 İçeriğe geç
İçeriğe geç 

Giriş
Enjeksiyon kalıplama, otomotiv parçaları ve elektronikten tüketim mallarına kadar çeşitli sektörlerde üretimin temel taşıdır. Bu çok yönlü süreç, karmaşık ve hassas parçaların üretimine olanak sağlar. plasti̇k parçalar ölçekte. Ancak, enjeksiyon kalıplamanın başarısı sadece uzmanlığa değil, aynı zamanda enjeksiyon kalıplarının güvenilirliğine ve dayanıklılığına da bağlıdır.

Enjeksiyon kalıbı operatörlerinin karşılaştığı en önemli zorluklardan biri sinsi pas sorunudur. Paslanma meydana geldiğinde enjeksiyon kalıplarının yapısal bütünlüğü tehlikeye girebilir, bu da ürün kalitesini ve üretim verimliliğini etkileyen bir dizi kalite sorununa yol açabilir. Bu makalede, enjeksiyon kalıpları dünyasına girecek, çeşitli endüstrilerdeki hayati rollerini keşfedecek ve üreticilerin sorunsuz operasyonlar ve üretim verimliliği sağlamak için ele alması gereken kalıcı pas sorununa ışık tutacağız. yüksek kaliteli ürünler.
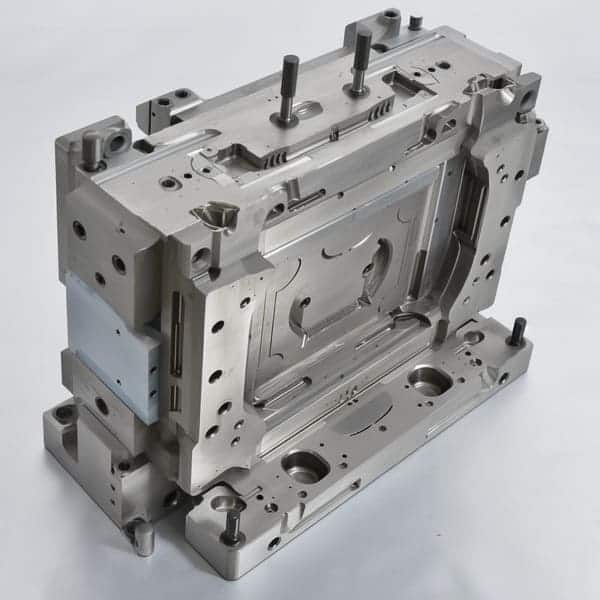
II. Enjeksiyon Kalıplarının Yapısal Bileşimini Anlamak
1. Kalıplanmış parçalar
Kalıplama malzemesine şekil, yapı ve boyut veren parçalar tipik olarak maçalar, içbükey kalıp boşlukları, dişli maçalar ve kesici uçlardan oluşur.
2. Geçit sistemi
Genellikle bir ana kanal, bir yolluk, bir kapı ve bir soğuk kuyudan oluşur. Erimiş plastiği enjeksiyon makinesi nozulundan kapalı boşluğa yönlendiren bir kanaldır.
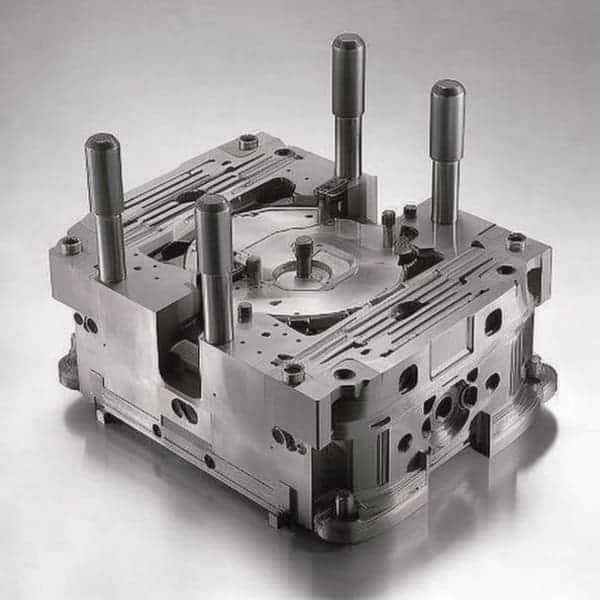
3. Kılavuz parçalar
Bazı kalıplarda, kalıptan çıkarma mekanizmasının düzgün ve güvenilir bir şekilde hareket etmesini sağlamak için kılavuz direkler ve kılavuz burçlardan oluşan ejektör plakası üzerinde kılavuzlar da bulunur. Hareketli kalıp ve sabit kalıbın kapatıldığında doğru bir şekilde hizalanabilmesini sağlamak için kılavuzlar bir rehberlik ve konumlandırma rolü oynar.
4. Serbest bırakma mekanizması
En yaygın olarak kullanılan kalıptan çıkarma mekanizması genellikle bir ejektör pimi, bir sıfırlama çubuğu, bir sapan, bir ejektör sabit plakası, bir üst plaka, bir üst kılavuz direği ve bir kılavuz manşondan oluşur. Aşağıdakiler için kalıptan çıkarma cihazlarının çeşitli yapısal biçimleri vardır plasti̇k parçalar ve dökme sistemleri.
5. Çekirdek çekme mekanizması
Yan maça çekme veya sürgü ayırma işlemi gerçekleştirilmelidir. Yan delikleri veya yan içbükeylikleri olan plastik parçalar için, fırlatmadan önce başarılı bir şekilde kalıptan çıkarılabilirler.
6. Kalıp sıcaklık ayar sistemi
Enjeksiyon kalıplama işleminin kalıp sıcaklığı gereksinimlerini karşılamak için kalıp sıcaklığını ayarlamak için bir kalıp sıcaklığı ayar sistemi vardır.
7. Egzoz sistemi
Kalıp boşluğunda üretilen uçucu gazları sorunsuz bir şekilde boşaltmak için, kalıbın ayırma yüzeyi genellikle bir egzoz oluğu ile donatılmıştır ve birçok kalıbın itme çubuğu boşluğu da egzoz rolü oynayabilir.
III. Enjeksiyon Kalıplarında Paslanma Sorunu
Enjeksiyon kalıplama endüstri standartlarını karşılayan plastik parçalar üretmek için büyük ölçüde hassasiyet ve kaliteye güvenir. Bununla birlikte, yaygın ve zorlu bir düşman plastik enjeksiyon kalıplama dünyasını sık sık rahatsız eder: kalıp pası. Bu bölümde, kalıp pasının enjeksiyon kalıplamada neden önemli bir endişe kaynağı olduğunu inceleyecek, oluşumunun arkasındaki mekanizmaları açıklayacak ve etkisiyle ilgili yaygın soruları ele alacağız.
Enjeksiyon Kalıplamada Kalıp Pası Neden Bir Endişe Kaynağıdır?
Küf pası, çeşitli nedenlerden dolayı acil bir endişe kaynağıdır:

