 İçeriğe geç
İçeriğe geç 

Giriş: Plastik enjeksiyon kalıplama olarak da bilinen Enjeksiyon Kalıplama, plastik ürünlerin üretimi için yaygın bir yöntemdir. Enjeksiyon kalıplama, parçaların büyük miktarlarda üretilmesini sağlayan bir üretim sürecidir.
Erimiş malzemenin bir kalıba enjekte edilmesiyle çalışır. Enjeksiyon kalıpları nasıl yapılır? Bu makale bu konuyu tartışmaktadır.
Enjeksiyon Kalıpları ve Enjeksiyon Kalıplamaya Genel Bakış
Enjeksiyon Kalıpları ve Enjeksiyon Kalıplama Tanımları ve Teoremleri Nelerdir?
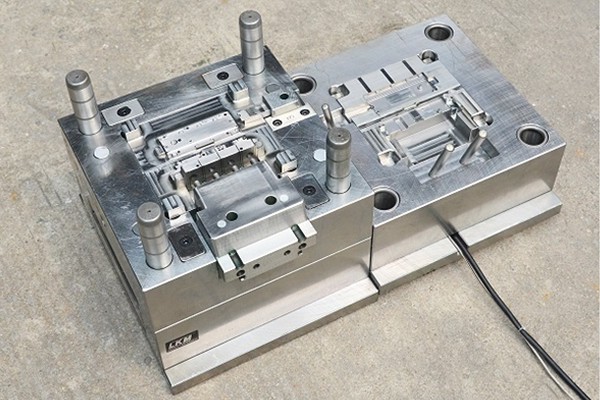
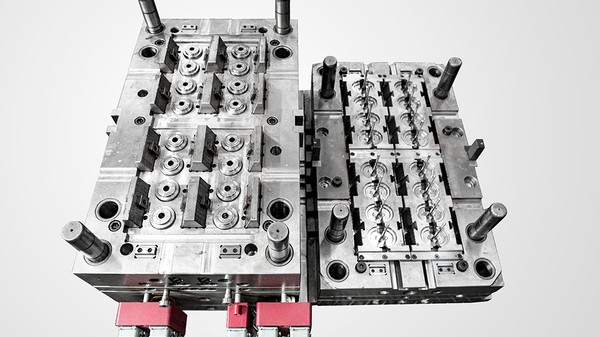
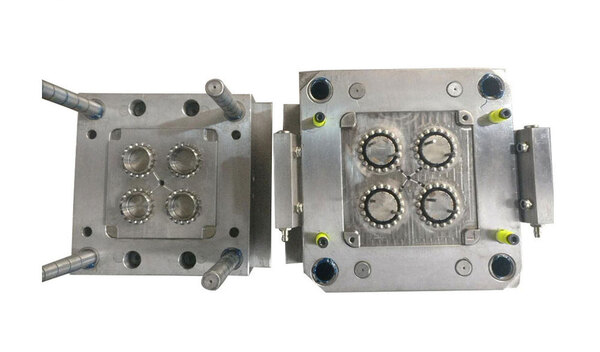
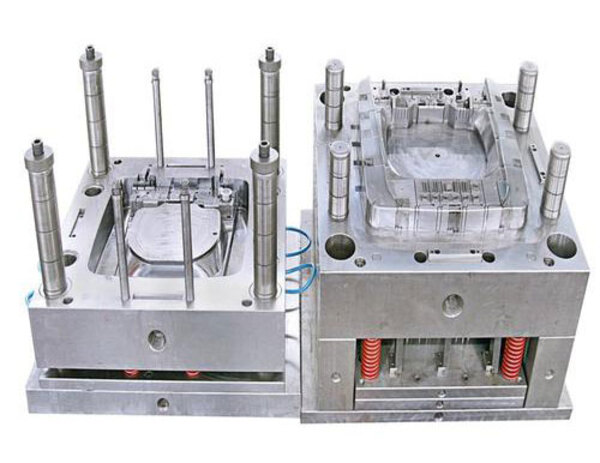
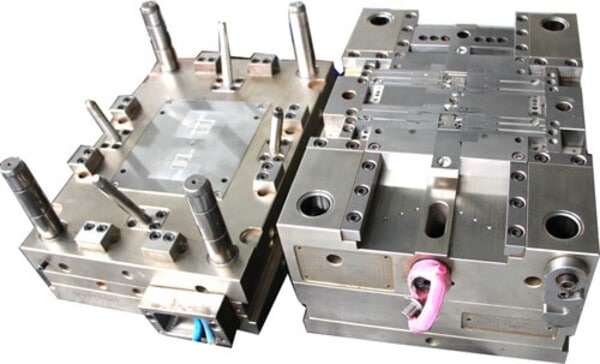
Enjeksiyon kalıbı, plastik ürünler üretmek için bir araçtır; aynı zamanda plastik ürünlere eksiksiz yapı ve hassas boyutlar veren bir araçtır Enjeksiyon kalıbına karşılık gelen işleme ekipmanı bir plastik kalıplama makinesidir.
