

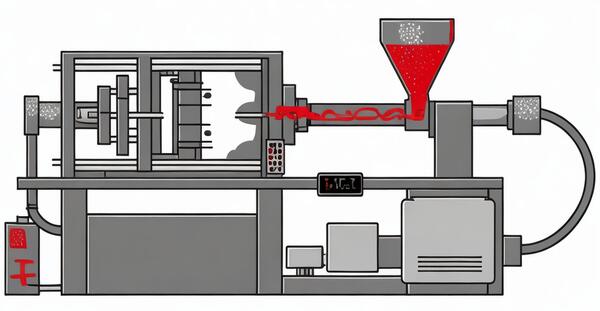
Введение: Литье под давлением - самый распространенный способ изготовления пластиковых изделий, состоящих из нескольких частей, которые в конце нужно соединить вместе. Собрать детали вместе - значит убедиться, что они правильно подогнаны и держатся вместе.
Вот тут-то и пригодятся допуски. Если вы не укажете, сколько места должно быть между деталями, или не убедитесь, что детали имеют правильный размер, они не будут правильно подогнаны друг к другу.
Допуски при литье под давлением могут быть головной болью, потому что формы дорогие. Поэтому нужно знать, как их контролировать.
В этой статье я расскажу, что влияет на допуски и как их контролировать с помощью проектирования для производства (DFM), выбора материалов, проектирования инструментов и управления технологическим процессом.
Почему допуски важны для деталей, изготовленных методом литья под давлением?
Количество отклонений в любом процессе быстрого прототипирования зависит от его точности, и хотя литье под давлением довольно точно, все равно есть небольшая погрешность.

Такая вариативность делает важным определение диапазона допустимых отклонений для того, чтобы детали работали сразу после сборки.
Когда вы собираете изделие, состоящее из нескольких деталей, изготовленных методом литья под давлением, необходимо обратить внимание на допуски при литье пластмассы.

Допустим, вы хотите соединить две пластиковые детали с помощью болтов. Для этого нужно просверлить отверстие в обеих деталях.
Если вы ошибетесь в расположении и размере отверстия, то при сборке возникнут проблемы и потеряется функциональность. Таким образом, для правильной работы обеих деталей необходимы позиционные допуски.
Проще говоря, контролировать и оптимизировать допуски при литье под давлением - это все равно что предполагать худшее. Это определение диапазона допустимых отклонений, при которых ваш продукт будет работать наилучшим образом.
Какие факторы влияют на допуски при литье под давлением?
Дизайн деталей
Одним из важнейших способов ограничения коробления, чрезмерной усадки и несоосности деталей является использование принципов DFM при проектировании деталей.
Для этого лучше всего сотрудничать с компанией, предоставляющей услуги литья под давлением, на ранних этапах проектирования, чтобы избежать дорогостоящих переделок на более поздних этапах.
Толщина стенок ; Детали с переменной толщиной стенок могут подвергаться неравномерной усадке. Если толстых участков не избежать, для поддержания равномерной толщины стенок необходимо использовать кернение. Неравномерная толщина стенок может привести к деформации детали, что может повлиять на допуски и посадку.
Более толстые стенки не всегда являются лучшим выбором для повышения прочности; когда это возможно, лучше использовать ребра и фермы для повышения прочности деталей.
Угол наклона ; Черновые углы очень важны для того, чтобы деталь легко выходила из инструмента.
Если угол не правильный, деталь может застрять при выходе, поцарапаться и деформировать готовое изделие. Угол наклона может составлять от 0,5° до 3°, в зависимости от конструкции детали и качества обработки поверхности.
Функции lBoss; Бобышки часто используются для размещения крепежа при сборке нескольких пластиковых деталей. Если бобышки слишком толстые, они могут оставлять вмятины на детали.
Если они не соединены с боковинами ребрами жесткости, они могут значительно деформироваться. Это сделает сборку этих деталей практически невозможной.
Выбор материала
Пластмассы для литья под давлением можно изготавливать из множества различных смол. Выбор зависит от того, что именно вы собираетесь производить.
Каждая смола дает разную усадку. При проектировании формы необходимо учитывать эту усадку. Обычно форму делают больше на процент усадки материала.
Если вы изготавливаете что-то из нескольких видов материалов, вам придется рассчитывать на разную степень усадки.

