 Перейти к содержанию
Перейти к содержанию 


Проектирование пластиковых деталей на нашем заводе включает в себя точный процесс проектирования и ремесленного производства, гарантирующий соответствие каждой детали строгим стандартам качества и производительности.
При проектировании пластмассовых литых деталей основное внимание уделяется выбору материала, геометрии детали и конструкции пресс-формы для повышения долговечности, производительности и экономической эффективности, а также минимизации отходов материала и оптимизации производственных процессов.
Хотя в этом вступлении изложены основные принципы проектирования пластмассовых деталей, более глубокое изучение каждого компонента дает представление о том, как улучшить результаты производства. Узнайте, как выбор материала и передовые методы проектирования пресс-форм повышают качество деталей и эффективность производства.
Оптимизированная конструкция пресс-формы снижает производственные затраты.Правда
Эффективная конструкция пресс-формы улучшает использование материалов и минимизирует дефекты, снижая общие производственные расходы.
Все пластиковые литые детали разрабатываются с использованием одного и того же процесса.Ложь
Дизайн литых деталей может быть самым разным в зависимости от функциональных требований, свойств материалов и специфики применения.
Что такое структурное и размерное проектирование пластмассовых литых деталей?
Конструктивное и размерное исполнение имеет решающее значение при формовании пластмассовых деталей, влияя на их функциональность, долговечность и технологичность в различных областях применения.
Проектирование пластиковых деталей требует внимания к размерам, допускам и структурной целостности для обеспечения эффективной работы. Важными элементами являются соответствующая толщина стенок, конструкция ребер и углы вытяжки для повышения прочности и эффективности формования.

Дизайн структуры
-
Размер формы:При проектировании размера пресс-формы необходимо учитывать требования к размеру изделия и скорость усадки пластикового материала. Как правило, размер пресс-формы должен быть больше, чем размер конечного формованного изделия. Различные пластиковые материалы имеют разные скорости усадки, как правило, от 0,1% до 2%.
-
Метод разделения пресс-формы1:Выберите подходящий метод разделения пресс-формы в зависимости от формы и требований к изделию. Распространенные методы разделения пресс-формы включают фиксированную верхнюю форму, подвижную нижнюю форму, подвижную верхнюю форму, фиксированную нижнюю форму, разделение левой и правой формы и т. д. При выборе метода разделения пресс-формы следует учитывать форму изделия, сложность изготовления, структуру пресс-формы, стоимость и другие факторы, а также стремиться к плавному разделению пресс-формы и высокой эффективности производства.
-
Система охлаждения2:Система охлаждения пресс-формы оказывает большое влияние на качество пластиковых изделий и эффективность производства. Расположение и размер охлаждающей воды должны быть разумно спроектированы. Канал охлаждающей воды должен быть как можно ближе к контуру изделия, чтобы улучшить эффект охлаждения. В то же время следует обратить внимание на то, чтобы избежать деформации, вызванной неравномерным охлаждением, сократить время охлаждения и повысить эффективность производства.
-
Выхлопная система:При проектировании пресс-формы необходимо учитывать газ, образующийся при заполнении и охлаждении пластикового материала в пресс-форме. Необходимо предусмотреть способ избавления от газа. Конструкция системы отвода должна быть направлена на то, чтобы избежать образования пузырьков, коротких выстрелов и других дефектов, а также повысить качество изделия.
-
Конструкция бункера:Конструкция бункера должна быть разумно организована, бункер и сопло должны располагаться таким образом, чтобы пластиковый материал равномерно поступал в бункер, не допуская засорения материала и образования пузырьков в сопле. В то же время следует продумать соединение между бункером и пресс-формой, чтобы его было легко разбирать и чистить.

Габаритный дизайн
-
Толщина стенок:Толщина стенки изделия напрямую влияет на качество и эксплуатационные характеристики формованного изделия. Если стенка слишком толстая, это приведет к усадке и деформации формовки, а если стенка слишком тонкая, это приведет к недостаточной прочности изделия. В процессе проектирования толщина стенки должна разумно регулироваться в соответствии с использованием и требованиями изделия, чтобы улучшить качество продукта.
