 İçeriğe geç
İçeriğe geç 

Aslında, enjeksiyon kalıpları uygulamada aynı anda hem sıcak yolluk hem de soğuk yolluk kullanabilir, ancak bu çözümü uygulamak için çok az vaka vardır ve esas olarak belirli projeye ve üretim hedeflerine bağlıdır. Hem sıcak yolluk hem de soğuk yolluk sistemlerini kullanan bu hibrit kalıp konsepti, bu iki sistemin uygulamalarından kaynaklanan zayıflıklara neden olmadan uygulamaya konulabilecek güçlü yönleri olduğunun farkına varılmasının ardından ortaya çıkmıştır. İki simülasyon tekniğini birbirine bağlayan bu yaklaşım, israfı azaltırken kalıplama sürecinin verimliliğini artırma ve nihayetinde üretilen parçaların kalitesini iyileştirme potansiyeline sahiptir.

Plastik enjeksiyon kalıplama plastikten yapılmış çeşitli ürünlerin imalatında uygulanan hayati bir kalıplama prosedürüdür. Döküm teknolojileri, enjeksiyon kalıplarının verimliliğini ve son ürünün kalitesini artırmaya yardımcı olur. Tipik olarak enjeksiyon kalıp sistemleri çerçevesinde, plastiğin içinden aktığı sıcak yolluk ve soğuk yolluk sistemleri arasında ayrım yapmak mümkündür. Sıcak yolluk sistemi plastik eriyiğin doğru sıcaklıkta tutulmasını sağlayarak sistem boyunca akmaya devam etmesini sağlarken, soğuk yolluk sistemi plastiğin akış hızını yavaşlatmak veya soğutmak için kullanılır, böylece katılaşır. Bu makale, bu iki sistemin özelliklerini inceleyecek ve enjeksiyon kalıplarında aynı anda sıcak yolluk ve soğuk yolluk kullanmanın fizibilitesini ve potansiyel avantajlarını araştıracaktır.

Sıcak Yolluk Sistemi Nedir?
Bir sıcak yolluk sistemi, enjeksiyon kalıplama sırasında plastiği erimiş halde tutarak atıkları en aza indirir ve döngü sürelerini iyileştirir. Otomotiv, tüketim malları ve tıbbi cihaz üretiminde yaygın olarak kullanılan bu sistemler, malzeme maliyetlerini düşürmeye ve parça tutarlılığını artırmaya yardımcı olur.
Sıcak Yollukların Temel Prensipleri
Sıcak yolluk sistemi, enjeksiyon kalıpları için ısıtma elemanları kullanarak plastik eriyiğin akmasını sağlayan bir teknolojidir. Bu sistemin ana parçaları sıcak nozullar, ısıtma boruları ve sıcaklık kontrolörleridir. Bir sıcak yolluk sisteminin çalışma şekli, plastik eriyiği sabit bir sıcaklıkta tutmak için ısıtma elemanlarını kullanmaktır, böylece kalıp içinde soğumaz ve katılaşmaz.
Sıcak yolluk şablonları tipik olarak dahili ısıtma boruları veya plakaları olan metal malzemelerden yapılır. Bu şablonlar elektrikli ısıtma yoluyla önceden belirlenmiş bir sıcaklığa kadar ısıtılır. Sıcak yolluk valfleri, ısıtma sisteminden gelen sinyallere göre açılıp kapanarak plastik akışını kontrol eder. Sıcaklık sensörleri, yolluk içindeki sıcaklığı ölçerek kontrol sistemine sıcak yollukla ilgili gerçek zamanlı sıcaklık verileri sağlar. Sıcak pedler, ısı enerjisini sıcak yolluk şablonuna temas ederek aktarır ve erimiş plastiğin akışkanlığını sağlar.
Sıcak yolluk kalıpları, cep telefonu kılıfları, kalem kılıfları vb. gibi küçük boyutlu veya karmaşık yapılı enjeksiyon kalıplı ürünlerin üretimi için uygundur ve plastik dolguyu ve bitmiş ürün kalitesini etkili bir şekilde iyileştirir.

