 İçeriğe geç
İçeriğe geç 

Doğru enjeksiyon kalıplama makinesi tonajının seçilmesi, kaliteli plastik parçaların üretilmesinde ve üretimin optimize edilmesinde kritik bir faktördür. Bu makalede, uzmanların bir enjeksiyon kalıplama makinesi seçme ilkelerini nasıl tanımladıklarını ve gerçek ihtiyaçlarınıza göre makinenin gerekli tonajını belirlemek için hangi hesaplama yöntemlerinin gerekli olduğunu açıklayacağız.

Enjeksiyon Kalıplama Makinesi Tonajının Tanımı
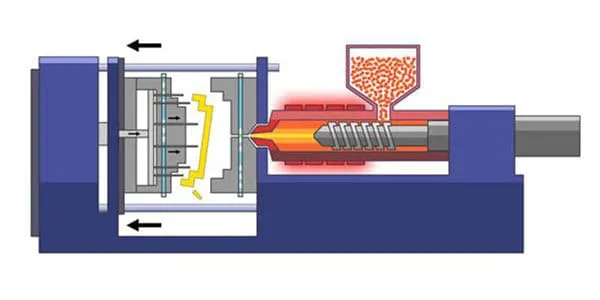
Bir enjeksiyon kalıplama makinesinin boyutundan bahsettiğinizde, makinenin enjeksiyon sırasında kalıbı kapalı tutmak için kullandığı maksimum kuvvet olan sıkıştırma kuvvetinden bahsediyorsunuz demektir. Sıkıştırma kuvveti genellikle ton basınç olarak belirtilir; tonaj ne kadar büyükse makine de o kadar büyüktür. Sıkıştırma kuvveti önemlidir çünkü enjeksiyonla kalıplanmış parçaların kalitesini ve üretkenliğini doğrudan etkiler. Doğru tonajın seçilmesi ayrıca enjeksiyon işlemi sırasında kalıbın kapalı kalmasına yardımcı olarak parlama ve kötü parçalar gibi sorunların en aza indirilmesine yardımcı olur.

Enjeksiyon Makinesi Tonajı Seçiminde Temel Faktörler
Hangi boyutta olduğunu bulmaya çalışırken enjeksiyon kalıplama Uygulamanız için ihtiyacınız olan makine, göz önünde bulundurmanız gereken bir dizi faktör vardır. Yaptığınız parçanın boyutunu ve tasarımını, kalıpta kaç tane boşluk olacağını, ne tür bir malzeme enjekte edeceğinizi, enjekte etmek için ne kadar basınca ihtiyacınız olacağını, yolluk tasarımının nasıl olacağını ve nihai parça için ne tür doğruluk ve kalite standartlarına sahip olduğunuzu düşünmeniz gerekir. Bu faktörlerin her birini biraz daha ayrıntılı olarak inceleyeceğim.
Ürün Boyutu, Ağırlığı ve Yapısı
- Ürün Boyutu: Tonaj, ürünün temel parametrelerini belirleyen şeydir. Ürünün boyutu uzunluğu, genişliği ve yüksekliği ile belirlenir ve kelepçenin boyutunu ve dolayısıyla ihtiyaç duyulan sıkma kuvvetini belirler. Daha büyük ürünler, düzgün bir şekilde kapanması ve enjeksiyon sırasında erimiş plastiğin sızmasını önlemek için kalıba daha fazla baskı uygular, bu nedenle daha yüksek sıkıştırma kuvvetine ihtiyaç duyar.
- Ürün Ağırlığı: Enjeksiyon kalıplama makinesinin enjeksiyon basıncı, enjeksiyon kalıplama makinelerinin tonajıyla doğru orantılıdır ve vida çapının yanı sıra malzeme çerçevesi tarafından belirlenir. Her şey göz önünde bulundurulduğunda, öncelikle ürünün ağırlığının belirtilmesi gerekir. Geleneksel olarak, tek ürün ağırlığı 50 gramın altındaysa, tonajı 50T'nin altında olan bir makine gerektirecektir. Ağırlığı 100 gramdan fazla olan ürünler için ise tonajı 100T'nin üzerinde olan bir makinenin kullanılması gerekir.
- Ürün Yapısı: İhtiyacınız olan sıkıştırma kuvvetinin türünü etkileyebilecek bir başka şey de ürünün ne kadar karmaşık olduğudur. Karmaşık ürünlerde plastiğin doldurması gereken çok sayıda farklı şekil vardır. Dolayısıyla tüm bu şekilleri doldurmak için daha fazla enjeksiyon basıncına ihtiyacınız vardır. Bu da kalıbı kapalı tutmak için daha fazla sıkıştırma kuvvetine ihtiyacınız olduğu anlamına gelir. Örneğin, içinde ince duvarlar veya kıvrımlar olan bir parçanız varsa, plastiğin tüm yolu doldurduğundan emin olmak için daha fazla sıkıştırma kuvvetine ihtiyacınız vardır.