-
Конструкция зажимного усилия3:Усилие смыкания - это усилие, необходимое для разделения формы, и оно должно определяться в зависимости от размера изделия, его структуры и характера материала. Если усилие смыкания слишком велико, это приведет к увеличению нагрузки на оборудование. Если усилие зажима слишком мало, пресс-форма не будет полностью отделена.
-
Конструкция скользящих частей4:При формовке деталей со скользящей структурой необходимо правильно спроектировать положение и форму ползуна. Это позволит обеспечить плавное перемещение ползуна и исключить его застревание или повреждение в процессе эксплуатации. Кроме того, при проектировании пресс-формы необходимо обратить внимание на размеры скользящих деталей и пресс-формы. Это обеспечит плавное открытие и закрытие пресс-формы.
-
Конструкция на растяжение5:Чтобы растягивающий стержень не погнулся и не сломался при растягивании чего-либо с большой прочностью на разрыв, его нужно поместить в правильное место и обеспечить правильную форму. Также необходимо убедиться, что растягивающий стержень и форма имеют правильный размер, чтобы вы могли правильно растягивать вещи.
Правильная толщина стенок снижает вероятность коробления формованных деталей.Правда
Постоянная толщина стенок обеспечивает равномерное охлаждение и затвердевание, сводя к минимуму напряжение и деформацию.
Для того чтобы все пластиковые детали были функциональными, требуется сложная конструкция ребер.Ложь
Простые конструкции часто могут быть функциональными без сложных ребер жесткости, в зависимости от области применения и требований к нагрузке.
Что такое процесс проектирования и разработки пластиковых деталей?
Проектирование и разработка литых деталей из пластмассы подразумевает системный подход к обеспечению эффективности, функциональности и качества производства в различных отраслях промышленности.
Процесс проектирования литых деталей из пластмассы включает в себя создание концепции, выбор материала, проектирование пресс-формы, создание прототипа и испытания, при этом основное внимание уделяется технологичности, экономичности и достижению определенных механических свойств.

Определите спрос
Прежде всего, вам нужно знать, для чего нужна эта пластиковая деталь. Это деталь для игрушки или для автомобиля? Узнав, для чего она нужна, вы поймете, каким требованиям должны соответствовать ее характеристики. Должна ли она быть прочной? Должна ли она быть износостойкой? Должна ли она быть химически стойкой? И т. д. В то же время необходимо продумать все особые требования, предъявляемые заказчиком или рынком к этой пластиковой детали. Должна ли она хорошо выглядеть? Должна ли она быть определенного цвета? Должна ли она быть дешевой? И так далее.
Начните делать наброски
Основываясь на том, что рассказал мне дизайнер, я набросаю эскиз простой пластиковой детали на бумаге или в компьютерной программе. Я бы показал форму и приблизительный размер. На этом этапе я бы не беспокоился о точности. Я просто хочу донести общую идею. Я хочу понять, будет ли это работать. Например, если есть места, где форма очень странная и ее нельзя сделать, или если размер не выглядит так, как будто он подходит для того, для чего он будет использоваться.
Детальный дизайн
Эскизы дорабатываются, и 3D-модель пластиковой детали точно отрисовывается с помощью специализированное программное обеспечение для проектирования6 (например, CAD, ProE и т.д.). В этом процессе необходимо определить конкретные размеры пластиковой детали, детали формы каждой части, толщину стенок и т. д. Также необходимо продумать, как пластиковая деталь сочетается с другими деталями, например, должна ли она иметь отверстия для винтов или быть соединена с другими деталями.

В то же время выберите правильный пластиковый материал. Различные пластиковые материалы имеют разные характеристики. Некоторые из них очень твердые, другие - очень мягкие. Некоторые прозрачные, некоторые непрозрачные. Выбирайте в зависимости от назначения пластиковых деталей и требований к производительности.
Анализ и проверка
Проведите множество тестов на разработанных вами пластиковых деталях, чтобы проверить, действительно ли они будут работать. Например, с помощью причудливого программного обеспечения проверьте, будет ли пластиковая деталь гнуться или ломаться при нажатии на нее, проверьте, насколько она нагревается, насколько хорошо пластик затекает в форму и так далее. Если вы обнаружите какие-либо проблемы, вам придется вернуться и изменить дизайн, пока все тесты не дадут положительных результатов.
