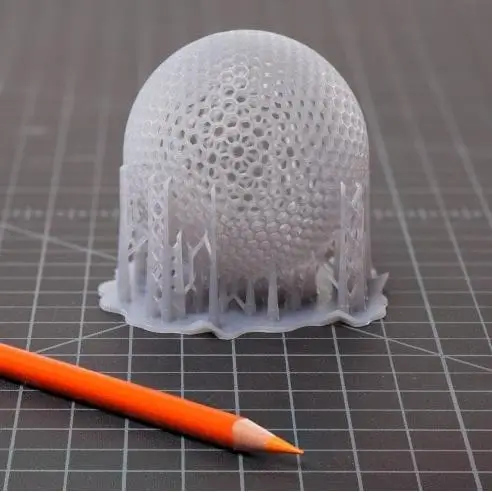
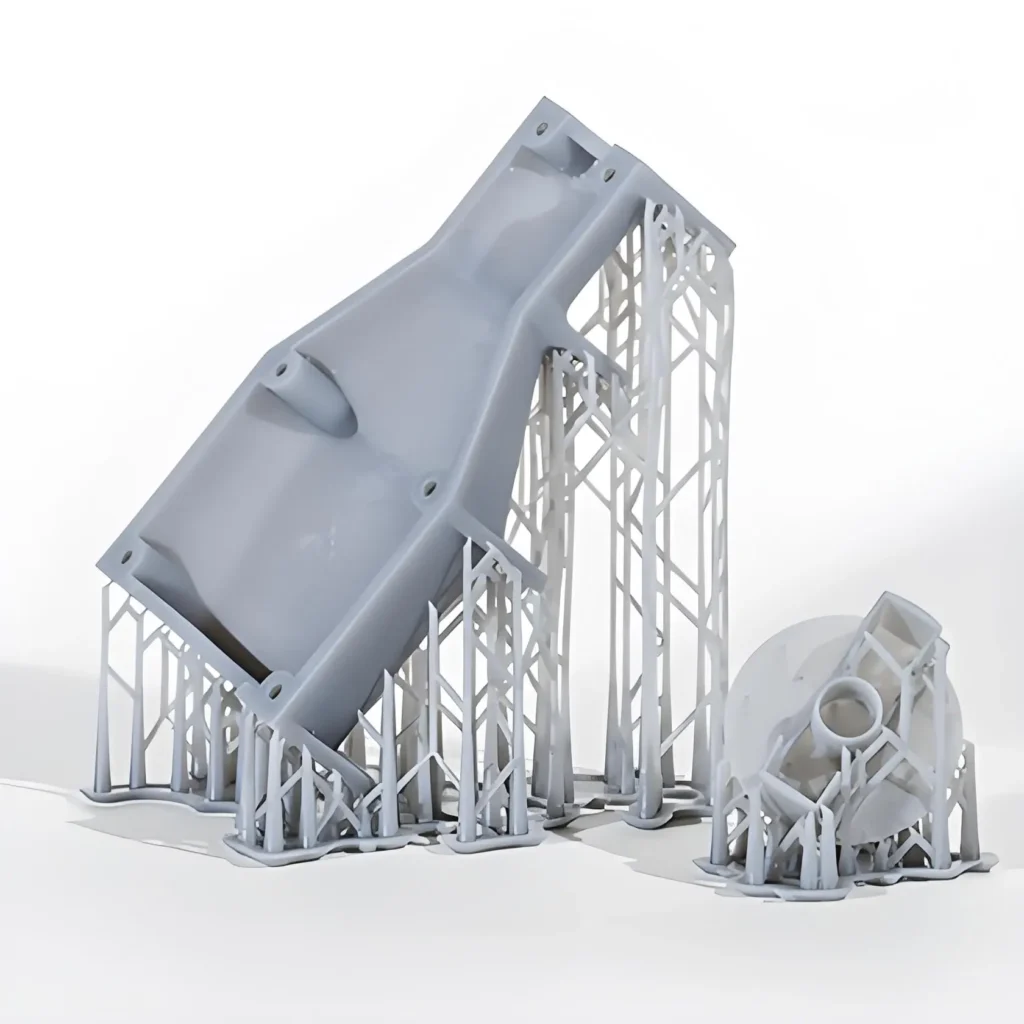
- Yönlendirme ve Destekler: Bu aşamada operatör veya tasarımcı, baskı süresini, yüzey kalitesini ve mukavemeti optimize etmek için parçayı sanal yapı hacmi içinde yönlendirir. Yazılım daha sonra otomatik olarak gerekli destek yapılarını (parçayı yapı platformuna sabitleyen ve baskı sırasında sarkmalarını veya ayrılmalarını önlemek için çıkıntıları ve adaları destekleyen ince, kafes benzeri ayaklar) oluşturur.

Adım 2: Makine Kurulumu ve Malzeme Hazırlama:
Baskı başlamadan önce SLA makinesi hazırlanmalıdır. Baskı Öncesi Kontrol Listesi:
- Reçine Kazanı: Reçine tankı veya fıçı, seçilen sıvı fotopolimer reçine ile doldurulur. Önceki baskılardan kalan kabarcıklar veya kürlenmiş parçacıklar olmadığından emin olmak çok önemlidir.
- Platform Oluşturun: Yapı platformu güvenli bir şekilde monte edilir ve reçine yüzeyine göre mükemmel seviyede ve doğru başlangıç yüksekliğinde olmasını sağlamak için hassas bir şekilde kalibre edilir.
- Dosya Yükleme: Artık katman katman talimatları (G kodu) içeren dilimlenmiş dosya 3D yazıcıya gönderilir.
