 İçeriğe geç
İçeriğe geç 

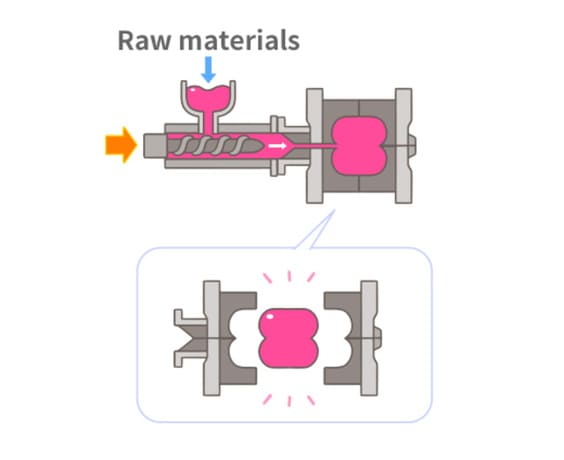
Enjeksiyon kalıplama, termoplastik veya termoset plastik malzemelerden parçalar üreten bir üretim sürecidir. Erimiş plastik malzemeyi bir kalıp boşluğuna zorlayarak çalışır.
Enjeksiyon kalıplama, küçük elektronik bileşenlerden otomobiller için tüm gövde panellerine kadar çok çeşitli parçaların yapımında kullanılır. Enjeksiyon kalıplı ürünler çeşitli sektörlerde ve uygulamalarda bulunur, bu da renk tutarlılığını dikkate alınması gereken önemli bir özellik haline getirir.
Bu blog yazısında, "renk tutarlılığı" terimini tanımlayacak ve renk tutarlılığının nasıl kontrol edileceğini ve ölçüleceğini tartışacağız. Ürünlerinizin müşterilerinizin beklentilerini ve gereksinimlerini karşıladığından emin olmak için.
Renk tutarlılığı hakkında bilgi sahibi olmak önemlidir enjeksiyon kalıplı ürünlerBu, doğru ürün spesifikasyonları oluşturmanıza ve üretim sürecinde herhangi bir karışıklık veya sorundan kaçınmanıza yardımcı olacaktır.

Enjeksiyon kalıplı ürünlerin renk farklılığının tanımı
Renk farkı enjeksiyon kalıplı ürünler ürün seri üretildiğinde ortaya çıkabilecek renk varyasyonudur. Bu genellikle farklı hammadde partilerinin kullanılmasından veya üretim sürecindeki varyasyonlardan kaynaklanır.
Tutarlı hammadde partileri kullanmak gibi bazı renk varyasyonu kaynaklarını kontrol etmek mümkün olsa da, tüm renk varyasyonu kaynaklarını ortadan kaldırmak genellikle mümkün değildir.
Sonuç olarak, enjeksiyon kalıplı ürünler genellikle bir dereceye kadar renk varyasyonuna sahip olacaktır. Bu varyasyon, her bir ürünün renginin ölçülmesi ve spesifikasyonlara uymayan ürünlerin atılması gibi kalite kontrol önlemleriyle kontrol edilebilir.
Bununla birlikte, spesifikasyonları karşılayan ürünlerin bile bir dereceye kadar renk varyasyonuna sahip olabileceğini unutmamak önemlidir.

Enjeksiyon kalıplı ürünlerde renk farklılıklarının nedenleri
Renk varyasyonunun nedeni enjeksi̇yon kaliplama ürünleri̇ üretim sürecinde kullanılan pigmentlere kadar izlenebilir. Pigmentler genellikle bir dizi renk üretmek için ışığın farklı dalga boylarını emen veya yansıtan metallerden veya diğer malzemelerden yapılır.
Enjeksiyon kalıplama pigmentleri genellikle şeffaf plastik içinde asılı kaldığında beyaz olan titanyum dioksitten yapılır. Bununla birlikte, ultraviyole ışığa maruz kaldığında ışığın bir kısmını emer ve geri kalanını yansıtarak bir dizi renk ortaya çıkarır.
Renk farklılıklarının diğer nedenleri arasında kullanılan plastik türü, kalıbın sıcaklığı ve enjeksiyon kalıplama işleminin basıncı yer alabilir.
Enjeksiyon kalıplı ürünlerdeki renk değişiminin ana nedenlerinden biri kullanılan polimer türüdür. Farklı polimerler farklı içsel renklere sahiptir, bu da istenen renk tonundan farklı bir renge sahip nihai bir ürünle sonuçlanabilir.
