 İçeriğe geç
İçeriğe geç 
Silikon Kauçuk Ekstrüzyonu: Uzman Kalıplama Çözümleri
Uzman silikon kauçuk ekstrüzyon kalıplama hizmetlerini keşfedin. En son teknoloji ve deneyimli ekibimizle hassasiyet ve verimlilik elde edin.

Silikon Kauçuk Ekstrüzyon Kalıplama için Eksiksiz Kılavuz
Silikon Kauçuk Ekstrüzyon Kalıplama Nedir?
Silikon kauçuk ekstrüzyon kalıplama özel olarak formüle edilmiş, vulkanize edilmemiş bir silikon bileşiğinin, "ekstrüzyon" adı verilen şekillendirilmiş çelik bir alet aracılığıyla zorlandığı yüksek hacimli bir üretim sürecidir. ölmek. Bu işlem, sabit bir enine kesite sahip sürekli bir profil oluşturur ve daha sonra şeklini stabilize etmek ve nihai fiziksel özelliklerini kazandırmak için vulkanize edilir (kürlenir).
Temel İlke: Süreç basınç ve ısıya dayanır. Bir ekstrüder vidası, esnek silikon malzemeyi kalıp boyunca itmek için basınç üretir. Ekstrüde edilen profil daha sonra kürleme reaksiyonunun başlatıldığı bir ısıtma odasından veya tünelden geçerek yumuşak, sakızlı ekstrüdatı katı, elastik bir kauçuğa dönüştürür.
Temel Kavramlar:
① Termoset Malzeme: Tekrar tekrar eritilip yeniden şekillendirilebilen termoplastiklerin aksine silikon bir termosettir. Vulkanizasyon olarak bilinen kürleme işlemi, polimer zincirleri arasında geri dönüşü olmayan çapraz bağlar oluşturur. Sertleştikten sonra silikon parça tekrar eritilemez.
② Polisiloksan Kimyası: Silikon kauçuk, çoğu organik kauçuk gibi bir karbon omurgasına değil, bir silikon-oksijen (Si-O) omurgasına dayanır. Bu benzersiz kimyasal yapı, yüksek sıcaklık kararlılığı ve kimyasal inertlik dahil olmak üzere olağanüstü özelliklerinden sorumludur.

Silikon Ekstrüzyon Sınıflandırmaları ve Çeşitleri
Silikon ekstrüzyonu, kürleme sistemi, hammadde formu ve nihai ürün şekli dahil olmak üzere çeşitli temel faktörlere göre sınıflandırılabilir.
1. Kürleme Sistemine Göre Sınıflandırma:
① Peroksitle Sertleşen Silikon: Bu geleneksel ve uygun maliyetli bir yöntemdir. Silikon bileşiğine bir peroksit katalizörü karıştırılır. Isıtıldığında peroksit, polimer zincirlerinin çapraz bağlanmasını başlatan serbest radikallere ayrışır. Bu yöntem bazen, özellikle gıda sınıfı veya tıbbi uygulamalar için, kürleme sonrası bir işlemle çıkarılması gerekebilecek yan ürünler (diklorobenzoik asit gibi) üretebilir.
② Platinle Sertleşen (İlave-Kür) Silikon: Bu sistem platin bazlı bir katalizör kullanır. Zararlı yan ürünler üretmeyen daha temiz bir süreçtir, bu da onu tıbbi implantlar, farmasötik borular ve gıda ile temas eden ürünler gibi yüksek saflıktaki uygulamalar için tercih edilen bir seçenek haline getirir. Platinle kürlenen silikonlar üstün netlik, gelişmiş mekanik özellikler sunar ve zamanla sararmaya daha az eğilimlidir.
2. Hammadde Formuna Göre Sınıflandırma:
① Yüksek Tutarlılıkta Kauçuk (HCR) Ekstrüzyonu: Isıyla Sertleşen Kauçuk olarak da bilinen HCR, silikon ekstrüzyonu için en yaygın malzemedir. Kalın bir macun veya hamura benzeyen çok yüksek bir viskoziteye sahiptir. Tipik olarak kütükler veya şeritler halinde tedarik edilir ve bir besleme değirmeninden ekstrüdere beslenir.