Adım 3: Katman Katman Kürleme Döngüsü:
Bu, nesnenin her katmanı için tekrarlanan SLA baskı işleminin özüdür. Baskı Döngüsü:
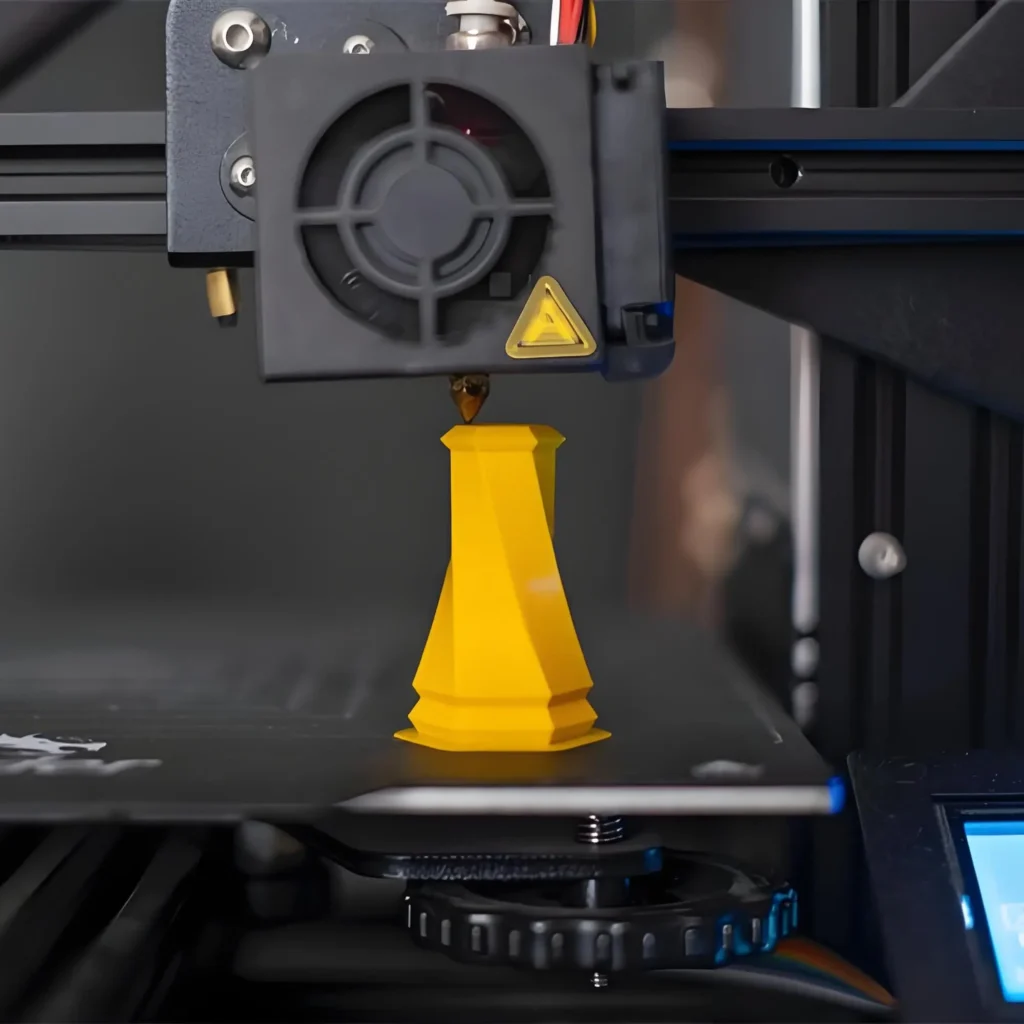
- İlk Katman Yapışması: Yapı platformu reçine teknesine iner ve platform ile teknenin tabanı arasında katman yüksekliğine eşit (tipik olarak 25-100 mikron) bir boşluk bırakır.
- Lazer Kürleme: Yüksek hassasiyetli UV lazer etkinleştirilir. Bilgisayar kontrollü galvanometreler tarafından yönlendirilen lazer, ilk katmanın kesitini hızla tarayarak dokunduğu reçineyi katılaştırır.
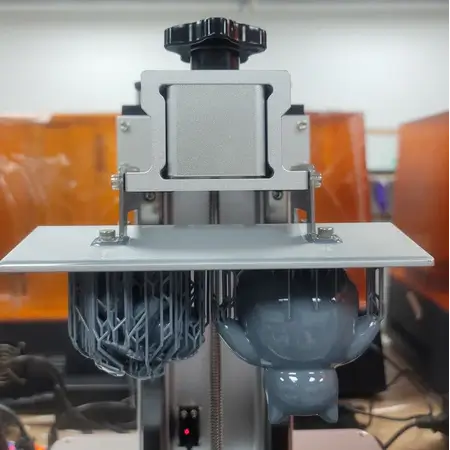
- Platform Hareketi: Katman tamamen kürlendikten sonra, yapı platformu yukarı doğru hareket eder (çoğu modern "ters çevrilmiş" SLA sisteminde), yeni oluşan katı tabakayı teknenin tabanından soyar.
- Reçine Yeniden Kaplama: Bir yeniden kaplayıcı bıçak veya mekanizma, taze, pürüzsüz ve tutarlı bir sıvı reçine tabakasının bir sonraki geçiş için hazır olmasını sağlamak için tekne boyunca süpürür.
- Tekrar: Yapı platformu tekrar alçalır ve lazer bir sonraki katmanı sertleştirerek bir alttakiyle kaynaştırır. Bu döngü parça tamamlanana kadar devam eder.
Adım 4: Parçanın Sökülmesi ve İlk Temizlik:
Son katman basıldıktan sonra, yapı platformu reçine teknesinden yükselerek artık "yeşil" parça olarak adlandırılan bitmiş parçayı ortaya çıkarır. Hala sertleşmemiş sıvı reçine ile kaplıdır ve henüz nihai mekanik özelliklerine ulaşmamıştır. Operatör, parçayı ve destek yapılarını yapı platformundan dikkatlice ayırarak temel işlem sonrası iş akışına hazır hale getirir.
SLA Baskıda Hangi Malzemeler Kullanılır?
SLA'nın çok yönlülüğü büyük ölçüde geniş fotopolimer reçineleri yelpazesi ile tanımlanmaktadır. Bunlar termoset polimerlerdir, yani bir kez sertleştikten sonra tekrar sıvı halde eritilemezler. Her bir reçine türü, farklı mekanik, termal ve görsel özellikler elde etmek için özel katkı maddeleri ile formüle edilmiştir.
1. Fotopolimer Reçineleri Anlamak:
SLA reçineleri karmaşık kimyasal karışımlardır. Birincil bileşenler şunlardır:
- Monomerler ve Oligomerler: Plastiğin temel yapı taşları.
- Fotobaşlatıcılar: UV ışığını emen ve polimerizasyon reaksiyonunu başlatan moleküller.
- Katkı maddeleri: Nihai malzemenin özelliklerini değiştiren dolgu maddeleri, pigmentler ve diğer kimyasallar (örneğin, tokluk, esneklik, renk, ısı direnci).
2. Yaygın SLA Reçine Türleri ve Uygulamaları:
① Standart Reçineler:
- Özellikler: Bunlar SLA'nın genel amaçlı yük beygirleri. Son derece yüksek çözünürlük, çok pürüzsüz bir yüzey kalitesi sunarlar ve ince ayrıntıları yakalamak için mükemmeldirler. Bununla birlikte, nispeten kırılgan olma eğilimindedirler ve düşük darbe dayanımı ve termal dirence sahiptirler.
