 Перейти к содержанию
Перейти к содержанию 
Пользовательские PA46 литья под давлением завод
Руководство по производству и проектированию литья под давлением PA46

Ресурсы для Полное руководство по литью под давлением PA46
Что такое PA46?
Полибутилен адипамид, также известный как полиамид 46, или нейлон 46, или сокращенно PA46, - это устойчивый к высоким температурам полиамидный инженерный пластик. Он известен своей высокой термической стабильностью, высокой химической стойкостью, хорошей теплопроводностью, хорошей термостойкостью, хорошими механическими свойствами, сверхнизким водопоглощением и стабильностью размеров. Температура длительного использования PA46 составляет 160 ˚C, а кратковременная термостойкость еще выше. Эти свойства делают его очень полезным в областях, требующих высокой термостойкости и прочности, таких как автомобильные детали, электроника, самолеты и механическое оборудование.
PA46 изготавливается путем смешивания дибутилового амина и адипиновой кислоты. Он имеет особую химическую структуру, которая делает его очень твердым и не способным впитывать воду. Химическая цепочка PA46 более регулярна и упакована лучше, чем у других полиамидов.
Это облегчает создание действительно прочной кристаллической структуры при производстве, что делает его более прочным и лучше переносящим тепло. Кроме того, при изготовлении PA46 нужно быть очень внимательным к тому, насколько он горяч, насколько велико давление и какие материалы вы используете для его изготовления. Таким образом, вы можете быть уверены, что он достаточно хорош для того, что вы хотите с ним сделать.
Полиамид (PA) Семейство:
К материалам серии PA относятся PA6, PA66, PA610, PA612, PA1010, PA11, PA12, PA6T, PA9T, ароматический амид MXD-6 и т.д., а также PA46. ПА (полиамид), широко известный как нейлон, представляет собой полимер с длинными цепочками амидных групп. Он обладает превосходными механическими свойствами, износостойкостью, самосмазыванием и химической инертностью.
Существует множество видов нейлона, таких как PA6, PA 66, PA510, PA11, PA12 и др. Они широко используются в автомобильных деталях, электронных приборах и т.д. Например, нейлон 6 (PA6) и нейлон 66 (PA66) часто используются для изготовления механических деталей в машинах, автомобилях и электроприборах, таких как шестерни, ролики, шкивы и т.д. Нейлон 11 (PA 11) и нейлон 12 (PA 12) имеют низкие температуры плавления и хорошие низкотемпературные характеристики и подходят для изготовления автомобильных топливных трубок, тормозных шлангов, оболочек оптоволоконных кабелей связи и т.д.
Каковы характеристики полиамида 46 (PA46)?
PA46 - это полиамидный продукт, полученный путем соединения бутандиамина и адипиновой кислоты. Это новый вид полиамидной смолы с высокой температурой плавления и высокой кристалличностью, поэтому она имеет более высокую температуру плавления (295 градусов Цельсия), более высокую температуру тепловой деформации и температуру длительного использования (CUT 5000 часов) до 163 градусов Цельсия. Он широко используется в автомобилях и других областях, обеспечивая отличные механические свойства при высоких температурах, высокую износостойкость и низкое трение, а также высокую текучесть, что облегчает его обработку.
1. Высокая температура плавления:
Температура плавления PA46 достигает 295°C, что выше, чем у многих инженерных пластмасс, что обеспечивает его стабильность при высоких температурах и высокую прочность. PA46 имеет высокую температуру плавления и устойчив к высоким температурам, что делает его пригодным для применения в условиях высоких температур. PA46 обладает отличной устойчивостью к тепловому старению и может сохранять свои механические свойства в течение длительного времени при термических нагрузках.
2. Высокая кристалличность:
Кристалличность PA46 составляет около 70%, что выше, чем у других полиамидных материалов, таких как PA66 (кристалличность около 50%). PA46 кристаллизуется быстрее и имеет более высокую температуру теплового деформирования.
3. Температура длительного использования:
PA46 можно использовать в течение длительного времени при температурах до 163°C, что гораздо дольше, чем у большинства других инженерных пластмасс.
4. Температура теплового прогиба:
Температура теплового деформирования чистой смолы PPA46 составляет 190°C, а после добавления армирующего стекловолокна она может повышаться до 290°C, что свидетельствует о ее высокой термостойкости.
5. Прочность и жесткость:
PA46 обладает высокой механической прочностью при нормальной температуре окружающей среды, а также модулем упругости, усталостной прочностью и сопротивлением ползучести. Эти свойства могут сохраняться даже в условиях высоких температур. PA46 также обладает высокой прочностью на растяжение, поэтому он хорошо подходит для применения в тех областях, где требуется высокая прочность.
6. Износостойкость:
PA46 обладает превосходной износостойкостью и может сохранять оптимальные характеристики даже в самых тяжелых условиях эксплуатации, что делает его идеальным для применения в областях, подверженных износу.
7. Короткий цикл формовки:
Поскольку PA46 кристаллизуется быстрее, цикл формования короче. Это означает, что вы можете изготовить больше деталей за меньшее время, что экономит ваши деньги.
8. Легко обрабатывать:
PA46 легко поддается обработке в различные формы и размеры и обладает хорошими характеристиками обработки и формовки.