Plastik önce ısıtılır ve makinenin altındaki ısıtma varilinde eritilir. enjeksiyon kalıplama makine. Daha sonra, enjeksiyon kalıplama makinesinin vidası veya pistonu tarafından tahrik edilerek, enjeksiyon kalıplama makinesinin nozulu ve kalıbın dökme sistemi aracılığıyla kalıp boşluğuna girer. Plastik soğutulur ve sertleştirilerek şekillendirilir ve kalıptan çıkarılarak ürün elde edilir.
Enjeksiyon kalıplama işlemi ve plastik enjeksiyon kalıplama işlemi aynı işlem teknolojisidir. Yani, plastik enjeksiyon kalıplama işi Plastik Enjeksiyon Kalıplama İşlemine benzer şekilde, enjeksiyon kalıplama, erimiş termoplastik plastik reçinenin basınç, sıcaklık, hız ve zaman gibi birçok parametre altında bir nozul aracılığıyla kapalı bir kalıp boşluğuna püskürtüldüğü bir işlemdir. Soğutulup sertleştirildikten sonra istenilen şekilde bir ürün elde edilir.
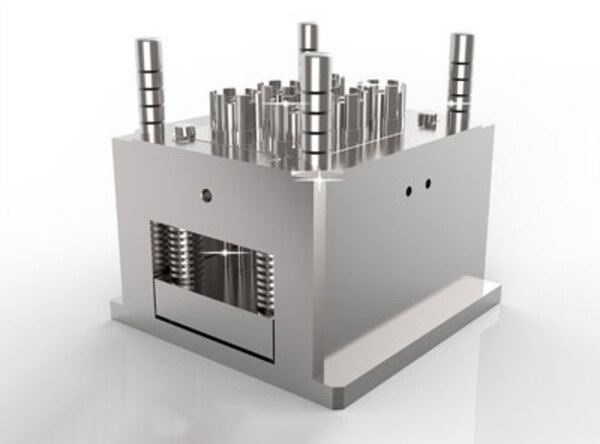
Temel prensip, enjeksiyon kalıplama makinesi ısıtma silindirine belirli miktarda plastik parçacık (veya toz) eklemek ve konik bir vida kullanarak kalıp boşluğuna itmektir.
Plastik, yüksek sıcaklık ve yüksek basınç altında eriyerek erimiş plastik haline gelir ve belirli bir miktar sıkıştırıldıktan sonra boğazdan geçer. Kalıp boşluğuna girer ve daha sonra soğuyarak sertleşir ve istenen ürün haline gelir.
Enjeksiyon Kalıpları ile Enjeksiyon Kalıplama Arasındaki İlişki Nedir?
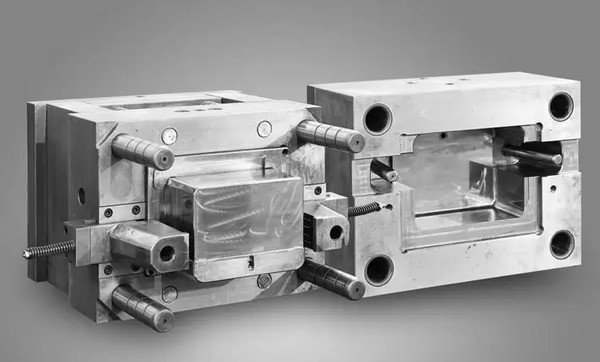
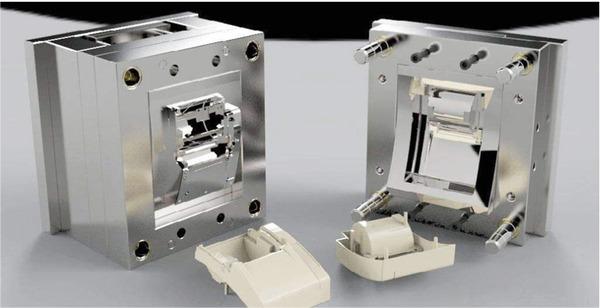
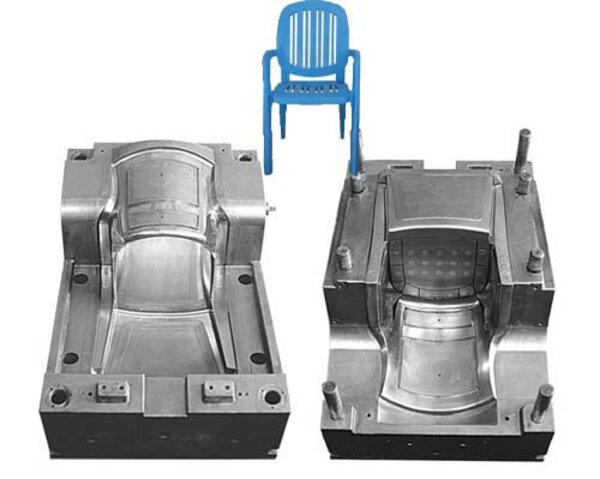
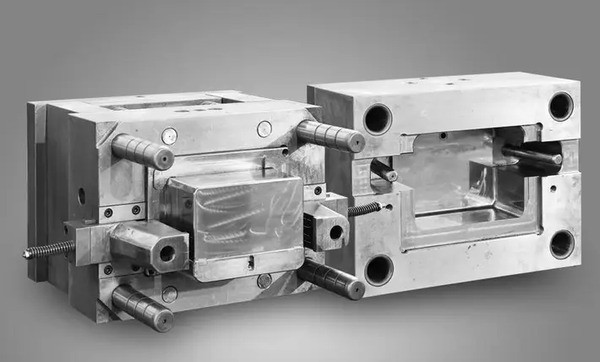
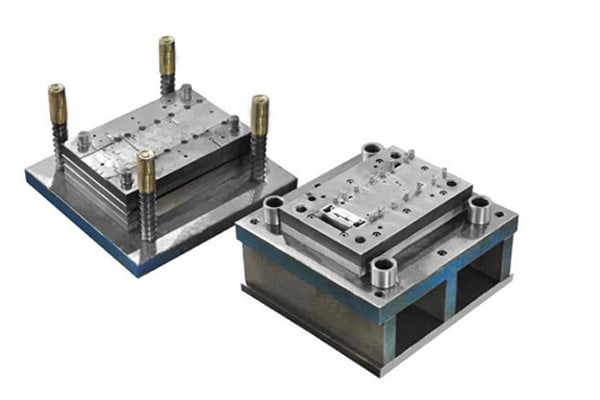
Enjeksiyon kalıbı bir tür plastik enjeksiyon kalıbıdır, Kalıp, nesneleri şekillendirmek için kullanılan bir araçtır. Bu alet çeşitli parçalardan oluşur ve farklı kalıplar farklı parçalardan oluşur. Enjeksiyon kalıplama, plastik ürünleri kalıplamanın bir yoludur.