Kalıp Boyutu ve Boşluk Sayısı
- Kalıp Boyutu: Eğer kalıp büyükse, bu onu sıkıştırmak için çok fazla basınca ihtiyacınız olduğu anlamına gelir. Enjekte ederken açılmalarını önlemek için daha büyük kalıpları daha sert kelepçelemeniz gerekir. Kalıp boyutu, kalıbın ne kadar uzun, geniş, yüksek ve ağır olduğudur ve ne kadar tonaja ihtiyacınız olduğunu anlamak için bunu bilmeniz gerekir.
- Kalıp Boşluğu Sayısı: Kalıptaki boşluk sayısı, kalıbın iki yarısını kapatmak için gereken sıkıştırma kuvvetini etkiler. Tek gözlü kalıp tasarımları genellikle daha basittir ve yalnızca bir kalıp parçasına sıkıştırma kuvveti uygularken, çok gözlü kalıplar aynı anda doldurulan birkaç boşluğa sıkıştırma kuvveti uygular. Çok gözlü kalıplar üretkenliği artırır, ancak önemli ölçüde daha fazla sıkıştırma kuvveti gerektirir. Genel olarak, ne kadar çok boşluk varsa, kalıbı düzgün bir şekilde kapatmak için o kadar fazla sıkıştırma kuvveti gerekir.

Malzeme Türü
- Malzeme Akışkanlığı: Ayrıca, bazı plastiklerin özellikle eritildiklerinde farklı akış özelliklerine sahip olduklarına dikkat etmek önemlidir. Bunun nedeni, PP ve PE gibi iyi akışkanlığa sahip malzemelerde enjeksiyon basıncının sıkıştırma kuvvetini negatif yönde belirlemesidir. Öte yandan, PC ve POM gibi nispeten zayıf akış özelliklerine sahip malzemeler daha yüksek enjeksiyon basınçları gerektirir ve bu da basıncı dengelemek için daha yüksek kelepçe kuvveti gerektirir.
- Malzeme Çekme Oranı: Plastik malzemelerin büzülme oranı da gereken sıkıştırma kuvvetini etkiler. Malzeme yüksek bir büzülme oranına sahipse, soğutma sırasında yüksek büzülme gerilimi yaratacak, bu da kalıbı kapalı tutmak ve parçanın bozulmadan oluşmasına izin vermek için yüksek bir sıkıştırma kuvveti gerektirecektir.
- Malzeme Kristalliği: Bazı termoplastikler, kalıpları kapatmak ve yüksek kaliteli kristal berraklığında ürünler vermek için yüksek enjeksiyon basıncına ve sıkıştırma kuvvetine ihtiyaç duyar. Kural olarak, amorf malzemeler söz konusu olduğunda sıkıştırma kuvveti kristal olanlara uygulanandan daha düşüktür.