- Ürün Kalitesini Etkiler: Kalıp yüzeyindeki pas doğrudan kalıba geçebilir. kalıplanmış plastik parçalarBu da nihai üründe kusurlara ve eksikliklere yol açar. Bu kusurlar, plastik parçaların genel kalitesini ve görünümünü tehlikeye atan iğne delikleri, lekeler ve düzensizlikler içerebilir.
- Artan Bakım Maliyetleri: Pasın varlığı, sık sık kalıp bakımı ve temizliği gerektirerek işletme maliyetlerini artırır. Kalıp bakımı sadece zaman alıcı olmakla kalmaz, aynı zamanda kalifiye işgücü ve kaynak gerektirir, bu da üreticiler için önemli bir masraftır.
- Azaltılmış Kalıp Ömrü: Pas, kalıp çeliğini veya diğer malzemeleri aşındırıp zayıflatabilir ve böylece kalıbın genel ömrünü kısaltabilir. Bu da erken kalıp değiştirme ihtiyacına yol açarak üretim maliyetlerini daha da artırabilir.
- Üretim Duruş Süresi: Pasla ilgili sorunlar ortaya çıktığında, kalıp bakımı ve pasın giderilmesi için üretim hatlarının geçici olarak durdurulması gerekebilir. Bu duruş süresi üretim programlarını aksatabilir ve genel verimliliği etkileyebilir.
Enjeksiyon Kalıplarında Pas Nasıl Oluşur?
Enjeksiyon kalıplarında pas oluşumu, çeşitli faktörlerden etkilenen karmaşık bir süreçtir:
- Nem: Havadaki nem ve kalıp yüzeyindeki yoğuşma pas oluşumu için gerekli koşulları sağlayabilir. Kalıp üzerinde oluşan su damlacıkları özellikle sorun yaratabilir.
- Aşındırıcı Gazlar: Bazı ortamlar pas oluşumunu hızlandırabilecek aşındırıcı gazlar içerebilir. Bu gazlar kalıbın yüzeyi ile etkileşime girer ve korozyona katkıda bulunur.
- Kesinti Süresi: Kalıplar üretim sırasında geçici olarak durdurulduğunda, yoğuşma şeklinde daha fazla neme maruz kalarak paslanma riskini artırabilir.

IV. Paslanmayı Önlemek ve Ele Almak için Çözümler
Enjeksiyon kalıplarındaki pası ele almak, sorunu çözmek, oluşumunu önlemek ve etkilerini azaltmak için çeşitli stratejileri içeren proaktif bir yaklaşım gerektirir. Paslanmayı önlemek ve ele almak için pratik çözümleri inceleyelim enjeksi̇yon kaliplari:
Malzeme Seçimi
Malzeme Seçimi pasın önlenmesinde çok önemli bir rol oynar. Plastik kalıplarınız için kalıp çeliği veya korozyona dayanıklı alaşımlar gibi korozyona dayanıklı plastik malzemelerin seçilmesi, pas oluşumu olasılığını önemli ölçüde azaltır. Bu malzemeler neme ve aşındırıcı gazlara maruz kalmaya dayanabilir ve kalıpların uzun ömürlü ve dayanıklı olmasını sağlar.

