 İçeriğe geç
İçeriğe geç 

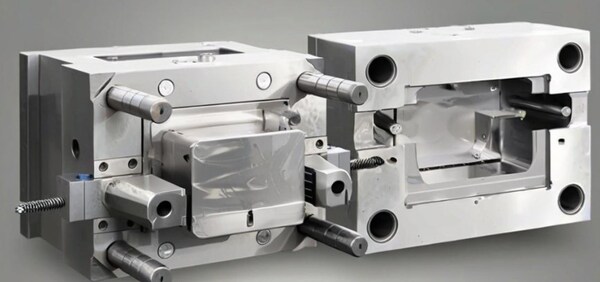
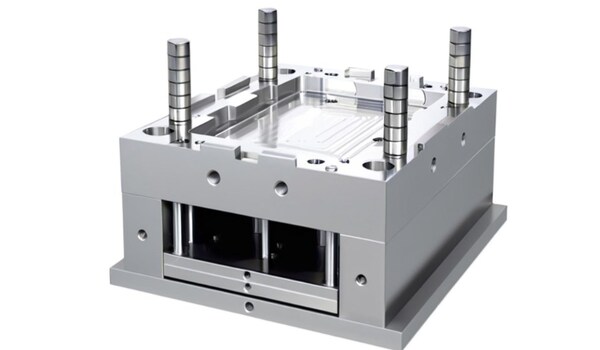
Önsöz : Üretim süreci plasti̇k enjeksi̇yon kalibi genel olarak şu bölümlere ayrılır: müşteri özelleştirme, kalıp tasarımı, kalıp imalatı, kalıp muayenesi ve deneme kalıbı, kalıp modifikasyonu ve onarımı ve kalıp bakımı. Bunları aşağıda tek tek açıklayacağız.

Müşteri Özelleştirme
Plastik kalıp yapma süreci, müşterinin mühendislik çalışanlarının kalıp üreticisine ürün çizimlerini vermesiyle başlar. Kalıp üreticisi ürün verilerini alır, analiz eder ve plastik parçaların yapımına yönelik gereksinimlere dönüştürür. Buna müşteri mühendisliği denir.

Plastik Parça Üretim Gereksinimleri
Parçaların kullanımı, işlenebilirliği, boyutsal doğruluğu ve diğer teknik gereksinimlerini anlayın. Örneğin, plastik parçaların görünüm şekli, renk şeffaflığı ve performansı için gereksinimler nelerdir?
Enjeksiyonla kalıplanmış parçaların geometrik yapısı, eğimi ve kesici ucu makul mü? Kaynak izleri ve büzülme delikleri gibi kalıplama kusurlarının izin verilen derecesi. Boyama, elektrokaplama, serigrafi baskı ve delme gibi herhangi bir işlem sonrası var mı?

Kalıplama toleransının plastik parçaların toleransından daha küçük olup olmadığını ve plastik parçaların gereksinimleri karşılayacak şekilde kalıplanıp kalıplanamayacağını kontrol edin. Ayrıca, plastiğin plastikleştirme ve kalıplama işlemi parametrelerini de bilmeniz gerekir.
İşlem Verileri
Tutkal besleme yöntemi, bira makinesi modeli, plastik erimiş malzeme malzeme performansı, kalıp yapısı tipi vb. gereksinimleri anlayın. Kalıplama malzemesi plastik parçalar için yeterince güçlü olmalı, iyi akmalı, her yerde aynı olmalı, her yönde aynı olmalı ve ısındığında değişmemelidir.
Plastik parçaların ne için olduğuna ve daha sonra üzerinde çalışılıp çalışılmayacağına bağlı olarak, kalıplama malzemesi boyamak, metal koymak, iyi görünmek, yeterince esnek ve bükülebilir olmak, şeffaf veya parlak olmak, birbirine yapışmak (sesle olduğu gibi) veya kaynak yapmak için iyi olmalıdır.
Kalıplama Ekipmanı Seçin
Enjeksiyon kapasitesi, sıkıştırma basıncı, enjeksiyon basıncı, kalıp montaj boyutu, fırlatma cihazı ve boyutu, nozul deliği çapı ve nozul küresel yarıçapı, kapı kovanı konumlandırma halkası boyutu, kalıp maksimum kalınlığı ve minimum kalınlığı, şablon stroku vb.

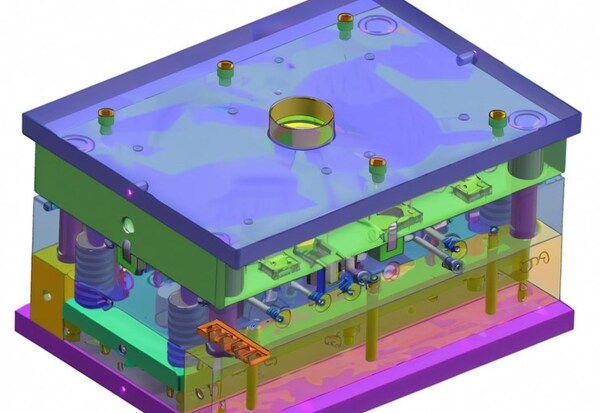
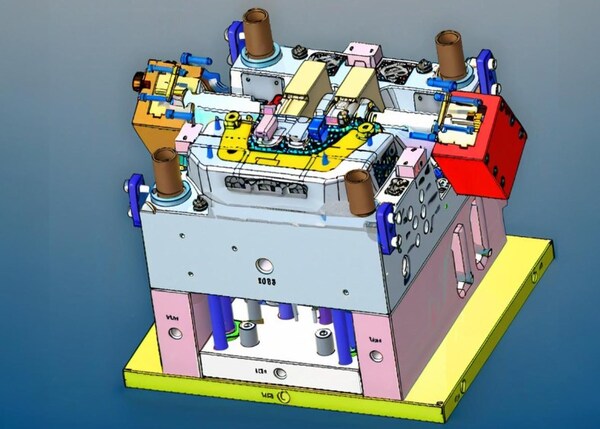
Spesifik Kalıp Yapı Planı
İki plakalı kalıp, üç plakalı kalıp. Kalıp yapısının güvenilir olup olmadığı, proses teknolojisini (geometrik şekil, yüzey kalitesi ve boyutsal doğruluk vb.) ve plastik parçaların üretim ekonomik gereksinimlerini (düşük parça maliyeti, yüksek üretim verimliliği, sürekli kalıp çalışması, uzun hizmet ömrü, işçilik tasarrufu vb.)
Kalıp Tasarımı
Plastik Parça Sıralaması
Plastik parça sıralaması, ihtiyacınız olan bir veya daha fazla plastik parçayı, onları nasıl yapmak istediğinize ve ne tür bir kalıp kullanmak istediğinize göre sıraya koymakla ilgilidir.
Plastik parçaların sıralaması kalıp yapısını ve plastik işlenebilirliğini tamamlar ve sonraki enjeksiyon kalıplama sürecini doğrudan etkiler. Sıralama sırasında ilgili kalıp yapısı dikkate alınmalı ve sıralama kalıp yapısını karşılama koşulu altında ayarlanmalıdır.
Bu kitaptan plasti̇k enjeksi̇yon kaliplama i̇şlemi̇ bakış açısıyla, sıralama şunları dikkate almalıdır: yolluk uzunluğu, yolluk atığı, kapı konumu, tutkal giriş dengesi, boşluk basıncı dengesi.
Kalıp yapısını değerlendirirken aşağıdakileri düşünmeniz gerekir: Sızdırmazlık gereksinimlerini karşılıyor mu? Kürek tabanı, sıra konumu, eğimli üst kısım ve diğer alan gereksinimleri gibi kalıp yapısı alan gereksinimlerini karşılıyor mu? Kalıp yapısı parçaları yeterince güçlü mü? Birden fazla hareketli parça birbiriyle etkileşime giriyor mu?

