 Перейти к содержанию
Перейти к содержанию 

Литье под давлением - это процесс, используемый для изготовления пластиковых деталей. Несмотря на то, что это довольно простой процесс, в нем могут встречаться некоторые распространенные подводные камни.
В этой статье мы расскажем о наиболее распространенных литьё под давлением дефекты процесса и способы их предотвращения.
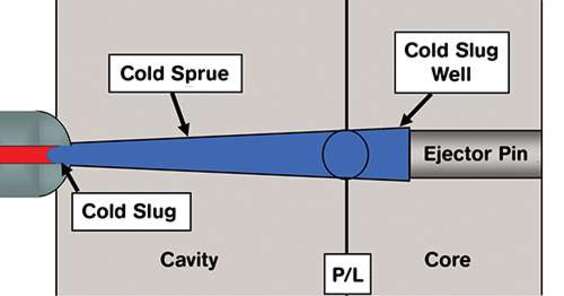
Один из дефектов литья под давлением: Холодный слизняк
Холодный слизняк
Внешний вид: Это означает, что на поверхности рядом с головкой материала застрял или прилип кусок холодного материала. Холодная головка приведет к появлению следов на поверхности изделий, что серьезно снизит механические свойства изделий.

Физические причины
Холодные головки часто возникают, когда расплав может охлаждаться вблизи сопла машины или горячего бегуна.
В этой области могут возникать дефекты, поскольку расплавленный материал, впрыскиваемый первым, всегда скапливается вблизи затвора.
Это происходит из-за неадекватного контроля температуры вокруг сопла машины или сопла горячего бегунка.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
Если температура горячего носителя слишком низкая, увеличьте температуру горячего носителя.
Слишком низкая температура сопла. Измерьте температуру сопла, увеличьте температуру сопла и уменьшите площадь контакта сопла.
Причины, связанные с проектированием и мерами по улучшению, приведены ниже:
Сечение сопла слишком мало, чтобы увеличивать его.
Неправильная геометрия затвора изменяет геометрию затвора, в результате чего холодная головка остается в проходе.
Неправильная геометрия горячего тракта изменяет геометрию сопла горячего тракта.
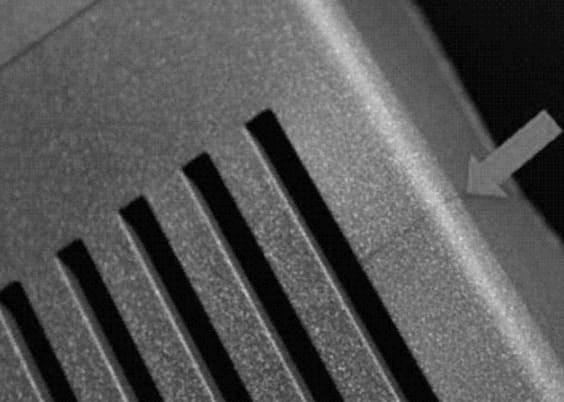
Дефекты литья под давлением два: Граммофон Риппи
Граммофон Риппи
Глубокие канавки видны по всему направлению потока материала, вплоть до конца прохода.
Это явление возникает при производстве изделий из высоковязких (неликвидных) материалов с толстыми стенками, где канавки похожи на бороздки на пластинке. На изделиях из материала PC они очень четкие, а на изделиях из ABS они крупнее и имеют серый цвет.

Физические причины
Если во время литьё под давлениемОсобенно при низких скоростях впрыска расплав, находящийся в контакте с поверхностью формы, конденсируется слишком быстро, а сопротивление потоку слишком велико, и на переднем конце жидкости возникают деформации. Затвердевший внешний материал не полностью соприкасается со стенками полости и образует волнистую форму. Волнистый материал застывает, и давление больше не сглаживает его.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
Скорость впрыска слишком низкая: увеличьте скорость впрыска.
Если температура расплава слишком низкая: повысьте температуру бочки и увеличьте противодавление шнека.
Повысьте температуру формы: если температура поверхности формы слишком низкая
Если давление слишком низкое, увеличьте давление
Причины, связанные с проектированием и мерами по улучшению, приведены ниже:
1. Сечение затвора слишком мало, чтобы увеличить сечение затвора, укоротите затвор
2. Отверстие сопла слишком мало, чтобы увеличить отверстие сопла