② Sıvı Silikon Kauçuk (LSR) Ekstrüzyonu: LSR ağırlıklı olarak enjeksiyon kalıplamada kullanılsa da, bunun için özel ekstrüzyon süreçleri mevcuttur. LSR çok daha düşük bir viskoziteye sahiptir ve pompalanan, karıştırılan ve ardından doğrudan ekstrüdere beslenen iki parçalı bir sistemdir (A ve B bileşenleri). Bu yöntem daha az yaygındır ancak karmaşık, yüksek hassasiyetli profiller için avantajlı olabilir.
3. Ürün Formuna Göre Sınıflandırma:
① Silikon Boru ve Hortumlar: Akışkan, hava veya elektrik teli transferi için kullanılan içi boş profiller.
② Silikon Katı Kordonlar: Sızdırmazlık uygulamaları için kullanılan yekpare, yuvarlak profiller (O-ring kordon stoğu).
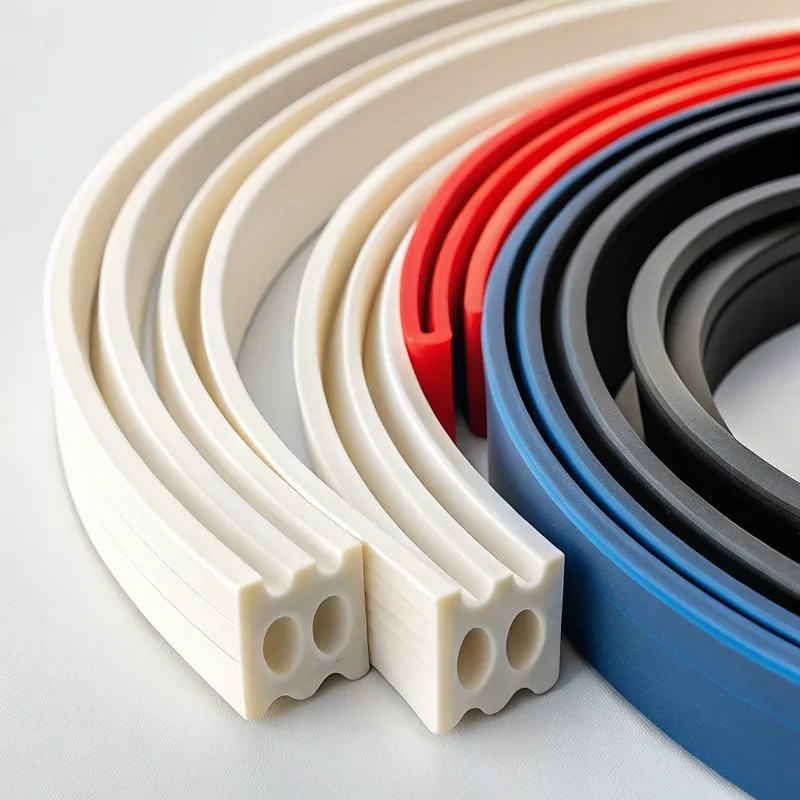
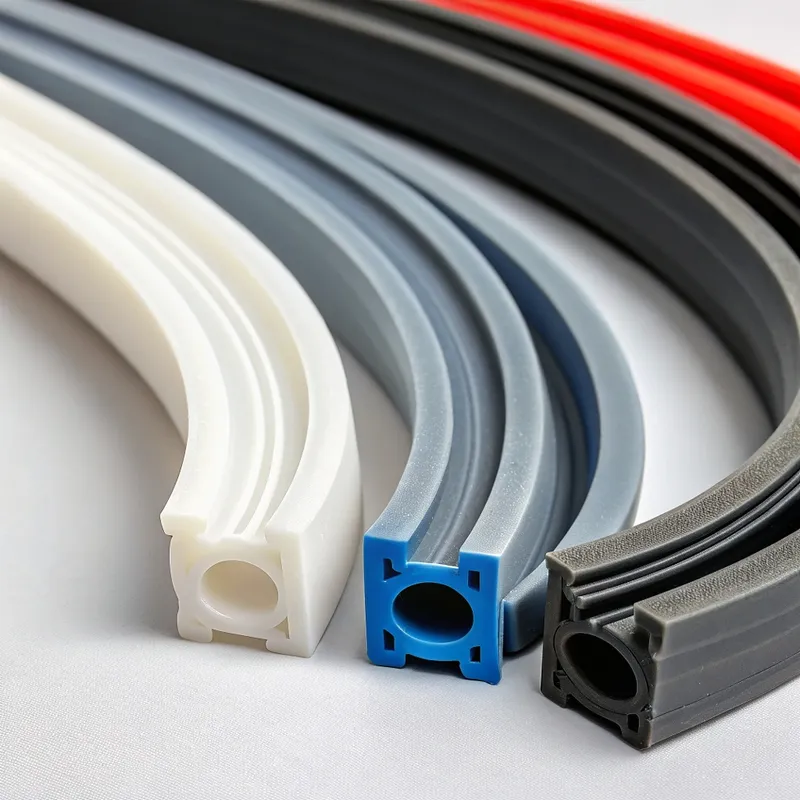
③ Silikon Profiller ve Şekiller: P şeritleri, D contaları, U kanalları ve diğer özel contalar gibi özel, karmaşık kesitler.