Enjeksiyon Basıncı ve Yolluk Tasarımı
- Enjeksiyon Basıncı: Enjeksiyon basıncı ise enjeksiyon vidasının erimiş plastiği kalıba enjekte ederken uyguladığı basınçtır. Enjeksiyon basıncı miktarı, ihtiyaç duyulan sıkıştırma kuvvetini de etkiler. Bu basitçe, presleri aşağı itmek için kullanılan toplam AOSC kuvvetinin toplam pres sayısına bölünmesiyle elde edilir. Yüksek enjeksiyon basıncı, kalıbı açılmayacak şekilde sıkıştırmak ve böylece yüksek doğrulukta, yüksek kaliteli ürünler üretmek için daha yüksek sıkıştırma kuvveti gerektirir.
- Koşucu Tasarımı: Yolluk tasarımında başarılı olmak için, enjeksiyon basıncını büyük ölçüde artırabileceğini veya başka bir deyişle gereken sıkıştırma kuvvetini azaltabileceğini bilmeniz gerekir. Yolluk tasarımında, kapı konumları ve geometrileri, yolluk kesit alanları ve yolluk soğutması gibi faktörlerin tümü kritik öneme sahiptir. Yolluk tasarımını optimize etmek için enjeksiyon kalıplama süreci kontrolü, yolluk tasarımı, erimiş plastiğin tüm boşluklara eşit olarak dağılmasını kolaylaştırmalı, böylece basınç kaybını azaltmalı ve son üründe daha iyi çıktı sağlamalıdır.
Ürün Hassasiyeti ve Kalite Gereklilikleri
- Hassas Ürünler: Nihai ürünlerin hassasiyet gereksinimleri arttıkça, sıkıştırma basıncının da buna uygun olarak daha yüksek olması gerekir. Bunun nedeni, yetersiz sıkıştırma kuvvetinin enjeksiyon sırasında kalıbın açılmasına izin vererek malzeme parlamasına yol açması ve bitmiş ürünün boyutsal doğruluğunu ve estetiğini tehlikeye atmasıdır. Parçalar, elektronik cihazlar veya herhangi bir tıbbi ekipman için muhafaza gibi hassas bir şekilde tasarlandığında, kelepçe kuvveti gereksinimi daha kritik olacaktır.
- Ürün Kalitesi: Yüksek hassasiyetli endüstrilere yönelik ürünler, ürüne çok fazla baskı uygulamak ve delikler oluşmasını önlemek için daha fazla sıkıştırma kuvvetine ihtiyaç duyar. Yeterli basınca sahip değilseniz kabarcıklar, çukurlar ve kaynak çizgileri oluşur. Dolayısıyla, iyi parçalar yapmak istiyorsanız ve size az önce söylediklerime dayanarak, daha büyük bir makine alarak basıncı artırabilirsiniz.

Malzeme Dolum Davranışı ve Proses Koşulları
- Malzeme Dolum Davranışı: Bu, enjeksiyon sürecinde kullanılan bazı malzemelerin farklı olduğu ve dolayısıyla farklı dolum modellerine sahip olduğu anlamına gelir. Örnek olarak, farklı şekillerde akma eğiliminde olan kalıplama malzemeleri, kalıp içinde farklı basınç noktalarına yol açacak ve böylece düzgün kalıp kapanmasını sağlamak veya lokalize kalıp açılmasını önlemek için daha yüksek bir sıkıştırma basıncına ihtiyaç duyulacaktır.
- İşlem Koşulları: Enjeksiyon koşulları, enjeksiyon kalıplama prosesinde proses için gereken sıkıştırma kuvvetini etkileyen enjeksiyon hızı, bekletme süresi ve soğutma süresini içerir. Daha yüksek enjeksiyon hızları ve daha kısa soğutma süreleri genellikle enjeksiyon sırasında daha fazla basınç anlamına gelir, bu da daha fazla sıkıştırma kuvveti gerektiği anlamına gelir. Makine tonajını ve bu proses koşullarını göz önünde bulundurmanız gerekir.

Küf Sıcaklığı ve Çevresel Faktörler
- Kalıp Sıcaklığı: Bu, kalıba uyguladığınız sıcaklığın ne kadar sıkıştırma kuvvetine ihtiyacınız olduğu konusunda büyük bir fark yarattığını söylemenin süslü bir yoludur. Yüksek sıcaklıktaki kalıplar, sıcaklık değişimleri ve erimiş malzemeden kaynaklanan basıncın neden olduğu genleşme ve büzülmeye karşı koymaya yardımcı olmak için genellikle daha fazla sıkıştırma kuvvetine ihtiyaç duyar. Düşük sıcaklıklarda çalışmak üzere yapılan kalıplar, plastiği içine çektiğinizde çok fazla sıkıştırma kuvvetine ihtiyaç duymaz.
- Çevresel Faktörler: İlgili diğer faktörler arasında üretim ortamının sıcaklığı ve nemi yer alır. Bu faktörler enjeksiyon kalıplama makinesinin çalışma koşullarını ve gerekli bağlama kuvvetini etkiler. İş parçası malzemesinin ısı ve nem koşulları akış direncini değiştirebilir ve bu nedenle gereken sıkıştırma kuvvetini artırabilir. Sıcaklık ve nem düşükse, beton büyük miktarda sıkıştırma kuvveti gerektirmeyebilir.