Sıcak Yollukların Avantajları
1 Azaltılmış Malzeme Atığı: Sıcak yolluk sistemleri, yolluk ile eriyik arasındaki teması en aza indirir ve soğuk yolluk sistemlerinin aksine plastik soğudukça ve katılaştıkça azalır.
Artan Üretim Verimliliği: Sıcak yolluk sistemleri, daha önce de belirtildiği gibi, malzeme israfından kaynaklanan bir dizi kusur önlenebildiği için üretim verimliliğini büyük ölçüde artırabilir.
Geliştirilmiş Ürün Kalitesi: Sıcak yolluk sistemleri ayrıca plastiklerin hassas bir şekilde akmasını sağlayarak daha iyi ve daha standart ürünler üretir.
Kısaltılmış Kalıplama Döngüsü: Aslında, sıcak yolluk sistemleri yeniden ısıtılabilir ve enjeksiyon kalıplamanın toplam döngü süresini azaltabilir, çünkü plastiğin yolluk içinde soğumasını beklemeye gerek yoktur.

Sıcak Yollukların Dezavantajları
Daha Yüksek Maliyet: Sıcak yolluk sistemleri ve parçaları, özellikle de ısıtma elemanları ve sıcaklık kontrol üniteleri için orta vadeli maliyet, soğuk yolluk sistemlerine kıyasla nispeten daha yüksektir.
Kompleks Bakımı: Sıcak yolluk sistemleri periyodik bakım gerektirir ve yalnızca üreticilerin bunlara özel erişimi olduğu göz önüne alındığında, bu pahalı olabilir.
Karmaşık Tasarım: Sıcak yolluk sistemlerinin hem termal genleşme hem de ısı kayıpları açısından optimizasyonu tasarımı zorlaştırmaktadır.

Soğuk Koşucu Sistemi nedir?
Soğuk yolluklar, sıcaklık kontrolü gerektirmedikleri için sıcak yolluk sistemlerine göre daha basit ve daha uygun maliyetlidir. Bununla birlikte, her döngüden sonra fazla plastiğin atılması gerektiğinden daha yüksek malzeme israfına neden olurlar. Soğuk yolluklar, maliyet etkinliğinin öncelikli olduğu düşük hacimli veya daha az karmaşık kalıplarda yaygın olarak kullanılır. En önemli dezavantajları malzeme israfı ve daha yavaş döngü süreleridir.
Soğuk Koşuların Temel Prensipleri
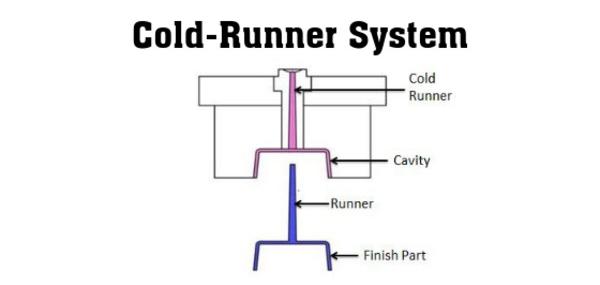
Soğuk yolluk sistemi, enjeksiyon kalıpları için plastiğin akışını ve katılaşmasını soğutarak kontrol eden bir teknolojidir. Yolluklar, soğutma boruları ve kalıp gövdesinden oluşur. Bir soğuk yolluk sisteminin çalışma prensibi, ürünün istenen şeklini elde etmek için plastiği kalıp gövdesinin soğutma sisteminde hızlı bir şekilde soğutmak ve katılaştırmaktır.
Enjeksiyon makinesi ısıtılmış, sıkıştırılmış plastiği kalıba enjekte eder, burada önceden ayarlanmış yollara ve şekillere göre akar ve soğuduktan sonra bitmiş ürünlere katılaşır. Soğuk yolluk kalıpları iki türe ayrılır: sadece soğutma kalıpları ve hibrit kalıplar. Yalnızca soğutma kalıpları, enjekte edilen erimiş malzemeyi katılaşma için doğrudan soğutma kanallarına yönlendirirken, hibrit kalıplar, ürün gereksinimleriyle tutarlı doğruluk ve estetik elde etmek için sıcak yolluktan gelen ısıtılmış erimiş malzemeyi soğuk yolluktan gelen soğutulmuş erimiş malzeme ile karıştırır. Soğuk yolluklar, büyük su tankları, büyük bileşenler vb. gibi daha büyük boyutlu veya daha basit yapılı ürünlerin üretimi için uygundur.
Soğuk Yollukların Avantajları
Daha Düşük Maliyet: Soğuk yolluk sistemleri başlangıçta daha ucuzdur, bu da küçük ve orta ölçekli işletmeler için iyidir.
Basit Tasarım: Soğuk yolluk sistemleri, süslü sıcaklık kontrolüne ihtiyaç duymadan daha basittir.
Kolay Bakım: Soğuk yolluk sistemlerinin onarımı daha kolaydır, bu da daha az maliyetli oldukları anlamına gelir.