④ Silikon Şeritler ve Levhalar: Boyuna kesilebilen veya sürekli rulolar halinde tedarik edilebilen düz, dikdörtgen profiller.

Tipik Uygulama Senaryoları ve Kullanım Örnekleri
Silikonun benzersiz özellikleri, ekstrüde ürünlerini çok sayıda sektörde vazgeçilmez kılmaktadır.
① Tıp ve Sağlık Hizmetleri: Biyouyumluluğu, sterilize edilebilirliği (otoklav, EtO, gama) ve inertliği nedeniyle silikon, kateterler, drenaj tüpleri, peristaltik pompa boruları ve tıbbi ekipman için contalar için tercih edilen bir malzemedir.
② Gıda, İçecek ve Süt Ürünleri: FDA uyumlu silikon hortumlar gıda işleme, içecek dağıtımı ve süt ürünleri uygulamalarında sıvıların aktarılması için yaygın olarak kullanılır. Tat veya koku vermez ve yüksek sıcaklıkta temizleme döngülerine (CIP/SIP) dayanabilir.

③ Havacılık ve Otomotiv: Ekstrüde silikon contalar, contalar ve hortumlar aşırı sıcaklıklarda performans için kritik öneme sahiptir. Kapı ve pencere contaları, motor bölmesi contaları, tel ve kablo yalıtımı ve ısıya, ozona ve UV bozulmasına dayanıklı sıvı transfer hortumları için kullanılırlar.
Elektronik: Silikonun mükemmel dielektrik özellikleri, onu yüksek voltajlı tellerin ve kabloların yalıtımı için ideal kılar. Ayrıca, elektronik muhafazaları nem ve tozdan korumak için koruyucu contalar ve mühürler oluşturmak için de kullanılır (IP derecelendirmeleri).
⑤ İnşaat ve Mimarlık: Silikon yalıtım malzemeleri, genleşme derzleri ve cam fitilleri pencereler, kapılar ve giydirme cephe sistemleri için uzun ömürlü, hava koşullarına dayanıklı sızdırmazlık çözümleri sağlar.
⑥ Endüstriyel Makineler: Çok çeşitli endüstriyel ekipmanlarda dayanıklı contalar, contalar ve borular için kullanılır, yüksek ısı ve kimyasal maruziyet altında güvenilir performans sunar.
Silikon Ekstrüzyonun Avantajları Nelerdir?
Silikon ekstrüzyonu, malzeme özellikleri ve üretim verimliliğinin güçlü bir kombinasyonunu sunar.
① Olağanüstü Sıcaklık Dayanımı: Silikon, tipik olarak -60°C ila +230°C (-75°F ila +450°F) gibi geniş bir sıcaklık aralığında esnekliğini ve bütünlüğünü korur ve özel kaliteler daha da öteye uzanır.
② Mükemmel Çevresel Direnç: Ozon, UV radyasyonu ve genel hava koşullarına karşı üstün direnç göstererek çatlama veya bozulma olmaksızın dış mekan uygulamaları için idealdir.
③ Biyouyumluluk ve Saflık: Tıbbi ve gıda sınıfı silikonlar toksik değildir, hipoalerjeniktir ve mikrobiyal büyümeyi desteklemez, bu da onları hassas uygulamalar için güvenli hale getirir.
④ Kimyasal İnertlik: Silikon birçok kimyasala, suya ve yağa karşı dayanıklıdır, ancak bazı solventlere ve güçlü asitlere karşı zayıflıkları vardır.
⑤ Üstün Esneklik ve Elastikiyet: Düşük bir sıkıştırma setine sahiptir, yani tekrar tekrar sıkıştırılabilir ve etkili sızdırmazlık için hayati önem taşıyan orijinal şekline geri döner.