9. Химическая стойкость:
PA46 устойчив к широкому спектру химических веществ, включая кислоты и щелочи, что делает его пригодным для применения в местах, где возможен контакт с химическими веществами. PA46 также обладает хорошей химической стойкостью к маслам и растворителям, что делает его отличным материалом для автомобильной и промышленной промышленности.
10. Электрическая изоляция:
Он также обладает высоким поверхностным и объемным сопротивлением и высокой диэлектрической прочностью, поэтому может использоваться в электротехнике и электронике и подходит для применения в тех случаях, когда требуется электроизоляция.
11. Гигроскопичность:
PA46 может поглощать влагу из окружающей среды, пока не достигнет равновесия, что необходимо учитывать при разработке пресс-форм и условий эксплуатации изделий.
12. Хорошая стабильность размеров:
PA46 обладает хорошей стабильностью размеров и поэтому подходит для применений, требующих точных размеров.
13. Хорошая устойчивость к ультрафиолетовому излучению:
PA46 обладает отличной устойчивостью к ультрафиолетовому излучению, что делает его подходящим для применения в тех случаях, когда есть вероятность воздействия ультрафиолетовых лучей.
14. Хорошая ударопрочность:
PA46 обладает отличной ударопрочностью, что делает его идеальным для применения в тех областях, где он может подвергаться ударам.
15. Сопротивление ползучести:
PA46 обладает превосходной стойкостью к ползучести, что важно для применений с длительными постоянными нагрузками.
Каковы свойства PA46?
Полиамид 46 (PA46), также известный как нейлон 46, - это высокоэффективный инженерный термопласт, отличающийся исключительными тепловыми и механическими свойствами. Ниже приведены основные свойства PA46:
| Недвижимость | Метрика | Английский язык |
|---|---|---|
| Плотность | 1,27 г/куб. см | 0,0459 фунт/дюйм³ |
| Максимальное содержание влаги | 0.01 | 0.01 |
| Линейная усадка пресс-формы, расход |
0,017 - 0,020 см/см @Время 86400 сек. |
0,017 - 0,020 дюйм/дюйм @Время 24.0 час |
| Линейная усадка пресс-формы, поперечная |
0,017 - 0,020 см/см @Время 86400 сек. |
0,017 - 0,020 дюйм/дюйм @Время 24.0 час |
| Температура хранения | <= 30.0 ℃ | <= 86.0 ℉ |
| Прочность на разрыв, предел текучести | 60,0 МПа | 8700 фунтов на квадратный дюйм |
| Удлинение при выходе | 2.5% | 2.5% |
| Модуль растяжения | 2,70 ГПа | 392 кси |
| Прочность на изгиб | 110 МПа | 16000 фунтов на квадратный дюйм |
| Модуль упругости | 2,80 ГПа | 406 кси |
| Удар по Шарпи Без зазубрин | 2,50 Дж/см² | 11,9 фут-фунт/дюйм² |
| Удар по Шарпи, с насечкой | 0,400 Дж/см² | 1,90 фут-фунт/дюйм² |
| Температура прогиба при давлении 1,8 МПа (264 фунта на квадратный дюйм) | 90.0 ℃ | 194 ℉ |
| Точка размягчения по Викату | 275 ℃ | 527 ℉ |
| Температура расплава | 305 - 320 ℃ | 581 - 608 ℉ |
| Температура пресс-формы | 40.0 - 100 ℃ | 104 - 212 ℉ |
| Температура сушки |
80.0 ℃ @Время 7200 - 43200 сек. |
176 ℉ @Время 2.00 - 12.0 час. |
| Базовый полимер | Полиамид 4.6 | |
Могут ли материалы PA46 подвергаться литью под давлением?
Да, вы можете полностью лить под давлением PA46. PA46 (полиамид 46) - это высокоэффективный термопластик. На самом деле, литье под давлением - популярный способ изготовления деталей из PA46. У PA46 довольно высокая температура плавления и высокая вязкость, что делает его сложным для обработки, но при наличии подходящего оборудования и условий обработки вы определенно сможете лить его под давлением.

