 Перейти к содержанию
Перейти к содержанию 

Введение
Пресс-форма для литья под давлениеминъекционное формование является основой производства в различных отраслях, от автомобильных деталей и электроники до потребительских товаров. Этот универсальный процесс позволяет производить сложные и точные пластиковые детали в масштабе. Однако успех литья под давлением зависит не только от опыта, но и от надежности и долговечности литьевых форм.

Одной из самых серьезных проблем, с которыми сталкиваются операторы литьевых форм, является коварная проблема ржавчины. Ржавчина может нарушить структурную целостность литьевых форм, что приводит к каскаду проблем с качеством, влияя на качество продукции и эффективность производства. В этой статье мы погрузимся в мир литьевых форм, изучим их жизненно важную роль в различных отраслях промышленности и прольем свет на постоянную проблему ржавчины, которую производители должны решать, чтобы обеспечить бесперебойную работу и высококачественные продукты.
II. Понимание структурного состава литьевых форм
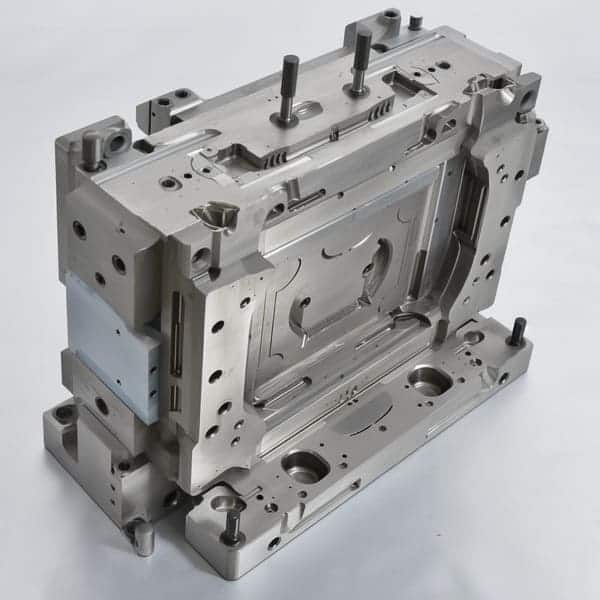
1. Формованные детали
Детали, придающие форму, структуру и размеры формовочному материалу, обычно состоят из стержней, вогнутых полостей формы, резьбовых стержней и вставок.
2. Линейная система
Обычно он состоит из основного канала, бегунка, затвора и холодного колодца. Это канал, который направляет расплавленный пластик из сопла инжекционной машины в закрытую полость.
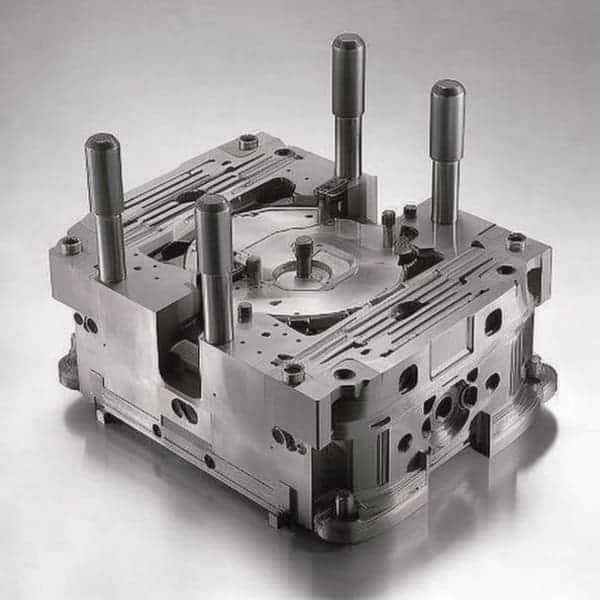
3. Направляющие детали
Некоторые пресс-формы также имеют направляющие на выталкивающей плите, которые состоят из направляющих стоек и направляющих втулок для обеспечения плавного и надежного движения механизма распалубки. Для обеспечения точного совмещения подвижной и неподвижной пресс-форм в закрытом состоянии направляющие играют роль направляющих и позиционирующих элементов.
4. Спусковой механизм
Наиболее часто используемый механизм разгрузки обычно состоит из выталкивающего штифта, возвратного стержня, рогатки, неподвижной пластины выталкивателя, верхней пластины, верхней направляющей стойки и направляющей втулки. Существуют различные конструктивные формы разгрузочных устройств для пластиковые детали и системы заливки.
5. Механизм вытягивания сердечника
Необходимо выполнить вытягивание бокового стержня или отделение ползуна. Для пластиковых деталей с боковыми отверстиями или боковыми вогнутостями их можно успешно развальцевать перед выталкиванием.
6. Система регулировки температуры пресс-формы
Имеется система регулировки температуры пресс-формы, позволяющая регулировать температуру пресс-формы в соответствии с требованиями к температуре пресс-формы в процессе литья под давлением.
7. Выхлопная система
Для беспрепятственного отвода летучих газов, образующихся в полости формы, поверхность разъема формы часто оснащается выпускным желобком, а зазор между толкателями многих форм также может играть роль выпускного отверстия.
III. Проблема ржавчины в литьевых формах
Литье под давлением В производстве пластмассовых деталей, отвечающих промышленным стандартам, большое значение имеют точность и качество. Однако в мире литья пластмасс под давлением часто встречается грозный противник - ржавчина пресс-форм. В этом разделе мы рассмотрим причины, по которым ржавчина представляет собой серьезную проблему для литья под давлением, объясним механизмы ее образования и ответим на распространенные вопросы, касающиеся ее воздействия.
Почему ржавчина на пресс-форме является проблемой при литье под давлением
Ржавчина от плесени является актуальной проблемой по нескольким причинам:

