 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama, her türlü plastik ürünü yapmak için yaygın olarak kullanılan bir plastik işleme yöntemidir. Ancak bazen, üretim sırasında işler ters gider. enjeksiyon kalıplama süreci. Kaynak çizgileri, kabarcıklar, büzülme boşlukları, kısa atışlar veya çarpılmalarla karşılaşabilirsiniz. Bu kusurlar sadece ürününüzün kötü görünmesine ve kötü çalışmasına neden olmakla kalmaz, aynı zamanda uzun süre dayanmamasına da neden olur. Bu nedenle, bu sorunları mümkün olan en kısa sürede bulup düzeltmeniz önemlidir.

1. Enjeksiyon Kalıplı Ürünlerde Çatlama
Çatlama, ipliksi çatlama, mikro çatlama, üst beyazlama, parça yüzeyinde çatlama ve parçanın kalıp yapışması ve akış kanalının neden olduğu travma riskleri olarak ayrılabilir. Çatlama süresine göre, kalıptan çıkarma çatlaması ve uygulama çatlaması olarak ikiye ayrılır. Temel olarak aşağıdaki nedenlerden dolayı:

1.1 İşleme
① Basınç çok yüksek, hız çok hızlı, dolum çok fazla, enjeksiyon çok uzun ve basınç tutma süresi çok uzunsa, aşırı iç gerilime ve çatlamaya neden olacaktır.
② Parçaların çok hızlı bir şekilde zorla çekilerek kalıptan çıkmasını ve çatlamasını önlemek için kalıp açma hızını ve basıncını ayarlayın.
③ Parçaların kolay kalıptan çıkarılması için kalıp sıcaklığını uygun şekilde artırın ve ayrışmayı önlemek için malzeme sıcaklığını uygun şekilde düşürün.
④ Kaynak izleri ve plastik bozulma nedeniyle daha düşük mekanik mukavemet nedeniyle çatlamayı önler.
⑤ Kalıp ayırıcıları uygun şekilde kullanın ve kalıp yüzeyine yapışan aerosolleri ve diğer maddeleri sık sık çıkarmaya dikkat edin.
⑥ Parçanın artık gerilimi, çatlak oluşumunu azaltmak için kalıplamadan hemen sonra tavlama ısıl işlemi ile ortadan kaldırılabilir.

1.2 Kalıp Yönleri
① Ejeksiyon dengeli olmalıdır. Örneğin, ejektör pimlerinin sayısı ve kesit alanı yeterli olmalı, çekim açısı yeterli olmalı ve boşluk yüzeyi, dış kuvvetlerin neden olduğu fırlatma sırasında artık gerilimin yoğunlaşması nedeniyle çatlamayı önleyecek kadar pürüzsüz olmalıdır.
② Parçaların yapısı çok ince olmamalı ve keskin köşeler ve pahların neden olduğu gerilim yoğunlaşmasını önlemek için geçiş parçalarında mümkün olduğunca yay geçişleri kullanılmalıdır.
③ Kesici uç ile bitmiş ürün arasındaki farklı büzülme oranları nedeniyle iç gerilimin artmasını önlemek için mümkün olduğunca az metal kesici uç kullanın.
④ Vakum negatif basıncının oluşmasını önlemek için derin tabanlı parçalar için uygun kalıptan çıkarma hava girişleri sağlanmalıdır.
⑤ Yolluk, yolluk malzemesinin katılaşmaya zaman bulamadan kalıptan çıkmasına izin verecek kadar büyüktür ve kalıbın serbest bırakılmasını kolaylaştırır.
⑥ Ana akış burcu ile nozul arasındaki bağlantı, soğuk sert malzemenin sürüklenmesini ve parçanın sabit kalıba yapışmasına neden olmasını önlemelidir.

1.3 Malzemeler
① Geri dönüştürülmüş malzemelerin içeriği çok yüksektir, bu da parçaları zayıflatır.
② Nem oranı çok yüksekse, bazı plastikler su buharı ile reaksiyona girerek zayıflar ve çatlayıp kırılmalarına neden olur.
③ Malzemenin kendisi işlendiği ortam için uygun değilse veya kalitesizse, kirlenme çatlamasına ve kırılmasına neden olacaktır.

