 İçeriğe geç
İçeriğe geç 

Giriş: Ayırma çizgisi, kalıbın ürünü çıkarmak için açıldığı çizgidir. Ayırma çizgisinin seçilmesi aynı zamanda kalıp tasarımındaki ilk adımdır. Ürünün şekli, görünümü, et kalınlığı, boyutsal doğruluğu ve kalıp boşluğu sayısı gibi birçok faktörden etkilenir.
Genel ürünler için, ayırma çizgisinin belirlenmesinde herkesin bir sorunu olmadığına inanıyorum. Ancak birçok yan göbek çekimi için veya yastık konumu, çarpışma ve yerleştirme söz konusu olduğunda.

Bunlar tartışmalı konulardır. Nasıl seçileceği bazen basit bir konu değildir. Bu nedenle Zetar Kalıp, ayırma çizgisinin nasıl seçileceği ve ayırma çizgisinin nasıl belirleneceği hakkında konuşacaktır.
Ayrılan Yüzeyin Anlamı
Sözde ayırma, plastik parçanın kalıplama parçasının kalıp çekirdeğini birkaç modüle bölmektir. Modüller arasındaki temas yüzeyine ayırma yüzeyi denir, ayırma yüzeyi olarak da adlandırılır.ayırma çizgisi enjeksiyon kalıplama, kalıp ayırma yüzeyi üzerinde kalıplama sırasında oluşan görünür çizgileri ifade eder. enjeksiyon kalıplama süreci .
Enjeksiyon kalıplamada, ayırma çizgisi konumu kalıbın ayrılmasını ve kalıplanmış parçanın görünümünü belirler. ayırma çizgisi, kalıplanmış parçanın kenarında, çekirdek ve boşluk yüzeyi arasında bulunur. Ayırma çizgisi dikey ayırma çizgisi, kalıp ayırma çizgisi, düz ayırma çizgisi vb. içerir.

Enjeksiyon kalıplama tasarımında, ayırma çizgisi kalıp yarılarının açılma ve kapanma konumunu belirler. ayırma çizgisinin konumu, maça ve boşluğun uyumu ile yakından ilgilidir ve kalıplanmış parçanın görünümünü doğrudan etkiler. Enjeksiyon kalıplama işlemi sırasında, ayırma çizgisi bitmiş ürünün yüzeyinde kalıp tasarımının doğruluğunu yansıtan bir tanık çizgisi oluşturacaktır.
Ayırma Yüzeyleri Türleri
Düzlem Ayırma Yüzeyleri
Bir kalıp üzerindeki ayırma yüzeyleri oldukça yaygın ve basittir. Bunlar sadece kalıbın açıldığı yöne dik olan düzlemlerdir.

Kademeli Ayırma Yüzeyleri
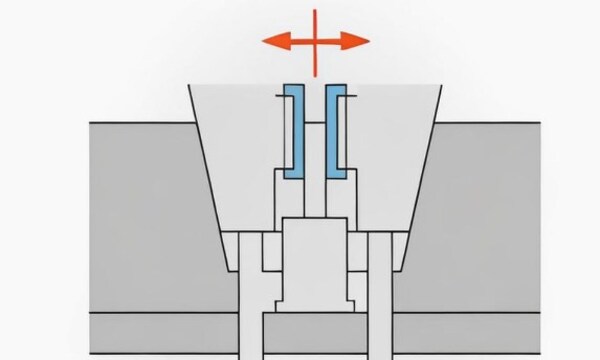
Bazı plastik parçaların özel gereksinimlerine dayanarak, ayırma yüzeyleri kademeli olacak şekilde tasarlanmıştır. Kademeli ayırma çizgileri için, boşluğun bir tarafında büyük bir kuvvet olduğundan, boşluğun her iki tarafında enjeksiyon eksantrik kuvvetleri oluşur ve bu da sabit yarım kalıp ile hareketli yarım kalıp arasında göreceli bir kayma eğilimine neden olur.
Kayma yönü aşağıdaki şekilde gösterilmiştir. Bu nedenle, sığ basamak yüzeyine sahip ayırma yüzeyi (daha büyük dikey çıkıntı alanına sahip taraf) önce seçilmelidir.