Soğuk Koşucuların Dezavantajları
Yüksek Malzeme Atığı: Soğuk yolluk sistemlerinde plastik soğur ve yolluk içinde sertleşir, bu da plastiği çöpe attığınız anlamına gelir.
Düşük Üretim Verimliliği: Soğuk yolluk sistemlerinde parça üretimi daha uzun sürer çünkü plastiğin yolluk içinde soğumasını beklemeniz gerekir.
Kararsız Ürün Kalitesi: Soğuk yolluk sistemleri, plastik yolluk içinde eşit şekilde akmadığı için aynı olmayan parçalar üretebilir.
Sıcak Yolluk ve Soğuk Yolluk Kombinasyonu Nedir?
Sıcak ve soğuk yollukların kombinasyonu, üreticilerin soğuk yollukların maliyet etkinliğini ve basitliğini korurken, sıcak yollukların hassasiyetinden ve daha az israfından yararlanmasına olanak tanır. Bu hibrit sistem, özellikle çok gözlü kalıplar için üretim hızını artırır ve malzeme maliyetlerini azaltır. Otomotiv, elektronik ve tıbbi cihazlar gibi sektörlerde yaygın olarak kullanılmaktadır.
Kombinasyonun Temel Prensipleri
Enjeksiyon kalıplarında sıcak yolluk ve soğuk yolluk uygulaması, üretim hattının verimini artırmak için her iki sistemin unsurlarını birleştirmeyi amaçlayan yeni bir teknolojik yeniliktir. Bu tür bir yöntemin arkasındaki genel prosedür, bir enjeksiyon kalıbının ana yolluk parçaları için sıcak yolluk sistemini uygulamaktır. enjeksiyon kalıbıve soğuk yolluk sistemini yan parçalara uygulayın. Bu, plastik eriyiğin istenen akış özelliklerinin elde edilmesine ve aynı zamanda soğuk yolluk sistemi aracılığıyla katılaşmasının yönetilmesine yardımcı olur.

Kombinasyonun Avantajları
Azaltılmış Malzeme Atığı: Sıcak yolluk sisteminin doğrudan ana yolluk parçaları üzerinde kullanılması, israfın azaltılması hedeflerini karşılamak için yolluktaki plastiğin soğuması ve katılaşması olaylarını en aza indirebilir.
Artan Üretim Verimliliği: Sıcak yollukların ve soğuk yollukların entegre edilmesi de ürünlerin kalıplama döngü süresinin kısaltılmasına yardımcı olarak verimliliği artırır.
Optimize Edilmiş Ürün Kalitesi: Sıcak yolluk sistemi düzgün bir plastik akışı sağlarken, soğuk yolluk sistemi daha iyi bir son ürün kalitesi elde etmek için malzemenin katılaşmasının kontrollü bir şekilde gerçekleşmesini sağlar.
Maliyet Dengesi: Bir yandan hem sıcak yollukların hem de soğuk yollukların bir dereceye kadar kullanılması sıcak yolluk sistemlerinin maliyetini düşürebilir, ancak diğer yandan soğuk yolluk sistemlerinin yüksek atık oranına izin vermeyecektir.

Kombinasyonun Zorlukları
Artan Tasarım Karmaşıklığı: Hem sıcak yollukların hem de soğuk yollukların kullanılması, kalıp tasarımının biraz daha karmaşık hale geldiğini gösterir çünkü termal iletkenliğe ve soğutma etkilerine bakmanız gerekir.
Yüksek Bakım Gereksinimleri: Her iki sistemi de kullanmak zordur çünkü bakımı karmaşık hale getirir ve sistem üzerinde bakım yapabilecek profesyonellere ihtiyaç duyarsınız.
Maliyet Kontrolünde Zorluk: Her iki sisteme de yatırım yaparak önemli ölçüde tasarruf sağlamak mümkündür, ancak her iki sistemin uygulanması ve tasarımı için yapılan harcamalar yüksektir.

