 Перейти к содержанию
Перейти к содержанию 

Введение: В процесс литья под давлениемПластиковая смола - основной материал для изготовления пластиковых деталей. В процессе производства расплавленный пластик поступает в половинки пресс-формы, заполняя ее полость и формируя нужную форму.
Различные пластиковые материалы и методы литья резины под давлением могут удовлетворить потребности различных областей применения и обеспечить качество и производительность готового изделия.

Обработка пресс-формы имеет большое значение для проектов литья пластмасс под давлением. Она определяет конечную форму и качество детали или изделия, которое вы производите. Но пресс-форма для литья под давлением - это не просто одна деталь, которая затвердевает в потоке расплавленного пластика. Вместо этого различные части литьевой формы выполняют различные действия в плотной структуре в течение всего процесса.
В этой статье мы расскажем о различных системах и компонентах литьевой формы и о том, как они влияют на общую структуру и функционирование формы.

Что означает литье под давлением?
Пресс-форма для литья под давлением - это инструмент для изготовления изделий из пластмассы. Это также инструмент, который придает пластиковым изделиям законченную структуру и точные размеры. Поскольку основным методом производства является впрыск высокотемпературного расплавленного пластика в пресс-форму под высоким давлением и с помощью механического привода, ее также называют пресс-формой для литья пластмасс под давлением.
Какие материалы используются для литьевых форм?
Существует множество различных металлов и сплавов, которые можно использовать для изготовления литьевых форм, например углеродистая сталь, нержавеющая сталь, алюминий, титан, бериллиевая медь и так далее. Но вы также можете использовать керамические формы для материалов с очень высокой температурой плавления.
Материал, который вы используете для пресс-формы, зависит от множества факторов, таких как количество деталей, тип используемого пластика, сложность детали, простота обработки и жесткость допусков.
Например, нержавеющая сталь может выдержать до миллиона циклов, а алюминий - несколько тысяч циклов. В общем, минимальное требование к материалам для пресс-форм заключается в том, что их температура плавления должна быть выше, чем у инжекционного пластика.
Вот краткое описание распространенных материалов для литья под давлением;
Железо
Сталь - отличный материал для изготовления пресс-форм, потому что она прочная. Она выдерживает 5 000 циклов и работает с ABS, нейлоном, PP, PC, акрилом и многими другими пластиками. Вы можете использовать сталь A-2, D-2 и M-2 для изготовления стержней, полостей и других частей литьевых форм.
Нержавеющая сталь
Добавление хрома и углерода повышает коррозионную стойкость, износостойкость и сопротивление истиранию. Таким образом, из таких марок нержавеющей стали, как 420, 316-L, 174-PH, можно изготавливать более сложные и прочные формы. Однако из-за низкой скорости термического разложения время цикла может увеличиться.