Düzenli Bakım
Bir uygulama Düzenli Bakım programı paslanmayı önlemek için çok önemlidir. Rutin bakım, kalıp yüzeyinin yumuşak bir bezle temizlenmesi, sürtünmeden kaynaklanan korozyonu önlemek için hareketli parçaların yağlanması ve pas belirtilerinin veya potansiyel korozyon noktalarının tespit edilip giderilmesi için kapsamlı incelemeler yapılması gibi görevleri içerir. Düzenli bakım sadece kalıplama malzemesinin ömrünü uzatmakla kalmaz, aynı zamanda tutarlı ürün kalitesi de sağlar.
Yüzey İşlemleri
Yüzey İşlemleri krom kaplama gibi paslanmayı önlemede oldukça etkili olabilir. enjeksi̇yon kaliplari. Krom kaplama işlemi, kalıbın yüzeyinde koruyucu bir tabaka oluşturarak neme ve aşındırıcı maddelere karşı bir bariyer görevi görür. Bu işlem kalıbın pas ve korozyona karşı direncini artırarak uzun vadeli enjeksiyon kalıbı ve dayanıklılık için paha biçilmez bir yatırım haline getirir.
Kontrollü Ortam
Bir Kontrollü Ortam Kalıpların depolandığı ve çalıştırıldığı ortamlar pas oluşumu riskini önemli ölçüde azaltabilir. Depolama alanındaki nem seviyelerinin kontrol edilmesi neme maruz kalmayı en aza indirir. Kalıp pası genellikle yüksek nem nedeniyle kalıbın yüzeyinde su damlacıkları oluştuğunda meydana gelir. Kontrollü bir ortam yaratarak bu riski azaltabilirsiniz.
Pas Önleyiciler
Pas önleyici maddelerin kullanılması bir başka etkili önlemdir. Bu maddeler kalıpları nem soğutma suyu ve aşındırıcı gazların korozif etkilerinden korumak için özel olarak formüle edilmiştir. Pas önleyiciler karbür oluşumunu önler ve kalıp malzemelerinin ayrışmasını engelleyerek pasın uzak tutulmasına yardımcı olur.

Kalıp Tasarımı
Kalıp Tasarımı pasın önlenmesinde de rol oynayabilir. Optimize etmek kalıp tasarımı derin kısımlarında nem birikmesini önlemek için plasti̇k kalipçok önemlidir. Kalıp yüzeyinin suyun toplanabileceği alanları en aza indirecek şekilde tasarlanmasını sağlamak pas oluşumu riskini önemli ölçüde azaltabilir.
Bu pratik çözümleri işinize dahil ederek enjeksiyon kalıplama süreçleripasla ilgili zorlukları proaktif olarak önleyebilir ve ele alabilirsiniz. Kalıplarınızın korozyona dayanıklı malzemelerden yapılmasını sağlamak, düzenli bakım rutinleri uygulamak, yüzey işlemleri uygulamak, kalıp çalışmaları sırasında kontrollü bir ortam sağlamak, pas önleyiciler kullanmak ve kalıp tasarımını optimize etmek, enjeksiyon kalıplarınızın uzun ömürlülüğünü ve performansını korumak için önemli adımlardır.
Bir sonraki bölümde, enjeksiyon kalıplarının yapısal bileşimi ve paslanmanın önlenmesinin üretimdeki önemi hakkındaki tartışmamızı sonuçlandıracağız. yüksek kaliteli plastik parçalar.

V. Sonuç
'nin yapısal bileşimi boyunca yapılan yolculukta enjeksi̇yon kaliplari ve süregelen pas sorununa ilişkin olarak, enjeksiyon kalıplama dünyasına dair önemli bilgiler edindik.

Sonuç olarak enjeksi̇yon kaliplari enjeksiyon kalıplama sürecinin kritik bir yönüdür. Bu bileşimi ve kalıp pasının yarattığı zorlukları anlamak, üreticileri kalıplarındaki plastik hammaddelerin uzun ömürlü ve kaliteli olmasını sağlamak için gereken bilgiyle donatır. Üreticiler, özenli bakım ve önleyici tedbirler yoluyla pasla ilgili sorunları ele alarak yalnızca yüksek kaliteli plastik parçalar üretmekle kalmaz, aynı zamanda maliyet etkinliğini ve operasyonel verimliliği de artırabilir. Enjeksiyon kalıplarının sağlığına yatırım yapmak, üretim çabalarınızın başarısına yapılan bir yatırımdır.