Kalıbı kurarken, iki boşluğu simetrik olarak kurduğunuzdan emin olun. Kalıp gövdesinin her iki tarafındaki enjeksiyon basıncını dengeleyin ve kalıp yapısını kompakt hale getirin Kademeli ayırma yüzeyinin kademe farkı çok büyükse, bir yastık konumu tasarlamayı ve yerel olarak kademeli bir ayırma yüzeyi yapmayı düşünün.
Bazı parçaların çok sayıda adımı vardır. Ayırma yüzeyi basamaklı şekle göre tasarlanırsa, ayırma yüzeyi karmaşık hale gelir. Ayırma yüzeyini basitleştirmek için ayırma yüzeyi bir düzlem haline getirilebilir. Dezavantajı ise parçanın görünümünde bir sıkıştırma çizgisi oluşacak olmasıdır. Bu nedenle, bu ayırma yöntemi çoğunlukla iç parçalar için kullanılır.
Pahlı Ayırma Yüzeyi
Kalıplama parçasının ayırma yüzeyine eğim verilir ve eğim boyunca bir sızdırmazlık yüzeyi oluşturulur (kalıptan tasarruf etmek için) ve ardından düzleştirilir (konumlandırma ve veri toplama işlemlerini kolaylaştırmak için).
Parça Yüzeylerinin Seçimi için Temel Prensipler
Ayırma yüzeyinin belirlenmesi karmaşık bir konudur. Ayırma yüzeyi, plastik parçanın enjeksiyon kalıbındaki kalıplama konumundan, dökme sisteminin tasarımından, plastik parçanın yapısal işlenebilirliğinden ve hassasiyetinden, kesici ucun konumundan ve şeklinden ve ayrıca çıkarma yönteminden etkilenir, enjeksiyon kalıplama Kalıp imalatı, egzoz, operasyon süreci ve diğer faktörler ayırma yüzeyinin seçimini etkiler.
Bu nedenle, ayırma yüzeyi seçilirken kapsamlı bir analiz ve karşılaştırma yapılmalıdır. Genel olarak, ayırma yüzeyi seçilirken aşağıdaki temel ilkelere uyulmalıdır:

Kalıptan Çıkarma Gerekliliklerini Karşılamalıdır
Tipik olarak, plastik parçanın mümkün olduğunca açıldığında kalıbın hareketli tarafında kalmasını istersiniz. Bu, kalıbın hareketli tarafındaki ejektör mekanizmasının çalışmasına yardımcı olur. Aksi takdirde, parça küçüldükten sonra kalıbın sabit tarafında kalırsa, kalıbın sabit tarafına bir ejektör mekanizması koymanız gerekir, bu da kalıbı daha karmaşık hale getirir.
Kalıp açıldıktan sonra parça kalıbın hareketli yarısında kalır ve plastik parça enjeksiyon makinesinin çıkarma sistemi ve enjeksiyon kalıbının çıkarma mekanizması ile çıkarılabilir.
Bazen, plastik parçaları hareketli kalıbın yanında tutan bir ayırma hattı seçseniz bile, farklı konumlar yine de enjeksiyon kalıbı yapısının karmaşıklığını ve plastik parçaların istiflenmesinin zorluğunu etkileyecektir. plastik parçalar ayırma hattından sonra hareketli kalıp üzerinde kalsa bile, delik aralığı küçük olduğunda etkili bir çıkarma mekanizması kurmak zordur.
Kurabilseniz bile, gerekli fırlatma kuvveti büyüktür, bu da enjeksiyon kalıbı yapısının karmaşıklığını artıracak ve plastik parçaların eğrilmesi ve açılması gibi kötü sonuçlara kolayca neden olacaktır. bir fırlatma mekanizması olarak hareketli kalıp üzerinde sadece basit bir fırlatma plakası ayarlamak daha mantıklıdır.
Basitleştirilmiş Kalıp Yapısı Dikkate Alınmalıdır
Yan özellikler için yapısal doğruluk gereksinimleri yüksek değilse, yan maça çekme (kaydırıcı) mekanizmasını kullanmaktan kaçınmaya çalışın, kalıp yapısını basitleştirin, kalıp boyutunu azaltın ve kalıp maliyetini bir dereceye kadar azaltın. Yan maça çekme (kaydırıcı) mekanizmasını kullanmaktan kaçınamıyorsanız, mümkün olan en kısa yan maça çekme mesafesine izin veren ve kalıbın boyutunu azaltan bir ayırma hattı seçin.