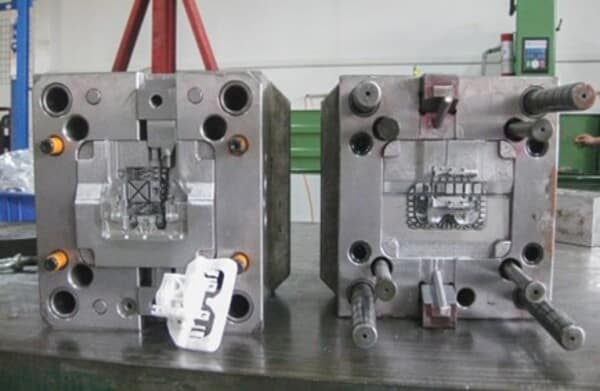
Plastik enjeksiyon kalıpları şunları içerir enjeksiyon kalıplamaşişirme (plastik şişeler) ve ekstrüzyon kalıplama (boru bağlantı parçaları) İki kalıp yarısını kapatma eylemine kalıp kapatma ve iki yarım kalıbı ayırma eylemine kalıp açma denir.
Farklı kalıplama yöntemlerinin kendi kalıplama kalıpları vardır. Enjeksiyon kalıplama sürecinde, ilgili enjeksiyon kalıpları vardır.
Tasarım Süreci
Enjeksiyon Kalıplarının Tasarımı için Hangi İlgili Yazılımlar Gereklidir?
CAD: Bilgisayar Destekli Tasarım, tasarımcıların tasarım çalışmalarını yürütmelerine yardımcı olmak için bilgisayarların ve grafik ekipmanlarının kullanılması anlamına gelir. Genellikle grafik işlevleri olan etkileşimli bir bilgisayar sistemine dayanır. CAD temel olarak etkileşimli teknoloji, grafik dönüştürme teknolojisi, yüzey modelleme ve katı modelleme teknolojisi vb. içerir.

Her şeyden önce CAD görsel bir çizim yazılımıdır. Menü seçenekleri ve araç düğmeleri aracılığıyla birçok komut ve işlem gerçekleştirilebilir. Ayrıca varlık çizimi, anahtar nokta düzenleme, nesne yakalama, ek açıklama, kuş bakışı görüntü kontrolü gibi zengin çizim ve çizim yardımcı işlevlerine sahiptir.
Araç çubuğu, menü tasarımı, iletişim kutusu, grafik açık önizleme, bilgi alışverişi, metin düzenleme, görüntü İşleme ve grafiklerin çıktı önizlemesi, kullanıcıların çizimlerine büyük kolaylık sağlar.

Cimatron: Üretim işletmeleri için çok güçlü bir akış şeması üretim aracıdır. Kurumsal kalıp ve parça tasarımının verimliliğini artırabilir, enjeksiyon kalıplarının tüm tasarım sürecini hızlandırabilir ve üretim maliyetlerini etkili bir şekilde azaltarak kurumsal atölyenin güçlü verimlilik iyileştirmeleri yapmasına olanak tanır. Kurumsal ekonomik faydalar.