Если неправильно спроектировать допуски, можно получить детали, которые не подходят друг к другу. Это большая ошибка в литье под давлением, которая стоит больших денег.
Допуски для литья под давлением в основном определяются усадкой материала и геометрией детали.
Прежде чем приступить к проектированию и изготовлению инструмента, необходимо окончательно определиться с выбором материала. Конструкция инструмента в значительной степени зависит от выбранного материала.

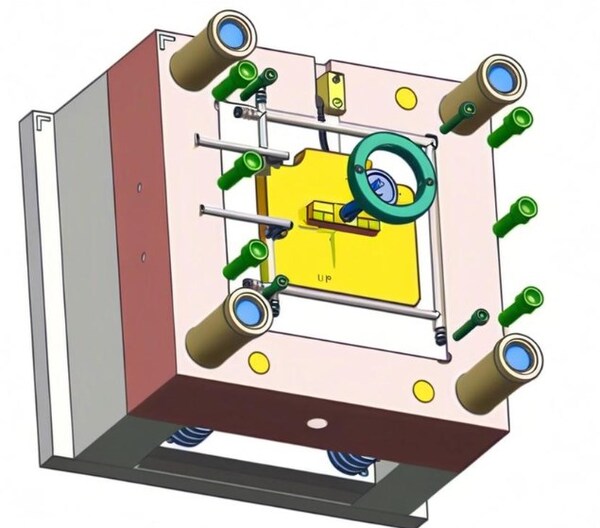
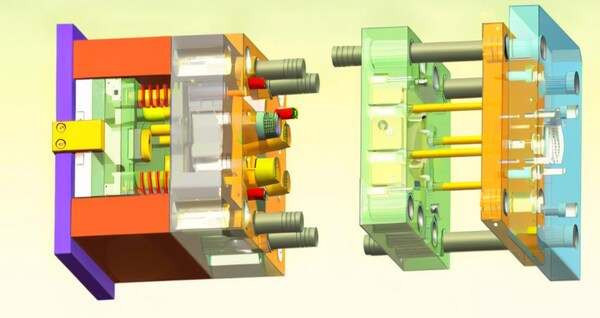
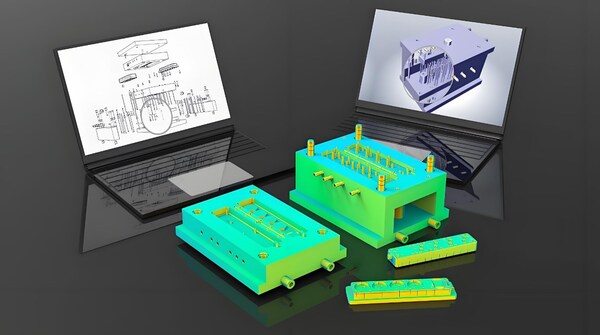
Дизайн инструментов
Когда вы выбираете материал, вы обычно делаете инструмент больше, чтобы учесть усадку материала. Но усадка не одинакова во всех направлениях. Например, толстые детали остывают с разной скоростью, чем тонкие.
Так, если у вас сложная деталь с сочетанием тонких и толстых стенок, скорость охлаждения будет разной.
Это может привести к деформации или усадке детали, что может нарушить допуски и посадку литья под давлением. Чтобы помочь в этом, производители оснастки думают о таких вещах, когда разрабатывают особенности пресс-формы.
Охлаждение инструмента; Охлаждение инструмента важно для обеспечения равномерной усадки детали. Если инструмент не охлаждается должным образом, деталь будет сжиматься неравномерно и не будет иметь нужного размера. Чтобы деталь была нужного размера, в инструмент можно вставить водяные линии.
Допуск инструмента имеет большое значение для литья под давлением, потому что если инструмент не соответствует допуску, каждая деталь, которая выходит из этого инструмента, будет иметь эту погрешность, добавляющуюся к любой погрешности, вызванной усадкой.
При обработке с ЧПУ допуски инструментов обычно жестко контролируются и отслеживаются, поэтому нестандартный инструмент редко является причиной выхода детали за пределы допуска.
Кроме того, эти инструменты, как правило, "безопасны для стали". Это означает, что при изготовлении инструмента критические размеры или характеристики могут быть скорректированы путем дополнительного фрезерования.
Если готовые размеры некоторых деталей не соответствуют допуску, дополнительный материал позволяет доработать инструмент в процессе обработки.
Например, для отверстия с жестким допуском на детали может использоваться инструмент с основным штифтом, рассчитанным на более широкую сторону допуска. Если отверстие нуждается в корректировке, его обрабатывают тоньше, чтобы сделать отверстие тоньше.
Расположение штифта выталкивателя; Выталкивающий штифт выталкивает его из формы при ее открытии; это должно происходить как можно быстрее, чтобы минимизировать время цикла.
Если выталкивающий штифт расположен не в самом удачном месте, он может повредить деталь. Некоторые материалы не являются абсолютно жесткими при выходе из инструмента, и неравномерное выталкивание может привести к серьезному короблению и несоответствию размеров.
Расположение ворот; Затвор - это место, где смола попадает в инструмент. Если вы поместите его в неправильное место, это будет выглядеть плохо.
Кроме того, если форма заполняется неравномерно, деталь будет деформироваться и неравномерно усаживаться. Чтобы равномерно заполнить форму и избежать этих проблем, сложным деталям часто требуется более одного литника.