Gerçek Uygulama Vakaları Nelerdir?
Hem sıcak hem de soğuk yolluk kullanan enjeksiyon kalıpları çok yönlüdür, sıcaklık ve malzeme akışı üzerinde hassas kontrol sunar. Sıcak yolluk sistemi optimum erime koşullarını korurken, soğuk yolluk sistemi dengeli soğutma sağlar. Yaygın uygulamalar arasında otomotiv parçaları, tüketici ürünleri ve tıbbi cihazlar yer alır. Faydaları arasında daha az atık, iyileştirilmiş döngü süresi ve daha tutarlı parça kalitesi yer alır.
Vaka 1: Otomotiv Parçaları İmalatı
Otomotiv parçaları üretiminde, sıcak yolluk ve soğuk yolluk teknolojisinin birleştirilmesi üretim verimliliğini ve ürün kalitesini önemli ölçüde artırabilir. Belirli bir otomotiv üreticisi tarafından sıcak yolluk sistemi ile ana yolluk parçalarının oluşumu için eriyiği sürekli olarak ekstrüde etmek ve soğuk yolluk sistemi ile alt yolluk parçalarının oluşumu için eriyiği hızlı bir şekilde katılaştırmak için kullanılan bu teknoloji, otomotiv parçalarının verimli üretimini ve yüksek kaliteli ürünleri sağlamaya yardımcı olur.
Bu otomotiv üreticisi, pratik operasyonlarında enjeksiyon kalıplamaSıcak yolluk ve soğuk yolluk sistemleri, malzeme kullanımını azaltmanın yanı sıra kalıplama döngüsünü kısaltma konusunda da büyük faydalar sağlamaktadır. Örneğin, mekanik bir montajın bir bileşeninin döngü süresindeki değişim 50 saniyeden 30 saniyeye, fire oranı ise 10 %'den 2%'ye düşmüştür. Bu başarılı örnek, sıcak yollukların ve soğuk yollukların tam avantajlı kullanım olanakları ve uygulamalardaki potansiyelleri hakkında çok şey anlatıyor.

Örnek 2: Elektronik Ürün Muhafazası Üretimi
Elektronik ürünler için muhafaza üretimi söz konusu olduğunda, sıcak yolluk ve soğuk yolluk teknolojilerinin uygulanması, üretilen atık miktarının azaltılması ve üretim veriminin artırılması anlamına gelmektedir. Belirli bir elektronik ürün üreticisi, karmaşık plastik muhafazalar oluşturmak için bu teknolojiyi kullanmaktadır; sıcak yolluk sistemi plastiğin eşit dağılımını sağlar; soğuk yolluk sistemi ise plastiğin daha sonraki katılaşmasını kontrol etmeye ve ürünü daha tutarlı ve daha iyi hale getirmeye yardımcı olur.
Üretici, gerçek yaşam durumlarını analiz ederek sıcak yolluk ve soğuk yolluk sistemlerinin kullanımının üretimi 20% artırdığını ve fire seviyelerini 15% azalttığını tespit etti. Bu yöntem aynı zamanda ürün standardizasyonunun artmasına yardımcı olurken hammadde kullanımını ve üretim maliyetini de en aza indirmiştir.

Tasarım ve Uygulamanın Teknik Detayları Nelerdir?
Sıcak yolluklar, israfı ve döngü sürelerini azaltmak için tutarlı sıcaklıklar sağlarken, soğuk yolluklar daha basit ve daha ucuzdur ancak daha yüksek malzeme israfına neden olabilir. Sıcak yolluk sistemleri verimlilikleri nedeniyle yüksek hacimli üretim için tercih edilirken, soğuk yolluklar daha küçük çalışmalar veya daha basit tasarımlar için daha uygun maliyetli olabilir.
Tasarım Hususları
Sıcak yolluk ve soğuk yolluk sistemlerini birleştiren enjeksiyon kalıpları tasarlanırken birkaç temel faktörün göz önünde bulundurulması gerekir:
Termal Yönetim: Sıcak yolluk sistemleri, plastik eriyiğin akışkanlığını sağlamak için sabit sıcaklıkların korunmasını gerektirir, bu da verimli ısıtma elemanlarının ve sıcaklık kontrol sistemlerinin tasarlanmasını gerektirir.
Soğutma Verimliliği: Kalıptan çıkarılan plastik eriyiğin soğuk yolluk sistemlerinde hızlı bir şekilde soğutulması ve katılaştırılması gerekir, bu nedenle soğutma kanallarının ve kalıp soğutmasının optimizasyonu gerekir.
Akış Dengesi: Sıcak ve soğuk yolluk sistemlerinden geçen plastik akış oranı, ürün kalitesini ve yapısal kusurları önemli ölçüde ortadan kaldırmak için iyi yönetilmelidir.
Malzeme Uyumluluğu: Sıcak yolluk ve soğuk yolluk sistemi için uyumlu bir plastik seçimiyle, erimiş plastiğin akış özelliklerinden ve farklı sıcaklıklarda katılaşma eğiliminden emin olunur.