Изготовление формы
После того как вы спроектировали пластиковую деталь, вам необходимо изготовить пресс-форму для серийного производства. Конструктор пресс-формы разрабатывает конструкцию пресс-формы на основе чертежа пластмассовой детали, включая полость пресс-формы (где формируется пластмассовая деталь), затвор (где расплав пластмассы поступает в пресс-форму), систему охлаждения (чтобы пластмасса быстро остывала для формовки) и так далее. Затем вы находите завод для обработки и производства пресс-формы на основе чертёж конструкции пресс-формы[^7]. Этот процесс требует высокой точности, поскольку качество пресс-формы напрямую влияет на качество пластиковой детали.
Пробная форма
После того как пресс-форма готова, первое, что вы делаете, - это тестируете ее на термопластавтомате. Вы нагреваете пластиковый материал, расплавляете его, впрыскиваете в полость формы с помощью термопластавтомата, затем открываете форму после того, как пластик остынет и затвердеет, и извлекаете пластиковые детали.

Вы видите, соответствуют ли пластиковые детали дизайну, нет ли дефектов, например, поверхность не гладкая, есть пузырьки, размер не точный и т.д. Если есть проблема, нужно отрегулировать пресс-форму или параметры процесса впрыска (например, температуру, давление, скорость впрыска и т.д.), а затем снова попробовать пресс-форму, пока не получится удовлетворительная пластиковая деталь.
Массовое производство
После успешного тестирования пресс-формы можно приступать к серийному производству пластиковых деталей. В процессе производства необходимо строго контролировать качество продукции и регулярно проверять размеры, внешний вид и эксплуатационные характеристики пластиковых деталей, чтобы убедиться, что каждое изделие соответствует требованиям.
Проверка и улучшение качества
Проверка качества необходима для пластиковых деталей. Используйте различные методы (например, измерение размеров, проверка прочности, проверка внешнего вида и т. д.), чтобы выявить, какие изделия не соответствуют стандартам. Также обращайте внимание на отзывы клиентов и проблемы, возникающие в процессе производства. Улучшайте конструкцию или процесс производства пластиковых деталей, чтобы их качество постоянно повышалось.
Правильное проектирование пресс-формы имеет большое значение для качества пластиковых деталей.Правда
Хорошо спроектированная пресс-форма обеспечивает точность, уменьшает количество дефектов и повышает повторяемость производственного процесса.
Для изготовления всех пластиковых деталей требуются сложные пресс-формы.Ложь
Сложность пресс-формы зависит от конструкции детали и требований к ней; для простых деталей могут потребоваться менее сложные пресс-формы.
Каковы ключевые моменты при проектировании пластиковых литых деталей?
Проектирование литых пластмассовых деталей требует баланса функциональности, технологичности, выбора материала и экономической эффективности для обеспечения высокого качества производства и производительности.
Проектирование пластмассовых деталей требует понимания свойств материала, обеспечения необходимой толщины стенок, учета углов осадки и планирования технологичности для повышения производительности, долговечности и экономичности изделия.

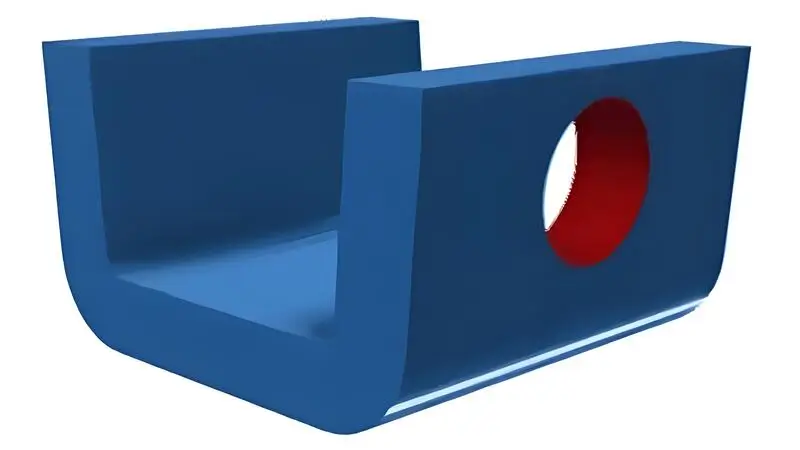
Отверстие
Отверстия должны быть как можно более простыми, обычно круглыми. Отверстие должно совпадать с направлением открытия формы, что позволяет избежать вытягивания стержня. Если отношение длины отверстия к его диаметру превышает 2, необходимо установить уклон для распалубки.