Управление процессом
Даже если вы заранее проделаете всю конструкторскую работу и продумаете материалы, чтобы оптимизировать допуск детали при литье под давлением, все равно есть вероятность, что при поставке первых образцов деталь окажется не в допуске.
После того как вы проделали все вышеперечисленные действия, следующим шагом для улучшения соблюдения толерантности станет корректировка процесса.
Контроль температуры, давления и времени выдержки - одни из самых распространенных способов повышения качества деталей.
Как только вы определите идеальный набор условий, пресс-форма сможет создавать стабильные детали с очень небольшим разбросом размеров между частями.
Если у вас есть деталь с большим количеством элементов, неплохо установить в инструмент датчики давления и температуры, чтобы можно было измерять эти параметры во время изготовления детали.
Таким образом, вы сможете контролировать процесс и убедиться в соблюдении допусков. Если вы сможете постоянно поддерживать давление и температуру в инструменте, у вас будет гораздо больше шансов выдержать допуски.
При изготовлении сложных многофункциональных деталей полезно установить в инструмент датчики давления и температуры, чтобы измерять эти параметры в процессе производства для обратной связи в реальном времени и управления процессом.
Постоянное поддержание давления и температуры в инструменте очень помогает обеспечить стабильные допуски.
Как оптимизировать допуски при литье под давлением?
Для оптимизации допусков при литье под давлением можно оптимизировать конструкции изделий с помощью проектирования для производства, использовать правильные материалы для литья под давлением, корректировать конструкцию пресс-формы и управлять процессом.
В этом разделе мы рассмотрим каждую категорию, чтобы вы могли добиться реалистичных допусков при литье пластмасс под давлением.
На этапе проектирования
Когда производители используют литье под давлением, они сталкиваются с такими проблемами, как коробление, чрезмерная усадка деталей, несоосность деталей и т. д. в процессе обработки, которые влияют на допуски литых деталей.
Для борьбы с этим конструкторы следят за тем, чтобы при проектировании каждого изделия соблюдалась технология Design for Manufacturing (DFM), поскольку она позволяет ограничить возникновение подобных проблем.
Чтобы получить хороший DfM, необходимо привлечь хорошую службу быстрого прототипирования с большим опытом литья под давлением (например, Rapid Direct) на ранних стадиях процесса проектирования.
Вот четыре вещи, о которых следует подумать, когда речь идет о дизайне деталей.
Общий размер
Чем больше вещь, которую вы делаете, тем больше вам приходится беспокоиться о допусках. Когда вы делаете что-то большое при литье пластмассы под давлением, оно может деформироваться или сжаться. Поэтому нужно думать о размерах.
Толщина стенок
Усадка — это уменьшение размеров пластиковой детали в фазе охлаждения. Усадка является неотъемлемым процессом в процесс литья под давлением и контролируется такими факторами, как толщина стенки, температура и т.д.
Если вы хотите уменьшить косметические дефекты, такие как коробление, проседание, растрескивание и деформация, необходимо обеспечить стабильную скорость усадки.