⑥ Elektrik Yalıtımı: Silikon harika bir elektrik yalıtkanıdır, bu da onu tel ve kablo kılıfı için birincil seçim haline getirir.
⑦ Yüksek Düzeyde Özelleştirme: Ekstrüzyon süreci, karmaşık özel profillerin ve geniş bir renk yelpazesinin verimli bir şekilde üretilmesine olanak tanır.

Silikon Ekstrüzyonun Dezavantajları ve Sınırlamaları Nelerdir?
Hiçbir süreç mükemmel değildir. Silikon ekstrüzyonun sınırlamalarının farkında olmak önemlidir.
① Düşük Mekanik Dayanım: Birçok organik kauçukla (EPDM veya Neopren gibi) karşılaştırıldığında, standart silikon daha düşük gerilme mukavemetine, yırtılma mukavemetine ve aşınma direncine sahiptir. Yüksek sürtünme veya fiziksel istismar içeren dinamik uygulamalar için uygun değildir.
② Daha Yüksek Malzeme Maliyeti: Silikon hammaddesi genellikle emtia kauçuklardan daha pahalıdır ve bu da kritik olmayan uygulamalar için maliyet etkinliğini etkileyebilir.
③ Belirli Sıvılara Karşı Duyarlılık: Silikon, belirli hidrokarbon bazlı yakıtlara, yağlara ve solventlere maruz kaldığında şişer ve bozulur. Malzeme seçimi kimyasal ortama göre dikkatlice yapılmalıdır.
④ İşleme Zorlukları: Kürlenmemiş silikonun "yapışkan" yapısı bazen kullanım ve işleme zorluklarına yol açabilir. Ayrıca toz ve kirletici maddeleri çekebileceğinden temiz bir üretim ortamı gerektirir.
⑤ Sabit Kesit Sınırlaması: Ekstrüzyon, doğası gereği uzunlukları boyunca tek tip bir kesite sahip parçalar üretmekle sınırlıdır. Alttan kesme, değişen duvar kalınlıkları veya entegre konektörler gibi özellikler yalnızca bu işlemle mümkün değildir.
Alternatif Teknolojilerle Karşılaştırma
| Teknoloji | Temel Güçlü Yönler | İçin En İyisi | Temel Zayıflıklar |
|---|---|---|---|
| Silikon Ekstrüzyon | Mükemmel termal/çevresel direnç, biyouyumluluk, sürekli üretim. | Sabit kesitli contalar, contalar, borular ve profiller. | Daha düşük aşınma direnci, 2D profillerle sınırlı, daha yüksek malzeme maliyeti. |
| TPE Ekstrüzyon | Düşük maliyet, iyi aşınma direnci, geri dönüştürülebilir (termoplastik). | Otomotiv contaları, tüketim malları ve aşırı ısının bir faktör olmadığı uygulamalar. | Önemli ölçüde daha düşük sıcaklık aralığı, daha az esneklik (daha yüksek sıkıştırma seti). |
| Silikon Enjeksiyon Kalıplama | Karmaşık 3D parçalar oluşturur, yüksek hassasiyet, üst kalıplama için mükemmeldir. | Düğmeler, tuş takımları, karmaşık mühürler ve tıbbi cihaz parçaları gibi 3D bileşenler. | Daha yüksek takım maliyeti, sürekli bir süreç olmaması, parça boyutu sınırlamaları. |
Silikon Kauçuk Ekstrüzyon Kalıplama: Kapsamlı Bir Kılavuz
Silikon kauçuk ekstrüzyon kalıplama sürecinde ustalaşın. Uzman kılavuzumuz temel ilkeleri, uygulamaları, en iyi tasarım uygulamalarını ve sık karşılaşılan sorunların çözümlerini kapsamaktadır.
Silikon Kauçuk Ekstrüzyon Kalıplama için Eksiksiz Kılavuz
Ekstrüde Silikonun Temel Özellikleri ve Nitelikleri
Mühendisler, ekstrüde bir silikon parça belirlerken bu kritik performans göstergelerine başvururlar:
① Sertlik (Durometre): Shore A ölçeğinde ölçülen bu değer, malzemenin girintiye karşı direncini gösterir. Ekstrüzyonlar için tipik değerler 20 (çok yumuşak) ile 80 (sert) Shore A arasında değişir.

② Çekme Dayanımı: Malzemenin kırılmadan önce gerilirken dayanabileceği maksimum gerilim, PSI veya MPa cinsinden ölçülür.