В это время диаметр отверстия должен быть рассчитан в соответствии с размером малого диаметра (наибольший твердый размер). Соотношение L/D глухих отверстий обычно не превышает 4. Расстояние между отверстием и краем изделия обычно больше, чем размер отверстия.
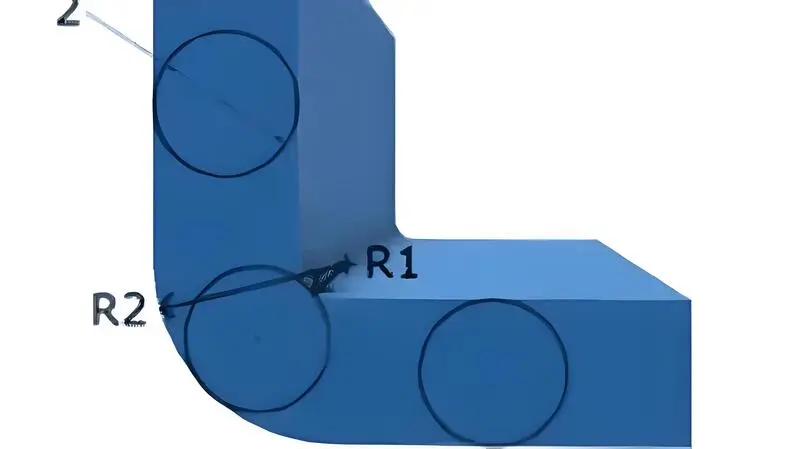
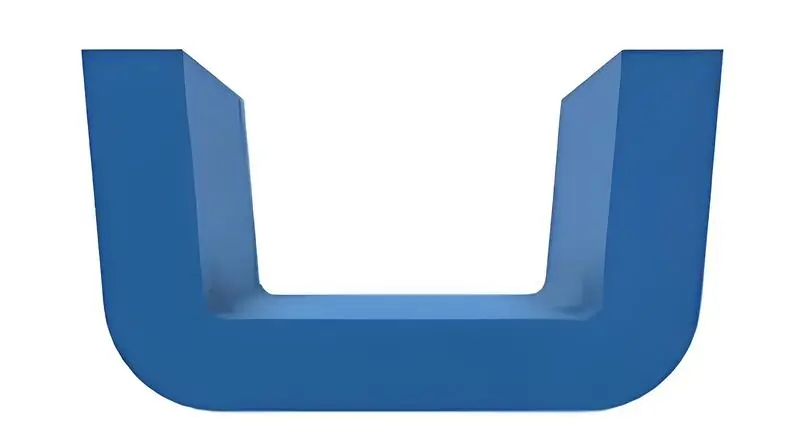
Скругленные углы
Если закругленные углы слишком малы, изделие может треснуть из-за концентрации напряжений. Если закругленные углы слишком малы, полость пресс-формы может треснуть из-за концентрации напряжений. Установка разумных закругленных углов также может улучшить
Процесс обработки пресс-формы, например, прямое фрезерование полости фрезой R, что позволяет избежать неэффективной электрической обработки. Различные закругленные углы могут вызвать смещение линий раздела, поэтому различные закругленные или очищенные углы следует выбирать в соответствии с реальной ситуацией. Маркировка
Маркировка изделия обычно наносится на внутреннюю поверхность изделия относительно плоской и рельефной формы, выберите нормальное направление и направление формовки, линейка может совпадать с лицом маркировки, вы можете избежать натяжения.