- Uygulamalar: Görsel prototipler, konsept modeller, sanat eserleri, figürinler ve estetiğin mekanik performanstan daha önemli olduğu parçalar için idealdir.
② Mühendislik Reçineleri (Sert ve Dayanıklı):
- Özellikler: ABS ve PP gibi yaygın mühendislik termoplastiklerini simüle etmek için formüle edilmiştir. Bu reçineler üstün bir güç, sertlik ve darbe direnci dengesi sunar. "Sert" reçineler stres ve zorlanmaya dayanacak şekilde tasarlanırken, "Dayanıklı" reçineler yüksek aşınma direnci ve esneklik sunar.
- Uygulamalar: Fonksiyonel prototipler, aparatlar ve fikstürler, geçmeli muhafazalar ve sağlam mekanik performans gerektiren son kullanım parçaları.
③ Esnek ve Elastik Reçineler:
- Özellikler: Bu malzemeler kauçuk veya silikonun özelliklerini taklit eder ve Shore sertliği (örn. 50A, 80A) ile ölçülen çeşitli esneklik ve elastikiyet derecelerine sahiptir. Tekrar tekrar bükülebilir, gerilebilir ve sıkıştırılabilirler.
- Uygulamalar: Contalar, keçeler, yumuşak dokunuşlu tutamaklar, giyilebilir ürünler, cerrahi simülasyon için anatomik modeller ve elastomerik ürünlerin prototiplenmesi.
④ Dökülebilir Reçineler:
- Özellikler: Bu özel reçine yüksek balmumu içeriği ile tasarlanmıştır. Kilit özelliği, hassas döküm işlemi sırasında temiz "yanmasıdır" - bir fırında ısıtıldığında minimum kalıntı ile kül ve gaza dönüşür. Bu da yatırım kalıbında mükemmel bir boşluk bırakır.
- Uygulamalar: Kuyumculuk endüstrisi (yüzükler, kolyeler için ana kalıplar oluşturma) ve diş hekimliği (kronlar ve köprüler için kalıplar) için başvurulan malzeme.
⑤ Yüksek Sıcaklık Reçineleri:
- Özellikler: Bu reçineler, bir malzemenin belirli bir yük altında deforme olmaya başladığı sıcaklık olan yüksek Isı Sapma Sıcaklığı (HDT) sergileyecek şekilde tasarlanmıştır. Kürlenme sonrası 200°C'nin (392°F) üzerindeki sıcaklıklara dayanabilirler.
- Uygulamalar: Prototipleme enjeksiyon kalıpları (kısa süreli çalışmalar için), sıcak hava ve sıvı akış testi fikstürleri, ısıya dayanıklı bileşenler ve aydınlatma ve elektronik için bağlantılar.
⑥ Biyouyumlu ve Tıbbi Reçineler:
- Özellikler: Medikal ve dental uygulamalar için geliştirilen bu reçineler, cilt veya mukozal membran teması için biyouyumluluk (örn. ISO 10993) sertifikasına sahiptir. Otoklavlama gibi sterilizasyon yöntemlerine dayanıklıdırlar.
- Uygulamalar: Özel cerrahi kılavuzlar, işitme cihazları, diş modelleri, ateller ve hastaya özel diğer tıbbi cihazlar. Üretim ve işlem sonrası protokollerine sıkı sıkıya bağlı kalınması gerekmektedir.
⑦ Seramik Dolgulu Reçineler:
- Özellikler: Bunlar, polimer reçinenin seramik parçacıklarla doldurulduğu kompozit malzemelerdir. Bu, son derece sert, termal olarak kararlı ve pürüzsüz, mat bir yüzeye sahip parçalarla sonuçlanır. Bununla birlikte, diğer mühendislik reçinelerine göre daha kırılgandırlar.
- Uygulamalar: Rüzgar tüneli modelleri ve özel fikstürler gibi kırılganlığın söz konusu olmadığı, aşırı sertlik ve termal stabilite gerektiren parçalar.

SLA 3D Baskının Temel Avantajları Nelerdir?
SLA'nın kalıcı popülaritesi, onu çok çeşitli uygulamalar için en uygun seçim haline getiren benzersiz bir dizi avantajdan kaynaklanmaktadır.
1. Eşsiz Hassasiyet ve İnce Detay:
SLA'nın temel avantajı çözünürlüğünde yatmaktadır. SLA yazıcılarda kullanılan lazer spot boyutu son derece küçüktür (genellikle 80-140 mikron çapında) ve inanılmaz derecede ince özellikler ve keskin kenarlar çizmesine izin verir. Bu hassasiyet, diğer birçok baskı teknolojisi, özellikle de FDM tarafından eşsizdir ve SLA'yı karmaşık ayrıntılara sahip parçalar için altın standart haline getirir.
2. Olağanüstü Yüzey İşlemi:
SLA bir sıvıyı kürleyerek parçalar oluşturduğundan, ortaya çıkan yüzeyler son derece pürüzsüz ve gözeneksizdir. Katman geçişleri genellikle çıplak gözle görülemez ve nihai parçaya enjeksiyon kalıplama ile üretilene benzer bir görünüm verir. Bu, yüksek kaliteli bir yüzey elde etmek için kapsamlı son işlem ihtiyacını ortadan kaldırarak zamandan ve işçilikten tasarruf sağlar.
3. Özel Uygulamalar için Malzeme Çok Yönlülüğü:
Malzemeler bölümünde ayrıntılı olarak açıklandığı gibi, mevcut SLA reçinelerinin genişliği önemli bir avantajdır. Sert, esnek, dökülebilir, ısıya dayanıklı veya biyouyumlu malzemeler arasından seçim yapabilme yeteneği, SLA'nın sadece prototipleme için değil, çeşitli endüstrilerde çok çeşitli fonksiyonel, son kullanım uygulamaları için kullanılabileceği anlamına gelir.
4. Su Geçirmez ve İzotropik Parçalar:
SLA'daki katmanlar arasındaki kimyasal bağlama işlemi, yazıcıdan çıkar çıkmaz tamamen yoğun, su geçirmez parçalar oluşturur. Ayrıca, bu güçlü kimyasal bağ, büyük ölçüde izotropik olan parçalarla sonuçlanır, yani mekanik özellikleri (gerilme mukavemeti gibi) her üç eksen (X, Y ve Z) boyunca tutarlıdır. Bu, parçaların anizotropik olduğu ve Z ekseni boyunca (katmanlar arasında) önemli ölçüde daha zayıf olduğu FDM ile tam bir tezat oluşturmaktadır. Bu izotropi, SLA parçalarını mekanik uygulamalar için daha güvenilir hale getirir.