1.4 Makine Yönleri
Plastikleştirme kapasitesi enjeksiyon kalıplama makine uygun olmalıdır. Çok küçük olursa plastikleşme yetersiz olur ve tam karışmaz ve kırılgan hale gelir. Çok büyük olursa bozulur.
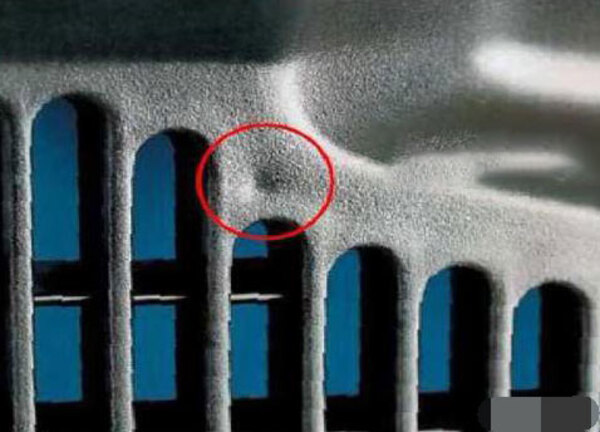
2. Enjeksiyon Kalıplı Ürünlerde Kabarcıklar Olur
Kabarcıklar (vakum kabarcıkları), içinde gazın çok ince olduğu vakum kabarcıklarıdır. Genel olarak konuşmak gerekirse, kalıp açılma anında kabarcıklar bulunursa, bu bir gaz girişim problemidir. Vakum kabarcıkları plastiğin yetersiz dolması veya düşük basınç nedeniyle oluşur. Kalıbın hızlı soğuması altında, boşlukla temas eden yakıt çekilir ve hacim kaybına neden olur.

Çözüm
① Enjeksiyon enerjisini artırın: basınç, hız, zaman ve malzeme hacmi ve kalıbı doldurmak için geri basıncı artırın.
② Malzeme sıcaklığını yükseltin ve düzgün akmasını sağlayın. Büzülmeyi azaltmak için malzeme sıcaklığını düşürün ve kalıp sıcaklığını, özellikle vakum kabarcığının oluştuğu yerel kalıp sıcaklığını artırın.
③ Nozul, yolluk ve geçidin akış koşullarını iyileştirmek ve basınç tüketimini azaltmak için geçidi parçanın kalın kısmına yerleştirin.
④ Küf egzoz koşullarını iyileştirin.

3. Enjeksiyon Kalıplı Ürünlerde Çözgü Deformasyonu
Enjeksiyon kalıplı ürünlerin deformasyonu, eğilmesi ve bükülmesi esas olarak plastik kalıplama sırasında akış yönündeki büzülme oranının dikey yöndekinden daha büyük olmasından kaynaklanır, bu da her yönde farklı büzülme oranlarıyla sonuçlanır ve parçaların eğrilmesine neden olur. Buna ek olarak, enjeksiyon kalıplama sırasında kaçınılmaz kalıp doldurma işlemi nedeniyle, parçanın içinde kalan ve çarpılmaya neden olan büyük bir iç gerilim vardır. Bunların hepsi yüksek stres yöneliminin neden olduğu deformasyonun belirtileridir. Bu nedenle, temelde kalıp tasarımı parçaların çarpılma eğilimini belirler. Kalıplama koşullarını değiştirerek bu eğilimi bastırmak çok zordur. Sorunun nihai çözümü kalıp tasarımı ve iyileştirmesi ile başlamalıdır. Bu fenomen temel olarak aşağıdaki hususlardan kaynaklanmaktadır:

3.1 Kalıp Yönleri
① Tüm parçaların kalınlığının ve kalitesinin tutarlı olduğundan emin olun.
② Kalıp boşluğunun tüm parçalarının sıcaklığının tutarlı olmasını sağlamak için soğutma sistemini tasarlayın. Yolluk sistemini, farklı akış yönleri ve büzülme oranlarının neden olduğu çarpılmayı önlemek için malzemenin simetrik olarak akmasını sağlayacak şekilde tasarlayın. Doldurulması zor parçalar için yolluk ve ana kanal kalınlığını mümkün olduğunca artırın. Boşluktaki yoğunluk, basınç ve sıcaklık farklılıklarını ortadan kaldırın.
③ Parça kalınlığının geçiş alanlarının ve köşelerinin pürüzsüz olduğundan ve kalıptan çıkarma marjını artırmak, kalıp yüzeyinin parlatılmasını iyileştirmek ve fırlatma sistemini dengelemek gibi iyi kalıptan çıkarma özelliklerine sahip olduğundan emin olun.
④ İyi bir egzoz olduğundan emin olun.
⑤ Parçanın duvar kalınlığını artırın veya çarpma önleyici yönü artırın ve parçanın çarpma önleme kabiliyetini artırmak için takviye nervürleri kullanın.
⑥ Kalıp malzemesi yeterince güçlü değil.