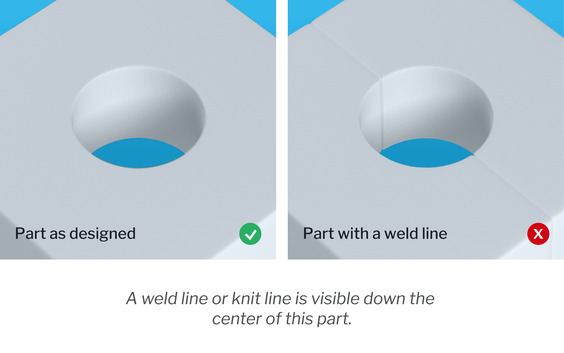
Три дефекта литья под давлением: Линии сварки
Линии сварки
В режиме заливки под стыком подразумевается линия, на которой встречаются передние концы каждой жидкости. Особенно в тех случаях, когда конструкция пресс-формы имеет сильно отполированную поверхность, шов сплавления на изделии выглядит как царапина или бороздка, особенно на темных или прозрачных изделиях. Положение шва сплавления всегда находится в направлении потока материала.
Физические причины
Соединения плавлением образуются там, где потоки расплавленного материала раздваиваются и соединяются вместе, обычно вокруг ядра потока расплава или с помощью нескольких литников.
Там, где потоки снова встречаются, на поверхности образуются плавленые швы и обтекаемые линии. Чем больше сердцевина вокруг расплава или чем длиннее бегунок между затворами, тем очевиднее образуется стык плавления. Небольшие швы плавления не влияют на прочность изделия.
Однако в тех случаях, когда процесс производства очень длинный или температура и давление недостаточны, неправильное заполнение приведет к появлению заметных борозд.
Основная причина - слабое место, вызванное неравномерным плавлением передней части жидкости. В местах добавления пигмента в полимер могут образовываться пятна из-за заметной разницы в ориентации. Количество и расположение задвижек определяют количество и расположение плавких швов. Чем меньше угол, под которым встречается фронт жидкости, тем очевиднее стык плавления.
В большинстве случаев при вводе технологического процесса в эксплуатацию не удается полностью избежать наплавления швов или линий потока. Что можно сделать, так это уменьшить их яркость или перенести в незаметное или совсем невидимое место.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
1. Слишком низкая скорость впрыска. Увеличьте скорость впрыска
2. Если температура плавления слишком низкая, увеличьте температуру бочки.
3. Если температура поверхности формы слишком низкая, увеличьте температуру формы.
4. Если давление слишком низкое, увеличьте давление и переключите его как можно скорее.
Причины, связанные с проектированием и мерами по улучшению, приведены ниже:
1. Место расположения ворот нецелесообразно переносить ворота и перемещать их в невидимое место.
2. В проходе потока материала нет выпускного отверстия. Размер выпускного отверстия должен соответствовать характеристикам материала.
Дефекты литья под давлением четыре: Полосы влаги
Полосы влаги
Водяной знак на поверхности - это длинная серебряная проволока на поверхности изделия. Направление открытия водяного знака - вдоль направления потока материала. Там, где изделие не заполнено, передняя часть жидкости шероховатая.

Физические причины
Некоторые пластики, такие как PA, ABS, PMMA, SAN и PBT, легко впитывают воду. Если пластик хранится плохо, влага может попасть внутрь частиц или прилипнуть к поверхности. Когда частицы плавятся, влага превращается в пар, образуя пузырьки. Во время литьё под давлением В процессе работы эти пузырьки выходят на поверхность фронта жидкости, лопаются и образуют нерегулярные узоры
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
Остаточная влажность частиц слишком высока, чтобы проверить условия хранения частиц, сократить время нахождения частиц в бункере и обеспечить достаточную предварительную сушку материала.

Дефекты литья под давлением пять: CОлур Стрикс
Цветные полосы
Видимый цветовой дисбаланс - это неодинаковый цвет поверхности изделия, который может быть как вблизи головы, так и вдали, иногда в области острой кромки потока материала.