Ayrıca, sıkıştırma kuvveti büyük olduğu için büyük maçanın kalıp açma yönünde olduğundan emin olun. Yan mekanizma ile kalıbın yan tarafındaysa, kalıptan çıkarmak kolay değildir.
Plastik Parçaların Hassasiyet Gereksinimlerini Sağlayın
Ayırma yüzeyine dik yöndeki yükseklik boyutunun yüksek hassasiyet gereksinimleri varsa veya şekil veya iç deliğin yüksek koaksiyellik gereksinimleri varsa, hassasiyetini sağlamak için mümkün olduğunca aynı yarım kalıp boşluğuna yerleştirilmelidir.

Plastik parça için yüksek hassasiyet gerektiren kalıp yüzeyi, ayırma yüzeyi tarafından bölünürse, kalıp bağlama kuvvetinin etkisiyle izin verilemeyecek şekil ve boyut sapmalarına neden olabilir ve plastik parça gerekli hassasiyet gereksinimlerini karşılayamadığı için hurdaya ayrılabilir.
Plastik Parçaların Görünüm Kalitesi Gereksinimlerini Karşılayın
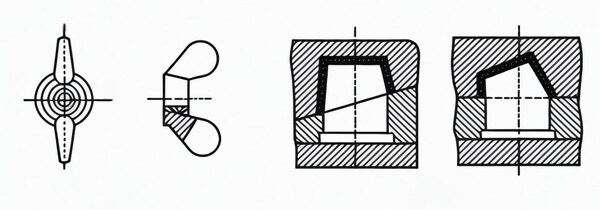
Ayırma çizgisini seçerken, plastik parçanın görünüm kalitesini etkilemekten kaçınmalıdır. Aynı zamanda, ayırma çizgisinde oluşan parlamanın kesilmesinin kolay olup olmadığını da göz önünde bulundurmak gerekir.
Mümkünse, ayırma çizgisinde parlama yapmaktan kaçının. Yuvarlatılmış köşede parlama zordur ve plastik parçanın görünümünü etkileyecektir: Yuvarlatılmış köşede parlama kolaydır ve plastik parçanın görünümünü etkilemez.
İşlenmesi ve Üretilmesi Kolay Enjeksiyon Kalıpları
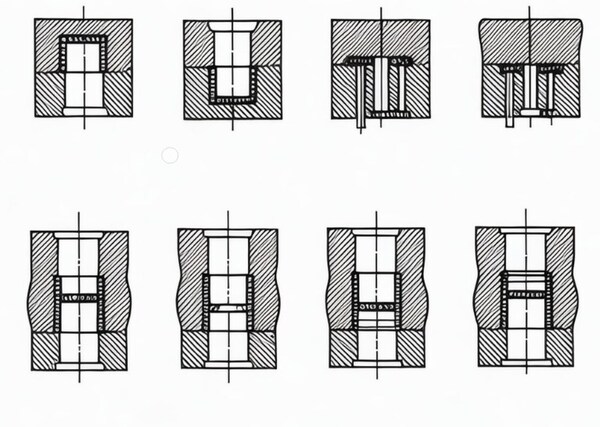
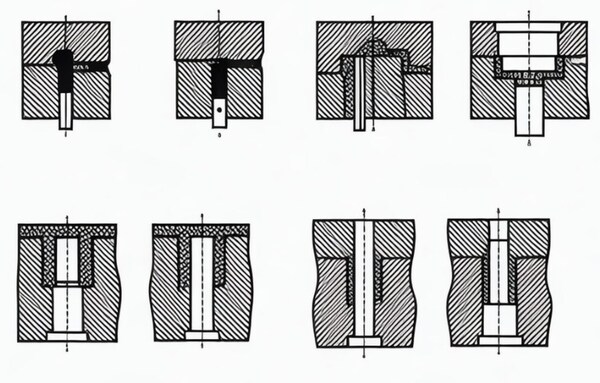
Enjeksiyon kalıplarının işlenmesini ve üretimini kolaylaştırmak için, düz bir ayırma yüzeyi veya işlenmesi kolay bir ayırma yüzeyi seçmeye çalışın. Düz bir ayırma yüzeyi kullanırsanız, plastik parçanın alt ucunun şekli itme çubuğu üzerinde yapılır.
Bu itme çubuğunun işlenmesi zordur ve montaj sırasında dönmeyi önleyici tedbirler alınmalıdır. Aynı zamanda yanal kuvvetten zarar görecektir Kademeli bir ayırma yüzeyi kullanırsanız, işlenmesi kolaydır, ancak maça ve kalıp amininin işlenmesi zordur. Eğimli bir ayırma yüzeyi kullanırsanız, işlenmesi daha kolaydır.
Plastik Parçanın Kalıp Ayırma Yüzeyindeki İzdüşüm Alanını Azaltın
Bir enjeksiyon kalıbının ayırma yüzeyini tasarlarken, enjeksiyon makinesi genellikle kalıplama alanını ve ilgili enjeksiyon kalıbı için izin verilen nominal sıkıştırma kuvvetini belirtir. enjeksiyon kalıplama süreciKalıbın ayırma yüzeyindeki plastik parçanın öngörülen alanı izin verilen kalıplama alanını aşarsa, kalıp genişleyecek ve taşacaktır.