UG NX: Ürün çizimleri ve kalıp çizimleri yapabilen bir 3D yazılımdır. Endüstriyel tasarımcılar, NX modellemeyi kullanarak karmaşık ürün şekillerini hızlı bir şekilde oluşturabilir ve geliştirebilir ve memnuniyeti en üst düzeye çıkarmak için gelişmiş işleme ve görselleştirme araçlarını kullanabilir. Tasarım konseptleri için estetik gereksinimler.

Yüksek performanslı mekanik tasarım ve taslak hazırlama özelliklerine sahip NX, her karmaşıklıktaki ürünleri tasarlayan müşterilerin ihtiyaçlarını karşılamak için yüksek performans ve esneklikle üretim tasarımı sağlar.
NX, profesyonel bir boru ve kablo tasarım sistemi, sac metal modülleri, özel plastik parça tasarım modülleri ve endüstri tasarımı için gerekli diğer özel uygulamalarla genel amaçlı tasarım araçlarının ötesine geçer.
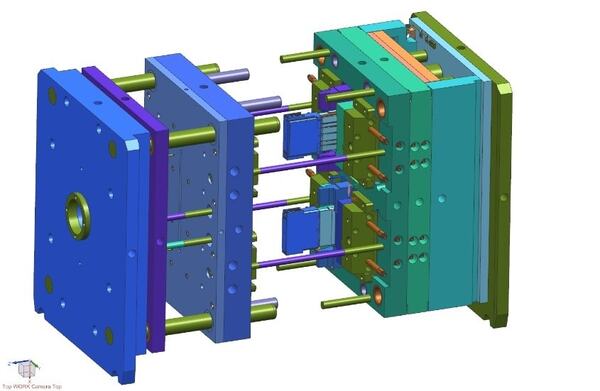
Kalıp Sihirbazı (Enjeksiyon Kalıp Sihirbazı): MoldWizard, NX tabanlı olarak geliştirilmiştir ve enjeksiyon kalıp tasarımı için profesyonel bir modüldür. Modül, yaygın olarak kullanılan kalıp temel kütüphaneleri ve standart parçalar ile donatılmıştır.
Kullanıcılar bunu kendi ihtiyaçlarına göre kolayca ayarlayabilir ve ayrıca standart parçaların kendi kendine geliştirilmesi gerçekleştirilebilir, bu da kalıp tasarımının verimliliğini büyük ölçüde artırır.
Kalıp Sihirbazı (Enjeksiyon Kalıp Sihirbazı) modülü, ürün yükleme, yerleşim, ayırma, kalıp tabanı yükleme, dökme sistemi, soğutma sistemi ve mühendislik çizimleri dahil olmak üzere tüm kalıp tasarım sürecini sağlar

Tüm tasarım süreci çok sezgisel ve hızlıdır ve uygulama tasarımı, sıradan tasarımcıların bazı orta ve zor kalıp tasarımlarını tamamlamasına olanak tanır
Verimli Kalıplar Tasarlanırken Hangi Faktörler Dikkate Alınmalıdır?
Kalıbın Ana Kalıp Yüzey Dayanımı: kalıp yüzey aşınma direnci, yüzey aşınma direnci, kaldırma verimliliği ve aynı zamanda kalıp kalitesi.

Yüzey takviyesi, farklı taban kullanımları ve model seçimi, farklı takviye yöntemleri hakkında.
Senetlerin Varyasyon Formu: Yüksek tonlarda yapı daha esnek hale gelir ve varyasyon formu azalır. Yüzey yapısından, rasyonel düzenleme yönteminden ve düzensiz yapıdan tamamen kaçınma. Rasyonel olarak tasarlanmış güçlendirici kaslar.
Plastik Hassasiyeti: Plastik parçaların işlenmesindeki düzensizlik ve belirsizlik nedeniyle plastik hassasiyeti düşüktür.
Mekanik boyutlar ve toleranslar basit durumlarda mümkün değildir ve standart kurulumlar için toleranslar gereklidir. Gakuniyasha tarafından 1993 yılında yayınlanan GB/T14486-93 "Proses Plastikleri ve Taklit Plastiklerin Sıfır Ölçek Toleransı".
Tasarımcılar, kurulum için plastik hammaddeler için özel gereksinimleri belirleyebilir ve belirli boyutları ve toleransları ayarlayabilir.

Aynı zamanda, ekipmanın genel performansını ve ürünün tasarım doğruluğunu anlamak ve ilgili tasarım tolerans doğruluğunu belirlemek gerekir.
Kalıp için Doğru Malzemeyi Seçin
Kalıp Malzemeleri Nelerdir?