Инструментальная сталь
Инструментальная сталь - это сплав чугуна, содержащий углерод и другие легирующие элементы. Различные сплавы и марки инструментальной стали придают пресс-формам индивидуальные свойства. В качестве примера можно привести инструментальные стали H-10, H-13, T-15, A6 и M2.
Алюминиевые материалы
Алюминий не выдерживает многократных выстрелов, но он является популярным материалом для быстрого изготовления оснастки. Это означает, что вы можете дешево и быстро изготовить алюминиевые пресс-формы для литья под давлением, поскольку этот материал дешев и легко поддается обработке. Кроме того, высокая теплопроводность 6061 и 7075 также сокращает время цикла.
Бериллиевая медь
Этот медный сплав известен своей отличной теплопроводностью и устойчивостью к коррозии, что делает его отличным материалом для пресс-форм для высокоточных пластиковых деталей. Производители используют этот металл для изготовления горячих бегунов, вставок для пресс-форм, сердечников и других деталей.
Каковы основные компоненты литьевой формы?
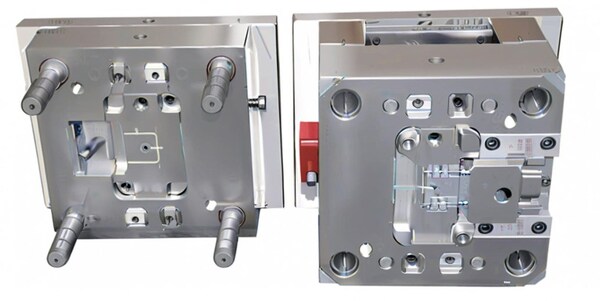
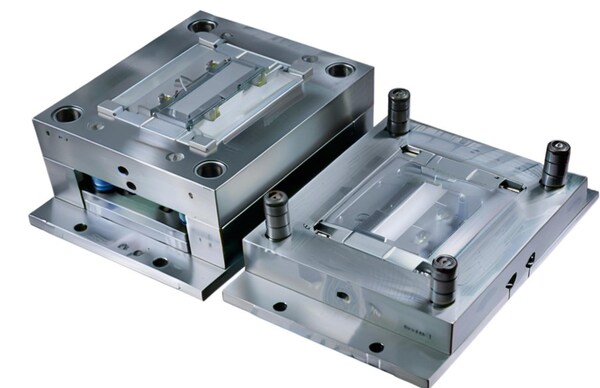
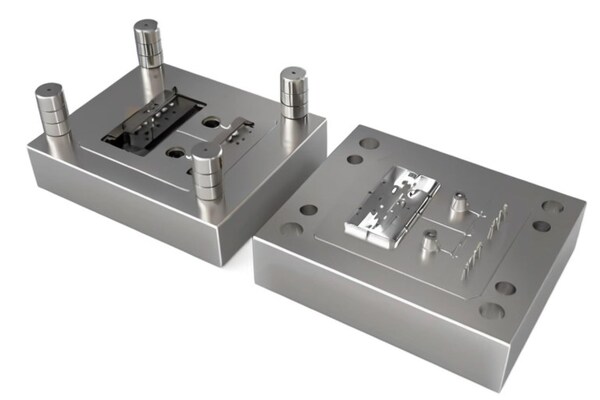
В любой литьевой пресс-форме есть две основные части: сторона A (неподвижная) и сторона B (подвижная). Неподвижная часть определяет внешний контур детали и формирует полость для заполнения материалом, в то время как сторона B перемещается к линии разделения.

Сторона полости A (стационарная сторона)
Сторона полости A прикреплена к неподвижной плите ТПА и не перемещается в процессе формования. В ней находится система бегунков, и она точно выровнена по отношению к подвижной стороне B с помощью направляющих штифтов и втулок. Поэтому эта сторона также содержит охлаждающие каналы для подачи охлаждающей жидкости во время затвердевания.

Сторона полости B (подвижная сторона)
Сторона B формы важна для открытия и закрытия формы. Обычно она оснащена системой выталкивания и способом удержания вставки. Также с этой стороной соединяется подвижная плита литьевой машины, которая помогает открывать и закрывать форму. Важно, чтобы эта сторона двигалась и выстраивалась правильно, чтобы деталь была нужного размера и легко выходила из формы.

Что включает в себя пресс-форма для литья под давлением в зависимости от функции?
После основных компонентов представлены различные компоненты литьевой формы, классифицированные по их функциям. Некоторые из этих компонентов транспортируют сырой пластиковый материал, направляют отверстие и обеспечивают охлаждение. Это означает, что определенный набор компонентов выполняет определенные функции для достижения желаемого результата.

Бегущая система
Подумайте об этом так: Ствол выбрасывает расплавленный материал из сопла, и вам нужны каналы, чтобы направить поток от сопла ствола к воротам впрыска, где материал попадает в деталь. Система бегунков помогает материалу добраться до затвора. Кроме того, система бегунков может иметь множество каналов для распределения материала, если у вас есть пресс-форма с несколькими деталями.
Втулка для литника: Обычно это конический или цилиндрический канал, по которому расплавленный пластик поступает от наконечника сопла к точке входа в бегунок. В одногнездных пресс-формах главный затвор простирается непосредственно до места расположения затвора.
Бегущая сеть: Главные ворота разделяют расплав на различные полости через сеть бегунков.
Ворота: Сеть бегунков подает расплав к литнику, который представляет собой небольшое отверстие в полости формы. Затвор может быть краевым, штыревым, веерообразным или другого типа.

Когда вы говорите об этих бегущих компонентах литьевые формыВы думаете о давлении и температуре. Само сопло поддерживает высокое давление впрыска. Таким образом, материал течет равномерно в пределах требуемого уровня вязкости.