5. Hızlandırılmış Ürün Geliştirme Döngüleri:
Tek, yüksek kaliteli bir prototip oluşturmak için SLA oldukça hızlıdır. Karmaşık bir dijital tasarımı bir gecede somut bir nesneye dönüştürebilir. Bu hız, tasarım ekiplerinin hızlı yinelemeler yapmasını sağlar - bir parçayı yazdırmak, test etmek, tasarım değişiklikleri yapmak ve bir sonraki sürümü sürekli bir döngü içinde yazdırmak. Bu, geliştirme zaman çizelgesini büyük ölçüde kısaltır, maliyetli kalıplama hataları riskini azaltır ve sonuçta daha iyi ürünler elde edilmesini sağlar.

SLA Baskının Sınırlamaları veya Zorlukları Nelerdir?
Güçlü olmasına rağmen SLA'nın zorlukları da yok değildir. Sınırlamalarının gerçekçi bir şekilde anlaşılması, başarılı bir uygulama için çok önemlidir.
1. Daha Yüksek Malzeme ve Operasyonel Maliyetler:
Fotopolimer reçineler, FDM baskıda kullanılan termoplastik filamentlerden önemli ölçüde daha pahalıdır. Kilogram başına maliyet 3 ila 10 kat daha yüksek olabilir. Ayrıca, makinenin kendisi daha karmaşıktır ve reçine tankı ve yapı platformu gibi sarf malzemelerinin sınırlı bir ömrü vardır ve periyodik olarak değiştirilmeleri gerekir, bu da genel işletme maliyetini artırır.
2. Zorunlu ve Dağınık Sonradan İşleme:
SLA parçaları yazıcıdan çıkar çıkmaz kullanıma hazır değildir. Hem zaman alıcı hem de dağınık olan çok adımlı bir işlem sonrası iş akışı gerektirirler. Bu içerir:
- Yıkama: "Yeşil" parça, yüzeyindeki tüm kürlenmemiş reçine kalıntılarını gidermek için tipik olarak izopropil alkol (IPA) gibi bir çözücü içinde iyice yıkanmalıdır.
- Kürleme: Yıkanan parça daha sonra nihai, optimum mekanik özelliklerini elde etmek için UV ışığına ve genellikle özel bir kürleme istasyonunda ısıya maruz bırakılmalıdır. Bu iş akışı özel ekipman, iyi havalandırılmış bir alan ve tehlikeli kimyasalların uygun şekilde kullanılmasını gerektirir.
3. UV Hassasiyeti ve Kırılganlık Potansiyeli:
Özellikle standart SLA reçineleri, güneş ışığına (UV radyasyonu) uzun süre maruz kalmaktan kaynaklanan bozulmaya karşı hassastır. Zamanla bu, parçaların daha kırılgan hale gelmesine, renk değiştirmesine ve mekanik bütünlüğünü kaybetmesine neden olabilir. UV dirençli kaplamalar bu durumu hafifletebilirken, uzun süreli dış mekan kullanımı için tasarlanan parçalar için önemli bir husustur. Birçok standart reçine de mühendislik termoplastiklerine göre doğası gereği daha kırılgandır.
4. Genelde Daha Küçük Yapı Hacimleri:
5. Destek Yapılarının Gerekliliği ve Etkisi:
Neredeyse tüm SLA baskıları, parçayı yapı platformuna sabitlemek ve sarkan özellikleri desteklemek için destek yapıları gerektirir. Bu destekler, parçanın kendisiyle aynı malzemeden yapılır ve işlem sonrası sırasında manuel olarak çıkarılmalıdır. Bu çıkarma işlemi, yüzeyde mükemmel pürüzsüz bir yüzey oluşturmak için dikkatli bir zımparalama gerektirebilecek küçük yumrular veya izler bırakabilir ve işçilik süresine katkıda bulunur.
SLA Diğer 3D Baskı Teknolojileriyle Nasıl Karşılaştırılır?
Doğru 3D baskı teknolojisini seçmek tamamen uygulamanın maliyet, hız, malzeme özellikleri ve hassasiyet gereksinimlerine bağlıdır.
1. SLA ve Erimiş Biriktirme Modellemesi (FDM):
FDM en yaygın ve erişilebilir 3D baskı teknolojisidir ve erimiş bir termoplastik filamenti katman katman ekstrüde ederek parçalar oluşturur.
① Çözünürlük, Detay ve Yüzey İşlemi:
- SLA: Üstün özelliklere sahiptir. Pürüzsüz yüzeyler üretir ve son derece ince ayrıntıları yakalar.
- FDM: Daha düşük. Görünür katman çizgileri belirgin bir özelliktir ve nozülün daha büyük çapı nedeniyle ince ayrıntılar kaybolabilir. Pürüzsüz bir yüzey için genellikle kapsamlı bir son işlem gerekir.
② Maliyet ve Basitlik:
- SLA: Hem makine hem de malzemeler için daha yüksek maliyet. İşlem sonrası nedeniyle daha karmaşık iş akışı.
- FDM: Daha düşük maliyet. Makineler ve malzemeler uygun fiyatlıdır ve minimum işlem sonrası ile süreç daha basittir.
③ Malzeme Özellikleri ve Mukavemet:
- SLA: İzotropik parçalar iyi mukavemete sahiptir, ancak standart reçineler kırılgan olabilir. Özel mühendislik reçineleri sağlam performans sunar.
- FDM: Çok çeşitli dayanıklı mühendislik termoplastikleri (örn. ABS, PETG, Naylon, Polikarbonat) sunar. Parçalar anizotropiktir (katmanlar arasında daha zayıftır) ancak çok güçlü ve dayanıklı olabilir.
Kaynaşmış Biriktirme Modelleme (FDM)
2. SLA ve Seçici Lazer Sinterleme (SLS):
SLS, toz halindeki polimer (tipik olarak naylon) parçacıklarını katman katman birbirine kaynaştırmak için yüksek güçlü bir lazer kullanır.
① Detay ve Fonksiyonel Güç:
- SLA: Yüzey kalitesinin kritik olduğu ince detaylar ve estetik prototipler için idealdir.
- SLS: Enjeksiyon kalıplı parçalara rakip, mükemmel mekanik özelliklere sahip güçlü, dayanıklı ve işlevsel parçalar üretmek için en iyisidir. Yüzey kalitesi doğal olarak grenlidir.
② Destek Yapıları:
- SLA: Kaldırılması gereken destek yapıları gerektirir.