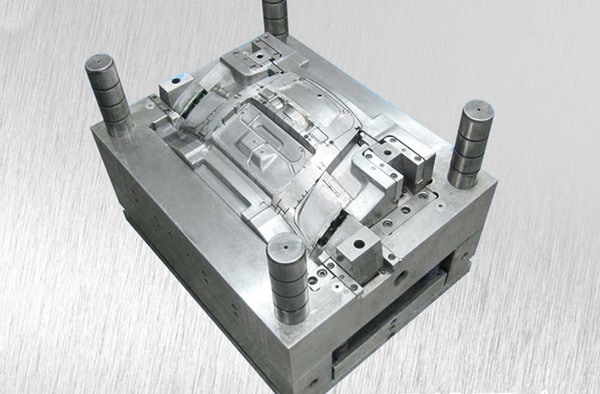
Metal malzemeler enjeksiyon kalıplarının üretiminde yaygın olarak kullanılan malzemelerdir. Yaygın metal malzemeler arasında çelik, alüminyum alaşımı, bakır alaşımı vb. bulunur. Bunlar arasında çelik malzeme en yaygın enjeksiyon kalıp malzemesidir.
Yüksek sertliği, yüksek mukavemeti, yüksek aşınma direnci ve iyi işleme performansı nedeniyle çoğu enjeksiyon kalıbının gereksinimlerini karşılayabilir.
Alüminyum alaşımlı malzemeler daha düşük yoğunluğa, daha yüksek termal iletkenliğe ve daha iyi işleme performansına sahiptir ve küçük enjeksiyon kalıplarının üretimi için uygundur; bakır alaşımlı malzemeler yüksek termal iletkenliğe ve iyi korozyon direncine sahiptir ve yüksek talep gören kalıpların üretimi için uygundur. Enjeksiyon kalıbı.
Uygun Kalıp Malzemesi Nasıl Seçilir?
Kalıp malzemesi seçimi, tüm kalıp yapım sürecinin çok önemli bir halkasıdır. Kalıp malzemesi seçiminin üç ilkeyi karşılaması gerekir: kalıbın aşınma direnci, mukavemet ve tokluk gibi çalışma koşulu gereksinimlerini karşılaması; kalıbın proses performansı gereksinimlerini karşılaması ve kalıbın ekonomik gereksinimleri karşılaması.
Üretim Süreci
Mekanik İşleme
CNC İşleme: UG NX işleme temel modülü, tüm UG işleme modüllerini birbirine bağlamak için temel bir çerçeve sağlar. Tüm UG NX işleme modülleri için aynı, kullanıcı dostu bir grafik pencere ortamı sağlar.

Kullanıcılar yol boyunca takım yolunu grafiksel olarak gözlemleyebilir. Hareket koşulları ve grafiksel olarak değiştirilebilir: takım yolunun uzatılması, kısaltılması veya değiştirilmesi vb.
Bu modül ayrıca delme, kılavuz çekme, delik açma ve diğer işleme programlamaları için kullanılabilen genel nokta işleme programlama işlevleri de sağlar.
Bu modülün interaktif arayüzü, kullanıcı ihtiyaçlarına göre esnek bir şekilde değiştirilebilir ve uyarlanabilir ve eğitim süresini azaltmak için ilk işleme, yarı bitirme, bitirme ve diğer işlemler için ortak parametreleri standartlaştırmak üzere standartlaştırılmış bir takım kitaplığı ve bir işleme süreci parametre şablonu kitaplığı tanımlayabilir.

Ve işleme teknolojisini optimize edin. UG yazılımının tüm modülleri doğrudan katı model üzerinde işleme programları oluşturabilir ve katı modelle tamamen ilgili kalabilir.
UG NX'in işleme sonrası işleme modülü, kullanıcıların kendi işleme sonrası işleme programlarını kolayca oluşturmalarına olanak tanır. Bu modül, dünyadaki yaygın CNC takım tezgahları ve işleme merkezleri için uygundur. UG NX'in işleme sonrası işleme modülü, kullanıcıların kendi işleme sonrası işleme programlarını kolayca oluşturmalarına olanak tanır. Bu modül, dünyadaki yaygın CNC takım tezgahları ve işleme merkezleri için uygundur. Modülün 2 ila 5 veya daha fazla eksenli frezeleme, 2 ila 4 eksenli tornalama ve tel EDM için uygun olduğu kanıtlanmıştır.
EDM (Elektrik Deşarjlı İşleme)
EDM: Sürekli hareket eden ince bir metal tel (elektrot teli olarak adlandırılır), metali çıkarmak için iş parçası üzerinde darbeli bir kıvılcım boşalması gerçekleştirmek için kullanılır.
Esas olarak zımbalar, içbükey kalıplar, içbükey ve dışbükey kalıplar ve boşaltma plakaları gibi çeşitli karmaşık ve hassas iş parçalarını işlemek için kullanılır. Elektrik deşarjlı işleme için delme kalıpları, şekillendirme aletleri, şablonlar ve metal elektrotların imalatı. Çeşitli ince delik olukları, ince yarıklar, keyfi eğriler vb.