3.2 Plastikler
Kristal plastiklerin amorf plastiklere göre eğrilme olasılığı daha yüksektir. Ayrıca kristal plastikler, soğutma hızı arttıkça ve büzülme oranı azaldıkça azalan kristalleşme sürecinden geçerek eğrilmeyi düzeltebilir.
3.3 İşleme
① Enjeksiyon basıncının çok yüksek, bekletme süresinin çok uzun, eriyik sıcaklığının çok düşük ve hızın çok yüksek olması, iç gerilimin artmasına ve çarpılma deformasyonuna neden olur.
② Kalıp sıcaklığı çok yüksek ve soğutma süresi çok kısa, bu da kalıptan çıkarma sırasında parçaların aşırı ısınmasına ve fırlatma deformasyonuna neden oluyor.
③ İç gerilim oluşumunu sınırlamak için minimum şarj miktarını korurken yoğunluğu azaltmak için vida hızını ve geri basıncı azaltın.
④ Gerekirse, eğrilmeye ve deformasyona eğilimli parçalar yumuşak bir şekilde kalıplanabilir veya kalıptan çıkarıldıktan sonra kalıptan çıkarılabilir.

4. Enjeksiyon Kalıplı Ürünlerde Renk Çubukları, Çizgiler ve Çiçek Kusurları
Bu kusur esas olarak masterbatch ile renklendirilen plastik parçalarda ortaya çıkar. Masterbatch renklendirme, renk kararlılığı, renk saflığı, renk geçişi vb. açısından kuru toz renklendirme ve boya pastasından daha iyi olmasına rağmen, dağılım, yani renk partikülleri plastiği seyreltmede ve eşit şekilde karıştırmada nispeten zayıftır ve bitmiş ürünler doğal olarak bölgesel renk farklılıklarına sahiptir.

Çözüm
① Besleme bölümünün sıcaklığını, özellikle besleme bölümünün arka ucundaki sıcaklığı artırın, böylece sıcaklık eritme bölümünün sıcaklığına yakın veya biraz daha yüksek olur, böylece renkli masterbatch eritme bölümüne girerken mümkün olduğunca çabuk eriyebilir, seyreltme ile homojen karışımı teşvik eder ve sıvı karışım şansını artırır.
② Vida hızı sabit olduğunda, geri basıncın artırılması eriyik sıcaklığını ve kovandaki kesme etkisini artırır.
③ Kalıbı, özellikle de dökme sistemini değiştirin. Kapı çok genişse, eriyik geçerken türbülans etkisi zayıftır ve sıcaklık artışı yüksek değildir, bu nedenle düzensizdir ve şerit kalıp boşluğu daraltılmalıdır.

5. Enjeksiyon Kalıplı Ürünler Büzülme ve Ezikler
Plastiği kalıba enjekte ettiğinizde soğuyacak ve katılaşacaktır. Bu işlem sırasında plastik büzüşecektir. Bu normal bir durumdur. Ancak bazen büzülme eşit olmaz. İşte o zaman göçükler oluşur.
5.1 Makine Yönleri
① Nozul deliği çok büyükse, eriyik geri akacak ve büzülmeye neden olacaktır; çok küçükse, direnç büyük olacak ve malzeme miktarı az olacak ve büzülmeye neden olacaktır.
② Sıkıştırma kuvveti yeterli değilse flaş küçülecektir, bu nedenle sıkıştırma sisteminde herhangi bir sorun olup olmadığını kontrol etmelisiniz.
③ Plastikleştirme miktarı yeterli değilse, vida ve kovanın aşınıp aşınmadığını kontrol etmek için büyük miktarda plastikleştirici içeren bir makine kullanmalısınız.