Buna ek olarak, enjeksiyon kalıplama sürecinin işleme koşulları da ürünlerin nihai rengini etkileyebilir.
Örneğin, sıcaklığın çok yüksek veya çok düşük olması polimerin renk değiştirmesine neden olabilir. Son olarak, polimeri yapmak için kullanılan hammaddelerdeki safsızlıklar da renk değişikliklerine neden olabilir.
Bu kirlilikler, hava kirliliği ve aşağıdakilerden kaynaklanan kirlenme dahil olmak üzere çeşitli kaynaklardan gelebilir enjeksiyon kalıplama imalatı süreç.
Bu nedenle, tutarlı bir renge sahip bir ürün üretmek için enjeksiyon kalıplama sürecinin tüm yönlerini dikkatlice kontrol etmek önemlidir.
Enjeksiyon kalıplı ürünlerde renk değişiminin en yaygın nedenlerinden bir diğeri de yanlış erime sıcaklığıdır. Kalıplama makinesi uygun şekilde kalibre edilmemişse, plastik reçine eşit şekilde erimeyecek ve nihai üründe çizgiler veya farklı renkte alanlar oluşacaktır.
Renk farklılığının bir diğer nedeni de plastik reçinede bulunan yabancı maddelerdir. Az miktarda toz veya diğer kirleticiler bile bitmiş üründe gözle görülür renk farklılıklarına neden olabilir. Son olarak, aydınlatmadaki değişiklikler de bir rengin görünümünde rol oynayabilir.
Örneğin, floresan aydınlatma renklerin doğal güneş ışığında olduğundan daha parlak görünmesine neden olabilir. Renkleri etkileyebilecek çeşitli faktörleri anlayarak, enjeksiyon kalıplama üreticileri ürünlerinin müşterilerinin beklentilerini karşılamasını sağlamak için adımlar atabilir.
Örneğin, floresan aydınlatma renklerin doğal güneş ışığında olduğundan daha parlak görünmesine neden olabilir. Üreticiler, rengi etkileyebilecek çeşitli faktörleri anlayarak ürünlerinin müşterilerinin beklentilerini karşılamasını sağlamak için adımlar atabilirler.

Enjeksiyon kalıplı ürünlerin renk farkı nasıl kontrol edilir ve ölçülür?
Çok az sektör enjeksiyon kalıplama sektörü kadar süreç ve detay odaklıdır. Bunun nedeni büyük ölçüde enjeksiyon kalıplı ürünlerin etkili olabilmesi için çok özel spesifikasyonları karşılaması gerekmesidir. Sonuç olarak, üreticiler ürünlerinin renk farkını kontrol edebilmeli ve ölçebilmelidir.
Bunu yapmanın birkaç farklı yolu vardır. İlk olarak, bir üretici ışığın ürün tarafından emilimini ölçmek için bir spektrofotometre kullanabilir. Bu yöntem doğrudur, ancak zaman alıcı olabilir.
İkinci olarak, üretici ürünün yansımasını ölçmek için bir kolorimetre kullanabilir. Bu yöntem bir spektrofotometre kullanmak kadar doğru değildir, ancak çok daha hızlıdır.
Son olarak, üretici ürünün rengini bir kontrol numunesiyle karşılaştırabilir. Bu yöntem hızlı ve kolaydır, ancak her zaman güvenilir değildir. Sonuç olarak, üründeki renk farklılıklarını kontrol etmenin ve ölçmenin en iyi yolu enjeksiyon kalıplı ürünler her üç yöntemin bir kombinasyonunu kullanmaktır.
Üreticiler, birden fazla yöntem kullanarak ürünlerinin tüm spesifikasyonları karşıladığından ve müşterilerine tutarlı kalitede ürünler sunabildiklerinden emin olabilirler.
Enjeksiyon kalıplı ürünlerin renk farkını kontrol etmek için ipuçları
1. Geri dönüştürülmüş malzemeler kullanmaktan kaçının: Geri dönüştürülmüş malzemelerin kirlilik içerme olasılığı daha yüksektir ve bu da renk farklılıklarına yol açabilir.
2. Yüksek kaliteli hammaddeler kullanın: Düşük kaliteli hammaddelerin kullanılması da renk değişimine yol açabilir. Yalnızca yüksek kaliteli reçineler ve pigmentler kullandığınızdan emin olun.
3. Kalıp sıcaklığını ayarlayın: Kalıp sıcaklığının ürünün nihai rengi üzerinde büyük bir etkisi vardır. Çok fazla ısı pigmentlerin solmasına neden olurken, çok az ısı rengin daha donuk görünmesine neden olur. Projeniz için mükemmel ayarı bulmak için farklı sıcaklıklarla denemeler yapın.