Küçük işleme payı, yüksek işleme hassasiyeti, kısa üretim döngüsü ve düşük üretim maliyeti gibi mükemmel avantajlara sahiptir ve üretim tesislerinde yaygın olarak kullanılmaktadır.

Kesme takım tezgahları, Japonya ve denizaşırı ülkelerdeki toplam elektrik deşarjlı işleme takım tezgahı sayısının 61%'sinden fazlasını oluşturmaktadır. Elektrik deşarjlı işlemenin maksimum doğruluğu ±0,005 mm'dir ve yüzey pürüzlülüğü ayna yüzeyine ulaşır.
Elektrik deşarjlı işleme, özellikle hassas işleme olmak üzere işleme alanında yaygın olarak kullanılmaktadır. Fırlatma istasyonu, çeşitli büyük plastik kalıpların boşluğu olabileceği gibi, küçük bir delik veya 0,1 MM genişliğinde küçük bir yuva da olabilir.

Elektrik deşarjlı işlemenin darbe parametreleri isteğe bağlı olarak ayarlanabilir ve kaba işleme, yarı finiş işleme ve yarı finiş işleme tek bir takım tezgahı ile sürekli olarak gerçekleştirilebilir.
Mikro işleme sırasındaki hassasiyet 0,01 mm'dir ve yüzey pürüzlülüğü Rα değeri 0,8μm'dir. Mikro işleme sırasındaki hassasiyet 0,002 ~ 0,004 mm'ye ulaşır ve yüzey pürüzlülüğü Rα değeri 0,1 ~ 0,05μm'dir. İşleme için elektrik enerjisinin doğrudan kullanılması otomasyonu kolaylaştırır.
Son İşlem Süreci
Kalıpları Parlatma ve Tekstüre Etme Yöntemleri Nelerdir?
Kalıp Parlatma: Kalıp parlatma genellikle malzemenin yüzeyini plastik olarak deforme etmek ve pürüzsüz bir yüzey elde etmek için iş parçasının yüzeyindeki çıkıntıları gidermek için yağ taşı şeritleri, yün tekerlekler, zımpara kağıdı kullanır.
Genellikle manuel işlemler kullanılır ve yüksek yüzey kalitesi gereksinimleri olanlar ultra hassas taşlama ve parlatma yöntemini kullanabilir.
Süper hassas taşlama ve parlatma, iş parçasının işlenmiş yüzeyine bastırılan ve yüksek hızlı dönüş gerçekleştiren aşındırıcılar içeren bir taşlama ve parlatma sıvısında özel aşındırıcılar kullanır. Parlatma, Ra0.008 μm'lik bir yüzey pürüzlülüğü elde edebilir. veKalıp parlatmanın birkaç yöntemi vardır.
Mekanik Parlatma: Pürüzsüz bir yüzey elde etmek için parlatılmış dışbükey parçaları çıkarmak için malzeme yüzeyinin kesilmesine ve plastik deformasyonuna dayanan bir parlatma yöntemidir. Genellikle yağlı taş şeritleri, yün tekerlekler, zımpara kağıdı vb. kullanılır ve çoğunlukla manuel işlemler kullanılır.
Döner gövdenin yüzeyi gibi özel parçalar, döner tablalar gibi yardımcı aletler kullanılabilir ve yüzey kalitesi yüksekse ultra hassas taşlama ve parlatma yöntemleri kullanılabilir.
Manyetik Taşlama ve Parlatma: İş parçasını taşlamak için manyetik bir alanın etkisi altında aşındırıcı bir fırça oluşturmak için manyetik aşındırıcılar kullanır. Bu yöntem yüksek işleme verimliliğine, iyi kaliteye, işleme koşullarının kolay kontrolüne ve iyi çalışma koşullarına sahiptir. Uygun aşındırıcılar kullanılarak yüzey pürüzlülüğü Ra1μm'ye ulaşabilir.
Bölüm Elektrolitik Parlatma: Elektrolitik parlatma temelde kimyasal parlatma ile aynıdır, yani yüzeyi pürüzsüz hale getirmek için malzemenin yüzeyindeki küçük çıkıntıları seçici olarak çözmeye dayanır. Kimyasal parlatma ile karşılaştırıldığında, katot reaksiyonunun etkisi ortadan kaldırılabilir ve etki daha iyidir.
Sıvı Parlatma: Akışkan parlatma, parlatma amacına ulaşmak için iş parçasının yüzeyini yıkamak üzere yüksek hızda akan sıvıya ve taşıdığı aşındırıcı parçacıklara dayanır.
Enjeksiyon kalıbı dokusu işleme, kalıp boşluğundaki metal malzemelerin yüzeyini kimyasal olarak çıkarmak için kimyasallar kullanmak veya içbükey ve dışbükey bir etki elde etmek için kumlama yoluyla fiziksel taşlama ile yüzeyi çıkarmaktır.