Sıkıştırma Kuvveti için Hesaplama Yöntemi
Dolayısıyla, iyi parçalar yapmak için bir enjeksiyon kalıplama makinesinde ne kadar sıkıştırma kuvvetine ihtiyacınız olduğunu etkileyebilecek birkaç şey vardır. İşte ne kadar sıkıştırma kuvvetine ihtiyacınız olduğunu anlamanıza yardımcı olacak adım adım bir kılavuz:
Temel Bilgileri Anlayın
Sıkıştırma Kuvveti: Sıkıştırma kuvveti, makinenin enjeksiyon sırasında kalıbı kapalı tutmak için ne kadar sert sıktığıdır. Kalıbın, içeri giren plastiğin basıncından dolayı açılmadığından emin olmak gerçekten önemlidir.

Anahtar Parametreleri Belirleyin
Sıkıştırma kuvvetinin hesaplanmasını etkileyen çeşitli faktörler vardır: Sıkıştırma kuvvetinin hesaplanmasını etkileyen çeşitli faktörler vardır:
Öngörülen Alan (A): Kalıp boşluğunun parçanın yapılacağı kısmı.
Enjeksiyon Basıncı (Pi): Erimiş plastiği kalıp boşluklarına itmek için kullanılan kuvvet ve süreç boyunca ihtiyaç duyulan diğer basınçlar.

Öngörülen Alanı (A) Hesaplayın
Yansıtılan alanı hesaplamak için parçanın geometrisini bilmeniz gerekir. Eğer basit bir dikdörtgense, sadece uzunluğu genişlikle çarparsınız. Daha karmaşıksa, daha basit şekillere ayırmanız ve alanlarını toplamanız gerekebilir.
Formül: Öngörülen Alan (A)=Uzunluk×Genişlik
Enjeksiyon Basıncını (Pi) Belirleyin
Enjeksiyon basıncının da malzemenin türüne ve kalıplama sürecindeki kesin gereksinimlerine bağlı olarak dalgalanmasına izin verilir. Genellikle malzeme tedarikçisi tarafından belirtilir veya ısıl işlem koşulları kullanılarak tahmin edilebilir.

Sıkıştırma Kuvvetini (Fc) Hesaplayın
Enjeksiyon sırasında kalıbı kapalı tutmak için gereken sıkıştırma kuvveti aşağıdaki formül kullanılarak hesaplanır: Sıkıştırma Kuvveti (Fc)=Projekte Edilen Alan (A)×Enjeksiyon Basıncı (Pi)
Hesaplama Örneği
Aşağıdaki parametreleri varsayarak:
- Öngörülen Alan (A): 100 inç kare
- Enjeksiyon Basıncı (Pi): 5000 psi
Formülü kullanarak: Sıkıştırma Kuvveti (Fc)=100 in2×5000 psi
Sıkıştırma Kuvveti (Fc)=500.000 lbs
Bu da enjeksiyon sırasında kalıbı kapalı tutmak için 500.000 poundluk bir sıkıştırma kuvvetine ihtiyaç duyulduğu anlamına gelmektedir.

Güvenlik Faktörü
İşleme koşullarındaki değişiklikleri hesaba katmak ve kalıbın güvenli bir şekilde kapalı kalmasını sağlamak için hesaplamaya bir güvenlik faktörü dahil edilmesi önerilir. En temel güvenlik önlemlerinden biri, hesaplanan kuvvetin 1,1 ila 1,5 katıdır.
Son Değerlendirmeler
Malzeme Özellikleri: Kalıbın sıkıştırma kuvveti, enjekte edilen malzemenin türüne ve farklı basınç aralıklarına bağlı olacaktır.
Kalıp Tasarımı: Karmaşık kalıplarda, boşluk sayısının sıkma kuvveti hesaplamalarında bir değişiklik gerektirebileceğini unutmamak önemlidir.
Sıkıştırma kuvvetini belirlerken amaç, kalıbın düzgün kapanmamasından kaynaklanabilecek parlama gibi diğer sorunlar olmadan iyi parçalar üretmek için doğru sayıyı elde etmektir. Daha iyi rakamlar elde etmek için ekipman üreticileriyle veya bu konuda çok şey bilen kişilerle konuşabilirsiniz.

Enjeksiyon Makinesi Tonajını Seçmek İçin Öneriler
Söz konusu olduğunda enjeksiyon kalıplama makinelerinde ihtiyacınız olan tonaj birkaç şeye bağlıdır. Yaptığınız parçanın boyutunu, kaç tane yapacağınızı ve ne tür malzeme kullanacağınızı düşünmeniz gerekir. İşte düşünmeniz gereken bazı şeyler:
Ürün Boyutuna Göre Tonaj Seçimi: Küçük parçalar yapıyorsanız, muhtemelen 25 ila 80 tonluk bir makine kullanacaksınız. Orta büyüklükte parçalar yapıyorsanız, 80 ila 180 tonluk bir makineye ihtiyacınız olacaktır. Büyük parçalar yapıyorsanız, 180 ila 500 ton kapasiteli bir makineye ihtiyacınız olacaktır. Ancak emin olmak için her zaman parçanızın boyutlarını kontrol etmelisiniz.