Uygulama Adımları
Gereksinim Analizi: Ürün tasarımı için üretim gereksinimlerini ve gerekliliklerini hesaplayın, iki plastikli sistemin ve sıcak yolluk ile soğuk yolluk kullanımının üretimde kullanılıp kullanılamayacağını değerlendirin.
Kalıp Tasarımı: Bir diğer adım olarak, gereksinim analizinden elde edilen sonuçlara dayanan farklı analitik yaklaşımlar, özellikle sıcak yolluk ve soğuk yolluk bağlantı noktaları hakkında kalıp tasarımı ile devam ettirilmelidir.
Isıtma ve Soğutma Sistemlerinin Tasarımı: Malzemelerin ısıtılması ve sıcaklık kontrolü için güvenilir ısıtma sistemleri, boru hatları için yeterli soğutma sistemleri ve verimli kalıp soğutma devreleri geliştirin.

Örnek Test: Kalıp numuneleri hazırlamak, sıcak ve soğuk yolluk sistemleri ve nihai ürünün kalitesi üzerinde testler yapmak.
Optimizasyon Ayarlamaları: Sıcak ve soğuk yolluk sistemlerini test ettikten sonra, en iyi genel verimliliği elde etmek için parametrelerde pratik olarak ince ayar yapın.
Resmi Üretim: Kontrol parametrelerini optimize ederken, belirlenen üretim oranlarına ve kaliteye ulaşmak için sürekli kontroller yapıldığından resmi ürün yapımına geçin.

Teknolojik Gelişmeler ve Gelecek Beklentileri Nelerdir?
Sıcak yolluklar plastik eriyiğini optimum sıcaklıklarda tutarak israfı azaltır ve enjeksiyon kalıplamada döngü sürelerini iyileştirir. Öte yandan soğuk yolluklar daha basit ve daha uygun maliyetlidir, ancak daha fazla malzeme israfına neden olabilir. Her iki sistem de uygulamaya bağlı olarak benzersiz avantajlar sunar; sıcak yolluklar yüksek hacimli üretimde mükemmeldir ve soğuk yolluklar daha basit, düşük maliyetli ihtiyaçlar için uygundur.
Gerçekten de, enjeksiyon kalıplama teknolojisinin daha da gelişmesi, sıcak yollukların yanı sıra soğuk yolluk teknolojisinin de bir dizi farklı alanda daha önemli hale gelmesine neden olacak gibi görünmektedir. Gelecekteki gelişim trendleri şunları içermektedir:
Akıllı Tasarım: Tasarım işbirliğini, tasarım hassasiyetini ve yeterliliğini geliştirmek için sıcak yollukların ve soğuk yollukların tasarım özelliklerini otomatikleştirin. Örneğin, bilgisayar destekli tasarım (CAD) yazılımı ve hesaplamalı akışkanlar dinamiği (CFD) simülasyonu gibi araçlar kalıp yapılarının doğru bir şekilde belirlenmesinde ve en iyi sıcak yolluk ve soğuk yolluk sisteminin seçiminde kullanılabilir.