③ Kopma Uzaması: Malzemenin yırtılmadan önce ulaşabileceği uzunluktaki artış yüzdesi. Bu onun "esnekliğinin" bir ölçüsüdür.
④ Yırtılma Dayanımı: Malzemenin bir yırtılmanın yayılmasına karşı direnci, keskin köşelere gerilebilen contalar için kritik bir özelliktir.
⑤ Sıkıştırma Seti: Malzemenin belirli bir sıcaklıkta uzun süreli basınç stresine maruz kaldıktan sonra orijinal kalınlığına dönme kabiliyetini ölçer. Güvenilir, uzun süreli sızdırmazlık için düşük bir sıkıştırma seti gereklidir.
⑥ Dielektrik Dayanımı: Bir malzemenin bozulmadan dayanabileceği maksimum elektrik alanı, mil başına Volt (V/mil) cinsinden ölçülür.
Silikon Ekstrüzyon Kalıplamanın Temel Süreci
Ham bileşikten bitmiş ürüne giden yolculuk, dikkatle kontrol edilen birkaç farklı aşamayı içerir.
Aşama 1: Malzeme Hazırlama ve Birleştirme:
Süreç temel silikon polimer (HCR) ile başlar. Bu, katkı maddelerinin karıştırıldığı iki silindirli bir değirmene yerleştirilir. Bunlar renk için pigmentler, mekanik özellikleri geliştirmek için dolgu maddeleri (füme silika gibi) ve kürleme için katalizör (peroksit veya platin) içerebilir. Bileşik, homojenliği sağlamak için iyice karıştırılır ve daha sonra ekstrüder için hazır sürekli şeritler veya kütükler haline getirilir.
Aşama 2: Besleme:
Hazırlanan silikon şerit ekstrüderin haznesine beslenir. HCR için, silindirler genellikle yapışkan malzemenin ekstrüderin haznesine itilmesine yardımcı olur.
Aşama 3: Ekstrüzyon:
Isıtılmış kovanın içinde dönen bir vida silikonu ileri doğru taşır. Vidanın mekanik hareketi ve kovanın ısısı malzemeyi yumuşatmak ve basınç oluşturmak için çalışır. Bu basınç, homojenize edilmiş silikon bileşiğini, parçanın istenen nihai kesitine göre hassas bir şekilde işlenmiş olan kalıbın küçük açıklığından geçirmeye zorlar.
Aşama 4: Kürleme (Vulkanizasyon):
Profil kalıptan çıktığında hala yumuşak ve kürlenmemiş durumdadır. Hemen bir kürleme tüneline veya fırına girer. En yaygın yöntemler şunlardır:
① Sıcak Hava Vulkanizasyon (HAV) Tüneli: Profil bir konveyör bant üzerinde, tipik olarak 200-450°C sıcaklıktaki sıcak havanın silikonu sertleştirdiği uzun bir fırın boyunca ilerler. Bu en yaygın kullanılan yöntemdir.
② Kızılötesi (IR) Tünel: Yüksek yoğunluklu kızılötesi lambalar hızlı ve verimli ısı transferi sağlayarak genellikle daha yüksek hat hızları elde edilmesini sağlar.
③ Tuz Banyosu Kürü: Ekstrüde, erimiş tuz banyosundan geçer. Bu çok hızlı ve homojen bir ısı transferi sağlar ancak çevre ve güvenlik endişeleri nedeniyle günümüzde daha az yaygındır.
Aşama 5: Kürleme Sonrası (İsteğe Bağlı Ancak Tavsiye Edilir):
Birincil kürlemeden sonra, bazı parçalar, özellikle peroksit sistemleriyle veya kritik uygulamalar için yapılanlar, bir son kürleme döngüsüne tabi tutulur. Parçalar, uçucu yan ürünleri gidermek ve malzemenin fiziksel özelliklerini, özellikle de sıkıştırma setini daha da stabilize etmek için birkaç saat boyunca (örneğin, 200 ° C'de 4 saat) bir parti fırınına yerleştirilir.
Aşama 6: Soğutma, Kesme ve Son İşlem:
Kürlenmiş profil, genellikle hava veya su banyosu ile soğutulur. Daha sonra hat içi fly-knife kesiciler kullanılarak belirli uzunluklarda kesilebilir, makaralara sarılabilir veya baskı, yapıştırıcı uygulaması veya O-ring oluşturmak için ekleme gibi ikincil işlemlere tabi tutulabilir.