Manşonun konumu ejektör deliğinin konumunu engelliyor mu? Ayrıca vidalar, soğutma suyu ve ejektör cihazları hakkında da düşünmeniz gerekir: Sıralama sırasında vidaların ve ejektörlerin soğutma suyu delikleri üzerindeki etkisine dikkat edin.
Kalıbın uzunluk ve genişlik oranı mantıklı mı? Kalıp, uygun bir uzunluk ve genişlik oranıyla mümkün olduğunca kompakt olmalı ve enjeksiyon makinesinin kurulum gereksinimlerini de göz önünde bulundurmalısınız.

Fiyat Teklifi Çizimi ve Siparişi
Teklif çizimi kalıbın ilk tasarım planıdır ve aynı zamanda kalıp siparişi için bir referans sağlar. Teklif çizimi, orijinal kalıp düzenlemesine dayalı olarak kalıp tabanının, yapısının ve kalıp malzemesinin boyutunun nispeten ayrıntılı bir tanımlamasıdır.
Sipariş verirken kalıp tabanının basit bir şemasını çizmeniz ve teklif çizimine göre sipariş formunu doldurmanız gerekir. kalıbın çeşitli gereksinimlerine göre çeşitli kalıp malzemelerinin seçimine dikkat etmeniz gerekir.

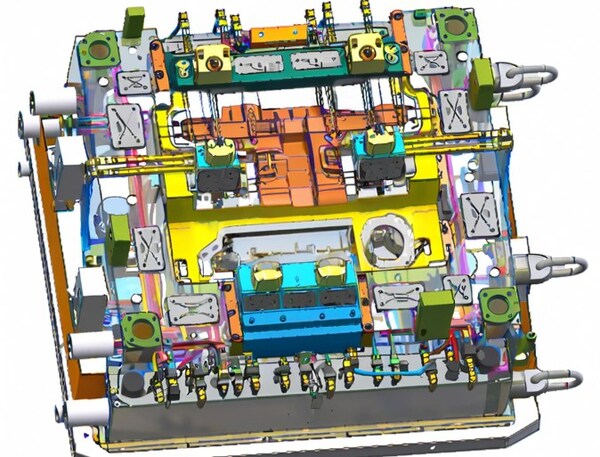
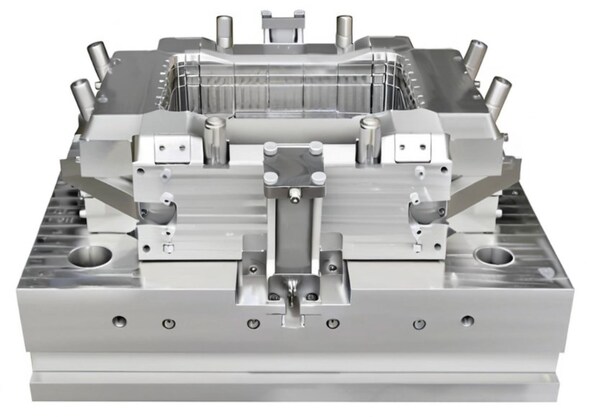
Kalıp Yapısı Tasarımı
Kalıp yapısı, enjeksiyon kalıplama makinesinin tipine ve plastik parçaların özelliklerine göre belirlenir.
Tasarım yaparken aşağıdaki hususlara odaklanın: enjeksiyon kalıplama makinesinin teknik özellikleri; plastiklerin işlem performansı; yolluklar, kapılar vb. dahil olmak üzere dökme sistemi; kalıplama parçaları; yaygın olarak kullanılan yapısal parçalar; kayma mekanizması; fırlatma mekanizması; kalıp sıcaklığı kontrolü; egzoz; kalıp malzemeleri.
Bir kalıp tasarlarken pek çok şeyi düşünmeniz ve kalıbın doğru çalışmasını sağlayacak iyi bir şekil seçmeniz gerekir.
Plastik Parça Sıralaması
3D tasarım aşamasında, daha derinlemesine bir tasarım için tasarımın başlangıcındaki 2D sıralamasına göre sıralama yapıyoruz.