Enjeksiyon kalıp dokusu işleme, enjeksiyon kalıplı ürünlerin görünümünü ve dokusunu iyileştirmede hayati bir rol oynar ve endüstriyel üretim için olağanüstü bir öneme sahiptir. Enjeksiyon kalıp dokusu işleme esas olarak aşağıdaki üç yöntemi içeren kalıp güneş tekstüre teknolojisi ile yapılır:
Işığa Duyarlılık Baskı Yöntemi: Işığa duyarlı baskı, doku desenini şeffaf bir renkli film haline getirmek ve ardından renkli filmi pozlama için kalıbın üzerine yerleştirmektir, böylece ışık filme nüfuz edebilir ve güneş deseni için ışığa duyarlı malzeme üzerinde parlayabilir. Bu yöntem derin ve karmaşık kalıplar için uygundur, ancak özel ekipman ve beceri gerektirir.
Fiziksel Maruziyet Yöntemi: Fiziksel pozlama, kalıbı dokulu bir master üzerine yerleştirmek ve daha sonra master üzerinde doku efekti oluşturmak için kalıbı aydınlatmak için güçlü bir ışık kaynağı kullanmaktır. Sığ içbükeylik ve dışbükeyliğe sahip kalıplar için uygundur.
Gravür ve Pozlama Yöntemi: Gravür ve pozlama, önce doku deseniyle bir şablon yapmak, ardından şablonu kalıbın üzerine yerleştirmek ve şablondaki deseni kazımak ve ortaya çıkarmak için kimyasal reaksiyon veya mekanik basınç kullanmaktır. Bu yöntem karmaşık derin içbükey ve dışbükey kalıplar için uygundur.
Kalıpları Test Etmek İçin Kalite Yöntemleri Nelerdir?
Görünüş Denetimi: Kalıbın görünüm muayenesi en temel muayene yöntemlerinden biridir. Görünüm muayenesi sırasında kalıp yüzeyinin düz olup olmadığı ve çizik, ezik, çatlak vb. olup olmadığı kontrol edilir.
Boyutsal Muayene: Kalıbın boyutları denetlenmelidir, aksi takdirde boyutlar niteliksizse, ürünün kalitesi ciddi şekilde etkilenecektir. Boyutları incelerken, kalıp boyutlarının gereksinimleri karşılayıp karşılamadığını kontrol etmek için mikrometreler ve sürmeli kumpaslar gibi profesyonel inceleme araçları kullanılmalıdır.

Montaj ve Test
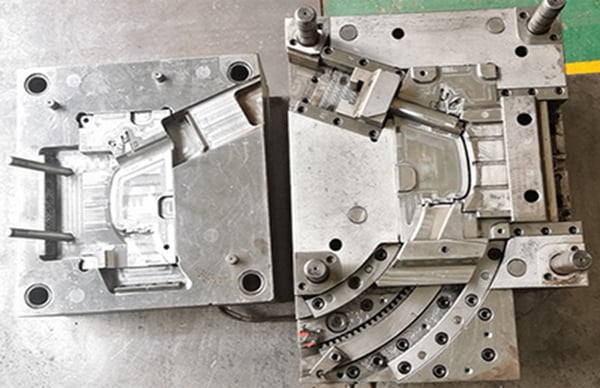
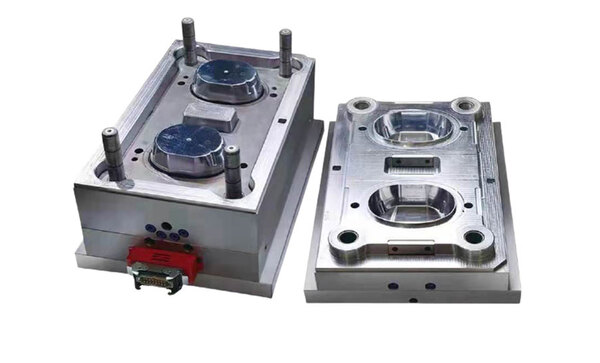
Kalıp Nasıl Birleştirilir?