Süreçteki Temel Parametreler ve Etkileyen Faktörler
Ekstrüzyon sürecini kontrol etmek, çoklu değişkenlerin hassas bir dengesidir.
① Vida Hızı (RPM): Çıkış hızını doğrudan etkiler. Daha yüksek hızlar verimi artırır, ancak aynı zamanda aşırı kesme ısısı üreterek namluda erken kürlenmeye (kavrulma) neden olabilir.
② Namlu ve Kalıp Sıcaklığı: Silikonun ekstrüder içinde sertleşme reaksiyonunu başlatmadan akacak kadar esnek kalmasını sağlamak için dikkatlice kontrol edilmelidir.
③ Kalıp Tasarımı: Kalıbın geometrisi kritik önem taşır. Şunları telafi etmek için tasarlanmalıdır die swell-Ekstrüdatın kalıptan çıktıktan sonra genişleme eğilimi. Bu, deneyim ve genellikle birkaç yineleme gerektirir.
④ Kürleşme Sıcaklığı ve Süresi: Bunlar, parçanın kesiti boyunca tam bir kür elde etmek için yeterli olmalıdır. Yetersiz kürlenme zayıf, yapışkan bir ürünle sonuçlanırken, aşırı ısı bozulmaya neden olabilir. Süre, fırının uzunluğu ve hat hızı ile kontrol edilir.
⑤ Hat Hızı: Konveyör bandının hızı, profilin boyutlarını bozacak şekilde gerilmesini veya sarkmasını önlemek için ekstrüderin çıkışıyla senkronize edilmelidir.
Silikon Ekstrüzyonlar için Tasarım Kılavuzu ve En İyi Uygulamalar
Bu tasarım ilkelerine uyulması, daha üretilebilir ve uygun maliyetli parçalar elde edilmesini sağlayacaktır.
① Profili Basitleştirin: Kesit ne kadar basit olursa, boyutları kontrol etmek o kadar kolay ve takım maliyeti o kadar düşük olur. Gereksiz karmaşık özelliklerden kaçının.
② Düzgün Duvar Kalınlığını Koruyun: Duvar kalınlığındaki büyük farklılıklar eşit olmayan kürlenmeye, bozulmaya ve boyutsal dengesizliğe yol açabilir. Mümkün olan her yerde homojenliği hedefleyin.
③ Cömert Yarıçapları Birleştirin: Keskin iç ve dış köşelerden kaçının. Keskin köşeler gerilimin yoğunlaştığı noktalardır ve ekstrüzyon sırasında tamamen ve tutarlı bir şekilde doldurulması zor olabilir. En az 0,5 mm'lik (0,020″) bir yarıçap önerilir.
④ İnce Duvarlı İçi Boş Kesitlerden Kaçının: İnce duvarlı oyuk bölümler tam olarak kürlenmeden önce çökmeye veya deforme olmaya eğilimlidir. Bir oyuk gerekiyorsa, duvarların kendilerini destekleyecek kadar sağlam olduğundan emin olun.
⑤ Toleransları Anlayın ve Belirleyin: Silikon ekstrüzyonlar için standart endüstri toleransları tipik olarak Kauçuk Ürünleri Üreticileri Birliği (ARPM) tarafından Kauçuk El Kitabında tanımlanmıştır (hassasiyet için Sınıf 2, ticari için Sınıf 3). Maliyeti artırdığından, en dar toleransları yalnızca gerekli olduğunda belirtin.
⑥ Malzeme Özelliklerini Açıkça Tanımlayın: Sadece "silikon" istemeyin. Sertliği (durometre), rengi, uyumluluk gerekliliklerini (ör. FDA 21 CFR 177.2600, USP Sınıf VI) ve sıkıştırma seti veya sıcaklık aralığı gibi kritik performans özelliklerini belirtin.