Однако литье под давлением PA46 требует особых условий:
1. Температура обработки: PA46 требует более высоких температур обработки, обычно температура бочки составляет около 290-320°C, а температура пресс-формы - около 80-120°C. Это важно для того, чтобы убедиться, что пластик хорошо течет и деталь получается качественной.
2. Чувствительность к влаге: PA46, как и другие полиамиды, гигроскопичен, то есть поглощает влагу из воздуха. Поэтому его необходимо правильно высушить перед формовкой, чтобы избежать таких дефектов, как пузыри, пятна или снижение механических свойств. Рекомендуемая температура сушки - 80-100°C в течение 4-6 часов.
3. Дизайн пресс-формы: Хорошая конструкция пресс-формы важна для того, чтобы убедиться, что пластик хорошо течет и не вызывает никаких проблем. PA46 сильно усаживается (обычно 1,2-1,8%), поэтому конструкция пресс-формы должна быть разработана с учетом этого.
4. Скорость обработки: PA46 довольно быстро кристаллизуется, а значит, быстро остывает и затвердевает. Это позволяет сократить время цикла, но может потребовать оптимизации системы охлаждения в пресс-форме для сохранения стабильности размеров.
Каковы основные требования к литью под давлением PA46?
При формовке PA46 необходимо учитывать несколько моментов, чтобы быть уверенным в том, что вы делаете качественные детали. Вам нужно знать о материале, процессе, пресс-форме и окружающей среде. Вот некоторые моменты, о которых стоит подумать:
1. Выбор материала: Выберите подходящий материал PA46 для вашего применения. Учитывайте такие факторы, как прочность, устойчивость к высоким температурам и химическая стойкость.
2. Чувствительность материала к влаге: PA46 - это материал, который впитывает влагу из воздуха. Чтобы предотвратить его разрушение, необходимо высушить его перед использованием. Лучший способ сделать это - высушить его при температуре 80°C в течение 2-8 часов. Если вы собираетесь сделать что-то важное, то содержание влаги должно быть не более 0,1%.
3. Дизайн пресс-формы: При проектировании пресс-формы следует рассмотреть возможность использования PA46. Вам также следует подумать о том, где разместить затвор, как спроектировать бегунок и какую систему выброса использовать.
4. Давление и скорость впрыска: PA46 требует высокого давления впрыска, чтобы заполнить форму и обеспечить правильное заполнение и фиксацию. Обычно давление впрыска составляет 1000-2000 бар. Скорость впрыска необходимо регулировать в процессе обработки, чтобы избежать таких проблем, как проточные линии или кавитация. Высокая скорость впрыска может помочь заполнить форму, но также может привести к дефектам, если вы не контролируете ее правильно.
5. Температура впрыска: Температура расплава PA46 должна поддерживаться в пределах 300-330°C во время впрыска, чтобы обеспечить его текучесть и правильное заполнение формы.
6. Температура формы: Для снижения вязкости и улучшения текучести PA46 выгодно использовать высокую температуру пресс-формы. Типичный диапазон температур пресс-формы составляет 80-120°C для оптимизации кристаллизации деталей и минимизации таких дефектов, как коробление или нестабильность размеров.
7. Время охлаждения: PA46 обладает высокой теплопроводностью, поэтому ему может потребоваться больше времени для охлаждения и застывания. Чтобы убедиться, что деталь сформирована правильно, увеличьте время охлаждения.
8. Расположение ворот: Место установки ворот влияет на то, как деталь выглядит и работает. Подумайте о том, где находится линия сварки, где следы раковины и насколько сильно деформируется деталь.
9. Проектирование проточных каналов: Дизайн проточных каналов оказывает большое влияние на внешний вид и производительность вашей детали. Подумайте о том, насколько велики каналы потока, какой они формы и где они расположены.
10. Система эжекторов: Система выталкивания влияет на то, как выглядит деталь и как она работает. Подумайте о том, как сильно выталкивает выталкиватель, как быстро он движется и в какую сторону.
11. Выбрасывание деталей: Детали из PA46 склонны к деформации и прилипанию к пресс-форме. Используйте систему бережного выталкивания и подумайте об использовании разделительного агента для улучшения выталкивания деталей.
12. Операции после формования: Возможно, вам придется дополнительно обработать детали PA46, чтобы они выглядели и подходили по размеру. Возможно, их придется обрезать, отшлифовать или отполировать.
13. Контроль влажности: PA46 чувствителен к влажности, что влияет на его характеристики и производительность. Пожалуйста, контролируйте уровень влажности в материале, пресс-форме и среде обработки, чтобы обеспечить наилучшие результаты.
14. Условия обработки: Чтобы добиться наилучших результатов при работе с PA46, нужно все делать правильно. Подумайте о таких вещах, как скорость подачи, интенсивность подачи и время охлаждения, чтобы убедиться, что вы отливаете деталь правильно.
15. Компаундирование материалов: Вы можете смешать PA46 с добавками, чтобы сделать его лучше. Подумайте, сколько наполнителя, смазки и антиоксидантов вы добавите, чтобы получить то, что вы хотите.
16. Геометрия деталей: Детали из PA46 подвержены короблению и деформации. Для обеспечения оптимального формования деталей учитывайте такие факторы, как геометрия детали, толщина стенок и свойства материала.
17. Контроль качества: Создайте программу контроля качества, чтобы убедиться, что детали, которые вы производите, соответствуют заявленным характеристикам. Вы будете проводить регулярные проверки и тесты, чтобы выявить любые проблемы или дефекты.
Рекомендации по проектированию для литья под давлением PA46
Когда вы разрабатываете детали для литья под давлением с использованием PA46 (полиамида 46), вам нужно подумать о множестве вещей, которые влияют на то, насколько хорошо они поддаются формовке, насколько хорошо они работают и насколько хороши они будут в готовом виде. Вот некоторые моменты, о которых следует подумать, когда вы разрабатываете детали для литья под давлением из PA46.

1. Толщина стенок: PA46 прочен, но может деформироваться. Для предотвращения деформации толщина стенок должна быть большой, а тонких стенок следует избегать. Минимальная толщина стенок должна составлять 1,5 мм, но это зависит от детали и того, что она должна делать.
2. Геометрия деталей: Детали из PA46 могут деформироваться. Изготавливайте детали симметричной формы, избегайте острых углов и сложных форм.
3. Угол наклона: Добавление угла осадки 1-3 градуса на вертикальных поверхностях может помочь деталям легче выходить из формы и уменьшить износ формы. Для более сложных геометрических форм может быть полезен больший угол осадки.
4. Расположение ворот: PA46 чувствителен к расположению ворот. Установите ворота в таком месте, чтобы они не нарушали функциональность и эстетику детали.
5. Проектирование проточных каналов: Канал потока в PA46 должен быть спроектирован таким образом, чтобы минимизировать перепад давления и обеспечить равномерное заполнение. Для снижения перепада давления используйте "древовидную" конструкцию проточного канала.
6. Линия расставания: По возможности выравнивайте детали по линии раздела. Такое выравнивание упрощает процесс выталкивания детали и помогает сохранить ее размеры.
7. Радиусы и фаски: Если добавить радиус или фаску на острые углы, это облегчит формовку детали и снизит вероятность появления трещин от напряжения в готовой детали.
8. Температура формы: Для уменьшения вязкости и улучшения текучести PA46 используется высокая температура формования (80-120°C).
9. Давление впрыска: PA46 требует высокого давления впрыска (1000-2000 бар) для заполнения формы и обеспечения правильного давления заполнения и выдержки.
10. Скорость впрыска: Чтобы избежать ранней кристаллизации во время впрыска, используйте средние и высокие скорости впрыска. Кривая скорости должна идти от быстрого заполнения затворов и бегунков к среднескоростному заполнению деталей.
11. Время охлаждения: PA46 обладает более высокой теплопроводностью, поэтому ему требуется больше времени для охлаждения и застывания. Пожалуйста, дайте ему больше времени на охлаждение, чтобы обеспечить правильную форму детали.
12. Выбор материала: Выберите подходящий материал PA46 для вашего применения. Учитывайте такие факторы, как прочность, устойчивость к высоким температурам и химическая стойкость.
13. Дизайн пресс-формы: При проектировании пресс-формы необходимо учитывать параметры PA46. Вы должны подумать о том, где разместить затвор, как спроектировать бегунок и как выталкивать деталь.
14. Система эжекторов: Детали из PA46 имеют склонность к деформации и прилипанию к пресс-форме. Используйте щадящую систему выталкивания и подумайте об использовании разделительного агента для улучшения выталкивания деталей.
15. Выброс деталей: Некоторые детали PA46 могут нуждаться в дополнительных операциях, таких как обработка, шлифовка или полировка, чтобы получить нужную чистоту и точность поверхности.
16. Операции после формования: Детали из PA46 могут нуждаться в дополнительных операциях, таких как обработка, шлифовка или полировка, чтобы получить желаемую точность и чистоту поверхности.
17. Компаундирование материалов: Вы можете смешать PA46 с добавками, чтобы сделать его лучше. Подумайте, сколько наполнителя, смазки и антиоксидантов вы добавите, чтобы получить то, что вы хотите.
18. Ориентирование по частям: Детали из PA46 склонны к короблению и деформации. Разрабатывайте детали с симметричной геометрией и ориентируйте их в пресс-форме, чтобы свести к минимуму коробление.
19. Полость пресс-формы: Детали из PA46 подвержены короблению и деформации. Спроектируйте полость пресс-формы так, чтобы минимизировать коробление и обеспечить правильное формование детали.
Производство литья под давлением PA46
Руководство по производству литья под давлением PA46