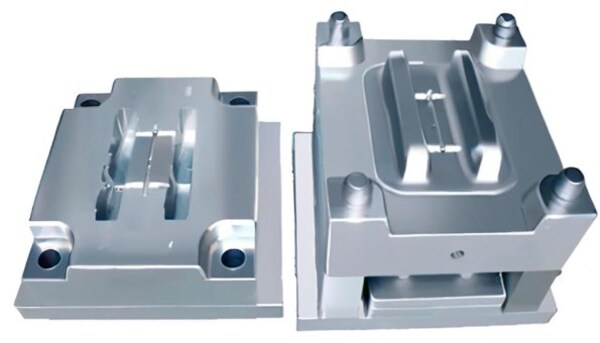
Ayrılık
Doğru ayırma hattını seçin, sızdırmazlık mesafesini göz önünde bulundurun, referans düzlemi oluşturun, yan basıncı dengeleyin, nozul temas yüzeyini düzleştirin, küçük deliklerin teması ve penetrasyonu ile ilgilenin, keskin çelikten kaçının, ürünün görünümünü göz önünde bulundurun, vb.
Kalıp Dayanımının Doğrulanması ve İyileştirilmesi
Kalıbın normal çalışabildiğinden emin olmak için, sadece kalıbın genel mukavemetini değil, aynı zamanda kalıbın yerel yapısının mukavemetini de kontrol etmemiz gerekir. yerel mukavemeti artırmak için belirli mekanizmada bazı iyileştirmeler yapın.
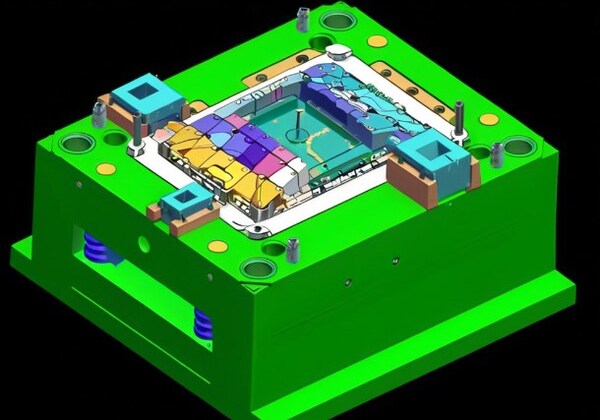
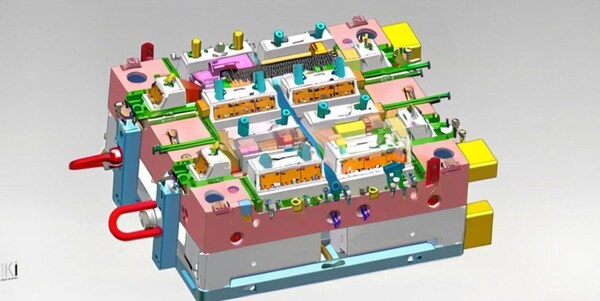
Kalıp Parçalarının Tasarımı
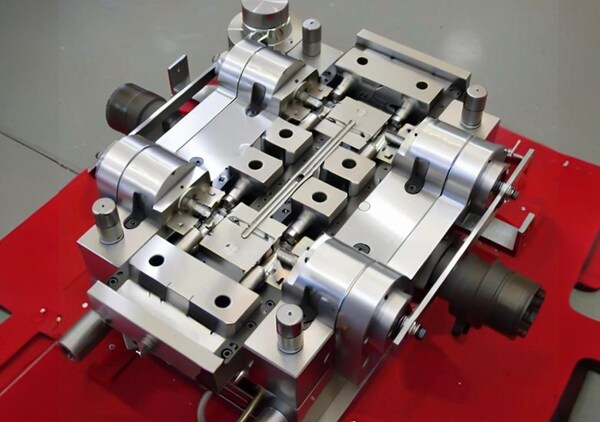
Kalıp parçaları iki türe ayrılabilir: şekillendirme parçaları ve yapısal parçalar. Şekillendirme parçaları, içbükey kalıp (boşluk), zımba (maça), kesici uç, kızak vb. gibi boşluk alanının oluşumuna doğrudan katılan parçalardır.
Yapısal parçalar, konumlandırma halkaları, nozullar, vidalar, çekme çubukları, ejektörler, sızdırmazlık halkaları, sabit mesafeli çekme plakaları, kancalar vb. gibi kurulum, konumlandırma, kılavuzlama, çıkarma ve şekillendirme işlemi sırasında çeşitli eylemler için kullanılan parçalardır.
Kesici uçları ayırırken göz önünde bulundurulması gereken birkaç husus vardır: keskin veya ince çelik olmaması, işlenmesi kolay, boyutu ayarlaması ve onarımı kolay, kalıplanmış parçaların mukavemetini sağlamak, montajı kolay, görünüm üzerinde etkisi olmaması ve kapsamlı soğutma değerlendirmesi (kesici uçlar yapıldıktan sonra yerel soğutma zordur, bu nedenle soğutma durumu dikkate alınmalıdır).

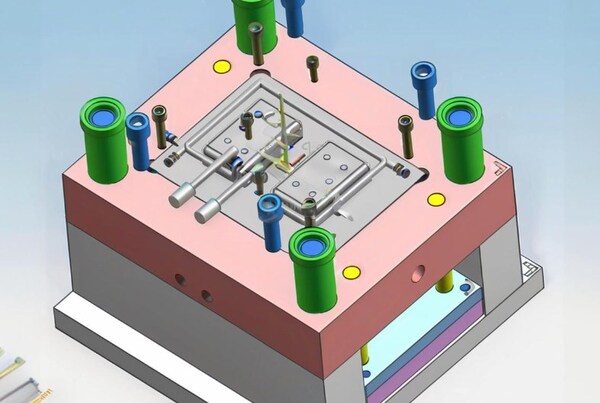
Yapısal parçalar tasarlanırken, ejektör pimlerinin ve soğutma kanallarının yerleşimi için genel prensip, önce ejektör pimlerini düzenlemek, ardından soğutma kanallarını düzenlemek ve ardından ejektör pimlerini ayarlamaktır. Bununla birlikte, gerçek üretimde, kalıp modifikasyonu genellikle dikkate alınır.
Kalıp yapıldıktan sonra soğutma kanalları hemen çalıştırılmaz. Sadece kalıp modifikasyonu tamamlandıktan sonra modifiye durumuna göre bir süre açılabilirler.

Ejektör Kovanının Düzenlenmesi:
Ejektör manşonu genellikle kalıp kolon pozisyonu için kullanılır. Buna ek olarak, daha derin kemik pozisyonu için ejektör piminin çıkarılması kolaydır ve ejektör manşonu, çıkarmaya yardımcı olmak için kemik eklemek için de kullanılabilir.

Genel olarak, ejektör manşonunun duvar kalınlığı >=1 mm'dir ve sipariş sırasında ejektör manşonu ve ejektör iğnesi birlikte sipariş edilir.
Yapısal tasarımda, kolonun yüksekliği çok yüksek olmamalıdır, aksi takdirde manşon iğnesi kolayca bükülecek ve çıkarılması zor olacaktır.
Konumlandırma halkaları, nozullar, vidalar, çekme çubukları, sızdırmazlık halkaları, sabit mesafeli çekme plakaları, kancalar, yaylar vb. gibi diğer yapısal parçaların tasarımı ve seçimi için, ilgilenenler kendi başlarına anlamak için bazı bilgiler bulabilirler.
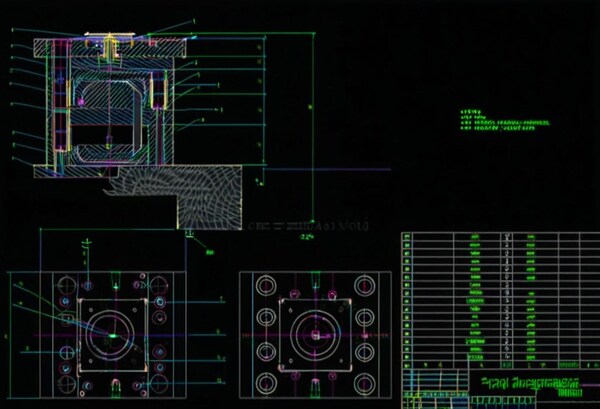
Kalıp Çizim Üretimi
Kalıp çizimleri, tasarım niyetlerini kalıp üretimine dönüştüren önemli belgelerdir. Genel olarak, ulusal standartlara göre çizilmeleri gerekir ve ayrıca her fabrikanın geleneksel çizim yöntemleriyle birleştirilmeleri gerekir. Kalıp çizimleri, genel montaj yapısı çizimlerini ve bunların teknik gereksinimlerinin yanı sıra çeşitli ekler dahil olmak üzere tüm parçaların parça çizimlerini içerir.