А чтобы скорость усадки была стабильной, необходимо, чтобы толщина стенки была равномерной. Вот как можно добиться равномерной толщины стенок:
Не проектируйте детали с острыми внутренними углами, длинными неподдерживаемыми пролетами или плохо продуманными бобышками. Если вам нужно усилить стенки, используйте ребра жесткости.
Если вы установите радиусы на внутренних углах, это поможет уменьшить коробление. Используйте правильный материал и учитывайте толщину стенок. Не используйте толстые стенки, так как они замедляют охлаждение, что увеличивает усадку и может привести к короблению.

Углы наклона
Углы вытяжки имеют большое значение при проектировании литья под давлением, поскольку они облегчают извлечение детали из формы. Легкое извлечение детали означает меньшее трение, меньший износ и красивую поверхность.

Если при литье под давлением не продумать углы осадки, это приведет к усадке, и детали будут застревать при попытке их извлечь (такие пластики, как нейлон, по-прежнему отлично работают при 0).
Черновые углы измеряются в градусах/дюймах/мм, но не существует стандартных правил допусков литья под давлением для их учета в конструкции изделия.
Но у нас есть несколько правил, которым вы можете следовать. Для большинства деталей подходит угол вытяжки от 10 до 20. Добавьте 10 на 1 дюйм глубины. Используйте 30 для легких текстур и >50 для тяжелых текстур, а также используйте 0,50 на всех вертикальных поверхностях.

Боссы
Боссы являются важной частью дизайна изделий и используются для фиксации деталей, когда вы собираете их вместе.
При создании боссов необходимо учитывать некоторые важные моменты. Во-первых, стенки босса не должны быть слишком толстыми. Если вы создадите толстый босс, вот что произойдет:
Пустоты и раковины образуются, когда вы не заделываете бобышки. Это увеличит время цикла. Кроме того, при закреплении будут появляться трещины в пластике.
Кроме того, следует сделать бобышки сердцевинными (т.е. соединить их с ближайшей боковиной). Это приведет к дополнительному распределению нагрузки на деталь и улучшит охлаждение детали и поток материала.
Выбор правильного материала для жестких допусков при впрыске
Выбор материала имеет большое значение, когда речь идет о допусках при литье под давлением, поскольку материал сокращается равномерно (т.е. материалы для литья под давлением сокращаются на этапе охлаждения из-за изменения плотности).
Усадка зависит от таких факторов, как толщина стенки, температура, деталь и тип материала. При выборе материала руководствуйтесь следующими факторами:
Состав пластика: ABS дает меньшую усадку, чем полиэтилен, потому что он менее плотный.

Молекулярная масса: Высокомолекулярные смолы обладают высокой вязкостью и большим перепадом давления, что увеличивает усадку.
Добавки: Добавление наполнителей с низким тепловым расширением уменьшит усадку.
Разные смолы сокращаются с разной скоростью. Поэтому при выборе материалов и проектировании пресс-формы для литья под давлением необходимо помнить об этом.
Это поможет вам уменьшить косметические дефекты, которые нарушают допуск ваших литьевых деталей. Такие дефекты, как коробление, проседание, растрескивание и деформация.

Не забывайте о средствах для работы с плесенью
Когда вы выбираете подходящий материал, разработчики пресс-форм скажут вам, что нужно увеличить размер формы, чтобы учесть усадку материала. Разные материалы усаживаются с разной скоростью из-за неодинаковой толщины. Чтобы свести это к минимуму, при проектировании пресс-формы учитывайте следующее.
Охлаждение инструмента
Охлаждение имеет большое значение для литья под давлением. Именно оно делает разницу между хорошей и плохой деталью. Это процесс охлаждения горячего пластика после его впрыска.
Охлаждение должно быть равномерным, потому что в противном случае вы получите усадку, раковины, проблемы с выбросом, коробление и всевозможные другие проблемы, которые повлияют на внешний вид, допуски и функциональность детали.

Чтобы добиться равномерного охлаждения, необходимо проложить охлаждающие линии в пресс-форме в нужных местах. Также необходимо следить за такими параметрами, как давление впрыска, вязкость смолы и время заполнения.
Допуски на инструмент
Формы для литья под давлением обычно изготавливаются с использованием ЧПУ. Это позволяет обеспечить жесткие допуски, а значит, форма будет оставаться точной при нагревании и охлаждении.
Допуски обеспечат правильное охлаждение детали без потери точности. Но если не контролировать допуски при изготовлении пресс-формы, можно получить большие дефекты, такие как коробление, усадка, проседание и т. д.
Положение штифта выталкивателя
Выталкивающий штифт - это элемент литьевой формы, который выталкивает готовое изделие из формы. Штифт имеет различную форму (предпочтительно плоскую), через которую прикладывается определенное усилие для выталкивания изделия.
Поэтому, когда он находится в неправильном положении, на готовом изделии могут образовываться нежелательные углубления. Кроме того, в нежестких материалах или материалах, которые охлаждаются неравномерно, выталкивающий штифт может расколоть готовое изделие, что приведет к многочисленным косметическим дефектам и физическим искажениям.