- Влияет на качество продукции: Ржавчина на поверхности формы может непосредственно перейти на формованные пластиковые деталичто приводит к дефектам и недостаткам конечного продукта. Эти дефекты могут включать в себя проколы, изъяны и неровности, которые снижают общее качество и внешний вид пластиковых деталей.
- Увеличение расходов на техническое обслуживание: Наличие ржавчины требует частого обслуживания и очистки пресс-форм, что увеличивает эксплуатационные расходы. Обслуживание пресс-форм не только отнимает много времени, но и требует квалифицированной рабочей силы и ресурсов, что делает его значительной статьей расходов для производителей.
- Сокращение срока службы плесени: Ржавчина может разъедать и ослаблять сталь пресс-формы или другие материалы, тем самым сокращая общий срок службы пресс-формы. Это может привести к необходимости преждевременной замены пресс-формы, что еще больше увеличит производственные затраты.
- Простои на производстве: При возникновении проблем, связанных с ржавчиной, производственные линии могут быть временно остановлены для обслуживания пресс-форм и удаления ржавчины. Такие простои могут нарушить производственный график и повлиять на общую эффективность.
Как образуется ржавчина на литьевых формах
Образование ржавчины на литьевых формах - сложный процесс, на который влияют различные факторы:
- Влажность: Влага в воздухе и конденсат на поверхности формы могут создать необходимые условия для образования ржавчины. Капли воды, образующиеся на форме, могут быть особенно проблематичными.
- Коррозионные газы: В некоторых средах могут содержаться агрессивные газы, которые ускоряют образование ржавчины. Эти газы взаимодействуют с поверхностью пресс-формы и способствуют коррозии.
- Время простоя: Когда пресс-формы временно останавливаются во время производства, они могут подвергаться воздействию влаги в виде конденсата, что повышает риск появления ржавчины.