Физические причины
Неравномерность цвета вызвана неравномерным распределением пигментов, особенно при добавлении цвета через мастербатч, тонер или жидкую краску.
Если температура ниже рекомендованной, мастер цвета не может быть полностью гомогенизирован. Если температура формовки слишком высока или время выдержки в бочке слишком велико, легко вызвать термическую деградацию пигмента или пластика, что приведет к неравномерному окрашиванию.
Если материал пластифицирован или гомогенизирован при правильной температуре, то при слишком быстром впрыскивании через поперечное сечение головки тепло от трения может привести к разрушению пигмента и изменению цвета.
Обычно при использовании маточного раствора необходимо обеспечить совместимость химических и физических свойств пигмента и смолы, которая будет окрашиваться его раствором.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
1. Материал перемешивается неравномерно, что снижает скорость вращения шнека; Повышение температуры бочки и противодавления шнека.
2. Если температура расплава слишком низкая, увеличьте температуру бочки и уменьшите давление.
3. Слишком низкое противодавление шнека, увеличьте противодавление шнека.
4. Скорость вращения шнека слишком высока, уменьшите скорость вращения шнека.
Причины, связанные с проектированием и мерами по улучшению, приведены ниже:
1. Если ход винта слишком большой, следует использовать цилиндр с большим диаметром или длинным диаметром сравнения.
2. Цилиндр с большим диаметром или большим соотношением длины и диаметра должен использоваться для обеспечения короткого времени пребывания расплавленного материала в цилиндре.
3. Если винт L: D слишком мал, используйте ствол с большим диаметром.
4. Коэффициент сжатия винта низкий, высокий коэффициент сжатия винта.
5. Без разреза и смешанных секций Обеспечьте разрез и/или смешанные секции.
Дефекты литья под давлением шесть: Обугленные полосы
Обугленные полосы
На поверхности видимого продукта видны очень темные прожилки серебристого и светло-коричневого цвета.

Физические причины
Выжженные темные следы вызваны чрезмерной термической деградацией расплава. Бледно-коричневые отметины вызваны окислением или разложением расплава. Серебристые линии обычно вызваны трением о шнек, контрольное кольцо, сопло, головку материала, узкое сечение или острую кромку изделия.
Как правило, сильное разрушение или разложение пластмасс происходит, когда машина остановлена, а бочка продолжает нагреваться.
Если полосы обнаруживаются только вблизи головки, причина не только в недостаточной оптимизации управления температурой горячего потока, но и в сопле машины.
Даже если температура расплава немного выше, время пребывания расплава в бочке относительно велико, что приведет к снижению механических свойств продукта.
Вследствие цепной реакции деградации, вызванной тепловым движением молекул, текучесть расплава увеличивается, поэтому неизбежно возникает явление переполнения формы. Будьте особенно осторожны при работе со сложными литьевые формы.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
1. Если температура плавления слишком высока, уменьшите температуру бочки.
2. Если температура горячего носителя слишком высока, чтобы проверить температуру горячего носителя, уменьшите температуру горячего носителя.
3. Бочка малого диаметра используется, когда расплавленный материал остается в бочке слишком долго.
4. Скорость впрыска слишком высока, чтобы уменьшить скорость впрыска: многоступенчатый впрыск: быстрый-медленный.
Дефекты при литье под давлением: Полосы из стекловолокна
Полосы из стекловолокна
Поверхность расплавленного изделия для литья пластмасс под давлением со стекловолокном появляются различные дефекты: серые, шероховатые, некоторые металлические яркие пятна и другие очевидные особенности, особенно выпуклая часть области течения материала, схождение жидкости вблизи линии соединения.

Физические причины
Если температура впрыска слишком низкая, а температура формы слишком низкая, материал, содержащий стекловолокно, слишком быстро конденсируется на поверхности формы, после чего стекловолокно перестает встраиваться в расплав.
Когда две передние линии потока материала встречаются, ориентация стекловолокна происходит в направлении каждого тонкого потока, что приводит к неравномерной поверхности материала в месте пересечения, в результате чего образуются швы или линии потока.
Эти явления более очевидны, когда расплав в бочке не полностью перемешан, например, ход шнека слишком длинный, что приводит к неравномерному перемешиванию расплава, который также впрыскивается.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
1. Скорость впрыска слишком низкая, чтобы увеличить скорость впрыска: рассмотрите возможность использования многоступенчатого впрыска: сначала медленный, а затем быстрый.
2. Температура пресс-формы слишком низкая, чтобы увеличить температуру пресс-формы.
3. Если температура расплава слишком низкая, увеличьте температуру бочки и уменьшите давление.
4. Изменение температуры расплава высокое, например, неравномерное увеличение противодавления шнека; уменьшение скорости шнека; использование более длинного ствола для уменьшения хода.
Дефекты литья под давлением восемь: Переполнение (вспышка)
Переполнение (вспышка)
Вокруг выемки, вдоль линии раздела или на уплотнительной поверхности штампа появляется тонкий отбойный край.