Точность литых под давлением деталей; из-за неравномерности и неопределенности усадки во время литья под давлением точность литых под давлением деталей явно ниже, чем точность металлических деталей, и соответствующие требования к допуску должны быть выбраны в соответствии со стандартом (OSJ1372-1978)

Вставки
В литые под давлением детали можно вставлять вставки, чтобы сделать их прочнее, тверже, точнее, а также для того, чтобы сделать в них небольшие резьбовые отверстия (бобышки) по любой причине. Это также делает деталь более дорогой. Вставки обычно изготавливаются из латуни, но могут быть сделаны из других металлов или пластика. Вставки, которые отливаются в пластиковую деталь, должны быть сконструированы так, чтобы они не вращались и не вытягивались.
Например: насечки, отверстия, подрезы, шляпки, заплечики и т. д. Вставки, которые находятся вокруг пластика, должны быть сделаны толще, чтобы пластик не треснул. При проектировании вставки необходимо продумать, как она будет держаться в форме (отверстия, штифты, магниты и т. д.).
Наклон для снятия формы
Хороший уклон разделителя формы позволяет избежать вытягивания волос продукта. Наклон разделителя формы должен быть более 0,5 градусов для гладких поверхностей, более 1 градуса для мелкотекстурных поверхностей и более 1,5 градусов для крупнотекстурных поверхностей. Хороший наклон формы позволяет избежать травм верхней части изделия.
При проектировании изделий с глубокой полостью наклон внешней поверхности должен быть меньше наклона внутренней поверхности, чтобы сердечник формы не отклонялся при литье под давлением, чтобы получить равномерную толщину стенок изделия и обеспечить прочность плотности материала открытой части изделия.
Толщина стенок
Различные пластики имеют определенный диапазон толщины стенок, как правило, 0,5 ~ 4 мм. Если толщина стенки превышает 4 мм, это приведет к чрезмерному времени охлаждения, что приведет к усадке и другим проблемам. Вам следует рассмотреть возможность изменения структуры изделия. Неравномерная толщина стенок приведет к образованию вмятин на поверхности. Неравномерная толщина стенок приведет к образованию воздушных отверстий и следов плавления.

Арматура
Правильное использование арматуры может сделать изделие более жестким и уменьшить деформацию. Толщина арматуры должна составлять менее 1/3 толщины стенки изделия, иначе это приведет к вмятинам на поверхности. Наклон одной стороны арматурного прута должен быть более 1,5°, чтобы избежать травм верха.
Цельная петля
Используя прочность полипропиленового материала, можно создать петлю, которая будет интегрирована в изделие. Размер пленки, используемой в качестве петли, должен составлять менее 0,5 мм и быть равномерным. При литье под давлением цельного шарнира ворота могут быть выполнены только на одной стороне шарнира.
Литье под давлением с газовым усилителем
Литье под давлением с использованием газа позволяет сделать изделия более жесткими и менее склонными к деформации. Литье под давлением с использованием газа позволяет предотвратить усадку. Использование литье под давлением с использованием газа7 позволяет экономить сырье и сократить время охлаждения.
Направление открытия пресс-формы и линия раздела
При проектировании изделий, изготовленных методом литья под давлением, направление раскрытия пресс-формы и линия разъема должны быть определены в самом начале процесса проектирования. Это поможет свести к минимуму необходимость в сложных механизмах вытягивания стержня и устранить любое негативное влияние на внешний вид изделия, вызванное линией разделения.