Ресурсы для Полное руководство по производству литья под давлением PA46
Как выполнить литье под давлением PA46: Пошаговое руководство
PA46 - это высокоэффективный инженерный пластик с превосходными механическими свойствами и термической стабильностью. Чтобы обеспечить качество и эффективность, процесс литья PA46 под давлением включает несколько ключевых этапов. Вот пошаговое руководство по выполнению литья PA46 под давлением.

1. Дизайн и прототипирование:
Создание прототипов: Создайте прототипы с помощью таких методов, как 3D-печать или обработка на станках с ЧПУ, прежде чем делать весь проект. Это поможет вам найти проблемы с дизайном на ранней стадии.
Окончательный дизайн: Оптимизируйте конструкцию литья под давлением, принимая во внимание такие факторы, как толщина стенок, угол осадки и ребра жесткости, чтобы облегчить изготовление.
2. Подготовка пресс-формы:
Изготовление пресс-форм: Формы для литья под давлением изготавливаются с помощью ЧПУ и, как правило, из инструментальной стали или алюминия. Формы должны быть спроектированы таким образом, чтобы выдерживать высокие температуры и давление, создаваемые PA46.
Обработка поверхности: Сделайте все, что нужно, с поверхностью формы, чтобы получить желаемый вид и облегчить извлечение детали.
Чистый и сухой: Очистите и высушите пресс-форму, чтобы убедиться в отсутствии загрязнений и остатков, нанесите на нее разделительное средство, чтобы предотвратить прилипание детали из PA46, и убедитесь, что пресс-форма правильно выровнена и закреплена на термопластавтомате.
3. Подготовка материалов:
Выбор материала: Выберите лучшие гранулы смолы PA46, которые соответствуют вашим техническим требованиям.
Сушка: PA46 гигроскопичен, поэтому его необходимо высушить перед обработкой, чтобы избежать дефектов, связанных с влажностью. Рекомендуемая температура сушки обычно составляет около 80°C.
4. Процесс литья под давлением:
Зажим: Это то, что удерживает пресс-форму в машине для литья под давлением. Он обеспечивает плотное закрытие формы, чтобы пластик не вытекал наружу, пока машина впрыскивает пластик в форму.
Литье под давлением: Нагрейте гранулы PA46 до расплавления (около 315-325°C). Впрысните расплавленную смолу в полость формы с контролируемой скоростью и давлением, чтобы заполнить все области формы.
Давление удержания: Поддерживайте давление в форме в течение короткого времени, чтобы расплавленный пластик заполнил все полости формы и компенсировал усадку при остывании.
Охлаждение: Дайте впрыснутой детали остыть в форме, пока она не затвердеет. Время охлаждения зависит от толщины и сложности детали, но это очень важно для получения правильных размеров.
5. Выброс:
Открытие пресс-формы: После охлаждения форма открывается с помощью зажимного механизма.
Выброс: Извлеките готовую деталь из формы с помощью выталкивающих штифтов или выталкивающих плит, не повредив ее. Проверьте качество и согласованность деталей.
6. Постобработка:
Обрезка и отделка: Обрежьте лишний материал (флэш) с края детали. Другие процессы отделки могут включать шлифовку или покраску, в зависимости от того, что вы делаете.
Контроль качества: Такие проверки, как инспекция первого изделия (FAI) или процесс утверждения производственных деталей (PPAP), проводятся для обеспечения соответствия деталей заданным допускам и стандартам качества.
Каковы преимущества литья под давлением PA46?
Литье под давлением PA46 (полиамида 46) - это большое дело в мире производства. По многим параметрам оно превосходит другие материалы и процессы. Вот несколько причин, по которым литье под давлением PA46 так хорошо:
1. Высокая термостойкость и высокая кристалличность:
Температура плавления PA46 составляет около 295°C, а кристалличность - около 70%. Он отлично подходит для литья под давлением деталей, которые должны работать при высоких температурах. Температура теплового деформирования PA46 также выше, чем у многих других инженерных пластмасс. PA46 обладает высокой термической стабильностью и может использоваться непрерывно при температурах до 220°C (428°F) и периодически при температурах до 250°C (482°F). Это делает его идеальным для применения в условиях высоких температур.
2. Отличная износостойкость и низкое трение:
PA46 - это сверхпрочный материал со сверхвысокой износостойкостью, который может применяться в устройствах со сверхвысоким коэффициентом трения, таких как шестерни и подшипники.
3. Отличные характеристики обработки:
К этим аспектам также относятся: PA46 обладает хорошей текучестью, коротким циклом формования и эффективной обработкой, что повышает эффективность производства, а также помогает снизить затраты. Он применяется для литья под давлением тонкостенных деталей, например, толщина детали составляет всего 0. 1 мм, при этом отсутствует вспышка, о чем можно судить по необходимости минимальной последующей обработки.
4. Хорошие механические свойства:
PA46 обладает отличными механическими свойствами и высокой прочностью, что позволяет удовлетворить требования к производительности различных высокотехнологичных литьевых деталей. Его высокая ударная прочность, низкая ползучесть, отличная усталостная прочность и низкий износ помогают повысить долговечность литьевых деталей, тем самым повышая надежность изделий.
5. Широкий спектр применения:
PA46 широко используется в электротехнике и электронике, автомобилестроении, промышленном оборудовании и других областях: SMD электрические детали, разъемы, шестерни, подшипники, датчики и т.д., что еще раз доказывает отличные характеристики и популярность этого материала.