5.2 Kalıp Unsurları
① Duvar kalınlığının her yerde aynı olduğundan ve büzülmenin aynı olduğundan emin olun.
② Kalıbın soğutma ve ısıtma sisteminin tüm parçalar için sıcaklığı aynı tuttuğundan emin olun.
③ Geçidin pürüzsüz olduğundan ve çok fazla direnç göstermediğinden emin olun. Örneğin, ana kanal, yolluk ve geçidin boyutu doğru olmalı, yüzey pürüzsüz olmalı ve geçiş alanı kavisli olmalıdır.
④ İnce parçalar için, malzemenin düzgün akmasını sağlamak amacıyla sıcaklığı yükseltin. Kalın parçalar için kalıp sıcaklığını düşürün.
⑤ Geçidin simetrik olduğundan emin olun ve parçanın kalın kısmına yerleştirmeye çalışın. Soğuk sümüklü böcek kuyusunun yeterince büyük olduğundan emin olun.

5.3 Plastikler
Kristal plastikler amorf plastiklerden daha fazla büzülür. Bunları işlediğinizde, daha hızlı kristalleşmesini ve çok fazla küçülmemesini sağlamak için plastiğe daha fazla malzeme eklemeniz veya bir şey eklemeniz gerekir.
5.4 İşleme
① Namlu sıcaklığı çok yüksek ve hacim, özellikle ön fırının sıcaklığı büyük ölçüde değişiyor. Akışkanlığı zayıf olan plastiklerde, pürüzsüzlüğü sağlamak için sıcaklık uygun şekilde artırılmalıdır.
② Enjeksiyon basıncı, hızı ve geri basıncı çok düşük ve enjeksiyon süresi çok kısa, bu da yetersiz malzeme hacmi veya yoğunluğu ve büzülmeye neden oluyor. Basınç, hız ve geri basınç çok yüksek ve süre çok uzun, bu da parlama ve büzülmeye neden oluyor.
③ Eklenen malzeme miktarı çok büyükse, enjeksiyon basıncı tüketilecektir; çok küçükse, malzeme miktarı yetersiz olacaktır.
④ Hassasiyet gerektirmeyen parçalar için, enjeksiyon ve basınç tutma tamamlandıktan sonra, dış katman temel olarak yoğunlaşır ve sertleşir, ancak sandviç parça hala yumuşaktır ve çıkarılabilir. Mümkün olan en kısa sürede kalıptan çıkarılabilir ve havada veya sıcak suda yavaşça soğumaya bırakılabilir. Büzülme göçüğü hafiftir ve çok belirgin değildir ve kullanımı etkilemez.
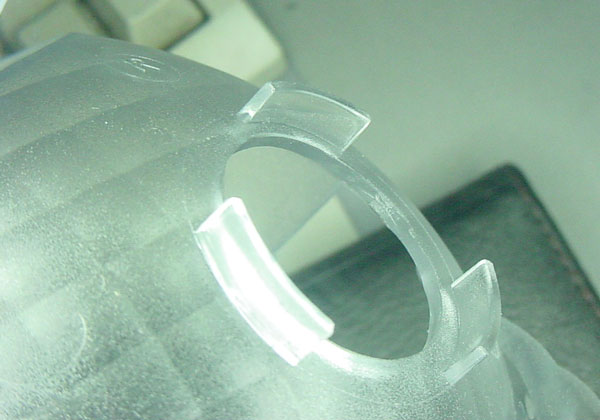
6. Enjeksiyon Kalıplı Ürünlerde Şeffaf Kusurlar
Eriyen noktalar, gümüş çizgiler, çatlamış polistiren, pleksiglasın şeffaf kısımları, bazen ışığın içinden bazı parlak filament benzeri gümüş çizgiler görebilirsiniz. Bu gümüş çizgiler flaş lekeleri veya çatlaklar olarak da adlandırılır. Bunun nedeni, polimer moleküllerinin ağır akış yönelimine ve yönelimsiz kısım ile ağır akış yönelimi arasındaki katlanma oranındaki farka neden olan gerilme stresinin dikey yönünde oluşan strestir.
Çözüm
① Gaz veya kirleri temizleyin ve plastiğin tamamen kuru olduğundan emin olun.
② Malzemenin sıcaklığını düşürün, varilin sıcaklığını kademeli olarak ayarlayın ve kalıbın sıcaklığını gerektiği gibi artırın.
③ Enjeksiyon basıncını arttırın ve enjeksiyon hızını azaltın.
④ Enjeksiyondan önce geri basıncı arttırın veya azaltın ve vida hızını düşürün.
⑤ Yolluk ve kalıp boşluğunun egzoz koşullarını iyileştirin.
⑥ Nozul, yolluk ve kapıdaki olası tıkanıklıkları temizleyin.
⑦ Kalıplama döngüsünü kısaltmak için, kalıptan çıkardıktan sonra gümüş çizgilerden kurtulmak için tavlama yöntemlerini kullanabilirsiniz: polistiren için 78°C'de 15 dakika veya 50°C'de 1 saat tutun. Polikarbonat için, birkaç dakika boyunca 160°C'nin üzerine ısıtın.