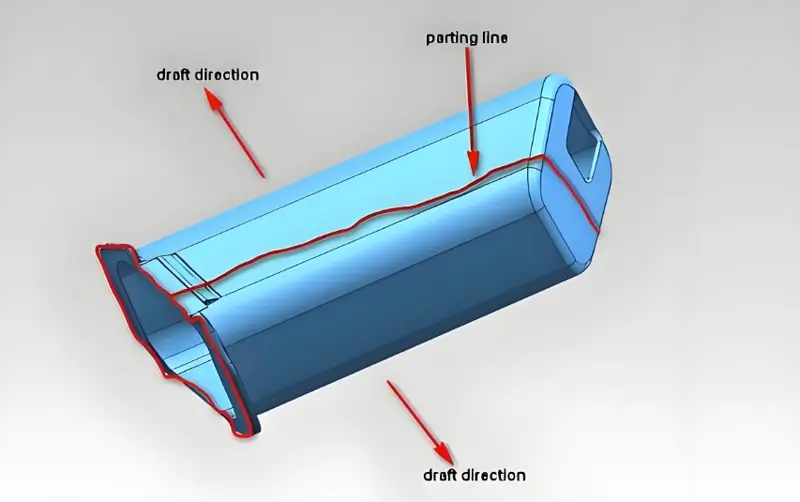
Узнав, в какую сторону открывается форма, вы можете спроектировать усиления, зажимы, ребра и другие элементы так, чтобы они максимально соответствовали направлению открытия формы. Это поможет вам избежать подрезов, уменьшить количество вязаных линий и сделать пресс-форму более долговечной. Например, если пресс-форма открывается в направлении X для детали, а вы проектируете элемент, который открывается в направлении Y, вам нужно указать это на чертеже. Узнав, в какую сторону открывается пресс-форма, вы сможете выбрать оптимальную линию разделения, чтобы деталь выглядела и работала наилучшим образом.
Механизм извлечения сердцевины из литьевой формы и его предотвращение
Если формованная деталь не может быть разложена гладко в соответствии с направлением формования, то механизм извлечения ядра8 должен быть разработан. Механизм вытягивания стержня может формировать сложную структуру изделия, но это легко может привести к появлению линии шва, усадки и других дефектов, а также увеличить стоимость пресс-формы и сократить срок ее службы.
При проектировании литьевых изделий, например, без особых требований, старайтесь избегать стержневой структуры. Например, направление отверстия осевое и сухожильное по направлению к пресс-форме, использование полости ядра насквозь и другие методы.
Сварка (сварка горячими пластинами, ультразвуковая сварка, вибрационная сварка)
Сварка делает соединения более прочными. Сварка может облегчить проектирование изделий.
Разумное рассмотрение противоречия между производительностью процесса и продукта
При проектировании изделий, изготовленных методом литья под давлением, вы должны думать о том, как изделие выглядит, как работает и как оно сделано. Иногда, чтобы получить действительно хороший внешний вид или действительно хорошие эксплуатационные характеристики, приходится немного отступать от того, как он сделан.
Правильная толщина стенок предотвращает коробление и раковины в формованных деталях.Правда
Одинаковая толщина стенок способствует равномерному охлаждению и уменьшает такие дефекты, как коробление и раковины.
Все пластиковые детали требуют сложной конструкции, чтобы быть эффективными.Ложь
Простые конструкции также могут быть очень эффективными; сложность зависит от конкретных требований к продукту и его функциональности.
Какие ошибки часто встречаются при проектировании пластиковых деталей?
Проектирование литых пластмассовых деталей требует внимания к деталям, чтобы избежать ошибок, которые могут повлиять на функциональность и технологичность.
Распространенные ошибки проектирования при литье пластмасс включают недостаточную толщину стенок, плохие углы осадки и игнорирование потока материала, что приводит к дефектам, увеличению затрат и снижению производительности.

Выбор неправильного материала
Еще одна ошибка, которую я вижу, - это выбор правильного материала. Вы должны выбирать материал в зависимости от того, где будет находиться деталь. Если она будет находиться на улице, вам нужно добавить в нее УФ-стабилизаторы, чтобы она не растрескалась. Если это будет несущая деталь, то в нее нужно добавить наполнители, например стекловолокно, чтобы сделать ее более прочной. Если это будет деталь, которая должна скользить по чему-то, в нее нужно добавить присадки, например смазки.
Неравномерная толщина стенок
Различные сечения стенок часто встречаются в конструкции деталей и могут приводить к неожиданным характеристикам деталей при формовании. Пластмассам трудно течь и переходить между стенками разной толщины.
Толстые поперечные сечения стенок дают различную усадку, что может привести к деформации детали. Старайтесь делать толщину стенок толще, по крайней мере, в области затвора и тоньше в конце заполнения. Стремитесь к толщине стенок 0,080-0,120 дюйма и используйте в конструкции детали ребра и угловые пластины.