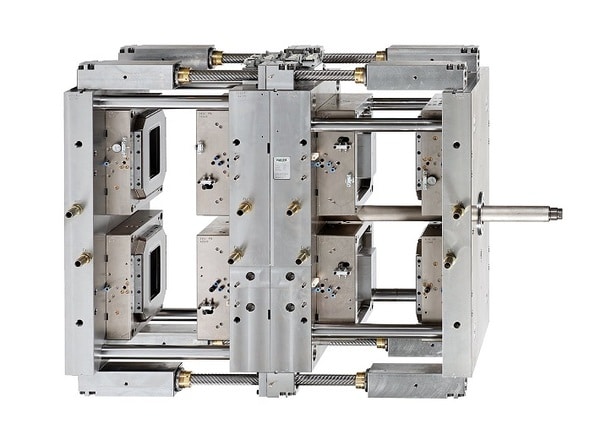
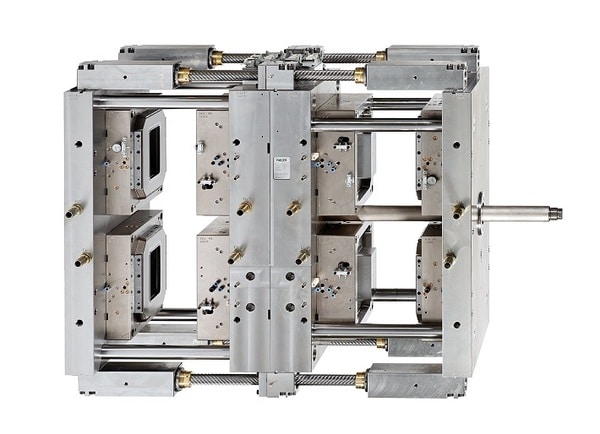
Kalıp montajı, ürün doğruluğunu ve kalitesini sağlayan üretim sürecinin önemli bir parçasıdır. Bunlar arasında, kalıp montaj adımları temel olarak ön hazırlık, temel parçaların montajı, kılavuz parçaların takılması, kalıplama parçalarının eklenmesi, dökme sisteminin kurulması, ayarlama ve test ve bakımı içerir.

Küf Neden Test Edilmelidir?
Kalıplanmış ürünlerdeki kusurların çoğu plastikleştirme ve enjeksiyon kalıplama aşamalarında meydana gelir, ancak bazen uygun olmayan kalıp tasarımıyla da ilgilidir.
Olası Etkileyen Faktörler Şunlardır: kalıp boşluklarının sayısı, soğuk/sıcak yolluk sisteminin tasarımı, enjeksiyon portunun tipi ve konumu ve boyutu, ayrıca ürünün yapısı vb. Bu nedenle, ürünün kalitesini sağlamak için kalıbın tasarımını ve proses parametrelerini analiz etmemiz gerekir.
Kalıp testinden sonra operatör, tasarımdan kaynaklanan ürün hatalarını önlemek için kalıbın gerçek durumunu değerlendirir ve böylece kalıbın değiştirilmesi sürecinde gereksiz maliyetleri ve zamanı azaltır. Çoğu durumda, bu değerlendirme makine proses parametrelerinin ayarlanmasını da içerir.
Kalıp denemesinin amacı, optimize edilmiş proses parametrelerini ve kalıp tasarımını bulmaktır. Bu, istikrarlı ve kesintisiz seri üretim sağlar ve iyi ürünler elde edilebilir.
Bakım ve Onarım
Günlük Bakım ve Onarım Nasıl Yapılır?
Kalıpların günlük bakım ve idamesi başlıca beş tür içerir: temizlik, pas önleme, yağlama, deformasyon önleme ve çatlak önleme.
Temizlik: Kalıbın üretim sürecinde genellikle bir miktar yağ lekesi ve toz birikecektir. Uzun süre temizlenmezse, kalıbın doğruluğunu ve hizmet ömrünü etkilemesi muhtemeldir. Bu nedenle kalıp düzenli olarak temizlenmelidir.
Pas Önleme: Kalıplar genellikle nemli ortam nedeniyle paslanır. Kalıbın paslanmasını önlemek için kalıp üzerinde pas önleyici işlem yapılması gerekir.
Kalıbı yağlayın: Kullanım sırasında normal çalışmayı sürdürmek için yağlama gereklidir. Kalıbın hareketli parçalarını yağlamak için yağlama yağı veya gres kullanın ve düzenli yakıt ikmali ve bakım yapın.
Deformasyonu Önleyin: Kalıp deformasyona yatkındır. Bu nedenle bu durumun önüne geçmek için kalıbın çok zayıf veya aşırı gerilmiş olmasını önlemek için kalıbın malzeme ve kullanım koşullarına göre yapılması gerekir.
Çatlakları Önleyin: Kalıp aşırı ısınır veya soğutulursa, kalıpta çatlaklara neden olacak ve bu da kalıbın hizmet ömrünü etkileyecektir. Bu nedenle sıcaklık kontrolüne ve güvenli kullanıma dikkat etmelisiniz.
Sonuç
Özetle, enjeksiyon kalıbı üretim süreci, mühendisler, tasarımcılar, mekanikçiler ve kalite kontrol personeli arasında esas olarak tasarım sürecini, malzeme seçimini, üretim sürecini, montaj ve testi, bakım ve bakımı içeren çok adımlı titiz bir süreçtir.
Yüksek kaliteli ürünlerin üretilmesini sağlamak için tüm süreç boyunca işbirliği çok önemlidir. Enjeksiyon kalıpları endüstriyel üretimde çok önemlidir. Üretim verimliliğini artırabilir, ürün kalitesini sağlayabilir, üretim maliyetlerini azaltabilir ve çevre dostu ve enerji tasarrufu sağlayabilir. Bu adımları dikkatlice takip ederek, üreticiler plastik üretim işlerinin başarısına katkıda bulunan enjeksiyon kalıpları üretebilirler.