Üretim Hacmine Dayalı Tonaj Seçimi: Birçok şirketin verimli olmak ve işçilik maliyetlerini düşük tutmak için kısa sürede çok sayıda parça üretmesi gerekir. Eğer bu sizseniz, çok fazla tonajlı bir makineye ihtiyacınız olacaktır.
Malzemeye Göre Tonaj Seçimi: Farklı plastiklerin farklı yapıları ve yoğunlukları vardır. Bu da farklı malzemeler için farklı tonaj aralıklarına ihtiyacınız olacağı anlamına gelir. Farklı malzemeler için hangi tonaja ihtiyacınız olduğunu size söyleyebilecek bir satış elemanı veya üretici bulmanız gerekir.

Gerçek Uygulamalarda Pratik Hususlar
Bir enjeksiyon kalıplama makinesinin tonajını seçerken aşağıdakileri de göz önünde bulundurmalısınız:
Marj bırakın: Tonajı seçerken, ihtiyacınız olandan biraz daha fazlasını seçebilirsiniz, böylece üretimde herhangi bir sorun yaşarsanız, yine de kullanabilirsiniz. Örneğin, malzeme dalgalanırsa veya kalıp sıcaklığı dalgalanırsa, daha fazla sıkıştırma kuvvetine ihtiyacınız olacaktır.
Kalıp Tasarımı ve İşleme Hassasiyeti: Sıkıştırma kuvveti, kalıbın tasarımından ve işlenmesinden etkilenir. Aynı hassasiyete sahipseniz, metal presleme kalıbı sıkıştırma kuvvetini eşit olarak dağıtacaktır, bu nedenle makine için daha az tonaja ihtiyacınız olacaktır.

Enjeksiyon Kalıplama Makinelerinin Performansı ve Kararlılığı: Farklı şirketler ve üreticiler farklı tipte enjeksiyon kalıplama makineleri kullanır ve bunların performans ve stabiliteleri farklıdır. Tonajı seçerken, makineyi kolayca kullanabilmeniz için makinenin genel performansını ve dengesini göz önünde bulundurmalısınız.
Üretim Ortamı: Üretim sürecindeki sıcaklık ve nem kontrol edilebilir faktörlerdir ve enjeksiyon kalıplama makinesini kullanma dinamiklerini ve sıkıştırma kuvvetini etkileyecektir. Makinenin çalışma parametrelerini iyi ayarlamalı ve üretiminize uygun tonajı seçmelisiniz.

Gelecek Trendleri
Enjeksiyon kalıplama, her türlü malzemenin yapımında sektörde en yaygın kullanılan üretim teknolojilerinden biridir. As enjeksi̇yon kaliplama teknoloji̇si̇ ilerledikçe, giderek daha fazla enjeksiyon kalıplama makinesi akıllı ve otomatik hale gelecektir. Makinenin doğru tonajına ilişkin karar daha çok hesaplama ve simülasyon teknolojileri tarafından verilecektir. Enjeksiyon kalıplamanın gelişimindeki bir diğer önemli eğilim de çevre koruma ve enerji tasarrufudur. Örneğin, enerji tasarruflu ve yüksek verimli enjeksiyon kalıplama makineleri piyasada giderek daha popüler hale gelmektedir.

Sonuç
Ne kadar büyük bir enjeksiyon kalıplama makinesine ihtiyacınız olduğunu bulmak kolay değildir. Dikkate alınması gereken pek çok faktör vardır. Parçanızın ne kadar büyük ve kalın olacağını, kalıbın ne kadar büyük olduğunu, ne tür bir malzeme kullandığınızı ve plastiği enjekte etmek için ne kadar basınç kullanacağınızı düşünmeniz gerekir. Eğitimli bir tahminde bulunarak ve biraz sağduyu ve üretimin temel ilkelerini kullanarak ve deneyiminizi kullanarak, işiniz için doğru türde ve boyutta makineyi seçebilir, böylece ihtiyacınız olan parçaları üretebilir ve bunları doğru yapabilirsiniz. Umarım bu makale sizin ve şirketinizin daha iyi parçalar yapmanıza yardımcı olur. enjeksiyon kalıplama Makineler.