Не добавляя уклона для вытягивания формы
Чтобы извлечь пластиковую деталь из формы, вам понадобится конус для извлечения. Обычно пластик сжимается к середине детали. Если у вас нет конуса для извлечения, деталь застрянет в форме и не выйдет правильно. Если есть возможность, установите конусность экстрактора на 1° с каждой стороны. Любой конус поможет вытащить деталь.
Ненужные депрессии
Из-за сложности современных конструкций деталей впадины предусмотрены, но часто остаются без внимания. Углубления в пресс-форме необходимо устранять до выпуска детали, иначе она будет повреждена. Существует множество способов устранения вмятин в пресс-форме с помощью сквозной конструкции, направляющих, стержней или подъемников. Простое правило для проектирования: вмятины + сложные пресс-формы = более высокая стоимость.
Без учета радиусов филе
При проектировании деталей люди часто забывают о радиусах галтелей. Но они важны, потому что делают деталь прочнее. Радиус уменьшает концентрацию напряжений и разрушение пластиковых деталей. Кроме того, он улучшает внешний вид детали и снижает риск получения травмы при работе с ней.
Правильные углы осадки улучшают выход отформованных деталей из формы.Правда
Углы наклона позволяют выталкивать отформованные детали без повреждений, обеспечивая бесперебойное и эффективное производство.
Более толстые стенки всегда лучше для пластиковых деталей.Ложь
Хотя толстые стенки могут добавить прочности, они могут привести к таким осложнениям, как деформация и повышенный расход материала, поэтому ключевым моментом является баланс.
Заключение
Проектирование пластмассовых деталей требует учета как структуры, так и размеров. Когда речь идет о структуре, необходимо продумать размер формы, способ разделения деталей, охлаждение формы, удаление воздуха из формы и подачу пластика в форму. Все это важно для того, чтобы обеспечить эффективное формование детали и гарантировать, что деталь получится качественной.
Когда речь идет о размерах, необходимо подумать о том. толщина стенки9С какой силой вы собираетесь сжимать форму, как вы собираетесь заставить детали скользить и как вы собираетесь убедиться, что деталь не сломается. Все эти вещи важны для того, чтобы деталь не деформировалась и была качественной.
Процесс проектирования включает в себя анализ требований, разработку эскизов, детальное проектирование, изготовление пресс-формы, испытание пресс-формы и серийное производство, при этом особое внимание уделяется проверке и улучшению качества. К распространенным ошибкам проектирования относятся необоснованный выбор материала, неравномерная толщина стенок, отсутствие уклона при вытяжке и т. д., которых следует избегать, чтобы снизить стоимость и повысить качество готовой продукции.
-
Понимание различных методов разделения пресс-форм может повысить эффективность проектирования и качество продукции. ↩
-
Изучение влияния систем охлаждения поможет вам оптимизировать эффективность производства и качество продукции. ↩
-
Изучение конструкции усилия смыкания имеет решающее значение для обеспечения эффективного разделения пресс-форм и долговечности оборудования. ↩
-
Понимание передовых методов проектирования скользящих деталей может повысить функциональность и долговечность ваших пластиковых компонентов. ↩
-
Изучение эффективных стратегий проектирования на растяжение может предотвратить поломки и улучшить характеристики ваших пластиковых деталей под нагрузкой. ↩
-
Лучшее программное обеспечение для проектирования поможет упростить процесс проектирования и повысить точность создания пластиковых деталей. ↩
-
Литье под давлением с использованием газа позволяет повысить качество продукции и снизить затраты. Откройте для себя его преимущества, чтобы оптимизировать свой производственный процесс. ↩
-
Узнайте о механизмах извлечения стержней, чтобы избежать распространенных ошибок при проектировании пресс-форм и повысить эффективность производства. Эти знания необходимы для достижения успеха. ↩
-
Узнайте все, что вам нужно знать о процессе литья под давлением с тонкими стенками: литье под давлением с тонкими стенками - это процесс, используемый для изготовления тонких пластиковых деталей. ↩