7. Enjeksiyon Kalıplı Ürünler Eşit Olmayan Renklere Sahip
İşte enjeksiyon kalıplı ürünlerin düzensiz renklerinin ana nedenleri ve çözümleri:
① Zayıf renklendirici difüzyonu genellikle kapıya yakın desenlerle sonuçlanır.
② Plastikler veya renklendiriciler zayıf termal stabiliteye sahiptir. Parçaların renk tonunu stabilize etmek için, üretim koşulları, özellikle malzeme sıcaklığı, malzeme miktarı ve üretim döngüsü kesinlikle sabitlenmelidir.
③ Kristal plastikler için, parçanın tüm parçalarının soğutma hızını tutarlı tutmaya çalışın. Büyük et kalınlığı farkları olan parçalar için renk farkını maskelemek amacıyla renklendiriciler kullanılabilir. Daha homojen et kalınlığına sahip parçalar için malzeme sıcaklığı ve kalıp sıcaklığı sabit olmalıdır.
④ Parçanın şekli, geçit formu ve konumu plastik dolguyu etkileyerek parçanın bazı kısımlarında renk farklılıklarına neden olur ve gerekirse değiştirilmelidir.

8. Enjeksiyon Kalıplı Ürünlerde Renk ve Parlaklık Kusurları
Çoğu durumda, enjeksiyonla kalıplanmış parçaların yüzeyinin parlaklığı plastik türü, renklendirici ve kalıp yüzeyinin pürüzsüzlüğü ile belirlenir. Ancak bazen, yüzey rengi ve parlaklık kusurları, yüzey koyuluğu vb. başka nedenlerden kaynaklanır. Nedenler ve çözümler aşağıdaki gibi analiz edilir:
① Kalıp cilası kötü, boşluk yüzeyinde pas lekeleri vb. var ve kalıp egzozu kötü.
② Kalıp dökme sistemi iyi değil. Soğuk kuyu büyütülmeli, yolluk büyütülmeli, ana kanal cilalanmalı ve yolluk ve kapı cilalanmalıdır.
③ Malzeme sıcaklığı ve kalıp sıcaklığı düşüktür ve gerekirse kapının yerel ısıtması kullanılabilir.