Положение ворот
Ворота - это место, где пластик попадает в форму. Установите ворота в том месте, где деталь имеет наибольшую толщину. Это поможет детали не утонуть и не иметь дыр. Это также поможет пластику лучше течь.
Поместите ворота в место наибольшей толщины детали, чтобы деталь заполнилась полностью. Не ставьте ворота рядом с такими предметами, как штифты и сердечники.

Не позволяйте воротам испортить внешний вид бегуна или детали. Ворота должны быть в правильном месте. Если ворота расположены не там, где нужно, деталь не будет заполняться правильно. В результате деталь деформируется, сморщится и будет выглядеть плохо.
Выполняйте повторяющийся контроль процессов
В производственном процессе есть много вещей, которые могут повлиять на изготавливаемую деталь, и управление процессом - это способ убедиться, что все эти вещи настроены правильно, чтобы деталь получилась такой, какой должна быть.
Датчики давления и температуры, встроенные в пресс-форму, часто являются важной частью эффективного управления процессом, поскольку они сообщают вам, что происходит с этими элементами в режиме реального времени, и вы можете быстро внести изменения, если происходит что-то неладное.

Как только вы возьмете эти вещи под контроль и сможете делать их каждый раз одинаково, пресс-форма сможет производить детали нужного размера, которые не будут сильно меняться.
Пластиковые смолы обычно имеют более высокий коэффициент теплового расширения, что означает, что они с большей вероятностью изменят размеры при изменении температуры.
Поэтому детали с более жесткими допусками часто необходимо измерять при одной и той же температуре, чтобы убедиться, что они сохраняют свой размер и работают правильно.

Каковы достижимые допуски при литье под давлением?
Чтобы получить настоящий стандарт литьё под давлением Допуски, вы можете заложить некоторые выполнимые допуски литья пластмасс под давлением в конструкцию пластиковой формы. Вот общие допуски для основных пластмасс, используемых при литье пластмасс под давлением:
Допуски размеров +/- мм
Точность может стать настоящим мучением. Именно поэтому дизайнеры используют символ (+/-), чтобы показать диапазон измерений. Каждый материал имеет свой диапазон допусков при увеличении размера. В таблице выше приведены допуски на размеры для основных пластмасс, используемых для литья под давлением.
Допуски прямолинейности/плоскостности
Деформация происходит из-за того, что пластик сжимается по-разному в направлении потока и поперек него. Это может происходить из-за того, что разные части детали имеют разную толщину стенок, которые сжимаются по-разному.

Деформацию можно свести к минимуму, изменив конструкцию пресс-формы, расположив затвор в лучшем месте и лучше контролируя процесс. Но, возможно, вам придется иметь реалистичный допуск на пластик, потому что от искривления трудно избавиться 100%.
Допуски апертуры +/- мм
Чем больше отверстие, тем больше вам придется беспокоиться. На рисунке выше показано, о чем нужно беспокоиться для отверстий разного размера.
Допуски глубины слепых отверстий +/- мм
Слепые отверстия - это отверстия, просверленные в заготовке с помощью вставного стержня, который не проходит через всю заготовку.

Слепые отверстия фиксируются и удерживаются на одном конце, что повышает вероятность их деформации под действием сильных сил течения расплава. В таблице выше показаны различные допуски, которые можно использовать.
Допуск на концентричность/овальность +/- мм
Речь идет об определении толщины стенки (разницы между внешним и внутренним диаметрами). На рисунке выше показаны различные допуски и разница в стоимости для получения этого допуска.
Заключение
В процессе литья под давлением всегда есть некоторые отклонения, поэтому необходимо иметь диапазон допустимых отклонений, чтобы детали работали, когда вы их собираете.
Именно поэтому допуски при литье под давлением так важны, когда вы собираете изделия из нескольких литых деталей.
Когда вы контролируете и оптимизируете допуски литья под давлением, вы можете определить диапазон допустимых отклонений, которые помогут вашему изделию работать наилучшим образом.
Наиболее распространенные способы сделать это в основном связаны с DfM, выбором материала и контролем процесса, и это руководство по допуску при литье под давлением может помочь вам упростить наиболее распространенные способы, которые будут действительно полезны для вашего проекта. Если у вас есть какой-либо проект по литью под давлением, пожалуйста, не стесняйтесь обращаться в Zetar Mold.
В целом, оптимизация литьё под давлением Допуски важны для обеспечения эффективного и рентабельного производства продукции.
Для этого необходимо выяснить, какие допуски вам нужны, подобрать правильные материалы и процессы, а также скорректировать конструкцию и параметры пресс-формы.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.