6. Низкое газовыделение:
PA46 имеет низкую скорость газовыделения, что важно для применений, требующих вакуума или низкого давления, таких как аэрокосмическая промышленность, медицинское оборудование и производство полупроводников.
7. Низкое поглощение влаги:
PA46 обладает низкой степенью поглощения влаги, что снижает риск коробления, растрескивания или расслоения. Это свойство делает его пригодным для применения в тех случаях, когда стабильность размеров имеет решающее значение.
8. Высокое соотношение прочности и веса:
PA46 обладает высоким соотношением прочности и веса, что делает его отличным материалом для аэрокосмической и автомобильной промышленности, где необходимо снизить вес.
9. Низкая деформация:
PA46 имеет низкое коробление, что снижает риск деформации детали в процессе формования. Это свойство позволяет использовать его в тех случаях, когда необходимо, чтобы деталь имела правильную форму.
10. Хорошая электрическая изоляция:
PA46 обладает отличными электроизоляционными свойствами, что делает его идеальным материалом для изготовления предметов, нуждающихся в электроизоляции, таких как электрические разъемы, переключатели и датчики.
11. Биосовместимость:
PA46 обладает прекрасными электроизоляционными свойствами, что делает его идеальным материалом для материалов, нуждающихся в электроизоляции, таких как электрические разъемы, переключатели и датчики.
12. Подлежит вторичной переработке:
Вы можете перерабатывать PA46, что способствует уменьшению количества отходов и экономии ресурсов.
13. Широкий спектр цветов:
PA46 можно отливать в различные цвета, что делает его идеальным для применения в тех случаях, когда важна эстетика.
14. Низкая усадка:
PA46 имеет низкий коэффициент усадки, что означает, что он не сильно деформируется при изготовлении деталей из него. Это хорошо, когда вам нужны детали очень точной формы.
15. Низкая воспламеняемость:
PA46 обладает низкой степенью горючести, что делает его пригодным для применения в областях, требующих пожарной безопасности.
16. Широкий спектр применения:
PA46 используется в различных областях, включая аэрокосмическую промышленность, автомобилестроение, медицинское оборудование, потребительские товары и промышленное оборудование.
17. Высокий поток:
PA46 обладает высокой текучестью и поэтому подходит для изготовления деталей сложной геометрии и тонкостенных деталей.
18. Низкая температура плавления:
PA46 имеет низкую температуру плавления, что означает, что он не разрушается при нагревании. Это позволяет использовать его для изготовления изделий, которые должны производиться при высоких температурах.
19. Хорошая стабильность размеров:
PA46 обладает отличной стабильностью размеров, что делает его идеальным для приложений, требующих точной геометрии деталей.
20. Низкая ползучесть:
PA46 обладает низкой ползучестью и поэтому хорошо подходит для применения в тех случаях, когда детали подвергаются длительным нагрузкам.
21. Хорошая усталостная прочность:
PA46 обладает превосходной усталостной прочностью, что делает его идеальным для применения в тех областях, где компоненты подвергаются многократным нагрузкам и разгрузкам.

Каковы недостатки литья под давлением PA46?
У литья под давлением PA46 (полиамида 46) много плюсов, но есть и минусы. Вот основные минусы, сгруппированные по категориям:
1. Вопросы, связанные с затратами:
① Высокая стоимость материала: PA46 - это высокопроизводительный материал, который обычно дороже других инженерных пластмасс, что делает его неконкурентоспособным в приложениях, ориентированных на стоимость.
② Высокая стоимость пресс-формы: Для PA46 требуются специальные пресс-формы, которые стоят дорого, особенно при мелкосерийном производстве, и первоначальная стоимость высока.
③ Большие первоначальные инвестиции: Первоначальная стоимость изготовления пресс-формы для литья под давлением высока и составляет от тысяч до десятков тысяч долларов.
④ Высокие требования к оборудованию для постобработки: PA46 требует высокоточного оборудования для последующей обработки, что еще больше увеличивает стоимость.
2. Ограничения по обработке и дизайну:
① Ограниченная обрабатываемость: PA46 - твердый материал, который трудно поддается обработке и финишной обработке, что может усложнить задачу.
② Ограничения по дизайну: При проектировании для литья под давлением необходимо продумать специальные элементы конструкции (например, углы осадки, закругленные края и т. д.), которые помогают деталям выходить из формы. Это усложняет конструкцию.
③ Длительное время доставки: От разработки до изготовления пресс-формы может пройти от 5 до 12 недель, что повлияет на график проекта.
④ Ограниченные варианты цветов: PA46 можно формовать только в ограниченном количестве цветов, поэтому он не подходит для применения в тех случаях, когда выбор цвета имеет большое значение.