Yeni Malzemelerin Uygulanması: Kalıplama için yeni plastik malzemeler ortaya çıktıkça, sıcak yolluk ve soğuk yolluk teknolojisi kavramları daha iyi üretim hattı ve hatta nihai ürünlerin kalitesi için daha da geliştirilecektir. Örneğin, mevcut buluş, soğuk yolluk sistemlerinin soğutma etkinliğini artırabilecek ve böylece kalıplama döngülerini azaltabilecek yüksek termal iletkenliğe sahip plastiklerin üretimine olanak sağlamaktadır.
Yeşil Üretim: Yeşil üretim çabalarına ulaşmak amacıyla fiziksel görünümü iyileştirmek, malzeme israfını, süreçte kullanılan zaman ve enerjiyi azaltmak için üretim sürecine sıcak yolluklar ve soğuk yolluklar dahil etmenin çeşitli yöntemleri vardır. Gelecekte, diğer bazı şirketlerin de sürdürülebilir kalkınmayı geliştirmek amacıyla olumlu çevresel etkilerini artırmak ve üretim maliyetlerini düşürmek için bu teknolojiyi benimsemeleri muhtemeldir.
Kapsamlı Optimizasyon: Sıcak yolluk ve soğuk yolluk teknolojilerini entegre etme planı sadece belirli ürünlerin üretimini değil aynı zamanda genel üretimi de optimize etmeye odaklanmaktadır. Örneğin, sıcak yollukların ve soğuk yollukların operasyonlarını daha verimli bir şekilde sürekli olarak izlemek ve kontrol etmek için otomatik kontrol sisteminin kullanılması, nihai ürünlerin kalitesinin yanı sıra üretim verimliliğini de artıracaktır.
Sonuç
Enjeksiyon kalıplarında soğuk yüzlü sıcak yollukların dikkate alınması, çok fazla potansiyele ve beklentiye sahip muhteşem bir teknolojik yeniliktir. En iyi sonucun elde edilmesini sağlayarak üretim kapasitesinin artmasını, ürün kalitesinin yükselmesini, daha az hurda ve üretim için ek maliyetlerin oluşmasını sağlar. Tasarımın karmaşıklığı ve yüksek bakım ihtiyacı da dahil olmak üzere tasarım ve uygulamada bazı sınırlamalar vardır, ancak daha fazla deneyim ve gelişen teknolojiler uygulandıkça, uygulama alanları gelecekte büyük ölçüde genişleyebilir. İşte bu nedenle enjeksi̇yon kalip teknoloji̇si̇ büyümesini artırmak ve imalat sektöründe gelecekteki teknolojik ilerlemeyi sağlamak için gelecekte akıllı ve sürdürülebilir enjeksiyon kalıbı inovasyonu ve geliştirmesine geçmesi beklenmektedir.

Bu tartışma, sıcak yolluk ve soğuk yolluk teknolojisinin tek bir sistemde talep edilmesinin sadece gerçek bir seçenek olmadığını, aynı zamanda çeşitli parçaların üretiminde belirli özelliklere sahip olduğunu göstermektedir. Otomotiv parçaları veya daha spesifik olarak elektronik ürünlerin muhafazaları söz konusu olduğunda, sıcak yolluk ve soğuk yolluk kullanımı, üretim verimliliğini artırmak, malzeme tüketimini en aza indirmek ve ürün kalitesini artırmak için dikkate değer bir uygulama göstermiştir. Yakın gelecekte teknolojiler geliştikçe ve trendler ilerledikçe bu eşsiz teknoloji enjeksiyon kalıp endüstrisine daha fazla fırsat ve zorluk sunmaya devam edecektir.
Gelecekte, bir dizi fırsat ve zorluk enjeksiyon kalıp endüstrisi. Örneğin, akıllı üretim teknolojisinin geliştirilmesi akıllı üretim çağına adım atılmasını sağlayacaktır. Yapay zeka, hatta büyük veri analitiği ve IoT teknolojilerinin uygulanması, enjeksiyon kalıp üretim sürecinde akıllı izleme ve üretimi daha verimli ve ürünleri daha üstün kalitede hale getirmek için süreçte optimizasyon ayarlamalarına yardımcı olur.

Sonuç olarak, enjeksiyon kalıplarında sıcak yollukların ve soğuk yollukların ikili veya kombine kullanımı, derin teorik ve pragmatik değere sahip oldukça teşvik edici bir teknolojik girişim olarak tanımlanabilir. Daha kolay planlama ve tasarım sağlar ve akış kontrolü, üretim hızı ve daha iyi ürün kalitesi açısından daha iyi organizasyona olanak tanır; ayrıca üretim sürecinde kullanılan malzemelerin daha iyi kullanılmasına yardımcı olur ve üretim maliyetlerini düşürür. Gelecekte teknoloji daha da ilerledikçe ve dünya daha fazla uygulama deneyimi kazandıkça, bu özel teknolojinin gelecekte daha fazla uygulama talebinin kilidini açacağına inanılmaktadır. enjeksiyon kalıbı ve diğer imalat sektörlerinde de inovasyonu teşvik edecektir.