Бегунов можно разделить на два типа: холодные и горячие бегуны. Горячие каналы имеют высокотемпературные каналы и дополнительные нагревательные устройства для поддержания температуры потока, чтобы он не застывал слишком быстро. С другой стороны, в холодных трубах подается только входящий поток воздуха без дополнительного нагрева.
Система охлаждения
На фазу охлаждения приходится от 50% до 80% времени процесса литья под давлением, поэтому вы можете представить, насколько важно производить бездефектные пластиковые детали.

По сути, система охлаждения - это сеть водопроводных труб вокруг узла литьевой формы, главным образом вокруг основной полости, в которой происходит формование расплавленного материала. Хотя вода является наиболее распространенной охлаждающей жидкостью, при высокотемпературном литье циркулируют гликоль или другие масла.

Система охлаждения регулирует и настраивает температуру и скорость потока, позволяя лучше контролировать работу. Таким образом, правильное охлаждение предотвращает спутывание, повышает эффективность производства и замедляет износ пресс-формы.
Для больших и сложных пресс-форм (например, с размерами сердцевины 50 мм и более) циркуляция воды осуществляется конформно, а не линейно. Ниже перечислены компоненты литьевой формы, входящие в систему охлаждения;
Перегородки: Они перенаправляют охлаждающую жидкость в подканалы и обычно представляют собой металлические полоски в форме лопаток.
Пузырьки: Это полые трубки, соединяющие каналы внутри просверленных отверстий.
Горячие булавки: Они представляют собой цилиндры, заполненные жидкостью, которая поглощает и рассеивает тепло благодаря непрерывной циркуляции.
Внешний насос: Он обеспечивает достаточное давление для определенного расхода и поддерживает цикл охлаждения.

Система компонентов для формовки
Это основные части литьевой формы, которые отвечают за окончательную форму, размер, посадку и точность. Как следует из названия, они формируют детали, придавая им детали поверхности полости и внутренние особенности. К компонентам пресс-формы относятся стержни, полости, формовочные стержни, подъемники и т. д.
Вы можете быстро обнаружить эти детали. Каждая деталь, которая соприкасается с подаваемым материалом после того, как он попадает в полость от ворот.

Вот общие части системы формовочных деталей;
Полость пресс-формы: Он остается на машине и принимает на себя давление впрыска плунжера.

Ядро: Другая половина, которая перемещается и фиксируется в полости во время процесса, чтобы создать полную внутреннюю структуру.
Формовочный стержень: Стержневой штифт используется для изготовления тонких и длинных элементов, таких как валы или отверстия в деталях.
Подъемники: Они поддерживают фиксированные углы вытяжки различных элементов, чтобы помочь пресс-форме закрываться и открываться.
Система вентиляции
Когда пластик течет, в полость попадает воздух. Когда пластик застывает, образуются формовочные газы. Эти газы могут стать причиной образования пустот, пузырей, слабых мест, следов от ожогов и неполного заполнения.

Поэтому система вентиляции в литьевой форме и пресс-форме важна для удаления застрявшего воздуха и решения этих проблем. Кроме того, вентиляция помогает ограничить чрезмерное давление впрыска.

В небольших стандартных процессах формования вентиляционные отверстия располагаются на линии покрытия средней полости корпуса вместе с вентиляционным штифтом, но по мере усложнения пресс-формы системные части литьевой формы становятся все сложнее и сложнее.
Другие типичные системы вентиляции включают в себя:

Канавки и каналы: Узкие каналы или желобки на линии разделения, а также штифты и вентиляционные отверстия:
Воздушная эвакуация: Перед инъекцией воздух удаляется с помощью внешнего вакуумного насоса.
Вентиляционные клапаны: Микроклапаны расположены как на внутренней, так и на внешней стороне полости.
Вентиляционные отверстия вокруг компонентов: Как правило, вентиляционные отверстия располагаются на всех частях, связанных с потоком тепла, таких как основные ворота, бегунки и задвижки.
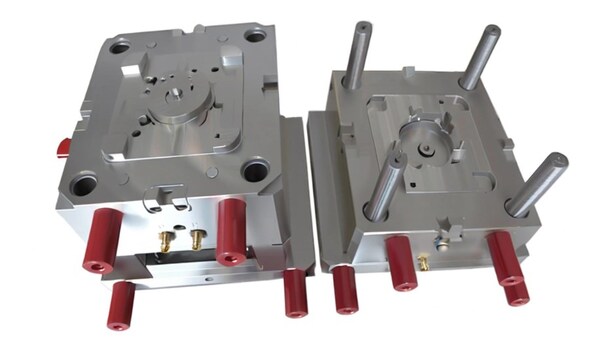
Система гидов
Компоненты системы направляющих обеспечивают соосность двух половин пресс-формы и других компонентов при открытии и закрытии пресс-формы. Таким образом, они важны для обеспечения точности и последовательности каждого цикла.
Из-за этого зажимное усилие со временем может сместиться. Компоненты направляющих систем, такие как направляющие штифты, втулки и направляющие пластины, помогут предотвратить это.

Направляющие штифты и втулки: Эти две вещи работают вместе, чтобы направлять движение двух половин формы. Направляющие штифты - это маленькие металлические палочки, которые торчат из одной половины формы и вставляются в соответствующие отверстия (втулки) в другой половине формы.
Система выброса
По окончании времени охлаждения пресс-форма открывается, и система выталкивания помогает безопасно и плавно извлечь деталь и бегунки. Обычно для этой цели используются выталкивающие штифты. Эти тонкие цилиндрические штифты закреплены в выталкивающей плите, прикрепленной к подвижной стороне. Точкой контакта штифта является плоская поверхность, поэтому усилие распределяется равномерно и не повреждает деталь.
Другие компоненты включают:
Возвращайте булавки: Эти компоненты помогают позиционировать и стабилизировать пресс-форму при ее открытии. Они ограничивают силу выталкивающего штифта на неподвижной стороне.

Выталкивающие втулки: Втулки используются для извлечения деталей из цилиндрических полостей. Тонкая гильза закрывает поверхность формы, а сила отскока выталкивает деталь из формы.
Что включает в себя пресс-форма для литья под давлением по структурной классификации?
Классификация компонентов пресс-форм для литья под давлением подразделяется на основания пресс-форм, стержни пресс-форм, а также различные вспомогательные детали и системы.
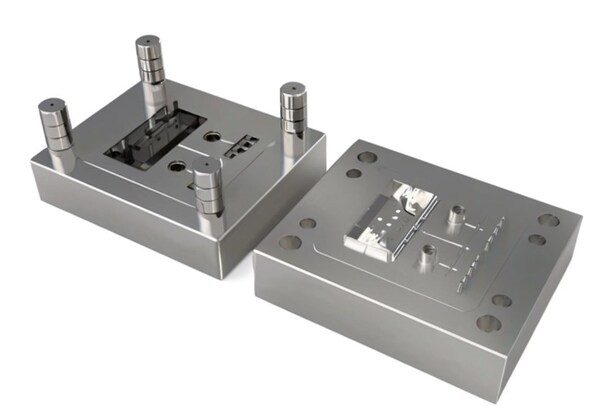
Основание пресс-формы
Она является основой для всех остальных частей пресс-формы. Основание пресс-формы обычно изготавливается из твердого, жесткого материала, например из закаленной стали. Однако термин "основание" не относится к отдельному компоненту. Вместо этого различные типы плит объединяются в единую плиту с различными функциями сборки, например, для сверления отверстий.

Различные плиты зажимаются между верхней и нижней зажимными плитами. Нижняя зажимная плита соединяет пресс-форму с термопластавтоматом: плита пресс-формы, плита выталкивателя, плита крепления выталкивателя и т. д., в зависимости от конкретных характеристик пресс-формы.
Сердечник пресс-формы
Сердечник пресс-формы соединяется с полостью и образует полость с полой и внутренней геометрией. Он обеспечивает структуру и принимает на себя определенную часть давления смыкания. Форма сердечника обычно включает в себя галтели и кромки с соответствующими углами осадки. Когда вы соединяете сердечник и полость в правильном положении, они образуют зазор или полость для всасывания расплавленного пластика.