④ İşleme basıncı çok düşük, hız çok yavaş, enjeksiyon süresi yeterli değil ve geri basınç yeterli değil, bu da zayıf kompaktlığa ve koyu yüzeye neden oluyor.
⑤ Plastik tamamen plastikleşmeli, ancak malzemenin bozulması önlenmeli, ısıtma stabil olmalı ve özellikle kalın duvarlar için soğutma yeterli olmalıdır.
⑥ Soğuk malzemenin iş parçasına girmesini önlemek için, gerekirse kendinden kilitlemeli bir yay kullanın veya nozul sıcaklığını düşürün.
⑦ Çok fazla geri dönüştürülmüş malzeme kullanılmış, plastik veya renklendirici kalitesiz, su buharı veya diğer yabancı maddelerle karışmış ve kullanılan yağlayıcı kalitesiz.
⑧ Sıkıştırma kuvveti yeterli olmalıdır.
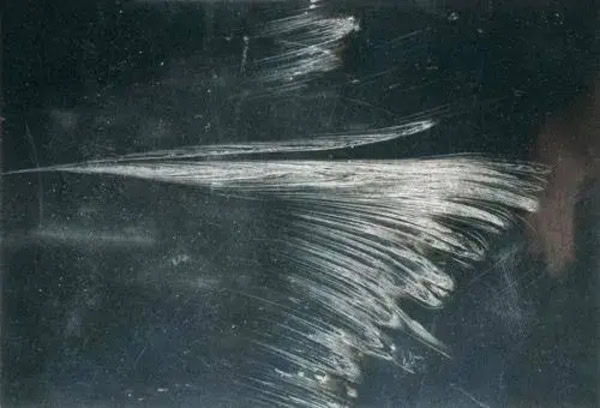
9. Enjeksiyon Kalıplama Ürünleri Gümüş Desen
Enjeksiyon kalıplı ürünlerdeki gümüş çizgiler yüzey kabarcıklarından ve iç gözeneklerden kaynaklanır. Bu kusurların ana nedeni su buharı, ayrışma gazı, çözücü gaz ve hava gibi gazların karışmasıdır. Şimdi belirli nedenleri analiz edelim:
9.1 Makine Yönleri
① Kovan ve vida aşınmış veya kauçuk başlık ve kauçuk halkadaki malzeme akışında uzun süreli ısıtma nedeniyle ayrışacak ölü bir köşe var.
② Isıtma sistemi kontrolden çıkmış, sıcaklığın çok yüksek olmasına ve ayrışmaya neden oluyor. Termokupllar ve ısıtma bobinleri gibi ısıtma elemanlarında sorun olup olmadığını kontrol etmelisiniz. Yanlış vida tasarımı gevşemeye veya kolayca hava girmesine neden olabilir.
9.2 Kalıp Yönleri
① Yetersiz havalandırma.
② Yollukların, kapıların ve kalıptaki boşlukların sürtünme direnci büyüktür, bu da yerel aşırı ısınmaya ve ayrışmaya neden olur.
③ Kapıların ve boşlukların dengesiz dağılımı ve makul olmayan soğutma sistemleri dengesiz ısınmaya neden olarak yerel aşırı ısınmaya veya hava kanallarının tıkanmasına yol açacaktır.
④ Soğutma kanalından su sızar ve kalıp boşluğuna girer.
9.3 Plastikler
① Plastik yüksek neme sahipse, çok fazla geri dönüştürülmüş malzeme eklenmişse veya zararlı kalıntılar içeriyorsa (kalıntılar kolayca ayrışır), plastik tamamen kurutulmalı ve kalıntılar ortadan kaldırılmalıdır.
② Atmosferden veya renklendiriciden nemi emmek için renklendirici de kurutulmalıdır. En iyisi makineye bir kurutucu monte etmektir.
③ Plastiğe eklenen yağlayıcı, stabilizatör vb. miktarı çok fazla veya eşit olmayan bir şekilde karıştırılmışsa veya plastiğin kendisi uçucu çözücüler içeriyorsa, karıştırılmış plastikler zor bir dengeye kadar ısıtıldığında da ayrışma meydana gelebilir.
④ Plastik kirlenmiş ve diğer plastiklerle karışmıştır.
9.4 İşleme
① Sıcaklık, basınç, hız, geri basınç ve eriyik motor hızı çok yüksek ayarlanırsa, ayrışma meydana gelebilir. Basınç ve hız çok düşükse, enjeksiyon süresi ve tutma basıncı yetersizdir. Geri basınç çok düşükse, yüksek basınç elde edilememesi nedeniyle yoğunluk yetersiz olabilir ve erime gerçekleşmeyebilir. Eğer gaz gümüş çizgiler oluşmasına neden oluyorsa, uygun sıcaklık, basınç, hız ve süreyi ayarlayınız. Çok kademeli enjeksiyon hızı kullanınız.

