 Перейти к содержанию
Перейти к содержанию 

Введение: Литье под давлением - отличный производственный процесс для изготовления красивых быстрых прототипов и пластиковых литых деталей. Но без строгой системы контроля производственного процесса на пластмассовых деталях могут появиться такие дефекты, как раковины.

So, what are sink marks in injection molding? Why do they happen and how can you as a manufacturer prevent them from happening? Read on as we provide you with the answers to these questions and the important information you need to know about sink marks.
Что такое раковины при литье под давлением?
След от раковины - это дефект на поверхности литьевой детали, который изменяется в зависимости от толщины стенки. Другими словами, раковины возникают на более толстых участках литьевой детали, и этот дефект больше похож на ямку или канавку на ее поверхности.

Чем толще участок изделия, тем больше деталей в нем содержится. Кроме того, такие толстые участки увеличивают время охлаждения. В отличие от этого, внешняя часть пластиковой детали, соприкасающаяся со сталью пресс-формы, обычно охлаждается очень быстро.

Таким образом, разница во времени охлаждения между внешней и внутренней сторонами формованной детали вызывает дефект. Каким образом? Когда молекулы в более толстой части детали начинают остывать, они сжимаются, заставляя внешнюю часть сжиматься внутрь, образуя раковину. Но если внешняя часть достаточно прочная, эта усадка вместо этого приведет к образованию пустот.

Видимость раковины зависит от ее глубины, цвета и текстуры изделия. Однако важно отметить, что небольшие следы от раковины часто заметны, поскольку они способны отражать свет в разных направлениях.
Причины и способы устранения раковин от литья пластмасс под давлением
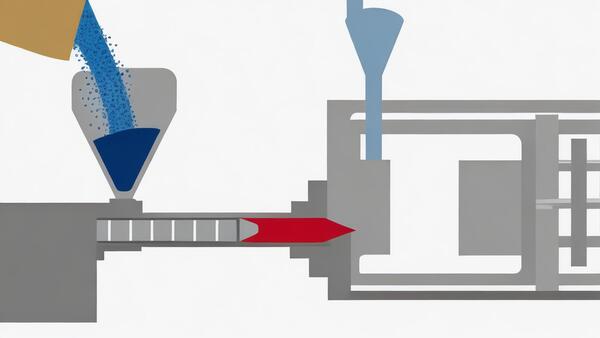
Когда вы изготавливаете детали методом литья под давлением, вы заливаете расплавленный материал в форму. Материал остывает и превращается в нужную вам деталь. Затем вы вынимаете ее.

Раковины при литье под давлением обычно возникают, когда деталь, которую вы отливаете, слишком толстая для используемой смолы. Но есть и другие причины появления раковин. Давайте рассмотрим, что их вызывает и как уменьшить раковины при литье под давлением.
Неправильная температура расплава
Использование неправильных температур при плавлении смолы может привести к появлению раковин на поверхности готового пластика. Обычно раковины возникают из-за низкой температуры вставки, и в этом случае повышение температуры может решить эти проблемы.
Чтобы избежать этого, регулируйте температуру расплавленной смолы в пределах рекомендованного производителем температурного диапазона. Проверьте температуру расплава перед введением смолы в форму.
Короткое время выдержки
Если время выдержки слишком мало, это также может привести к образованию впадин на поверхности детали. В идеале время упаковки и выдержки должно быть большим. Это обеспечивает надлежащее уплотнение затвора детали, что предотвращает вытекание полимерной смолы в полость формы или из нее. Если затвор не загерметизирован должным образом, пластиковая смола будет вытекать из полости, когда она находится в неподвижном состоянии.

Чтобы избежать раковин, держите достаточно долго, чтобы ворота затвердели после заполнения формы. Это поможет предотвратить вытекание расплавленного материала из формы и тем самым предотвратить проседание. Другими словами, если вблизи литника имеются следы или впадины, увеличение времени выдержки поможет их устранить.
Ребро слишком толстое
Если ребро толще, то толщина стыка ребра и основной стенки также больше. Здесь концентрируется пластик. При охлаждении сначала затвердевают ребро и основная поверхность более толстых участков стенки. Центр стыка ребра и основной толщины стенки остается расплавленным.

Пластик, застывающий позже, сжимается на пластике, застывающем первым, и оказывает присасывающее действие на окружающий его пластик. Если в каком-то месте слой затвердевания слабее (обычно на поверхности формы, противоположной ребру), поверхность там может провалиться во впадину.
Следы раковины могут быть вызваны свойствами материала, давлением прижима и расстоянием от затвора. Иногда толщина ребра должна составлять 50% от толщины основной стенки или даже меньше. Человеческий опыт иногда бывает неточным.