Kalıp İmalatı
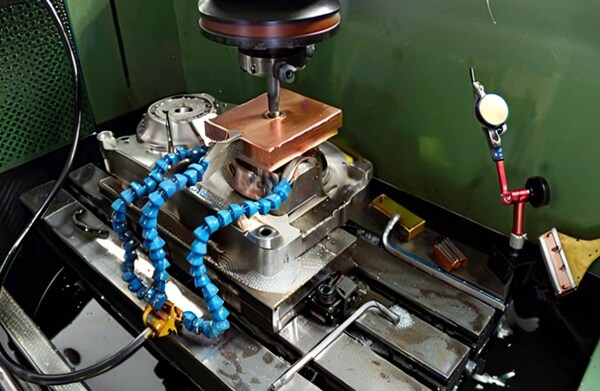
Programlama ve Elektrot Çıkarma
Kalıp tasarımı yapıldıktan sonra, CNC programları yapmanız ve her bir parçanın işleme koşullarına göre EDM işleme için elektrotları çıkarmanız gerekir.
Talaşlı İmalat
Kalıbın mekanik işlemesi CNC işleme, EDM işleme, tel kesme işlemi, derin delik delme işlemi vb. içerir. Kalıp tabanı ve malzemeler sipariş edildikten sonra, kalıp sadece kaba işleme durumundadır veya sadece çelik malzemedir.

Bu sırada, çeşitli parçalar yapmak için kalıbın tasarım amacına göre bir dizi mekanik işlem gerçekleştirilmelidir.
CNC işleme farklı işleme süreçlerini, takım seçimlerini, işleme ayarlarını ve bilmeniz gereken diğer şeyleri içerir. Daha fazlasını öğrenmek istiyorsanız, ihtiyacınız olan bilgileri bulabilirsiniz.
EDM işleme, elektrik kıvılcımıyla işlemedir. Gerekli boyuta ulaşmak için malzemeleri aşındırmak için deşarj kullanan bir işleme sürecidir, bu nedenle yalnızca iletken malzemeleri işleyebilir. Kullanılan elektrotlar genellikle bakır ve grafittir.
Tezgah Montajı
Tezgah çalışması kalıp yapım sürecinin çok önemli bir parçasıdır ve tüm kalıp imalat süreci boyunca yapılması gereken bir iştir. Tezgah çalışması kalıp montajı için uygundur ve tornalama, frezeleme, taşlama ve delme işlemlerinde iyidir.
Kalıp Tasarrufu ve Parlatma
Kalıp tasarrufu ve parlatma, kalıp CNC, EDM ve tezgah çalışması ile işlendikten sonra ve kalıp monte edilmeden önce kalıp parçalarını işlemek için zımpara kağıdı, yağ taşı, elmas macunu ve diğer aletlerin kullanılması işlemidir.

Küf Muayenesi ve Küf Denemesi
Küf Muayenesi
Kalıp ve montaj işlemi aslında kalıp muayene işlemidir. Kalıp montajında kırmızı kurşunun yerinde olup olmadığını, ejektör kovanının düzgün olup olmadığını, kalıpta herhangi bir yanlış girişim olup olmadığını kontrol edebilirsiniz.
Küf Tespit Yöntemi
Görünüm Algılama
Küfü tespit etmenin en temel yollarından biri ona bakmaktır. Bunu yaptığınızda, kalıbın düz olup olmadığını, herhangi bir çizik, ezik, çatlak veya buna benzer bir şey olup olmadığını kontrol etmelisiniz. Ayrıca kalıbın tümünün aynı renkte olup olmadığını ve üzerinde yağ olup olmadığını da kontrol etmelisiniz.

Boyut Kontrolü
Kalıbın boyutunun kontrol edilmesi çok önemlidir, çünkü boyutun iyi olmaması ürünün kalitesini ciddi şekilde etkileyecektir. Boyut incelemesinde, kalıbın çeşitli boyutlarının gereksinimleri karşılayıp karşılamadığını tespit etmek için mikrometreler, sürmeli kumpaslar vb. gibi profesyonel ölçüm araçları kullanmalıyız.

Sertlik Kontrolü
Kalıbın sertliği, kalıbın ömrünü ve ürünün kalitesini etkileyen önemli bir faktördür. Sertliği kontrol etmek için bir sertlik test cihazı kullanabilir ve gereksinimleri karşılayıp karşılamadığını görmek için kalıbın sertlik değerini ölçebilirsiniz.
Kurulum Denetimi
Kalıbın doğru ve güvenli bir şekilde monte edildiğinden emin olun. Kurulum incelemesi sırasında, kalıbın çeşitli parçalarının makul olup olmadığını ve kalıbın kullanım sırasında kırılmamasını veya deforme olmamasını sağlamak için bağlantının güvenli olup olmadığını kontrol edin.

Kalıp Performansını Kontrol Edin
Farklı kalıplar, kullanım için aşınma direnci ve korozyon direnci gibi farklı özellikler gerektirir. Kalıp performansını değerlendirirken, farklı kalıp türleri için tasarım gereksinimlerine dayalı testler yapın.
Dayanıklılık Testi
Dayanıklılık testi, kalıbı yapmak ve daha sonra yorulup yorulmadığını, bükülüp bükülmediğini veya kırılıp kırılmadığını görmek için birkaç kez çalıştırmakla ilgilidir, böylece ne kadar dayanacağını ve ne kadar iyi olduğunu anlayabilirsiniz.
Malzeme Organizasyon Testi
Malzemenin kalitesinin gereksinimleri karşıladığından emin olmak için kirlilik, kusur, aşırı yanma vb. olup olmadığını görmek üzere kalıp malzemesinin organizasyonunu kontrol etmek için mikroskop gibi araçlar kullanın.