- SLS: Desteksiz. Parçayı çevreleyen erimemiş toz, doğal bir destek görevi görür ve desteklerin sınırlamaları olmadan karmaşık, birbirine kenetlenen geometrilerin oluşturulmasına izin verir.
③ Maliyet ve Erişilebilirlik:
- SLA: Hem uygun fiyatlı masaüstü hem de endüstriyel formatlarda mevcuttur.
- SLS: Öncelikle yüksek giriş maliyeti ve önemli tesis gereksinimleri olan endüstriyel bir teknoloji.
Seçici Lazer Sinterleme (SLS)
3. SLA vs. Dijital Işık İşleme (DLP) ve LCD/MSLA:
DLP ve LCD (Maskeli SLA veya MSLA olarak da adlandırılır) aynı zamanda vat fotopolimerizasyon teknolojileridir ve SLA'nın en yakın akrabalarıdır. Temel fark ışık kaynağıdır.
① Işık Kaynağı ve Hız:
- SLA: Her katmanı izlemek için bir lazer kullanır. Baskı süresi, her katmanın karmaşıklığına ve alanına bağlıdır.
- DLP/LCD: Tüm katmanı bir kerede flaşlamak ve iyileştirmek için bir dijital projektör (DLP) veya UV LED dizisine (LCD / MSLA) sahip bir LCD ekran kullanın. Bu, baskı süresi yalnızca parçanın yüksekliğine (Z ekseni) bağlı olduğundan, özellikle birden fazla parça veya büyük, katı parçalar yazdırırken bunları SLA'dan önemli ölçüde daha hızlı hale getirir.
② Çözünürlük ve Voksel Şekli:
- SLA: Lazer sürekli, pürüzsüz bir yol oluşturur. Çözünürlük lazerin nokta boyutu ile tanımlanır.
- DLP/LCD: Görüntü piksellerden oluşur (3D'de voksel olarak adlandırılır). Bu bazen kavisli yüzeylerde "pikselli" veya "örtülü" bir etkiye yol açabilir, ancak modern kenar yumuşatma teknikleri bunu büyük ölçüde azaltır. Çözünürlük, projektörün veya LCD ekranın piksel boyutu ile tanımlanır.

DLP/LCD
SLA 3D Baskı için Nihai Kılavuz
Stereolitografi (SLA) 3D baskı hakkındaki kesin kılavuzumuza dalın. Adım adım süreci, malzeme özelliklerini, maliyetleri, tasarım ipuçlarını ve temel uygulamaları öğrenin.
Stereolitografi (SLA) 3D Baskı için Eksiksiz Kılavuz
SLA Baskı için Hangi Tasarım Yönergelerini İzlemelisiniz?
SLA için Tasarım (DfAM - Katmanlı Üretim için Tasarım), baskı başarısını sağlamak, parça kalitesini optimize etmek ve maliyeti en aza indirmek için çok önemlidir.
1. Minimum Duvar Kalınlığı:
Bir parçanın kendi kendini desteklediğinden ve başarılı bir şekilde yazdırıldığından emin olmak için duvarların minimum kalınlığa sahip olması gerekir.
- Destekli Duvarlar: Genellikle minimum 0,4 mm kalınlık tavsiye edilir.
- Desteksiz Duvarlar: Kendi başına sert olması gereken dikey duvarlar için en az 0,6 mm kalınlık daha güvenlidir. Daha ince duvarlar baskı sırasında eğilme veya bozulma riski taşır.
2. Çıkıntılar ve Destekler:
Bir modelin dikeyden yaklaşık 45 dereceden daha büyük bir açıyla çıkıntı yapan herhangi bir parçası muhtemelen destek yapıları gerektirecektir.
- Öz Destek için Tasarım: Mümkün olduğunda, destek ihtiyacını en aza indirmek için yumuşak kavisler ve pahlarla (45 dereceden daha az açılar kullanarak) tasarım yapın.
- Oryantasyon Stratejisi: Çıkarılmaları küçük izler bırakabileceğinden, kritik kozmetik yüzeylerdeki destekleri en aza indirmek için parçayı dilimleme yazılımında yönlendirin.
3. Oyuk ve Drenaj Delikleri:
Büyük, katı modellerin basılması pahalı ve zaman alıcıdır. Ayrıca soyma işlemi sırasında emme kuvvetleri nedeniyle baskı hatası riskini de artırır.
- Hollowing: CAD yazılımınızı kullanarak katı modelleri oyarak bir iç boşluk oluşturun ve önemli miktarda reçine tasarrufu sağlayın. Delikli kabuk için tipik olarak 2-3 mm'lik bir duvar kalınlığı yeterlidir.
- Drenaj Delikleri: Oyulmuş modelinize en az iki drenaj deliği eklemek çok önemlidir. Bu delikler baskı ve yıkama sırasında sertleşmemiş reçinenin iç boşluktan çıkmasını sağlar. Bunlar olmadan, sıkışan reçine basınç oluşturabilir ve parçanın çatlamasına veya patlamasına neden olabilir. Delikleri kritik olmayan alanlara yerleştirin.
4. Kabartmalı ve Kazınmış Detaylar:
SLA ince ayrıntılarda mükemmeldir, ancak fiziksel sınırları vardır.
- Kabartmalı Detaylar (Yükseltilmiş): Açıkça görülebilmesi için yüzeyden en az 0,2 mm çıkıntı yapmalıdır.
- Kazınmış Detaylar (Gömme): Lazerin düzgün bir şekilde kürlenebilmesini ve sıvı reçinenin yıkanabilmesini sağlamak için en az 0,4 mm genişliğinde ve 0,4 mm derinliğinde olmalıdır.
5. Toleranslar ve Montaj:
SLA son derece hassastır, ancak birbirine uyması gereken parçalar için boşluklar çok önemlidir.
- Boşaltın: Kayarak geçme veya montaj için, eşleşen parçalar arasında minimum 0,1-0,2 mm boşluk tasarlayın. Daha sıkı bir baskı oturması için 0,05 mm'lik daha küçük bir boşluk uygun olabilir. Özel malzemeniz ve yazıcınızla toleransları doğrulamak için küçük bir test parçası yazdırmak her zaman en iyisidir.
6. "Hacamat "tan kaçınma:
"Çukurlaşma", oyuk bir bölümün yapı platformuna bakan kapalı bir hacim oluşturması ve soyma işlemi sırasında bir vantuz gibi davranması durumunda meydana gelir. Bu durum baskı hatasına neden olabilir. Parçayı farklı şekilde yönlendirmek veya ek havalandırma delikleri eklemek bu sorunu çözebilir.