4. Renk konsantreleri kullanın: Renk konsantreleri, tutarlı renkler elde etmeye yardımcı olabilecek önceden karıştırılmış pigment çözeltileridir.
5. Deneyimli bir kalıpçı kullanın: Deneyimli bir kalıpçı, renk varyasyonunun yaygın nedenlerinden kaçınmak için gerekli bilgi ve uzmanlığa sahip olacaktır. Ayrıca kalıplama sürecini olası sorunları hesaba katacak şekilde ayarlayabileceklerdir.
Enjeksiyon kalıplı ürünlerde renk farkı kontrolü
Renk farklılığını etkileyen birçok faktör vardır enjeksiyon kalıplı ürünlerHammadde reçinesi, renk masterbatch (veya renk tozu), renk masterbatch'in hammadde ile karıştırılması, enjeksiyon kalıplama işlemi, enjeksiyon kalıplama makinesi, kalıp vb.
Çok çeşitli faktörler söz konusu olduğundan, renk farkı kontrol teknolojisi de enjeksiyon kalıplamada ustalaşması en zor tekniklerden biridir. Gerçek üretim sürecinde, renk farkını genellikle aşağıdaki altı açıdan kontrol ederiz.
Enjeksiyon kalıplama makinelerinin ve kalıp faktörlerinin etkisini ortadan kaldırın
Seçmek için enjeksiyon kalıplama Ana ürünle aynı kapasiteye sahip makine, enjeksiyon kalıplama makinesinin malzeme ölü köşesi gibi sorunları varsa, ekipmanı değiştirmek daha iyidir.
Renk farklılığına neden olan kalıp dökme sistemi, egzoz yuvası vb. kalıp bakım kalıbının ilgili kısmı ile çözülebilir. Sorunun karmaşıklığını azaltmak için üretimi organize etmeden önce enjeksiyon kalıplama makinesi ve kalıp sorunları çözülmelidir.
Hammadde reçinesi ve renk masterbatchinin etkisini ortadan kaldırın
Hammaddelerin kontrolü, renk farkını tamamen çözmenin anahtarıdır. Bu nedenle, özellikle açık renkli ürünler üretirken, hammadde reçinesinin farklı termal stabilitesinin ürünlerin renk dalgalanması üzerindeki bariz etkisini göz ardı edemeyiz.
Çünkü çoğu enjeksiyon kalıplama üreticileri kendileri plastik masterbatch veya masterbatch üretmiyorsa, dikkatin odağı üretim yönetimi ve hammadde denetimine verilebilir. Yani, gelen hammaddelerin denetimini güçlendirmek.
Üretimde mümkün olduğunca aynı ürün, aynı üretici, aynı marka masterbatch, masterbatch üretimi kullanılarak; renkli masterbatch için seri üretimden önce bir numune test rengi gerçekleştirmeliyiz.
Hem son kalibrasyonla, hem de bu karşılaştırmada, renk farkı büyük değilse, masterbatch partisinin hafif bir renk farkına sahip olması gibi nitelikli olarak kabul edilebilir, masterbatch, masterbatch'in kendisinin eşit olmayan karışımından kaynaklanan renk farkını azaltmak için kullanımdan önce tekrar karıştırılabilir.
Aynı zamanda, hammadde reçinesi ve masterbatch'in termal stabilitesini test etmeye de odaklanmamız gerekiyor ve termal stabilitesi zayıf olanlar için üreticiye bunları değiştirmesini öneriyoruz.
Masterbatch'in eşit olmayan karışımının etkisini ortadan kaldırın
Plastik masterbatch ve renk masterbatch'in kötü karıştırılması da ürün renginin değişmesine neden olacaktır.
Masterbatch ve masterbatch mekanik olarak karıştırıldıktan sonra, alt emme malzemesi aracılığıyla hazneye beslenirken, masterbatch elektrostatik etki nedeniyle masterbatch'ten ayrılacak ve hazne duvarına kolayca adsorbe edilecektir, bu da kaçınılmaz olarak enjeksiyon döngüsünde masterbatch miktarının değişmesine neden olacak ve böylece bir renk farkı üretecektir.
Bu durum kaçınılmaz olarak enjeksiyon döngüsü sırasında masterbatch miktarının değişmesine ve dolayısıyla renk farklılığına neden olacaktır. Bu durum, hammaddenin hazneye alınması ve ardından manuel olarak karıştırılmasıyla çözülebilir.