İşlevsel Test
Fonksiyonel test, ürünün kullanım sırasında tasarım gereksinimlerini ve performans göstergelerini karşılayıp karşılamadığını görmek için kalıp tarafından yapılan ürünün gerçek kullanım testidir. Yaygın işlevsel testler arasında ürün montaj testi, ürün çalışma testi, ürün güvenilirlik testi vb. yer alır.

Küf Testi Adımları
Ön İnceleme
Küf testi yapmadan önce bir ön inceleme yapmanız gerekir. İlk olarak, çentik, çatlak veya kırık gibi belirgin bir hasar olup olmadığını görmek için kalıba bakın. Ardından kir veya aşındırıcı herhangi bir şey olmadığından emin olmak için kalıbı temizleyin. Son olarak, kalıbın tüm hareketli parçalarına yağ sürün.

Bir Test Planı Oluşturun
Kalıbın tasarım gereksinimlerine ve işlevsel gereksinimlerine uygun bir test planı oluşturun. Neyi test edeceğinize, nasıl test edeceğinize ve hangi araçları kullanacağınıza karar verin.

Görünüm Denetimi
Kalıbın genel görünümünü incelemek için büyüteç, mikroskop ve diğer araçları kullanın. Tümsekler, kabarcıklar, kırılma, mekanik hasar vb. gibi belirgin kusurlar olup olmadığını gözlemleyin.

Boyut Kontrolü
Kalıp tasarım çizimlerine dayanarak, boyutları ölçmek için uygun ölçüm araçlarını kullanın, ölçüm sonuçlarını tasarım gereksinimleriyle karşılaştırın ve kalıbın boyutsal doğruluğunun gereksinimleri karşılayıp karşılamadığını belirleyin.

Dayanıklılık Denetimi
Kalıbı test etmek için, kalıbın kullanım sırasında yorulup yorulmayacağını, deforme olup olmayacağını, kırılıp kırılmayacağını vb. görmek için belirli sayıda sürekli kalıp veya enjeksiyon yapmanız gerekir. Kalıbın ömrünü ve değişikliklerini kaydedin.

Malzeme Organizasyonu Denetimi
Kalıp malzemesinden bir numune alın ve bir test parçası yapın. Mikroskop ve diğer araçlar altında malzemenin yapısına bakın. Herhangi bir kirlilik, kusur, aşırı yanma veya başka sorunlar olup olmadığına bakın. Kalıp malzemesinin kalitesinin yeterince iyi olduğundan emin olun.
İşlevsel Denetim
Kalıp tarafından yapılan ürünlerin pratik kullanım testi. Montaj, çalıştırma, güvenilirlik ve diğer testler gibi. Ürünün kullanım sırasında tasarım gereksinimlerini ve performans göstergelerini karşılayıp karşılamadığını tespit edin.

Test Sonuçlarını Kaydedin
Test yöntemleri, test sonuçları, test süresi vb. dahil olmak üzere tüm test öğelerini kaydedin. Ve sonraki analiz ve referans için bir kalıp test raporu hazırlayın.
Küf Denemesi
Kalıp yapıldıktan sonra, kalıbın iyi olup olmadığını ve plastik parça yapısının iyi olup olmadığını görmek için enjeksiyon makinesinde test etmemiz gerekir. Kalıbı test ederek, bira yapım sürecinde kalıbın nasıl çalıştığını ve plastik parça yapısının iyi olup olmadığını görebiliriz.
Kalıp Denemesi Öncesi Önlemler
Kalıbı tanıyın: Kalıp tasarım çizimlerini almak, bunları ayrıntılı olarak analiz etmek ve kalıp teknisyeninin kalıp denemesine katılmasını sağlamak en iyisidir.

İlk olarak, tezgah üzerindeki mekanik koordinasyon hareketini kontrol edin: çizik, eksik parça ve gevşeklik olup olmadığına, kalıbın kayar plakaya hareket edip etmediğine, su kanalı ve hava borusu bağlantılarının sızdırıp sızdırmadığına dikkat edin ve kalıbın açılmasıyla ilgili herhangi bir kısıtlama varsa, bunlar da kalıp üzerinde işaretlenmelidir.
Yukarıdaki işlemler kalıbı asmadan önce yapılabilirse, kalıbı asarken sorun bulmanın ve daha sonra kalıbı sökmenin neden olduğu zaman kaybını önleyebilir.

Kalıbın çeşitli parçalarının düzgün hareket ettiğini onayladıktan sonra, uygun bir deneme kalıbı enjeksiyon makinesi seçmek gerekir. Seçim yaparken şunlara dikkat edilmelidir: kalıbın maksimum enjeksiyon hacmi nedir? enjeksiyon kalıplama Makine,
Bağlantı çubuğunun iç mesafesinin kalıba uyup uymadığı, hareketli şablonun maksimum hareket strokunun gereksinimleri karşılayıp karşılamadığı ve diğer ilgili deneme kalıbı araçlarının ve aksesuarlarının tam olarak hazırlanıp hazırlanmadığı.

Her şeyin yolunda olduğu onaylandıktan sonra, bir sonraki adım kalıbı asmaktır. Asarken, tüm sıkıştırma şablonlarının kilitli olması ve sıkıştırma şablonunun gevşemesini veya kırılmasını ve kalıbın düşmesine neden olmasını önlemek için kalıbı açmadan önce asma kancasının çıkarılmaması gerektiğine dikkat edilmelidir.
Kalıp kurulduktan sonra, kalıbın çeşitli parçalarının mekanik hareketleri, örneğin sürgü plakası, ejektör pimi, diş geri çekme yapısı ve limit anahtarının hareketlerinin doğru olup olmadığı dikkatlice kontrol edilmelidir.

Ve enjeksiyon memesi ile besleme portunun hizalanıp hizalanmadığına dikkat edin. Bir sonraki adım kalıp kapatma işlemine dikkat etmektir. Bu sırada kalıp kapama basıncı düşürülmelidir. Manuel ve düşük hızlı kalıp kapatma eyleminde, herhangi bir düzgün olmayan hareket ve anormal ses olup olmadığını görmeye ve dinlemeye dikkat edin.
Kalıbı kaldırmak aslında oldukça basittir. Dikkat etmeniz gereken en önemli şey, kalıp kapısının ve nozulun merkezlenmesinin zor olmasıdır. Genellikle, test kağıdı kullanarak merkezi ayarlayabilirsiniz.