SLA 3D Baskının Yaygın Uygulamaları Nelerdir?
SLA'nın benzersiz faydaları, onu çok sayıda sektörde vazgeçilmez bir araç haline getirmiştir.
1. Prototipleme ve Ürün Geliştirme:
Bu, SLA'nın birincil uygulaması olmaya devam etmektedir. Mühendisler ve tasarımcılar bunu yaratmak için kullanır:
- Yüksek Sadakatli Görsel Modeller: Pazarlama, odak grupları ve yatırımcı sunumları için mükemmeldir.
- Form ve Uyum Prototipleri: Seri üretim takımlarına yatırım yapmadan önce parçaların doğru bir şekilde monte edildiğini ve ergonomik gereksinimleri karşıladığını doğrulamak.
2. Mühendislik ve İmalat:
Prototiplemenin ötesinde, SLA doğrudan fabrika zemininde kullanılır:
- Özel Jigler ve Fikstürler: İşleme veya montaj sırasında parçaları tutmak için son derece hassas, özel takımlar oluşturmak, tutarlılığı ve hızı artırmak.
- Kısa Süreli Enjeksiyon Kalıpları: Yüksek sıcaklıkta reçineler kullanan SLA, enjeksiyonla kalıplanmış bileşenlerin küçük partileri (50-100 parça) için kalıplar üretebilir, bu da takım maliyetlerini ve pilot çalışmalar için teslim sürelerini önemli ölçüde azaltır.
3. Diş Hekimliği:
Dişçilik endüstrisi, hassasiyeti ve biyouyumlu malzemelerin mevcudiyeti nedeniyle SLA tarafından devrim yaratmıştır.
- Cerrahi Kılavuzlar: Dental implantların doğru bir şekilde yerleştirilmesi için hastaya özel kılavuzlar.
- Termoform için Modeller: Şeffaf hizalayıcıları ısıyla şekillendirmek için hastanın dişlerinin doğru modellerini oluşturmak.
- Kronlar, Köprüler ve Protezler: Dökülebilir kalıplar oluşturmak veya hatta geçici restorasyonları doğrudan yazdırmak.
4. Mücevher:
SLA, dökülebilir reçineler ile modern mücevher yapımının merkezinde yer almaktadır.
- Hassas Döküm Kalıpları: Kuyumcular, daha sonra altın ve gümüş gibi değerli metallerin dökümü için kalıplar oluşturmak üzere kullanılan karmaşık tasarımları basarlar. Bu da benzersiz bir tasarım özgürlüğü ve özelleştirme olanağı sağlar.
5. Sağlık Hizmetleri ve Tıbbi Cihazlar:
- Anatomik Modeller: Cerrahlar, karmaşık ameliyatları planlamak için BT veya MRI taramalarından yazdırılan son derece ayrıntılı, hastaya özgü modelleri kullanarak ameliyathanedeki süreyi kısaltıyor ve hasta sonuçlarını iyileştiriyor.
- Özel Cihaz Muhafazaları: Hassasiyetin ve pürüzsüz yüzeylerin kritik olduğu tıbbi cihazlar için prototip oluşturma ve muhafaza üretme.
6. Sanat, Tasarım ve Eğlence:
- Detaylı Figürinler ve Minyatürler: Hobiciler ve karakter tasarımcıları, başka türlü oluşturulması imkansız olan son derece ayrıntılı modeller üretmek için SLA'yı kullanır.
- Film Dekorları ve Özel Efektler: Film endüstrisi için detaylı, özel aksesuarlar ve modeller yaratmak.

SLA Post-Processing İş Akışı Nedir?
Başarılı bir SLA baskısı savaşın sadece yarısıdır. İstenilen estetiği ve mekanik özellikleri elde etmek için uygun işlem sonrası pazarlık yapılamaz.
1. Yıkama:
Yazıcıdan yeni çıkan "yeşil" parça, sertleşmemiş sıvı reçineden oluşan yapışkan bir tabaka ile kaplanmıştır. Bunun çıkarılması gerekir.
- Süreç: Parça, çoğunlukla 90% veya daha yüksek konsantrasyona sahip İzopropil Alkol (IPA) olmak üzere bir çözücüye daldırılır ve çalkalanır. Bu işlem bir kap içinde manuel olarak veya daha etkili bir şekilde, çözücüyü sirküle eden otomatik bir yıkama istasyonu kullanılarak yapılabilir.
- Hedef: Yüzeydeki ve iç boşluklardaki tüm reçine kalıntılarını temizlemek için. Yetersiz yıkama yapışkan bir parça ve uygun olmayan kürlenme ile sonuçlanacaktır.
2. Kurutma:
Yıkamadan sonra, parça kürlenmeden önce tamamen kuru olmalıdır.
- Süreç: Parça havada kurumaya bırakılmalıdır veya işlemi hızlandırmak için basınçlı hava kullanılabilir. Sıkışan solvent kürleme sırasında yüzey kusurlarına ve çatlamaya neden olabileceğinden, tüm IPA'nın buharlaştığından emin olmak çok önemlidir.
3. UV Sonrası Kürleme:
"Yeşil" kısım henüz tam gücüne ulaşmamıştır. Son kürleme, polimerizasyon sürecini tamamlamak için gerekli bir adımdır.
- Süreç: Temiz, kuru parça bir kürleme istasyonuna yerleştirilir ve burada UV ışığı (belirli bir dalga boyunda, tipik olarak 405 nm) ve genellikle ısı kombinasyonuna maruz bırakılır. Süre ve sıcaklık malzemeye özeldir.
- Hedef: Polimer zincirlerini tamamen çapraz bağlayarak parçanın mukavemetini, sertliğini ve termal direncini en üst düzeye çıkarmak. Bu adım olmadan parça zayıf, yapışkan ve boyutsal olarak dengesiz olacaktır.