Рекомендуется проанализировать его с помощью CAE-анализа течения пресс-формы. Риск можно предсказать на основе индекса усадки, полученного в результате анализа потока пресс-формы, чтобы понять, как различные варианты толщины ребер влияют на усадку. Риск усадки также может быть спрогнозирован аналогичным образом для положения колонны и угла изделия.
Размер бегунка и ворот
Бегунок и затвор слишком малы, а сопротивление потоку материала слишком велико. Если давление впрыска и давление недостаточно, полость формы не может быть заполнена плотным материалом, а плотность расплава мала, что может легко привести к углублению поверхности и появлению следов усадки.

Некоторые изделия имеют неравномерный локальный поток клея или слишком маленькие проточные каналы, что также может вызвать большое сопротивление потоку материала и недостаточное локальное давление, и вероятность появления усадочных пятен также увеличится. Я предлагаю использовать программное обеспечение CAE для анализа потока в пресс-форме, чтобы проанализировать поток материала и давление перед проектированием пресс-формы, а также смоделировать процесс заполнения.
Программное обеспечение предоставит обоснованные данные, которые помогут нам разумно спроектировать размер бегунка и затвора, а также проанализировать области, где структура продукта препятствует потоку. Измените изделие в соответствии с результатами анализа, чтобы полностью предотвратить усадку на поверхности изделия.

Высокая температура пресс-формы
Влияние температуры пресс-формы на усадочные следы или усадочные отверстия является относительным. Если температура пресс-формы слишком низкая, поверхностный слой детали имеет тенденцию к конденсации и утолщению, толщина основного слоя относительно уменьшается, канал для удержания давления и усадки сужается, и дальний конец детали не может получить достаточную усадку, образуя следы усадки или усадочные отверстия;
Кроме того, низкая температура пресс-формы приводит к тому, что литниковая система, особенно затвор, легко замерзает, и деталь не получает достаточного давления прижима и усадки, что также приводит к образованию усадочных полостей или следов усадки.
Если температура пресс-формы слишком высока, эффективность охлаждения пресс-формы низкая и охлаждение происходит медленно. Из-за длительного времени охлаждения усадка также увеличивается. При недостаточном прижимном давлении и усадке легко возникают следы усадки или усадочные полости.
Слишком высокая температура может помешать правильной и своевременной герметизации затвора. Чтобы решить эту проблему, используйте правильный температурный диапазон пресс-формы и обеспечьте правильный трубопровод.

Неправильное давление удержания или давление удержания
Еще одна причина появления вмятин на формованных деталях - неправильное распределение давления прижима. Другими словами, правильное распределение давления на различные части изделия помогает сохранить его форму.
Во избежание образования раковин или деформации, типичный диапазон давления в полости составляет от 8 000 до 15 000 фунтов на кв. дюйм. Согласно эмпирическому правилу, давление удержания или уплотнения должно составлять 50-70% от давления впрыска.

Лучший способ определить давление - это измерить толщину. Так, толстые детали требуют больше пластика и давления для поддержания формы, чем тонкие.
Поскольку этот дефект вызван усадкой пластиковой смолы и других материалов в толстой зоне в процессе сушки, введение достаточного количества пластика в толстую зону при соответствующем давлении может помочь устранить этот дефект.

Винт обратного клапана машины литья под давлением повреждение отказ
Injection molding technicians know that the check valve on the injection molding machine is to prevent the molten plastic material in front of the screw in the material tube from flowing back during injection and holding pressure.
Если обратный клапан на термопластавтомате изношен и треснул во время длительной эксплуатации, серьезные повреждения приведут к тому, что пластик будет вытекать обратно через зазор, буферное и удерживающее давление уменьшится или исчезнет, а изделие легко даст усадку.

Поэтому необходимо часто проверять, обслуживать и чистить его. Также необходимо следить за чистотой и отсутствием мусора в пластиковых гранулах, особенно за тем, чтобы вторичное сырье не смешивалось с твердыми предметами, такими как лезвия и железные обрезки. Если вы обнаружите серьезные дефекты, сразу же замените их.
Слишком высокая температура бочки машины для литья под давлением
Если температура литьё под давлением Если бочка машины слишком высока, плотность расплава уменьшится. Когда изделие остывает, расплав, соприкасающийся с поверхностью формы, сначала застывает в виде конденсационного слоя. Пластик уменьшается в объеме, что приводит к уменьшению плотности расплава в центре полости.