Kalıp sıcaklığını arttırın: Bitmiş üründe kullanılan hammaddelerin performansına ve kalıbın boyutuna göre, kalıbın sıcaklığını üretim için gereken sıcaklığa yükseltmek için uygun bir kalıp sıcaklık kontrolörü seçin.
Kalıp sıcaklığı artırıldıktan sonra, her bir parçanın hareketini tekrar kontrol edin, çünkü çelik termal genleşmeden sonra kalıp sıkışmasına neden olabilir, bu nedenle gerilme ve titreşimi önlemek için her bir parçanın kaymasına dikkat edin.

Fabrika deneysel plan kuralına uymuyorsa, deneme kalıbı koşullarını ayarlarken her seferinde yalnızca bir koşulu ayarlamanızı öneririz, böylece tek bir koşul değişikliğinin bitmiş ürün üzerindeki etkisini görebilirsiniz.
Hammaddelere bağlı olarak, orijinal malzemeleri uygun şekilde pişirmelisiniz. Deneme kalıbı ve gelecekteki seri üretim mümkün olduğunca aynı hammaddeleri kullanmalıdır.

Deneme kalıpları için dandik malzemeler kullanmayın. Bir renk gereksiniminiz varsa, aynı zamanda bir renk testi de yapabilirsiniz. İkincil işleme genellikle iç gerilim ve diğer sorunlardan etkilenir.

Deneme kalıbı stabil hale geldikten sonra ikincil işlem yapın. Kalıp yavaşça kapatıldıktan sonra, kalıp kapatma basıncını ayarlayın ve bitmiş üründe çapak oluşmasını ve kalıp deformasyonunu önlemek için eşit olmayan kalıp kapatma basıncı olup olmadığını görmek için birkaç kez hareket ettirin.
Küf Davasının Ana Aşamaları
Seri üretim sırasında zaman ve emek kaybını önlemek için, çeşitli işleme koşullarını sabırla ayarlamanız ve kontrol etmeniz, en iyi sıcaklık ve basınç koşullarını bulmanız ve günlük çalışma yöntemlerinizi oluşturmak için kullanabileceğiniz standart kalıp deneme prosedürleri geliştirmeniz gerekir.

Varildeki plastik malzemenin doğru olduğundan ve kurallara göre kurutulduğundan emin olun (kalıp denemesi ve üretimi için farklı hammaddeler kullanırsanız, farklı sonuçlar alabilirsiniz).
Kötü plastik veya yabancı maddelerin kalıba girmesini önlemek için malzeme borusu iyi temizlenmelidir. Kötü plastik ve yabancı maddeler kalıbı sıkıştırabilir. Malzeme borusunun sıcaklığının ve kalıbın sıcaklığının kullandığınız hammaddeler için doğru olup olmadığını kontrol edin.
Bitmiş ürünün iyi görünmesini sağlamak için basıncı ve enjeksiyon hacmini değiştirin, ancak özellikle bazı kalıp boşlukları tamamen katılaşmadığında flaş yapmayın. Kontrol ayarlarından herhangi birini değiştirmeden önce düşünün çünkü kalıp dolum hızındaki küçük bir değişiklik kalıp dolumunda büyük bir değişikliğe neden olabilir.

Sadece sabırlı olun ve makine ve kalıp koşulları dengelenene kadar, yani orta büyüklükteki makineyi bekleyin. Makinenin 30 dakikadan fazla beklemesi de gerekebilir. Bu süre, bitmiş ürünle ilgili olası sorunları kontrol etmek için kullanılabilir.

Vida ilerleme süresi, kapı plastik katılaşma süresinden daha kısa olmamalıdır, aksi takdirde bitmiş ürünün ağırlığı azalacak ve bitmiş ürünün performansı zarar görecektir. Ve kalıp ısıtıldığında, bitmiş ürünü sıkıştırmak için vida ilerleme süresi de uzatılmalıdır.

Makul ayarlama toplam işlem döngüsünü azaltır.
Yeni ayarlanan koşulları kararlı hale gelene kadar en az 30 dakika çalıştırın ve ardından sürekli olarak en az bir düzine tam kalıp numunesi üretin, kaplarına tarih ve miktar işaretleyin ve gerçek çalışma kararlılıklarını test etmek ve makul kontrol toleransları elde etmek için bunları kalıp boşluğuna göre ayrı ayrı yerleştirin.
Sürekli numunelerin önemli boyutlarını ölçün ve kaydedin (ölçmeden önce numunenin oda sıcaklığına soğumasını bekleyin).
Her bir kalıp numunesinin boyutlarını kontrol edin ve şunlara bakın: ürün boyutlarında tutarlılık. Zayıf sıcaklık kontrolü veya yağ basıncı kontrolü gibi makine işleme koşullarının değişmeye devam ettiğini gösteren, yukarı veya aşağı eğilim gösteren boyutlar. Boyutlardaki değişimin tolerans aralığı içinde olup olmadığı.

Bitmiş ürünün boyutu çok fazla değişmiyorsa ve işleme koşulları normalse, her bir boşluktan çıkan bitmiş ürünün kalitesinin kabul edilebilir olup olmadığını ve boyutunun izin verilen tolerans dahilinde olup olmadığını görmeniz gerekir. Kalıp boyutunun doğru olup olmadığını kontrol etmek için ortalamadan sürekli olarak daha büyük veya daha küçük olan boşluk sayılarını yazın.
Kalıp Denemesi Sırasında Elde Edilen Parametreleri Kaydedin
Kalıbı ve üretim koşullarını değiştirme ihtiyacı ve gelecekteki seri üretim için bir referans olarak verileri kaydedin ve analiz edin.

Eriyik sıcaklığını ve hidrolik yağ sıcaklığını stabilize etmek için işlemi daha uzun süre çalıştırın.
Makine koşullarını çok büyük veya çok küçük olan tüm bitmiş ürünlerin boyutuna göre ayarlayın. Çekme oranı çok büyükse ve bitmiş ürün kısa çekim gibi görünüyorsa, bunu kapı boyutunu artırmak için bir referans olarak da kullanabilirsiniz.

Çok büyük veya çok küçük olan boşlukların boyutunu düzeltin. Boşluk ve kapı boyutu hala doğruysa, her bir parçanın dolum hızı, kalıp sıcaklığı ve basıncı gibi makine koşullarını değiştirmeyi deneyin ve bazı boşlukların yavaş dolup dolmadığına bakın.