Физические причины
В большинстве случаев перелив происходит из-за того, что сила смыкания машины недостаточна для фиксации и уплотнения формы вдоль линии раздела во время впрыска и выдержки под давлением. Если в полости имеется высокое давление, деформация формы в этом месте может привести к переполнению формы.
При высокой температуре и скорости впрыска расплав может полностью вытекать в конце проточного канала, если касание не зафиксировано, то образуется переливная кромка.
Если перелив наблюдается только в одной точке пресс-формы, это указывает на дефект самой пресс-формы: она не полностью герметична. Типичный случай перелива: локальный перелив вызван дефектами пресс-формы, а распространение на все окружающее пространство - недостаточным усилием смыкания.
Внимание! Чтобы избежать перелива, следует быть осторожным при увеличении усилия смыкания, так как чрезмерное усилие смыкания может легко повредить пресс-форму.
Рекомендуется тщательно выявить истинную причину перелива. Особенно перед использованием многогнездной пресс-формы следует подготовить некоторые данные анализа пресс-формы, чтобы дать правильный ответ на все вопросы.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
1.Сила зажима недостаточна для увеличения силы зажима
2. Скорость впрыска слишком высокая, чтобы уменьшить скорость впрыска: многоступенчатый впрыск: быстрый - медленный
3.Позднее реле давления немного более раннее реле давления
4. Температура расплава слишком высока, чтобы снизить температуру бочки
5. Температура стенок пресс-формы слишком высока, чтобы снизить температуру стенок пресс-формы
6. Давление слишком высокое, чтобы уменьшить давление
Причины, связанные с проектированием и мерами по улучшению, приведены ниже:
1.Прочность полости формы недостаточна для увеличения прочности формы
2.форма не достаточно герметична на линии раздела или выпуклой кромке, чтобы переделать форму
Дефекты при литье под давлением: Усадка (следы раковины)
Усадка (следы раковины)
На поверхности вмятины в зоне скопления материала. пластиковые литые детали. Усадочная вода в основном образуется в пластиковых деталях, где стенка толстая или где изменяется равномерная толщина стенки.

Физические причины
Когда изделие охлаждается, происходит усадка (уменьшение объема, усушка), в это время внешний слой стенок формы сначала замерзает, образуя внутреннее напряжение в центре изделия.
Если напряжение слишком велико, это может привести к пластической деформации внешнего пластика, другими словами, к провисанию внешнего слоя внутрь.
Если происходит усадка и деформация наружной стенки не стабилизируется (из-за отсутствия охлаждения), а давление, удерживаемое в матрице, не восполняется, между стенкой матрицы и затвердевшим наружным слоем изделия образуется осадок.
Такие впадины обычно называют сужениями. Если изделие имеет толстую часть, такая усадка может произойти и после распалубки. Это связано с тем, что внутри все еще есть тепло, которое проходит через внешний слой и нагревает его. Растягивающее напряжение в изделии приводит к тому, что горячий внешний слой оседает внутрь, сжимаясь при этом.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
1. Давление слишком низкое, чтобы увеличить давление
2. Время выдержки слишком мало, чтобы продлить время выдержки
3. Температура стенок пресс-формы слишком высока, чтобы снизить температуру стенок пресс-формы
4. Температура расплава слишком высока, чтобы снизить температуру расплава, уменьшите температуру бочки
Причины, связанные с проектированием и мерами по улучшению, приведены ниже:
1. Поперечное сечение головы слишком мало, чтобы увеличить его
2. Головка материала слишком длинная, чтобы укоротить головку материала
3. Отверстие сопла слишком мало для увеличения апертуры сопла
4. Головка материала расположена в толстой стенке на тонкой стенке
5. Чрезмерное накопление материала, чтобы избежать накопления материала
6. Сечение стенки/перекладины не является разумным, чтобы обеспечить более разумное соотношение стенки/перекладины

Дефекты при литье под давлением: Короткий выстрел
Короткий выстрел
Внешний вид: Полость не заполнена, в основном отходит от головки или тонкой поверхности стенки.