После формовки сердечник отводится назад, и система выталкивания извлекает деталь из статической полости. Распространенными механизмами вытягивания сердечника являются механическое вытягивание сердечника, гидравлическое вытягивание сердечника и пневматическое вытягивание сердечника.
Вспомогательные детали
Вспомогательные детали - это вспомогательные детали, которые не устанавливаются под конструкцию пресс-формы. Они устанавливаются временно, чтобы облегчить работу закрытых деталей литьевой формы. Хотя вспомогательные детали не играют никакой роли в форме и геометрии, они необходимы для поддержания жестких допусков, структурной целостности и общего качества литых под давлением пластиковых деталей.
Кольцо для фиксации: Круглое кольцо на подвижной стороне, которое направляет пресс-форму и удерживает ее на машине. Оно устанавливает наконечник сопла, втулку литника и другие детали, связанные с положением пресс-формы, в нужное место.
Втулка для шприца: Небольшой канал между кончиком сопла и входным отверстием бегунка.

Выталкивающие штифты: Они следят за тем, чтобы конечная деталь вышла в целости и сохранности.
Захват материала: Предмет, который удерживает и направляет пластиковые гранулы в ствол машины.
Опорные колонны: Вертикальные твердые предметы между передним зажимом и верхней плитой формы. Они удерживают материал и распределяют давление.

Выбрасывающая пластина: Пластина в нижней части, которая удерживает выталкивающие штифты.
Направляющие штифты и втулки: Половина длинного штифта и вторая половина втулки устанавливаются вместе, чтобы убедиться, что все совпадает.
Выталкивающие штифты: Они удерживают узел выталкивателя, когда штифты выталкивателя извлекают деталь.
Вспомогательные системы
Вспомогательные системы похожи на вспомогательные компоненты. Типичными примерами для литья под давлением являются бегуны, системы выталкивания и охлаждения, о которых мы говорили ранее в этой статье.

Вспомогательные настройки
Два основных вспомогательных устройства в литьевых формах - это отверстия для рым-болтов и отверстия КО. Эти устройства позволяют перемещать или изменять положение пресс-формы и помогают извлекать деталь.
Отверстия для рым-болтов: Эти отверстия с резьбой предназначены для рым-болтов. Они используются для перемещения больших форм с помощью крана или подъемника.

Отверстия для нокаута: Отверстия KO находятся на задней зажимной пластине. Они позволяют выталкивающей пластине и детали двигаться назад, когда шток выталкивателя толкает их.

Конструкции для обработки мертвых углов
Во-первых, мертвые углы - это участки или углы, которые труднодоступны для обработки (заполнения, охлаждения и т. д.). В качестве примера можно привести подрезы, острые углы, глубокие канавки и т. д. Здесь на помощь приходят такие конструкции, как угловые выталкиватели, гидравлические цилиндры и направляющие.

Слайд: Заслонка расположена на стороне с подрезом. Скользящая вставка и болтовой механизм поддерживают подрез во время затвердевания и помогают удалить подрезанную сторону без физических повреждений.
Гидравлический цилиндр: Цилиндр, обеспечивающий усилие, необходимое для перемещения ползуна.
Угловой эжектор: Выталкивающий штифт, который перемещается под определенным углом, чтобы выталкивать деталь из формы из сложных или труднодоступных мест.
Какие существуют типы пресс-форм для литья под давлением?
Существует множество различных типов литьевые формыКаждый из них имеет свои уникальные производственные возможности и структуру сборки входящих в него компонентов и систем. Вот некоторые популярные типы литьевых форм.