Bu sırada, enjeksiyon kalıplama için gereken kelepçeleme kuvveti de nominal kelepçeleme kuvvetini aşacaktır. Bu nedenle, kalıbı güvenilir bir şekilde sıkıştırmak ve kalıp genleşmesini ve taşmasını önlemek için, ayırma yüzeyi seçilirken plastik parçanın ayırma yüzeyindeki yansıtılan alanı en aza indirilmelidir.
Kalıbın ayırma yüzeyindeki plastik parçanın yansıtılan alanı büyükse, kalıbın kenetleme güvenilirliği zayıftır; ayırma yüzeyi kullanılıyorsa, kalıbın ayırma yüzeyindeki plastik parçanın yansıtılan alanı küçüktür, bu da kalıbın kenetleme güvenilirliğini sağlar.
Egzoz Etkisinin İyileştirilmesine Elverişlidir
Ayırma yüzeyi, boşluk doldurulduğunda plastik eriyik akışının sonunun bulunduğu boşluğun iç duvar yüzeyine mümkün olduğunca yakın olmalıdır. Egzoz etkisi zayıftır: yapı, enjeksiyon işlemi sırasında egzoz için faydalıdır, bu nedenle ayırma makuldür.

Boşluk Derinliğini En Sığ Hale Getirin.
Kalıp boşluğu boyutunun derinliğinin kalıp yapısı ve imalatı üzerinde üç etkisi vardır: Şu anda kalıp boşluğunu yapma yöntemimiz çoğunlukla EDM'dir. Boşluk ne kadar derin olursa, yapılması o kadar uzun sürer, bu da kalıp yapım sürecini yavaşlatır ve daha fazla paraya mal olur Kalıp boşluğunun derinliği kalıbın kalınlığını etkiler. Boşluk ne kadar derin olursa, hareketli ve sabit kalıplar o kadar kalın olur.
Bir yandan işleme daha zordur; Öte yandan, çeşitli enjeksiyon makinelerinin kalıbın maksimum kalınlığı üzerinde belirli kısıtlamaları vardır, bu nedenle boşluk derinliği çok büyük olmamalıdır Boşluk ne kadar derin olursa, aynı taslakta aynı boyuttaki üst ve alt uçlar arasındaki gerçek boyut farkı o kadar fazla olur.

Belirtilen boyutsal tolerans kontrol edilecekse, taslak azaltılmalıdır, bu da plastik parçanın çıkarılmasını zorlaştıracaktır. Bu nedenle, ayırma yüzeyini seçerken, boşluk mümkün olduğunca sığ olmalıdır.
Yanal Maça Çekme Mekanizmasını Hareketli Kalıbın Yan Tarafına Yerleştirin
Ayırma yüzeyini tasarlarken enjeksiyon kalıbıPlastik parçanın yandan çekilmesi gerekiyorsa, yanal maçanın kolay yerleştirilmesini ve maça çekme mekanizmasının düzgün çalışmasını sağlamak için, ayırma yüzeyi seçilirken en sığ ayırma yüzeyi seçilmelidir.