Her bir boşluktaki bitmiş ürünlerin eşleşmesine veya kalıp çekirdeğinin yer değiştirmesine göre ayrı ayrı düzeltmeler yapın ve belki de daha homojen hale getirmek için dolum oranını ve kalıp sıcaklığını tekrar ayarlamayı deneyin.
Aşağıdakilerle ilgili sorunları inceleyin ve düzeltin enjeksiyon kalıplama makinelerde, işleme koşullarında değişikliklere neden olabilecek yağ pompası, yağ valfi, sıcaklık kontrolörü vb. ile ilgili sorunlar. En iyi kalıp bile bakımı iyi yapılmamış bir makinede iyi çalışmayacaktır.

Kaydedilen tüm değerleri gözden geçirdikten sonra, düzeltilen numunelerin iyileşip iyileşmediğini kontrol etmek ve karşılaştırmak için bir dizi numune saklayın. İşleme döngüsündeki çeşitli basınçlar, eriyik ve kalıp sıcaklığı, malzeme borusu sıcaklığı, enjeksiyon eylem süresi, vida besleme süresi vb. dahil olmak üzere kalıp denemesi sırasında numune incelemesinin tüm kayıtlarını uygun şekilde kaydedin.
Kısacası, kalite standartlarını karşılayan ürünler elde etmek için gelecekte aynı işleme koşullarını başarıyla oluşturmanıza yardımcı olacak tüm verileri kaydedin.

Kalıp Modifikasyonu ve Kalıp Onarımı
Kalıp denemesinden sonra, kalıp deneme durumuna göre kalıp değiştirilmelidir. Ayrıca, mühendis plastik parçayı onayladıktan sonra, plastik parçanın yapısı buna göre değiştirilmelidir.
Kalıp Tadilatının Nedenleri
İşlem Hatalarından Kaynaklanan Değişiklikler
İşleme hataları esas olarak su delme hataları, küçük kalıp çekirdek malzeme boyutu, CNC hataları, EDM hataları vb. gibi yeni kalıp denemesinin erken aşamasında yoğunlaşmaktadır. İşleme sürecinde, her işleme adımının hata olasılığına sahip olduğu söylenebilir.

Bazı hatalar kalıp değiştirilerek kurtarılabilir, bazı hatalar ise malzeme değiştirilerek yeniden yapılmalıdır. Malzeme değiştirilir ve yeniden yapılırsa, bu bir kalıp modifikasyonu olarak kabul edilmez. Kalıp modifikasyonu ihtiyacı genellikle EDM nervürünün biraz kapalı veya biraz derin olması, tel kesiminin biraz fazla kesilmesi, diş açma deliğinin kırılması vb. gibi bazı küçük hatalardan kaynaklanır.
Makul Olmayan Kalıp Tasarım Değişiklikleri
Kalıp tasarımının erken aşamasında, plan ve sonuçlar üzerinde daha fazla zaman harcarsınız. Bazı bariz problemleri bulmak daha kolaydır ve bazı belirsiz problemleri kalıp denemesine veya üretime kadar doğrudan bulmak zordur. Sorunların çoğu kalıp denemesi veya üretimi sırasında bulunur ve tasarım tarafına geri bildirim verilir ve ardından modifikasyon planı yapılır.

Örneğin, kapı veya yolluk çok küçükse, ürünün enjekte edilmesi kolay olmayacaktır; kapı konumu veya tipi makul değildir, bu da ürün kalitesi sorunlarına neden olur; eğimli kılavuz sütun veya diğer parçalar robotun ürünü alma yeteneğini etkiler; kalıp anormal şekilde geri döner, vb.
Müşteri Ürün Tasarım Değişiklikleri
Kalıp modifikasyonunun en önemli nedeni müşteri ürün tasarım değişiklikleridir. Bir kalıp firması olarak bu yönü değerlendirmek zordur. Üstelik bu durum kalıp firmasının kontrolü dahilinde de değildir.

Bu alandaki kalıp değişiklikleri, yerel olarak tutkal ekleme veya çıkarma, sürgü veya eğimli üst kısım ekleme ihtiyacı veya ayırma yüzeyini değiştirme ve hatta sürgüleri veya kalıp çekirdeklerini kazıma ve yeniden yapma gibi büyük veya küçük olabilir.
Kalıp Modifikasyon Yöntemleri
Kalıbı Yeniden Tasarlayın
Sorunu çözmenin en iyi yolu kalıbı yeniden tasarlamaktır. Orijinal kalıpla ilgili sorunlara dayanarak, kalıp yapısını, ayırma yüzeyini, kapı konumunu vb. optimize eder ve tasarlarız. Aynı zamanda, kalıbın ömrünü ve dayanıklılığını artırmak için kalıp malzemelerinin seçimini ve ısıl işlem sürecinin optimizasyonunu da dikkate almamız gerekir.

Örneğin, kalıbın düz olmayan ayırma yüzeyinin neden olduğu yetersiz eriyik dolumu sorununu çözmek için, eriyik dolumunu daha düzgün hale getirmek için ayırma yüzeyini yeniden tasarlayabiliriz.
Kalıp Parametrelerini Değiştirme
Kalıbın parametrelerini değiştirmek, kalıbı modifiye etmenin basit ve hızlı bir yoludur. Kalıbın boyutu, kalıbın hassasiyeti ve kalıbın yüzey pürüzlülüğü gibi parametreler ayarlanarak ürünün kalitesi ve üretim verimliliği artırılabilir.

Örneğin, kapının boyutunu ve konumunu ayarlayarak, eriyiğin doldurma işlemi optimize edilebilir ve ürünün kalitesi iyileştirilebilir; kalıbın yüzey pürüzlülüğünü azaltarak, ürünün kalıntısı azaltılabilir ve üretim verimliliği artırılabilir.
Kalıp Aksesuarlarını Değiştirin
Kalıp aksesuarlarını değiştirmek, kalıpları modifiye etmenin popüler ve oldukça ucuz bir yoludur. Kalıptaki boşluk, maça, kapı manşonu gibi aşınma ve arızaya eğilimli parçalar için, bunları aşınma ve korozyona daha dayanıklı erimiş malzeme veya yüzey işlemleriyle değiştirebilirsiniz

Üretim verimliliğini ve ürün kalitesini artırmak için gerçek üretim ihtiyaçlarınıza göre daha gelişmiş kalıp bileşenleri de seçebilirsiniz. Örneğin, kolayca aşınan boşluğu aşınmaya karşı yüksek dirençli bir malzeme ile değiştirirseniz, kalıbın ömrünü etkili bir şekilde uzatabilirsiniz.
Küf Onarımının Nedenleri
Yüksek Kalıp Kullanım Sıklığı Aşınmaya Yol Açar
Kalıbın kullanım sayısı arttıkça, kalıbın farklı parçaları farklı derecelerde aşınmaya sahip olacak ve bu da yanlış kalıp işleme boyutları, artan yüzey pürüzlülüğü ve azalan kalıp hassasiyeti gibi sorunlara neden olacaktır. Bu sırada, kalıbın işleme doğruluğunu ve üretim verimliliğini sağlamak için kalıbın onarılması gerekir.