3. Ограничения производительности:
① Чувствительность к влаге: PA46 очень чувствителен к влаге и имеет сильную тенденцию к поглощению влаги. Влажность влияет на его механические свойства и стабильность размеров. Содержание влаги должно строго контролироваться в процессе литья под давлением.
② Плохая светостойкость: Если оставить его на солнце или в жарком месте на долгое время, он окислится, пожелтеет или потрескается. Поэтому его нельзя использовать в местах с длительным освещением.
③ Ограниченная химическая стабильность: PA46 обладает хорошей химической стойкостью, но плохо работает в сильных кислотных и щелочных средах и легко поддается воздействию некоторых химических веществ.
④ Низкая тепло- и электропроводность: PA46 обладает низкой тепло- и электропроводностью, что ограничивает его применение в областях, где важна тепло- и электропроводность.
⑤ Ограниченная ударопрочность и гибкость: PA46 - довольно жесткий материал с низкой ударной вязкостью, и при сильном ударе он может треснуть или сломаться.
4. Ограничения использования:
① Ограниченные возможности сварки: PA46 нелегко поддается сварке, что повышает сложность сборки, особенно при наличии сложных деталей, которые необходимо сваривать.
② Нет в широком доступе: PA46 не так широко представлен на рынке, как другие инженерные пластики, что делает его более сложным в приобретении.
③ Ограниченная биосовместимость: PA46 не является биосовместимым для всех медицинских применений и может быть несовместим с некоторыми жидкостями или тканями организма.
④ Ограниченная возможность вторичной переработки: PA46 пригоден для вторичной переработки, но его сложно перерабатывать, поскольку он имеет сложную молекулярную структуру.
Общие проблемы и решения при литье под давлением PA46
PA46 (полиамид 46) - популярный инженерный пластик, используемый в различных областях, включая литье под давлением. Однако работа с ним может быть нелегкой из-за его уникальных свойств и потенциальных проблем, которые могут возникнуть в процессе литья. Вот некоторые распространенные проблемы и их решения при литье PA46 под давлением:

1. Деформация и усадка:
Причины: высокая усадка, плохая конструкция пресс-формы, недостаточное охлаждение.
Решение: Оптимизация конструкции пресс-формы, использование вентилируемых пресс-форм и регулировка систем охлаждения. Рассмотрите возможность использования алгоритмов компенсации усадки в программном обеспечении для моделирования литья.
2. Дефекты поверхности:
Причины: Недостаточная распалубка, плохая поверхность формы, неправильный процесс, недостаточная плотность, низкая скорость заполнения, низкая температура формы.
Решение: Сделайте поверхность формы лучше, положите больше пластика и стреляйте сильнее, лучше контролируйте температуру формы, используйте материалы, чтобы облегчить выход, и измените процесс (например, температуру, давление и скорость стрельбы).
3. Дефекты линии раздела:
Причины: Плохая конструкция пресс-формы, неправильное расположение линии раздела, плохое выравнивание пресс-формы.
Решение: Улучшить конструкцию пресс-формы, перенести линию раздела и правильно выровнять пресс-форму.
4. Дефекты ворот:
Причины: Неправильное расположение ворот, слишком маленькие ворота, плохая конструкция ворот.
Решение: Исправьте расположение ворот, сделайте ворота больше, сделайте ворота лучше (например, используйте горячий бегунок).
5. Деградация материала:
Причины: Слишком высокая температура, неправильное обращение, недостаточная сушка.
Решение: Снижайте температуру, обрабатывайте лучше, сушите правильно.
6. Соответствие цвета:
Причины: Несоответствие цвета материала, неправильное смешивание цветов, недостаточный контроль цвета.
Решение: Убедитесь, что цвет материала совпадает, улучшите способ смешивания цветов, используйте датчики цвета для контроля цвета.
7. Контроль температуры в пресс-форме:
Причины: Недостаточный контроль температуры, неправильная установка температуры, плохое распределение температуры.
Решение: Улучшите контроль температуры, измените настройки температуры, улучшите распределение температуры.
8. Скорость и давление впрыска:
Причины: неправильная скорость и давление впрыска, плохая конструкция пресс-формы и плохие условия обработки.
Решение: Исправить скорость и давление впрыска, исправить конструкцию пресс-формы и условия обработки.
9. Поток материалов и наполнение:
Причины: Недостаточный поток материала, неправильная конструкция пресс-формы, плохие условия обработки.
Решение: Улучшить подачу материала, улучшить конструкцию пресс-формы и изменить условия обработки.
10. Обработка после формования:
Причины: Недостаточная сушка, неправильная обработка после формовки и плохая обработка материала.
Решение: Сушите правильно, обрабатывайте лучше, обращайтесь осторожно.

11. Недостаточное количество подкладок:
Причины: Низкое давление впрыска, низкая скорость впрыска, низкая температура расплава, плохая конструкция вентиляционного отверстия и малый размер затвора.
Решения: Увеличьте давление впрыска, чтобы обеспечить полное заполнение, отрегулируйте скорость впрыска до более высокой, увеличьте температуру бочки, чтобы расплав лучше стекал, увеличьте вентиляцию формы, чтобы выпустить задержанный воздух, увеличьте размер затвора или оптимизируйте конструкцию бегунка, чтобы помочь течению материала.
12. Изменение цвета:
Причины: Высокая температура расплава, высокая скорость впрыска и плохая конструкция выхлопной системы.
Решение: Снизить температуру в бочке и пресс-форме, уменьшить скорость и давление впрыска, улучшить вытяжку из пресс-формы и предотвратить обесцвечивание, вызванное задержанным газом.
13. Внутренние трещины:
Причины: Детали охлаждаются слишком быстро, и в материале возникают остаточные напряжения.
Решение: Сделайте форму более горячей, замедлите скорость остывания деталей и дайте деталям медленно остыть после того, как они выйдут из формы. Вы также можете еще больше охладить детали, поместив их в теплую воду.
14. Следы от ожогов:
Причины: Высокая температура плавления и плохая вытяжка, приводящая к захвату воздуха.
Решение: Снизить температуру бочки и скорость впрыска, улучшить вентиляцию в конструкции пресс-формы и эффективно удалить задержанный воздух.
15. Сложная формовка:
Причина: Форма имеет недостаточный угол осадки или недостаточную чистоту поверхности.
Решение: Увеличьте угол осадки пресс-формы, чтобы облегчить извлечение детали, и отполируйте поверхность пресс-формы, чтобы уменьшить трение при извлечении детали.
Каковы области применения литья под давлением PA46?
PA46 (полиамид 46) - это универсальный инженерный пластик, используемый в различных областях, поскольку он прочный, жесткий, химически стойкий, износостойкий и может выдерживать высокие температуры. Вот некоторые распространенные изделия, которые изготавливаются методом литья под давлением из PA46:

1. Аэрокосмическая промышленность:
В аэрокосмической промышленности нам нужны прочные материалы, способные выдерживать высокую температуру, не ломаться, не ржаветь и не менять форму. PA46 способен на все это. Мы используем его в двигателях, топливных системах, гидравлических системах и многих других механических деталях. Среди тех, что мы изготавливаем из литьевого PA46, - шестерни, подшипники, втулки и корпуса.
① Компоненты самолета (например, крепления двигателя, крепежные детали)
② Компоненты спутника (например, конструктивные элементы, соединители)
③ Компоненты для освоения космоса (например, тепловые экраны, механические детали)
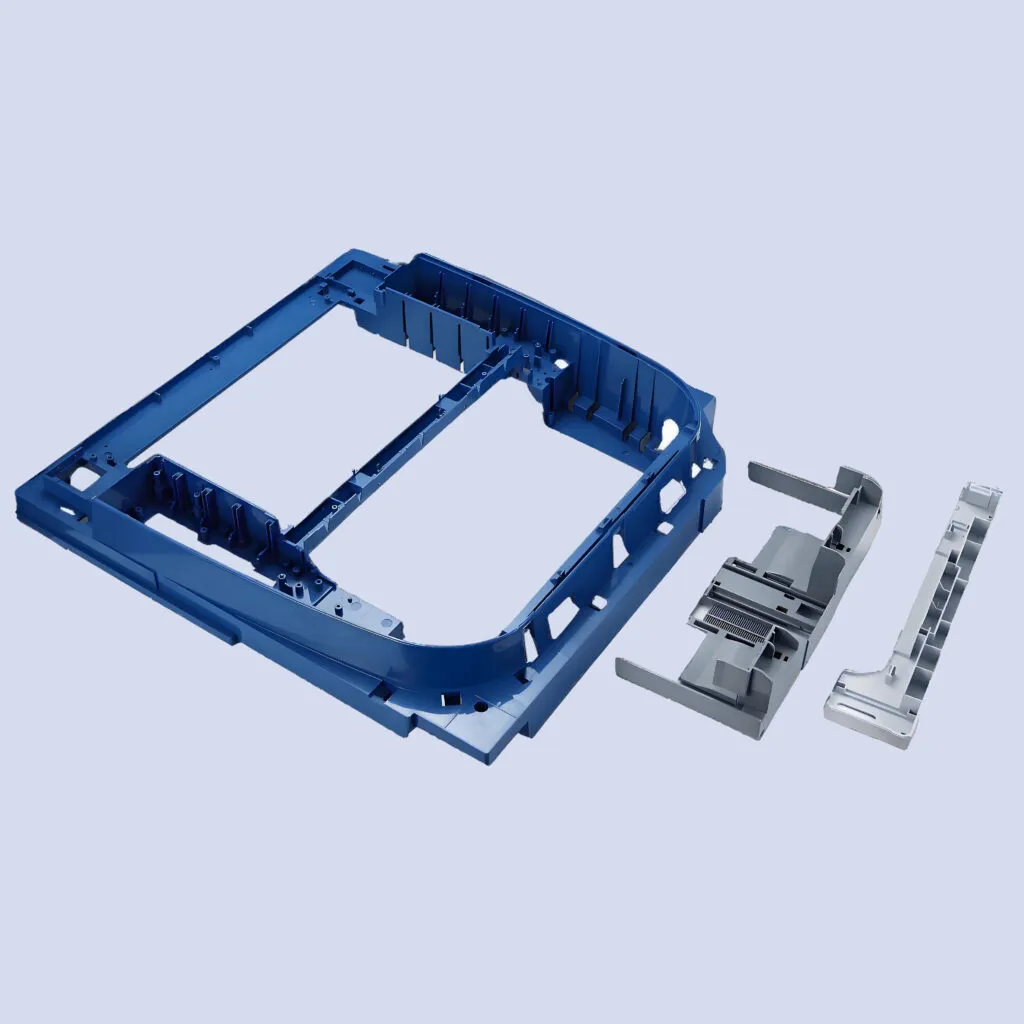
2. Автомобильная промышленность:
PA46 широко используется в автомобильной промышленности для изготовления впускных коллекторов, крышек головки блока цилиндров, масляных поддонов и компонентов системы кондиционирования. Его высокая термостойкость, механические свойства и химическая стойкость делают его идеальным для изготовления высокопроизводительных деталей автомобилей.
① Детали двигателя (например, масляный поддон, клапанная крышка)
② Компоненты трансмиссии (например, шестерни, валы)
③ Электрические компоненты (например, разъемы, переключатели)
④ Детали интерьера (например, отделка приборной панели, дверные ручки)
3. Электронная и электротехническая промышленность:
PA46 обладает превосходной электроизоляцией, механической прочностью и термостойкостью, что делает его идеальным для широкого спектра электронных и электротехнических применений, включая разъемы, переключатели, датчики, автоматические выключатели и другие электронные компоненты. Способность материала выдерживать высокие температуры и сохранять стабильность размеров имеет решающее значение для обеспечения надежности и срока службы этих компонентов.
① Электронные компоненты (например, разъемы, переключатели)
② Системы управления кабелями и проводами
③ Корпуса и футляры
④ Компоненты печатной платы (PCB)
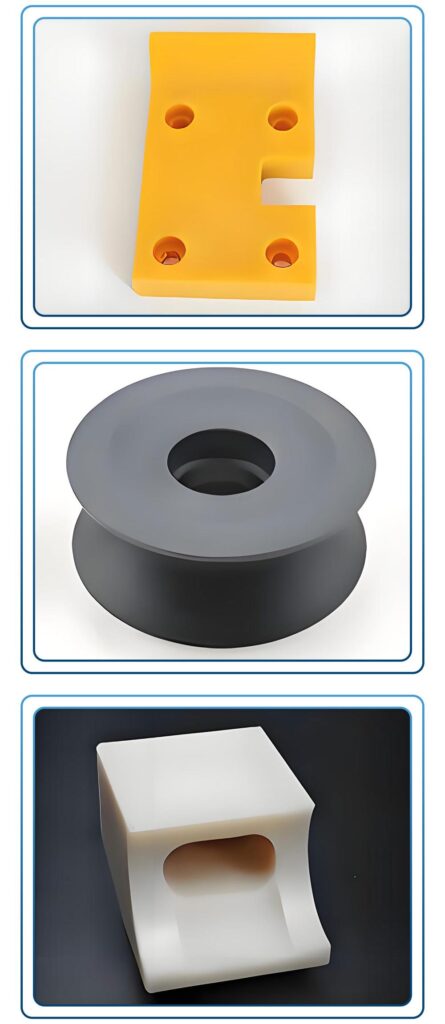
4. Промышленное оборудование:
PA46 используется в промышленном оборудовании для изготовления деталей, которые должны быть сверхпрочными, сверхжесткими и сверхжаростойкими. Из него можно изготовить шестерни, подшипники, втулки, уплотнения и все остальное, что имеет движущиеся части. PA46 отлично подходит для деталей, которые много двигаются, потому что он не изнашивается так быстро, как другие материалы. Это значит, что ваше оборудование будет работать лучше и прослужит дольше.
① Компоненты насоса (например, рабочие колеса, валы)
② Компоненты коробки передач (например, шестерни, подшипники)
③ Компоненты клапанов (например, седло клапана, стержень клапана)
④ Крепеж и аксессуары
5. Медицинское оборудование:
PA46 также используется в медицине для решения задач, требующих высокой точности, прочности и химической инертности. Он подходит для производства хирургических инструментов, корпусов медицинских приборов и других компонентов, требующих значительной устойчивости к процедурам стерилизации и стабильности. Биосовместимость материала и его устойчивость к широкому спектру химических веществ делают его пригодным для применения в медицине.
① Хирургические инструменты (например, щипцы, ножницы)
② Медицинские имплантаты (например, эндопротезы тазобедренных и коленных суставов, хирургические сетки)
③ Диагностическое оборудование (например, шприцы, пробирки)
④ Медицинское оборудование (например, инфузионные насосы, аппараты искусственной вентиляции легких)
6. Химическая промышленность:
Материал PA46 широко используется в химической промышленности для изготовления большого количества химического оборудования и компонентов трубопроводов, поскольку он обладает очень хорошей химической и коррозионной стойкостью. Например, из него можно изготавливать корпуса насосов, клапаны, соединения труб и соединительные элементы, которые часто находятся в прямом контакте со всеми видами агрессивных сред. Поскольку PA46 обладает хорошей химической стойкостью, вы можете производить высокостабильное оборудование, которое может использоваться в действительно жестких химических средах, что поможет вам сократить объем технического обслуживания и замены оборудования.
① Компоненты (корпус насоса, компоненты клапанов, уплотнения)
② Оборудование для хранения химических веществ (трубы, соединения)
7. Потребительские товары:
PA46 широко используется в бытовой электронике для изготовления корпусов телефонов, зарядных устройств и других электронных деталей. Он выдерживает высокие температуры и обладает сильными механическими свойствами, что делает его пригодным для использования в высокопрочных и высокотемпературных средах. В автомобильной промышленности PA46 может использоваться для изготовления шестерен, подшипников, разъемов и других деталей, которые должны быть износостойкими и выдерживать высокие температуры.
① Оборудование для активного отдыха (например, туристическое снаряжение, спортивный инвентарь)
② Мебельные детали (например, ножки стульев, каркасы столов)
③ Детали бытовой техники (например, детали посудомоечной машины, уплотнители холодильника)
④ Игрушки и игры (например, статуэтки, пазлы)