Silikon Ekstrüzyonunda Sık Karşılaşılan Sorunlar ve Bunların Çözümü
| Problem | Potansiyel Nedenler | Çözümler |
|---|---|---|
| Kalıp Şişmesi / Yanlış Boyutlar | Kalıp tasarımı malzeme genleşmesini hesaba katmıyor. Tutarsız malzeme yığını. Yanlış hat hızı veya ekstrüder çıkışı. | Kalıp orifis boyutlarını değiştirin. Malzeme partilerini önceden test edin ve onaylayın. Hat hızını ve vida RPM'sini senkronize edin. |
| Gözeneklilik (Kısmen Kabarcıklar) | Hammaddedeki nem. Besleme sırasında hava sıkışması. Kürleme sıcaklığının çok yüksek olması ve uçucuların kaynamasına neden olması. | Kullanmadan önce bileşiği iyice kurutun. Uygun besleme tekniği sağlayın. Kürleme fırını sıcaklığını düşürün. |
| Yüzey Kusurları (Pürüzlülük, Çukurlaşma) | Bileşikte kirlenme. Ekstrüderde kavrulma (erken kürlenme). Kalıp yüzeyi hasarlı veya kirli. | Bileşim için temiz oda ortamı kullanın. Namlu sıcaklığını düşürün. Kalıbı düzenli olarak temizleyin ve cilalayın. |
| Tamamlanmamış Kürlenme (Yapışkan Yüzey) | Yetersiz kürlenme süresi veya sıcaklık. Hat hızı fırın için çok yüksek. Yanlış katalizör oranı. | Hat hızını azaltın. Fırın sıcaklığını artırın. Malzeme birleştirme kayıtlarını doğrulayın. Kürleme sonrası gerçekleştirin. |
| Bozulma veya Çarpılma | Düzensiz soğutma. Düzgün olmayan duvar kalınlığı. Profilin kalıptan çıkarken yanlış desteklenmesi. | Soğutma sistemini optimize edin (hava jetleri, su banyosu). Üniform duvarlar için parçayı yeniden tasarlayın. Konveyör yüksekliğini ve destek silindirlerini ayarlayın. |
İlgili Teknolojiler ve Kavramlar
1. Yukarı Akış Süreci - Silikon Bileşimi:
Bu, bir uygulama için gereken özel HCR derecesini oluşturmak için baz silikon polimerlerin dolgu maddeleri, katkı maddeleri ve katalizörlerle karıştırıldığı kritik ilk adımdır. Nihai ekstrüde parçanın kalitesi, büyük ölçüde birleştirme işleminin kalitesine ve tutarlılığına bağlıdır.
2. Aşağı Akış Süreci - İmalat ve Montaj:
Ekstrüde profiller nadiren nihai üründür. Aşağı akış süreçleri şunları içerir:
① Ekleme: Ekstrüde bir kordonu uzunlamasına kesmek ve özel bir O-ring oluşturmak için uçları birbirine yapıştırmak.
② Yapıştırıcı Uygulaması: Kolay montajı kolaylaştırmak için bir profilin bir tarafına basınca duyarlı yapışkan (PSA) bant uygulanması.
③ Baskı ve İşaretleme: Yüzeye parça numaraları, logolar veya hizalama işaretleri ekleme.
3. Ko-ekstrüzyon:
Çok malzemeli, entegre bir profil oluşturmak için iki veya daha fazla ekstrüderin farklı malzemeleri (örneğin, farklı renk veya sertlikte silikon) tek bir kalıba beslediği daha gelişmiş bir süreç. Örneğin, bir contanın bağlantı için sert bir tabanı ve sızdırmazlık için yumuşak bir ampulü olabilir.
4. Silikon Enjeksiyon Kalıplama:
Daha önce de belirtildiği gibi bu, karmaşık, üç boyutlu silikon parçalar oluşturmak için kullanılan tamamlayıcı bir süreçtir. Genellikle sabit bir kesitle yapılamayan bileşenler için tercih edilir.
5. Silikon Sıkıştırma Kalıplama:
Silikon kalıplama için en eski yöntem. Önceden tartılmış bir malzeme yükü ısıtılmış bir kalıp boşluğuna yerleştirilir ve kalıp basınç altında kapatılır, malzemeyi boşluğu doldurmaya ve sertleşmeye zorlar. Conta ve ped gibi parçaların düşük ila orta hacimli üretimi için uygundur.


Doğru Enjeksiyon Hızı Nasıl Seçilir?
Anahtar Çıkarımlar – Metal enjeksiyon kalıplama (MIM1), plastik enjeksiyon kalıplamanın geometrik karmaşıklığını, dövülmüş veya dökülmüş metal parçaların mekanik özellikleriyle birleştirerek, yoğunlukları 'in üzerinde başarıyla elde eder.
What are the Essential Design Guidelines for MUD Inserts?
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

Metal enjeksiyon kalıplama kullanmanın faydaları nelerdir
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