Yanlış Kalıp Yüzey İşleminin Neden Olduğu Sorunlar
Kalıbın yüzey işlemi, kalıbın ömrünü ve kullanım etkisini etkileyen önemli bir faktördür. Kaplamanın düşmesi, sertliğin yeterli olmaması ve yüzeyin pürüzlü olması kalıbın kullanım etkisini etkileyecektir.
Bu sorunlara karşılık olarak kalıbın onarılması, kalıp yüzeyinin yeniden işlenmesi ve kalıbın hassasiyetinin ve hizmet ömrünün iyileştirilmesi gerekmektedir.

Kalıp Malzemesinin Kendisindeki Kusurlar
Kalıp malzemesinin kendisinin kusurlu olması nadirdir, ancak bu sorun ortaya çıkarsa, birden fazla ayarlama ve aşınmadan sonra bile, yine de işleme gereksinimlerini karşılayamaz. Örneğin, kalıpta çatlaklar, gözenekler ve diğer sorunlar ortaya çıktığında, normal kullanıma ulaşmak için kalıbın onarılması gerekir.
Kötü Kalıp Kullanım Ortamı
Kalıbın kullanıldığı ortamın kalıbın ömrü üzerinde büyük etkisi vardır. Örneğin, kalıp uzun süre nemli ve aşındırıcı bir ortamda kullanılırsa, kalıbın yüzeyinde korozyon ve paslanmaya neden olur, kalıp aşınması ve hasar riskini artırır ve kalıbın hassasiyetini ve ömrünü sağlamak için kalıbın bu sırada onarılması gerekir.

Küf Onarım Yöntemleri
Yüzey Onarımı
Pas veya eski kaplamadan kurtulmak için kalıp yüzeyini bir taşlama makinesi ile taşlayın. Kaplama kalınlığının eşit olduğundan emin olmak için yeni bir kaplama püskürtmek üzere bir kumlama makinesi kullanın. Kalıp yüzeyini pürüzsüz hale getirmek için son taşlama ve parlatma işlemlerini yapın.
Delik Onarımı
Düzeltilmesi gereken deliklerin ve hasarlı alanların yerini belirleyin. Delikleri sabitlemek için bir matkap veya freze kullanın, böylece delik boyutu ve şekli tasarım gereksinimlerine uygun olur. Sabit delikleri pürüzsüz ve düz olacak şekilde taşlayın ve parlatın.

Kalıp Çekirdek Onarımı
İlk olarak, kalıp çekirdeğini ayırın, hasarlı parçayı kontrol edin ve onarım alanını hesaplayın. Onarım alanını ve konumunu kontrol etmeye dikkat ederek kalıp çekirdeğini kaynaklamak ve onarmak için bir EDM makinesi kullanın. Kalıp çekirdeği yüzeyini pürüzsüz hale getirmek için son taşlama ve parlatma işlemlerini yapın.
Plastik Enjeksiyon Kalıpları Bakım
Kalıp yüksek sıcaklık ve yüksek basınç altında çalıştığı ve uzun süre hava ile temas halinde olduğu için kolay paslanır. Bu nedenle kalıbın bakımının iyi yapılması gerekir. Kullanılmadığı zamanlarda pas önleyici yağ ve tereyağı sürülmesi gerekir.

Ayrıca, kalıp çeliğinin uzun bir hizmet ömrüne sahip olması ve kalıp yapısının iyi tasarlanmaması nedeniyle, bazı ince çelik yapılar veya ejektör pimleri çatlayabilir ve kırılabilir ve daha sonraki bakımlarda sürekli olarak bakım ve onarım yapılması gerekir. Aşağıda kalıp bakımının ana yöntemleri verilmiştir.
Kalıbı kuru bir yerde kullandığınızdan ve nemden uzak durduğunuzdan emin olun. Ortam nemliyse, kalıbın yüzeyi paslanmaya meyillidir, bu da yüzey kalitesini düşürecek ve kalıbın hizmet ömrünü etkileyecektir. Bu nedenle kalıbı saklarken kuru ve havalandırılan bir yer seçin ve koruma için neme dayanıklı malzemeler kullanın.

Küf Yüzeyini Düzenli Olarak Temizleyin
Kalıp kullanılırken, kullanım etkisini etkileyecek boya, yağ ve diğer şeylerle kaplanacaktır. Bu nedenle, yüzeyinin pürüzsüz olmasını sağlamak ve kaliteyi etkileyen kusurlardan kaçınmak için kalıp yüzeyi düzenli olarak deterjanla temizlenmelidir.

Kalıbı Doğru Kullanın
Kalıp belirli kullanım koşulları altında tasarlanmış ve üretilmiştir, bu nedenle kullanırken özel dikkat gösterilmelidir. Çalışma sırasında aşırı güç kullanmaktan kaçının ve uzun süreli kullanım sırasında kalıbın zarar görmemesini sağlamak için çalışma prosedürlerine uyun. Gibi kalite sorunları.

Sık Yağlama ve Bakım
Kalıbı kullandığınızda hareketli parçaların iyi çalışması gerekir. Bu nedenle, kullandığınızda aşınma ve yıpranma nedeniyle sıkışmasını veya sıkışmasını önlemek için kalıbın hareketli parçalarını sık sık yağlamalısınız.

Depolama Yöntemine Dikkat Edin
Kalıbınızı uzun süre sakladığınızda, dağılmasını ve mahvolmasını istemezsiniz. Bu nedenle, sakladığınızda düz bir yüzeye koymak ve dağılmaması için tutmak için bir şey kullanmak istersiniz.

Sonuç
Erimiş plastik, eritme işlemi sırasında erimiş plastiğe dönüşür. enjeksiyon kalıplama döngüsü, plastik reçine formunda nihai kalıplamayı tamamlar. Enjeksiyon kalıpları yapmak çok karmaşık bir süreçtir.

Birçok adımı vardır. Kalıp tasarımından CNC işlemeye, hassas taşlamaya, elektrik deşarjlı işlemeye, montaja ve hata ayıklamaya kadar tüm yönlerin üretim doğruluğunu ve verimliliğini sağlaması gerekir. Enjeksiyon kalıplarının kalitesi ve performansı yalnızca sıkı denetim ve testler yoluyla garanti edilebilir.