Günümüzde, birçok şirket renk masterbatch'i eklemek için besleyicileri kullanmaktadır, bu da çok fazla insan gücü tasarrufu sağlar ve renk farkı kontrolü için büyük yardım sağlar, ancak birçok şirket yanlış kullanım nedeniyle genellikle tatmin edici olmayan sonuçlara sahiptir.
Besleyiciye sabit bir hızda eklenen masterbatch miktarı, kendisi dalgalanan ve hatta bazen büyük ölçüde dalgalanan plastikleştirme süresine bağlıdır, bu nedenle sabit miktarda besleme sağlamak için besleyicinin besleme süresinin sabit olması ve ayarlanan sürenin minimum plastikleştirme süresinden daha az olması gerekir.
Bir besleyicinin kullanımında dikkat edilmesi gerekir, çünkü besleyici çıkışı küçüktür, bir süre kullandıktan sonra, yanlış beslemenin neden olduğu hammadde toz parçacıklarının birikmesindeki besleyici vidasından kaynaklanabilir veya hatta besleyicinin durmasına neden olabilir, bu nedenle düzenli olarak temizlemeniz gerekir.
Namlu sıcaklığının renk farkı üzerindeki etkisini azaltın
Üretim genellikle bir ısıtma halkası hasar arızası veya varil sıcaklığının dramatik bir şekilde değişmesinden kaynaklanan kontrol dışı ısıtma kontrol parçaları nedeniyle karşılaşılır ve bu da renk farklılıklarına neden olur.
Bu tür bir neden, renk farkını belirlemek kolaydır, genellikle, ısıtma halkası hasar arızası aynı zamanda renk farkına neden olur ve düzensiz plastikleşme fenomeni ve kontrolsüz uzun yanmanın ısıtma kontrol kısmına genellikle yan ürün gaz lekesi, ciddi renk değişikliği ve hatta koklaşma fenomeni eşlik eder.
Bu nedenle, bu tür renk farklılıkları olasılığını azaltmak için üretimin ısıtma kısmını sık sık kontrol etmek ve hasarlı veya kontrol dışı olduğu tespit edildiğinde ısıtma kısmını değiştirmek gerekir.
Enjeksiyon kalıplama sürecinin ayarlanmasının etkisini azaltın
Renk farkı olmayan nedenlerle enjeksiyon işlemi parametrelerini ayarlarken, enjeksiyon sıcaklığını, geri basıncı, enjeksiyon döngüsünü ve eklenen renkli masterbatch miktarını mümkün olduğunca değiştirmeyin.
Aynı zamanda, proses parametrelerindeki değişimin renk üzerindeki etkisini gözlemleyin ve renk farkını zaman içinde ayarlayın.
Mümkün olduğunca yüksek enjeksiyon hızı, yüksek geri basınç ve diğer enjeksiyon kalıplama Yerel aşırı ısınma veya termal ayrışma ve diğer faktörlerin neden olduğu renk farkını önlemek için güçlü kesme etkisine neden olan işlemler.
Namlunun her bir ısıtma bölümünün, özellikle de nozülün ve nozüle yakın ısıtma bölümünün sıcaklığını sıkı bir şekilde kontrol edin.

Varil sıcaklığının ve renk masterbatch miktarının ürün renk değişimi üzerindeki etkisine hakim olun
Renk farkını ayarlamadan önce, ürün renginin sıcaklık ve renk masterbatch miktarı ile değişim eğilimini de bilmeliyiz.
Üretim sıcaklığının veya masterbatch miktarının değişmesi ile farklı renk masterbatch, ürün renk değişim deseni farklıdır.
Renk değişim modeli renk test süreci ile belirlenebilir. Bu masterbatch renginin değişim kuralını zaten bilmiyorsanız, renk farkını hızlı bir şekilde ayarlamak imkansızdır.
Sonuç
Yüksek renk gereksinimleri olan veya daha fazla ürün parçası içeren projeler için, enjeksiyon üretiminden önce granülleri hammadde ve masterbatchlerle pompalamayı seçebilirsiniz.
Ekstraksiyon işlemi, enjeksiyon üretiminden önce masterbatch ve hammaddenin eşit şekilde karışmasını sağlayabilir, böylece farklı parçaların renk farkı sorunu etkili bir şekilde önlenebilir.
Danışılması ve çözülmesi gereken ilgili bir sorununuz varsa, iletişime geçebilirsiniz ZetarMold öneriler ve çözümlerle size yardımcı olmak için.