Семейные формочки
Давайте сначала разберемся, что такое одногнездные и многогнездные пресс-формы. Однополостные пресс-формы производят одно изделие за один производственный цикл, в то время как многополостные пресс-формы производят несколько одинаковых изделий.
Кроме того, семейные пресс-формы имеют несколько полостей с различной геометрией. Это означает, что на одной установке пресс-формы можно изготовить несколько конструкций, например, из одного и того же материала отлить корпус, кнопку и внутренний кронштейн медицинского диагностического прибора.
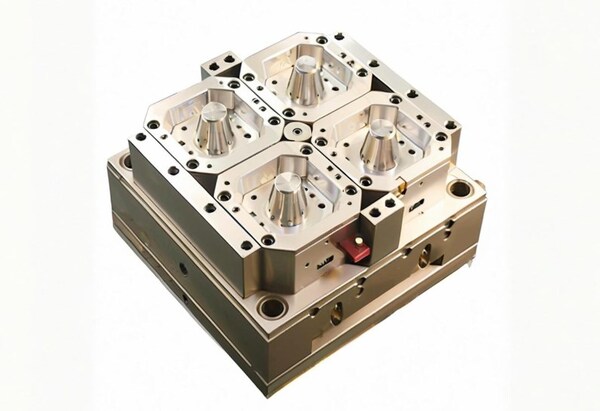
Конструкция и эксплуатация пресс-формы могут быть сложными, что означает риск возникновения определенных дефектов, таких как неравномерное затвердевание и несоответствие размеров.
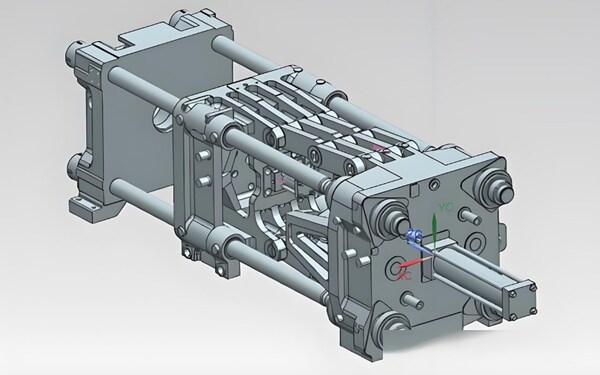
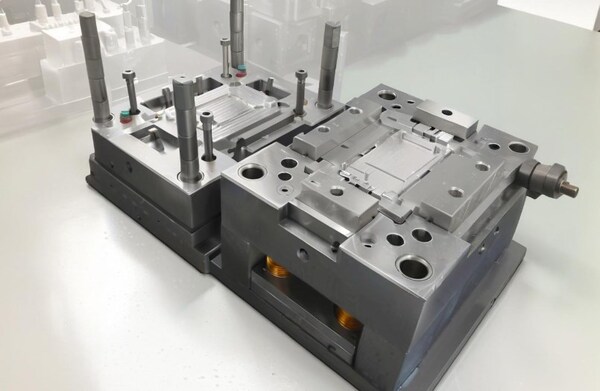
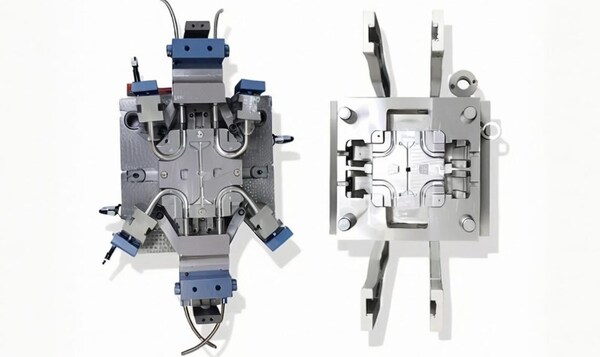
Формы с двумя пластинами
Это простая форма пресс-формы, включающая только одну подвижную и одну неподвижную половину пресс-формы, которые пересекаются на линии разъема. Главная особенность двухплитных пресс-форм заключается в том, что единая линия раздела облегчает прямое открытие полости литьевой формы и сердцевины для выталкивания затвердевшей детали.

Если пресс-форма имеет несколько полостей, бегунки и затворы располагаются вблизи линии раздела. Производители используют такие пресс-формы для изготовления небольших деталей без сложных элементов по низкой цене. Однако высокое давление вызывает вспышку, а простая конструкция ограничивает гибкость конструкции пресс-формы.
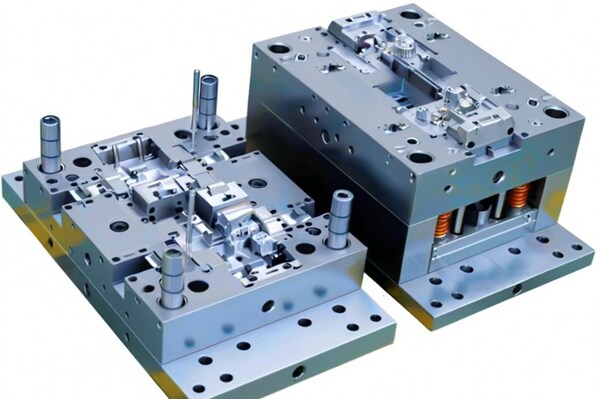
Трехпластинчатые формы
Трехплитные пресс-формы имеют две или более разделительных линий; вы не можете просто открыть полость и сердцевину, чтобы получить конечную деталь. Вместо этого дополнительная бегущая пластина разделяет бегущую пластину и затвор, чтобы вы могли самостоятельно снять отформованную деталь с бегущей пластины.