② Düşük geri basınç ve hızlı dönüş hızı, havanın kolayca kovana girmesine ve erimiş malzemeyle birlikte kalıba girmesine neden olabilir. Döngü çok uzunsa, eriyik kovan içinde çok uzun süre ısıtılacak ve ayrışacaktır.
③ Yetersiz malzeme miktarı, çok büyük besleme yastığı, çok düşük malzeme sıcaklığı veya çok düşük kalıp sıcaklığı malzeme akışını ve kalıplama basıncını etkileyecek ve kabarcık oluşumunu teşvik edecektir.
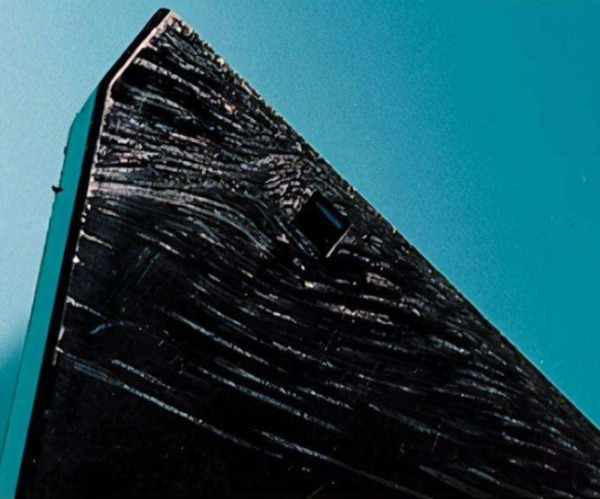
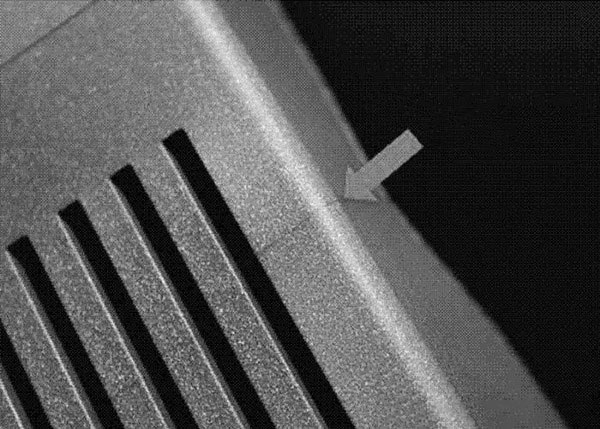
10. Plastik Ürünler Kaynaklı Dikişlere Sahiptir
Erimiş plastik, ekleme deliklerine, farklı akış hızlarına sahip alanlara ve kalıp dolgu malzemesi akışının kesintiye uğradığı alanlara çarptığı için boşlukta birden fazla akışta bir araya geldiğinde, tamamen birlikte eriyemediği için doğrusal kaynak çizgileri oluşturur. Ayrıca, kapı kalıbı doldurduğunda kaynak çizgileri oluşacaktır ve kaynak çizgilerinin mukavemeti ve diğer özellikleri çok zayıftır. Ana nedenler aşağıdaki gibi analiz edilir:
10.1 İşleme
① Enjeksiyon basıncı ve hızı çok düşüktür ve kovan sıcaklığı ve kalıp sıcaklığı çok düşüktür, bu da kalıba giren eriyiğin zamanından önce soğumasına ve kaynak çizgilerine neden olur.
② Enjeksiyon basıncı ve hızı çok yüksek olduğunda, püskürtme meydana gelecek ve kaynak çizgileri görünecektir.
③ Plastiğin viskozitesini azaltmak ve yoğunluğu artırmak için dönüş hızı artırılmalı ve geri basınç yükseltilmelidir.
④ Plastikler iyi kurutulmalı ve geri dönüştürülmüş malzemeler idareli kullanılmalıdır. Çok fazla ayırıcı madde kullanılırsa veya kalite düşükse kaynak çizgileri de oluşabilir.
⑤ Sıkıştırma kuvvetini azaltın ve egzozu kolaylaştırın.