IV. Решения для предотвращения и устранения ржавчины
Решение проблемы ржавчины в литьевых формах требует проактивного подхода, включающего различные стратегии для решения проблемы, предотвращения ее образования и смягчения ее последствий. Давайте рассмотрим практические решения по предотвращению и устранению ржавчины на литьевые формы:
Выбор материала
Выбор материала играет решающую роль в предотвращении ржавчины. Выбор коррозионностойких пластиковых материалов для изготовления пресс-форм для пластмасс, таких как формовочная сталь или коррозионностойкие сплавы, значительно снижает вероятность образования ржавчины. Эти материалы выдерживают воздействие влаги и агрессивных газов, обеспечивая долговечность и прочность пресс-форм.

Регулярное обслуживание
Реализация Регулярное обслуживание Для предотвращения появления ржавчины необходим регулярный уход. Регулярное обслуживание включает в себя такие задачи, как очистка поверхности пресс-формы с помощью мягкой ткани, смазка подвижных частей для предотвращения коррозии, вызванной трением, и тщательный осмотр для выявления и устранения любых признаков ржавчины или потенциальных мест коррозии. Регулярное обслуживание не только продлевает срок службы формовочного материала, но и обеспечивает стабильное качество продукции.
Обработка поверхности
Обработка поверхности как хромированные, могут быть очень эффективными для предотвращения ржавчины на инъекционные формы. Хромирование создает на поверхности пресс-формы защитный слой, который служит барьером против влаги и коррозионных агентов. Эта обработка повышает устойчивость пресс-формы к ржавчине и коррозии, что делает ее бесценной инвестицией в долговечность и прочность пресс-формы для литья под давлением.
Контролируемая среда
Поддержание Контролируемая среда хранения и эксплуатации пресс-форм может значительно снизить риск образования ржавчины. Контроль уровня влажности в зоне хранения сводит к минимуму воздействие влаги. Ржавчина на пресс-формах часто возникает, когда на их поверхности из-за высокой влажности образуются капли воды. Создав контролируемую среду, вы сможете снизить этот риск.
Ингибиторы ржавчины
Использование антикоррозийного средства - еще одна эффективная мера. Эти вещества специально разработаны для защиты пресс-форм от коррозионного воздействия влаги, охлаждающей воды и агрессивных газов. Ингибиторы ржавчины предотвращают образование карбидов и препятствуют разложению материалов пресс-формы, помогая удерживать ржавчину на расстоянии.

Дизайн пресс-формы
Дизайн пресс-формы также может сыграть свою роль в предотвращении ржавчины. Оптимизация проектирование пресс-форм для предотвращения накопления влаги в глубоких частях пластиковая форма, имеет большое значение. Убедитесь, что поверхность пресс-формы спроектирована таким образом, чтобы свести к минимуму области, где может скапливаться вода, - это значительно снизит риск образования ржавчины.
Применяя эти практические решения в своей процессы литья под давлениемВы можете заблаговременно предотвратить и решить проблемы, связанные с ржавчиной. Убедитесь, что ваши пресс-формы изготовлены из коррозионностойких материалов, регулярно проводите техническое обслуживание, применяйте обработку поверхностей, поддерживайте контролируемую среду во время работы с пресс-формами, используйте ингибиторы ржавчины и оптимизируйте конструкцию пресс-форм - все это ключевые шаги в обеспечении долговечности и производительности ваших литьевых форм.
В следующем разделе мы завершим обсуждение структурного состава литьевых форм и важности предотвращения ржавчины при производстве высококачественные пластиковые детали.

V. Заключение
В путешествии по структурной композиции литьевые формы и постоянная проблема ржавчины, мы открыли для себя важную информацию о мире литья под давлением.

В заключение следует отметить, что структурный состав литьевые формы является важнейшим аспектом процесса литья под давлением. Понимание этого состава и проблем, связанных с ржавчиной, дает производителям знания, необходимые для обеспечения долговечности и качества пластикового сырья в пресс-формах. Решая проблемы, связанные с ржавчиной, путем тщательного технического обслуживания и профилактических мер, производители могут не только выпускать высококачественные пластиковые детали, но и повысить рентабельность и эффективность производства. Инвестиции в благополучие литьевых форм - это инвестиции в успех вашего производства.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