Когда сердечник застывает медленно, в его центре образуется пустота. На внутренней стенке пустоты образуется усадочное напряжение. Если прочность поверхностного слоя затвердевания недостаточна, поверхность изделия будет утоплена внутрь, образуя след от усадки.
Метод улучшения заключается в установлении разумной температуры бочки. В пределах диапазона, допустимого материалом, старайтесь по возможности не использовать экстремальные значения, что может эффективно снизить вероятность усадки изделия. CAE-анализ течения в пресс-форме также может анализировать разумные опорные значения, чтобы заранее предотвратить появление следов усадки в изделии.

Количество и расположение задвижек не рассчитано разумно
Расположение и количество ворот также может стать причиной появления усадочных пятен на изделии. Вот параметр, которым вы можете поделиться со своими коллегами. Коэффициент длины потока материала - это отношение длины потока материала к толщине основной стенки изделия. Для нас это важный ориентир при проектировании количества и расположения затворов.
Обратите на это особое внимание. Вы можете найти это справочное значение в обычной таблице свойств материала, чтобы судить о текучести материала. Если из-за необоснованного количества и расположения затворов соотношение длины потока материала будет слишком большим, это приведет к слишком большому сопротивлению потоку.
Если давление впрыска недостаточно, полость формы не может быть заполнена плотным материалом, плотность расплава низкая, а вероятность усадочной деформации изделия высока.
Многие старые формовщики разрабатывают положение и количество ворот, основываясь на опыте. Я думаю, что сейчас не рекомендуется полностью полагаться на опыт. Результаты анализа компьютерного моделирования CAE могут предоставить нам, конструкторам пресс-форм, очень точные справочные данные.

Анализ течения в пресс-форме позволяет всесторонне проанализировать свойства материалов, структуру изделия, температуру пресс-формы, водяное охлаждение и т. д., чтобы получить более точные результаты. Разработчики пресс-форм должны научиться использовать инструменты научного анализа, чтобы уменьшить количество ошибок при проектировании пресс-форм.
Слишком короткое время охлаждения продукта
Если время охлаждения изделия недостаточно, слой конденсата на поверхности изделия будет слишком тонким, а его жесткость будет недостаточной, чтобы противостоять напряжению, вызванному усадкой внутреннего расплава, что легко приведет к образованию усадочных впадин на поверхности изделия.

Как установить время охлаждения, можно узнать из рекомендуемых значений, полученных в результате анализа течения в пресс-форме CAE и таблицы свойств материала.
Сколько специалистов по наладке машины просматривали таблицу свойств материала, прежде чем настраивать машину? Когда вы настраиваете машину, вы должны установить время охлаждения на основе рекомендуемого значения, полученного в результате анализа, и сократить время охлаждения настолько, насколько это возможно в пределах допустимого диапазона качества поверхности изделия, чтобы сократить цикл формования.

Чтобы уменьшить количество раковин во время цикла литья под давлением, производители должны оптимизировать время охлаждения и параметры давления выдержки, чтобы обеспечить равномерное охлаждение пластиковой детали в течение всего процесса литья.
Неправильная геометрия деталей
Если геометрия детали и конструкция пресс-формы выбраны неверно, могут появиться следы раковин. Важно знать, что чаще всего раковины образуются на ребрах и бобышках.
Заключение
У дефектов продукции много причин. Мы должны учитывать конструкцию изделия, конструкцию пресс-формы и процесс литья под давлением. Необходимо проанализировать и найти первопричину проблемы. Мы должны учитывать стоимость, эффективность и качество продукции. Иногда мы не можем удовлетворить все требования. Нам нужно учесть, рассчитать и найти разумные компромиссы.
Принцип работы пресс-форм Zetar таков: приоритет отдается тем, которые могут быть улучшены за счет структуры продукта, что является первым выбором. Если это действительно невозможно, это будет улучшено через дизайн пресс-формы. Даже если стоимость пресс-формы увеличивается, проблема не должна быть оставлена на регулировку литья под давлением.

Поскольку увеличение стоимости пресс-формы носит единовременный характер, а стоимость литья под давлением является долгосрочной и масштабной, и литьё под давлением только разумные небольшие корректировки. Поэтому, чтобы стать хорошим специалистом по пресс-формам, требуется систематический анализ, тщательный расчет и разумные компромиссы.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