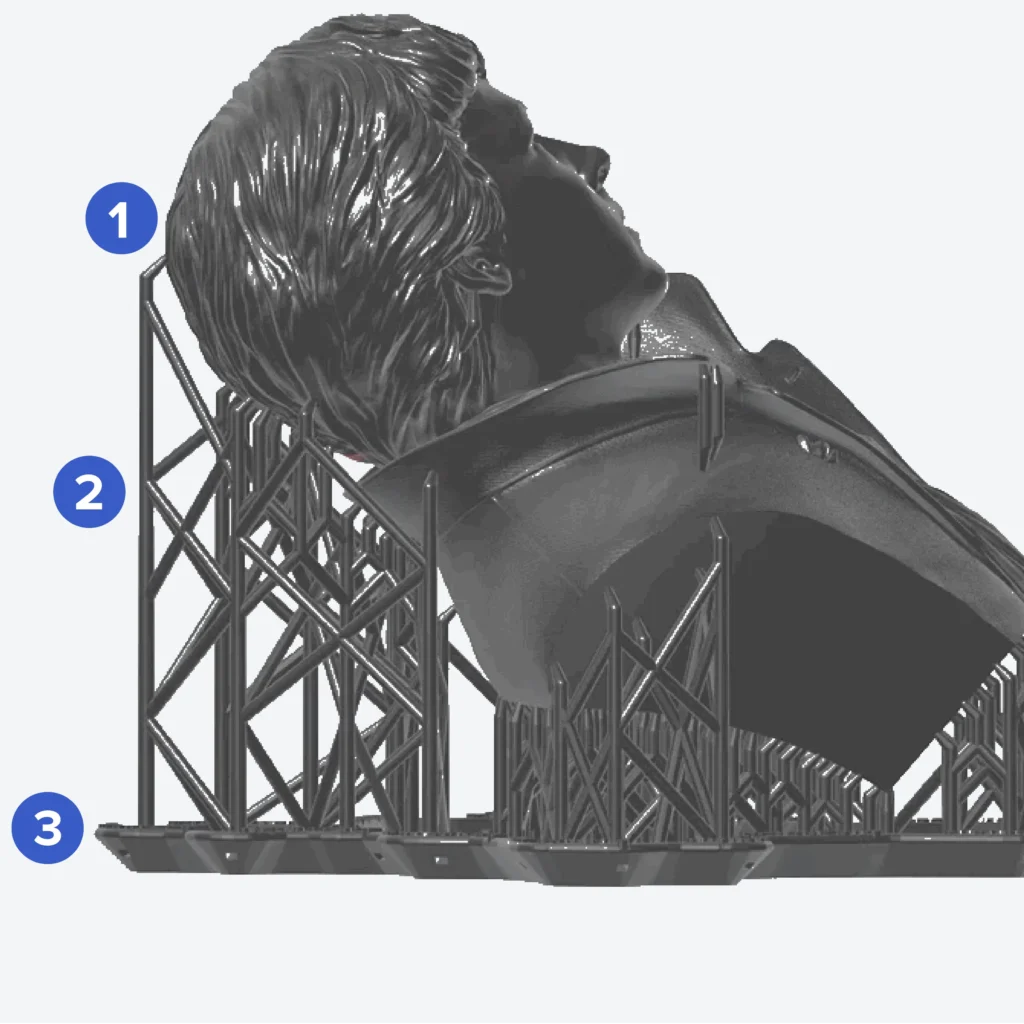
4. Desteğin Çıkarılması:
Bu işlem kürlemeden önce ya da sonra yapılabilir.
- Kürlenmeden Önce: Parça daha yumuşaktır, bu da desteklerin düz kesicilerle daha kolay çıkarılmasını sağlar. Ancak, bu daha belirgin yüzey izleri bırakabilir.
- Kürlendikten sonra: Parça daha sert ve kırılgandır, bu nedenle hassas özelliklerin kırılmasını önlemek için sökme işlemi daha fazla güç ve dikkat gerektirir. Kırılma noktaları genellikle daha temizdir. Çoğu profesyonel, kürlemeden önce desteklerin büyük kısmını kaldırır ve sonrasında ince kaldırma işlemini gerçekleştirir.
5. Opsiyonel Son İşlem:
Gerçekten mükemmel bir son işlem için ek adımlar atılabilir.
- Zımparalama: Destek yapılarının bıraktığı küçük izler, giderek daha ince zımpara kağıdıyla ıslak zımparalanabilir.
- Parlatma: Şeffaf reçinelerde cam benzeri şeffaf bir yüzey için parlatma gereklidir.
- Astarlama ve Boyama: SLA parçaları astar ve boyayı çok iyi alır, çok renkli, üretim kalitesinde modellerin oluşturulmasına izin verir.

SLA Baskının Maliyeti Ne Kadar ve Ne Kadar Sürüyor?
Bunlar, SLA'yı düşünen herhangi bir işletme için en kritik pratik sorulardan ikisidir. Cevaplar birbiriyle bağlantılı birkaç faktöre bağlıdır.
1. SLA Baskı Maliyetlerini Etkileyen Faktörler:
① Malzeme Tüketimi: Bu en doğrudan maliyettir. Kullanılan toplam reçine hacmine göre hesaplanır ve sadece parçanın kendisini değil aynı zamanda destek yapıları ve potansiyel olarak bir sal (temel yapı) için gereken reçineyi de içerir. Parçaların içini boşaltmak bu maliyeti azaltmanın en etkili yoludur.
Makine Zamanı: Bu maliyet, SLA yazıcısının amortismanı ve kullanıldığı süre ile ilgilidir. Diğer bazı teknolojilerin aksine, SLA'daki makine süresi öncelikle parçanın hacmi veya karmaşıklığı tarafından değil, yüksekliği tarafından belirlenir.
Emek: SLA emek yoğun bir süreçtir. Maliyet, gerekli vasıflı işgücü süresini hesaba katmalıdır:
- Baskı hazırlığı (dosya kurulumu, yönlendirme).
- Makine kurulumu ve temizliği.
- Tüm işlem sonrası iş akışı (yıkama, kürleme, destek kaldırma ve sonlandırma).
④ Parça Karmaşıklığı: Baskı süresini yükseklik kadar doğrudan etkilemese de, çok karmaşık parçalar daha karmaşık destek stratejileri, daha dikkatli kullanım ve daha yoğun son işlem gerektirebilir ve böylece işçilik maliyetlerini artırabilir.
2. SLA Baskı Süresini Tahmin Etme:
① Birincil Sürücü (Z-Yüksekliği): SLA'da baskı süresini belirleyen en önemli faktör, parçanın Z ekseni boyunca yüksekliğidir. Yazıcı, her bir katman için aynı işlem sırasını (lazer kürleme, platform hareketi, yeniden kaplama) gerçekleştirmesi gerektiğinden, uzun bir parça, genişliği veya hacmi ne olursa olsun, her zaman kısa bir parçadan daha uzun sürecektir.
② Diğer Faktörler: Z-yüksekliği baskın olsa da, diğer küçük faktörler hızı etkileyebilir:
- Katman Yüksekliği: Daha küçük bir katman yüksekliği (örn. 25 mikron) daha iyi bir yüzey kalitesi sağlayacaktır ancak daha büyük bir katman yüksekliğine (örn. 100 mikron) kıyasla toplam katman sayısını ve dolayısıyla baskı süresini artıracaktır.