10.2 Kalıp Yönleri
① Aynı boşlukta çok fazla geçit varsa, geçit sayısını azaltın veya simetrik olarak ayarlayın ya da mümkün olduğunca kaynak bağlantısına yakın ayarlayın.
② Kaynaklı bağlantıdaki egzoz zayıfsa, bir egzoz sistemi takın.
③ Yolluk çok büyük ve yolluk sistemi yanlış boyutlandırılmış. Eriyiğin kesici uç deliklerinin etrafından akmasını önlemek için geçidi açın veya mümkün olduğunca az kesici uç kullanın.
④ Duvar kalınlığı çok fazla değişiyorsa veya duvar kalınlığı çok inceyse, parçanın duvar kalınlığını tek tip hale getirin.
⑤ Gerekirse, kaynak dikişini üründen ayırmak için kaynak dikişinde bir füzyon kuyusu açın.
10.3 Plastikler
① Plastiğin akışkanlığı zayıfsa veya ısıya duyarlıysa, gerektiği kadar yağlayıcı ve stabilizatör ekleyin.
② Plastik genellikle yabancı maddeler içerir, bu nedenle gerekirse daha kaliteli plastikle değiştirin.
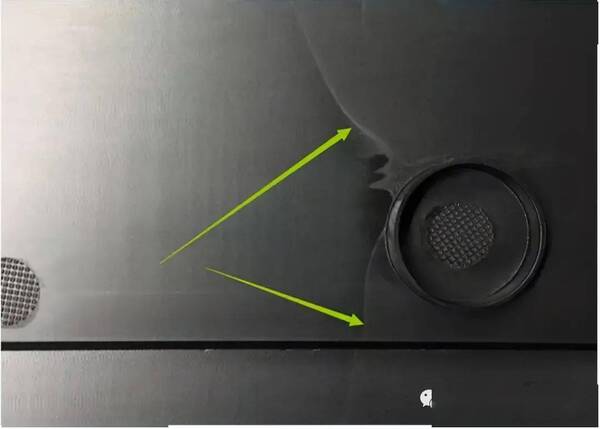
11. Enjeksiyon Kalıplı Ürünlerde Titreşim İzleri
PS gibi sert plastik parçaların kapıya yakın yüzeylerinde bazen titreşim çizgileri olarak adlandırılan bu yoğun dalgalanmalar vardır. Bunun nedeni, eriyik viskozitesi çok yüksek olduğunda ve kalıp durgun bir şekilde dolduğunda, ön malzeme boşluk yüzeyine temas eder etmez hızla yoğunlaşır ve büzülür ve sonraki eriyik büzülmüş soğuk malzemeyi iter ve işleme devam eder. Bu sürekli ileri geri hareket, malzeme akışının ilerlerken yüzey titreşim desenleri oluşturmasına neden olur.
Çözüm
① Namlu sıcaklığını, özellikle nozul sıcaklığını artırmak için kalıp sıcaklığını da artırmalısınız.
② Kalıp boşluğunu hızlı bir şekilde doldurmak için enjeksiyon basıncını ve hızını artırın.
③ Çok fazla direnci önlemek için akış kanalının ve kapının boyutunu artırın.
④ Kalıbın iyi havalandırıldığından ve yeterince büyük bir soğuk sümüklü böcek kuyusuna sahip olduğundan emin olun.
⑤ Parçaları çok ince yapmayın.

12. Enjeksiyon Kalıplı Ürünlerde Şişme ve Kabarcıklanma
Bazı plastik parçalar kalıplandıktan ve kalıptan çıkarıldıktan sonra kısa süre içinde metal ek parçanın arkasında veya özellikle kalın bölgelerde şişme veya kabarcıklanma geliştirecektir. Bunun nedeni, iç basınç etkisi altında tamamen soğutulmamış ve sertleştirilmemiş plastik tarafından salınan gazın genleşmesidir.
Çözüm
① Soğutun. Kalıp sıcaklığını düşürün, kalıbı daha uzun süre açık tutun ve malzemenin kuruma ve işleme sıcaklığını düşürün.
② Enjeksiyon hızını yavaşlatın, kalıplama döngüsünü kısaltın ve akış direncini azaltın.
③ Tutma basıncını ve süresini arttırın.
④ Parça duvarının çok kalın olduğu veya kalınlığın çok değiştiği durumlarda sorunu çözün.

Sonuç
Enjeksiyon kalıplama kusurlar ürün kalitenizi, üretim verimliliğinizi ve genel maliyetlerinizi gerçekten mahvedebilir. Ancak bu kusurlara neyin neden olduğunu bulup düzeltebilirseniz, sürecinizi daha güvenilir hale getirebilir, hurda oranınızı azaltabilir ve sürekli olarak iyi parçalar üretebilirsiniz. Yine de üzerinde çalışmaya devam etmelisiniz. Sürecinizi öylece düzeltip unutamazsınız. Enjeksiyon kalıplama operasyonunuzdan en iyi sonuçları almak için geliştirmeye, bakım yapmaya ve izlemeye devam etmelisiniz.