8. Энергия:
PA46 используется для изготовления уплотнений и компонентов клапанов в нефтегазовом оборудовании. Он обладает хорошей износо- и коррозионной стойкостью в условиях высоких температур и высокого давления. PA46 также используется в системах зубчатых передач и других механических компонентах оборудования для ветряной и солнечной энергетики. Он обладает отличной усталостной прочностью и износостойкостью, что продлевает срок службы оборудования.
① Компоненты ветряных турбин (например, лопасти, ступицы)
② Компоненты солнечных панелей (например, рамы, разъемы)
③ Нефтяное и газовое оборудование (например, клапаны, насосы)
④ Компоненты атомных электростанций (например, топливные стержни, компоненты реакторов)
9. Океан:
PA46 отлично подходит для изготовления таких вещей, как оборудование для бурения нефтяных скважин и морские платформы, потому что он не ржавеет в соленой воде и очень прочен. Из PA46 также можно делать шестерни и электрические разъемы для лодок. Он достаточно прочен, чтобы выдержать океан.
① Судовые детали (например, гребные винты, валы)
② Морские компоненты (например, насосы, клапаны)
③ Морское оборудование (например, буровые платформы, трубопроводы)
10. Продукты питания и напитки:
PA46 идеально подходит для деталей трансмиссии, подшипников и зубчатых колес в оборудовании для пищевой промышленности, поскольку он химически инертен и способен выдерживать высокие температуры. Вы можете использовать PA46 для деталей скольжения и износостойких деталей в высокоскоростных упаковочных машинах для пищевых продуктов. Он не отстает от быстрого темпа пищевой промышленности и не подведет вас.
① Оборудование для пищевой промышленности (например, насосы, клапаны)
② Оборудование для производства напитков (например, линии розлива, дозаторы)
③ Компоненты упаковки (например, колпачки, крышки)

Какие существуют типы пресс-форм для литья под давлением?
Узнайте больше о том, что вызывает коробление при литье под давлением и как это исправить?

Два черных колеса с синими дисками, одно стоит вертикально, а другое лежит на боку, на серой поверхности.
Ключевые выводы – 3D-печать позволяет быстро создавать формы и модели для металлического литья за дни вместо недель, сокращая время изготовления прототипов на 50–80%. – Распространенные методы 3D-печати

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