- Malzeme: Bazı reçineler katman başına biraz daha uzun pozlama süreleri gerektirebilir, bu da genel hızı marjinal olarak etkiler.

SLA 3D Baskı Hizmetleri için Neden Bizi Seçmelisiniz?
SLA'nın karmaşıklıklarında gezinmek sadece bir yazıcıdan daha fazlasını gerektirir; uzmanlık, hassasiyet ve kaliteye bağlılık gerektirir. İşte bu yüzden SLA 3D baskı ihtiyaçlarınız için ideal ortağız.
Titizlikle kalibre edilen ve bakımı yapılan son teknoloji endüstriyel SLA makinelerini kullanıyoruz. Baskı ortamımız reçine stabilitesini ve işlem tekrarlanabilirliğini sağlamak için iklim kontrollüdür. Bu, ürettiğimiz her parçanın en yüksek boyutsal doğruluk ve yüzey kalitesi standartlarını karşıladığını garanti eder.
Standart ve gelişmiş mühendislik reçinelerinden oluşan geniş bir kütüphaneye sahip olan uzman ekibimiz, özel uygulamanız için mükemmel malzemeyi seçmek üzere sizinle birlikte çalışacaktır. Her bir reçinenin özelliklerinin nüanslarını anlıyoruz ve ister görsel bir prototip ister işlevsel, son kullanım bileşeni olsun, parçanızın tam olarak amaçlandığı gibi performans göstermesini sağlamak için danışmanlık yaklaşımı sağlayabiliriz.
Sürecimiz verimlilik için tasarlanmıştır. Anında çevrimiçi fiyat teklifi platformumuzdan optimize edilmiş işleme sonrası iş akışımıza kadar, kaliteden ödün vermeden teslim sürelerini en aza indiriyoruz. Modern ürün geliştirmede hızın önemini anlıyoruz ve parçalarınızı her seferinde zamanında teslim etmeye kararlıyız.
Biz bir baskı hizmetinden daha fazlasıyız. Biz tam hizmet veren bir üretim ortağıyız. Ekibimiz, parçalarınızı SLA süreci için optimize etmek üzere Katmanlı Üretim için Tasarım (DfAM) geri bildirimi sağlayabilir ve zımparalama, boyama ve montaj dahil olmak üzere kapsamlı son işlem hizmetlerimiz, hemen kullanıma hazır parçalar alabileceğiniz anlamına gelir.
Müşterilerimizi ortak olarak görüyoruz. Amacımız, tasarım ve mühendislik ekibinizin sorunsuz bir uzantısı olmaktır. Açık iletişim, şeffaf fiyatlandırma ve en karmaşık zorluklarınızı çözmenize ve en yenilikçi fikirlerinizi hayata geçirmenize yardımcı olma konusundaki kararlılığımızla gurur duyuyoruz.
SLA 3D Baskı Hakkında En Sık Sorulan Sorular
Bir SLA parçasının gücü tamamen kullanılan reçineye bağlıdır. Standart reçineler kırılgan olma eğilimindedir ve işlevsel olmayan modeller için en iyisidir. Bununla birlikte, mühendislik reçineleri (Sert, Dayanıklı veya ABS benzeri) mükemmel mekanik performans için formüle edilmiştir, birçok fonksiyonel uygulama, aparat ve fikstür için uygun yüksek gerilme mukavemeti ve darbe direnci sunar.
Genel olarak, hayır. Standart SLA reçineleri sıvı ve kürlenmemiş hallerinde toksiktir ve gıda teması için onaylanmamıştır. Giyilebilir cihazlar veya tıbbi kılavuzlar gibi cilt teması gerektiren uygulamalar için, belirli bir Biyouyumlu veya Tıbbi sınıf reçine kullanmalı ve güvenliği sağlamak için baskı ve işlem sonrası için katı, onaylanmış bir iş akışını izlemelisiniz.
SLA doğası gereği tek renkli bir işlemdir. Parçanın rengi, teknedeki sıvı reçinenin rengine göre belirlenir. Bazı önceden pigmentli reçineler mevcut olsa da (örneğin, beyaz, gri, siyah, berrak), seçim sınırlıdır. Çok renkli parçalar için standart profesyonel uygulama, parçayı nötr bir renkte (gri gibi) basmak ve ardından istenen görünümü elde etmek için işlem sonrası sırasında astarlamak ve boyamaktır.
SLA, mevcut en doğru 3D baskı teknolojilerinden biridir. Endüstriyel SLA makineleri için tipik boyutsal doğruluk, nominal boyutun ± 0.1%'si dahilindedir ve minimum tolerans ± 0.1 ila ± 0.2 mm arasındadır. Bu yüksek hassasiyet, form ve uyum testi ve sıkı montaj gereksinimleri olan parçalar için idealdir.
"Reçine baskı", vat fotopolimerizasyon adı verilen teknoloji ailesi için kullanılan genel bir terimdir. SLA, DLP (Dijital Işık İşleme) ve LCD/MSLA reçine baskı türleridir. Temel fark ışık kaynağıdır:
- SLA katmanı çizmek için tek bir lazer noktası kullanır.
- DLP tüm katmanı bir kerede flaşlamak ve kürlemek için dijital bir projektör kullanır.
- LCD/MSLA tüm katmanı bir kerede kürlemek için maske görevi gören bir LCD ekranın içinden parlayan bir UV LED dizisi kullanır. Hepsi sıvı reçine kullanırken, kürleme yöntemi hız ve çözünürlük özelliklerini etkiler. SLA, hassasiyeti ve pürüzsüz yüzeyiyle bilinen orijinal teknolojidir.


Enjeksiyon kalıp çeşitleri nelerdir?
Anahtar Çıkarımlar – Enjeksiyon kalıpları, başlıca birkaç türe ayrılır: tek boşluklu, çok boşluklu, aile, istif ve üzerine kalıplama; her biri farklı üretim hacimleri ve parça gereksinimleri için optimize edilmiştir. – Tek boşluklu kalıplar,

Mavi jantlı iki siyah lastik, biri dik ve biri yan yatık, gri bir yüzey üzerinde.
Önemli Çıkarımlar – 3D baskı, metal döküm kalıplarının ve modellerinin haftalar yerine günler içinde hızlıca oluşturulmasını sağlayarak prototip teslim süresini –80% oranında kısaltır. – Yaygın 3D baskı yöntemleri

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