Ardından maça çekme yönü olarak deliği veya kısa yanal dışbükeyi kullanın. Daha derin deliği veya daha yüksek dışbükeyi kalıbı açma ve kapama yönünde yerleştirin. Yanal maça çekme mekanizmasını hareketli kalıbın yan tarafına yerleştirmeye çalışın.
Ayırma Yüzeyini Belirleme Yöntemleri
Simülasyon Montaj Yöntemi
Montajı simüle etme yöntemi, kalıbın ayrılma yüzeyini belirlemek için modül yapısına ve plastik parça yapısına göre montajı simüle etmektir. Belirli adımlar aşağıdaki gibidir: Önce modül yapısını ve plastik parça yapısını yerleştirin ve kalıbın genel yapısını elde etmek için bunları kilitleyin.
Plastik parçanın yapısındaki bileşenleri ayırma yüzeyinin gereksinimlerine göre (kalıplama sırası ve kalıptan çıkarma yönü gibi) bölün ve modül yapısındaki ilgili parçaları işaretleyin.

Her bir bileşenin ekstrüzyonu, döndürülmesi ve eğilmesi ile ayırma yüzeyinin konumu ve yönü belirlenir ve nihayetinde kalıp ayırma yüzeyi elde edilir.
Kopyalama Yöntemi
Kopyalama yöntemi, plastik parça yapısının her bir bileşenini akrilik bir plaka ile kopyalamak ve daha sonra tüm kalıp yapısını elde etmek için kalıplama sırasına göre belirli bir düzende düzenlemek ve ardından kalıp ayırma yüzeyini karşılaştırarak belirlemektir. Belirli adımlar aşağıdaki gibidir:

Plastik parça yapısının her bir bileşenini bir akrilik plaka ile kopyalayın, bunları bir kalıplama sırasına göre düzenleyin ve her bir bileşen üzerindeki sırayı ve yönü işaretleyin. Karşılaştırma yaparak ayırma yüzeyinin konumunu ve yönünü belirleyin.
Şematik Diyagram Yöntemi
Şematik diyagram yöntemini kullanmanın yolu, ayırma yüzeyini belirlemek için plastik parçanın kesit görünümü ile kalıbın düzlem görünümünü eşleştirmektir. Belirli adımlar aşağıdaki gibidir:

Plastik parçayı ikiye böldüğünüzde neye benzediğini gösteren bir çizim yapın. Farklı parçaları etiketleyin ve nasıl yapıldıklarını gösterin. Kalıbın üstten görünümüne bakın ve çizimle eşleşen görünümü bulun. Bu görünümde, kalıp parçalarının şeklini ve yerini çizin ve kalıbın nereye bölüneceğine karar verin.
Bilgisayar Destekli Tasarım
CAD, sanal kalıplama işlemine dayalı bilgisayar simülasyonu yoluyla her bir parçayı ayırmak ve ardından ayırma yüzeyini belirlemektir. Belirli adımlar aşağıdaki gibidir: Plastik parçanın yapısını ve modül yapısını çizmek, montajı simüle etmek ve parçaları kalıplama sırasına göre ayırmak için bilgisayarı kullanın.
Her bir parçanın ekstrüzyonu, dönüşü ve eğilmesinin bilgisayar simülasyonu ile, ayırma yüzeyinin konumunu ve yönünü belirleyin ve son olarak kalıp ayırma yüzeyini elde edin.

Özet
Kalıbın nereye bölüneceğine karar vermek büyük bir meseledir. Kalıbın nasıl çalıştığını, ne kadara mal olduğunu ve parçaların ne kadar iyi olduğunu etkiler. Ayırma yüzeyi düzlemlere, basamaklı yüzeylere, eğimli yüzeylere ve Kavisli yüzeye ayrılabilir.
Bölme çizgisini seçerken, parçanın neye benzediğini, kalıptan nasıl çıktığını, kalıbın yapımının ne kadar zor olduğunu ve işlenmesinin ne kadar kolay olduğunu düşünmeniz gerekir. Doğru ayırma çizgisini seçerseniz, kalıbı daha iyi hale getirebilir, parçaları daha hızlı yapabilir ve daha iyi parçalar üretebilirsiniz.