Физические причины
Давление впрыска и/или скорость впрыска расплава слишком низкие, и расплав остывает в конце длины потока. Обычно это происходит, когда высоковязкие материалы впрыскиваются при низких температурах расплава и формы. Это также может произойти, когда требуется высокое давление, но параметры удержания давления непропорционально низкие.
Если требуется высокое давление впрыска, выдержка давления должна быть увеличена пропорционально: обычно выдержка давления должна составлять около 50% от давления впрыска, но если используется высокое давление впрыска, выдержка давления должна составлять 70%~80%.
Если неудовлетворительный литьё под давлением обнаруживается вблизи головки, то можно предположить, что фронт жидкости блокируется в этих точках и сначала заполняются более толстые участки. Таким образом, после того как полость почти заполнена, расплав на тонкой стенке конденсируется, и в центре жидкости остается небольшой поток, что приводит к недостаточному впрыску.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
1. Увеличьте давление впрыска, если оно слишком низкое
2. Слишком низкая скорость впрыска. Увеличьте скорость впрыска
3.Давление слишком низкое, чтобы увеличивать его
4. Слишком раннее включение реле поддержания давления задерживает переключение с впрыска на поддержание давления
5. Если температура расплава слишком низкая, увеличьте температуру бочки и открутите давление.
6. Время выдержки слишком мало, чтобы продлить время выдержки
Причины, связанные с проектированием и мерами по улучшению, приведены ниже:
1. Поперечное сечение бегунка/головки слишком мало, чтобы увеличить поперечное сечение бегунка/головки
2. Недостаточная вытяжка из формы улучшает свойство вытяжки из формы
3. Отверстие сопла слишком мало для увеличения апертуры сопла
4. Толщина тонкой стенки недостаточна для увеличения толщины секции

Дефекты литья под давлением одиннадцать: Деформация
Деформация
Форма видимой части вращается или искривляется после распалубки или в течение некоторого времени после нее. Как правило, плоская часть изделия волнистая, а прямой край изгибается или скручивается внутрь или наружу.

Физические причины
Продукт - из-за своих свойств - застывшая молекулярная цепочка смещается внутрь под действием напряжения. При формовке, в зависимости от формы различных изделий, напряжение часто вызывает различные степени деформации.
Внутреннее напряжение приводит к неравномерной усадке продукта, смещению мелких частиц, несбалансированному охлаждению частиц или чрезмерному давлению на них.
В частности, изделия из частично кристаллических материалов, таких как PE, PP и POM, более склонны к усадке и деформации, чем аморфные материалы, такие как PS, ABS, PMMA и PC.
Причины, связанные с параметрами обработки и мерами по улучшению, приведены ниже:
1. Давление внутри пресс-формы слишком высокое, чтобы снизить давление, заранее установите реле давления.
2. Температура пресс-формы слишком низкая, чтобы увеличить температуру пресс-формы
3. Фронт жидкости, вязкость слишком низкая для увеличения скорости впрыска
4. Если температура расплава слишком низкая, увеличьте температуру бочки и открутите давление.
Причины, связанные с проектированием и мерами по улучшению, приведены ниже:
1. Температура пресс-формы не стабильна для обеспечения баланса охлаждения/нагрева разделительных агентов пресс-формы
2. Неравномерная толщина сечения в соответствии с характеристиками смолы перепроектирование формы продукта размер

Дефекты литья под давлением двенадцатого: Верхняя часть белая (следы выталкивателя)
Верхняя часть белая (следы выталкивателя)
Проявления отбеливания и повышения напряжения наблюдаются на стороне изделия, обращенной к соплу, т.е. там, где расположен выталкивающий стержень на стороне выталкивателя пресс-формы.

Физическая причины
Если необходимое усилие разжима слишком велико или поверхность выталкивающей планки относительно мала, давление на поверхность здесь будет высоким и произойдет деформация, что в конечном итоге приведет к побелению области выталкивания.
Ниже приведены причины и меры по улучшению параметров обработки:
1. Если давление удержания слишком велико Уменьшите давление удержания
2. Если время выдержки слишком велико, сократите время выдержки
3. переключатель времени выдержки слишком поздно, чтобы заранее переключить давление выдержки
4. Слишком короткое время охлаждения Увеличьте время охлаждения
Ниже перечислены причины, связанные с дизайном, и меры по его улучшению:
1. Недостаточный уклон при формовке Выберите уклон при формовке в соответствии с техническими условиями
2. Шероховатая поверхность в направлении формовки Полировка формы в направлении формовки
3. Вакуум, образующийся со стороны эжектора Воздушный клапан, установленный в сердечнике
Резюме
Дефекты литья под давлением могут быть дорогостоящими и отнимать много времени на поиск и устранение неисправностей. Зная о наиболее распространенных дефектах, вы сможете заранее принять меры предосторожности, чтобы избежать их.
Мы надеемся, что эта статья была полезной, поскольку в ней описаны некоторые из наиболее распространенных литьё под давлением дефекты. Если у вас возникли вопросы или вы хотите получить дополнительную информацию о том, как предотвратить эти проблемы, вы можете связаться с ZetarMold.