Секция или плита подачи не требует расположения бегунка и затвора вблизи линии раздела полости и сердцевины, поэтому затвор может быть размещен отдельно от бегунка. Эти типы пресс-форм подходят для сложных форм и требований к многоточечным затворам. Однако оснастка для литья под давлением и производственные затраты относительно дороги.
Штабелированные формы
Вы берете несколько пресс-форм и складываете их вместе. Таким образом, полость получается больше, чем у обычной литьевой формы. Когда одна пресс-форма выталкивает деталь, другая впрыскивает ее, и цикл выполняется одновременно.

Так вы удвоите количество деталей за один цикл. Кроме того, полость не обязательно должна быть одинаковой формы или размера со всех сторон. Это очень удобно, когда нужно собрать разные компоненты литьевой формы.
Штабельные пресс-формы - отличный способ повысить эффективность производства, особенно при литье больших объемов. С помощью современных машин можно автоматизировать процесс литья пластмасс под давлением и поддерживать жесткие допуски.

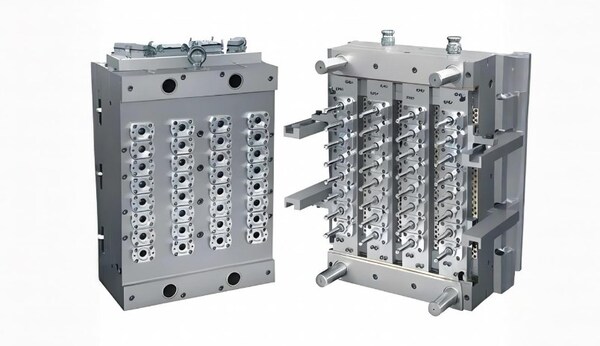
Выкручивающаяся форма
Выкручивающиеся формы используются для изготовления резьбовых поверхностей, например, пробок для бутылок. Они имеют резьбовой сердечник, который выталкивает твердую деталь через цикл выкручивания. В то же время реечный механизм помогает внутреннему сердечнику выкручиваться.

Если вам необходимо большое количество точных резьбовых деталей с одинаковыми поверхностями, то лучшим выбором будет пресс-форма для выкручивания.
Вставная форма
В этих специальных формах металлические детали находятся внутри пластиковой части. Пластик облегает металлические детали и удерживает их на месте, когда остывает. Формование со вставками используется для изготовления винтов в пластиковых деталях и металлических деталей для электроники.

Вставка помещается и фиксируется в пресс-форме вручную или автоматически. При ручном способе вставка помещается в пресс-форму вручную. Выравнивание и правильное позиционирование достигается с помощью штифтов, пазов или магнитных скоб. В качестве альтернативы роботизированные системы или устройства подачи автоматически выполняют установку вставки перед каждым циклом формования.
Многоразовая пресс-форма
Эта пресс-форма используется для изготовления деталей разных цветов и материалов. Пресс-форма оснащена несколькими инжекционными машинами, которые могут одновременно впрыскивать расплавленный материал в полость. После того как первый впрыск отлит, поверх него впрыскиваются другие. Чтобы облегчить многократное впрыскивание, пресс-форма соединена с вращающимся, подвижным или стержневым механизмом возврата.

Многоместные пресс-формы отлично подходят для комбинирования термореактивных и термопластичных материалов. Вы можете соединить несколько термопластичных материалов в одной детали или соединить несколько термопластичных материалов в одной детали. Например, вы можете использовать их для добавления захватов к термореактивным ручкам инструментов, щетины зубных щеток, уплотнений, прокладок, уплотнительных колец и так далее.
Резюме
Пресс-формы для литья под давлением - это инструменты, используемые для изготовления изделий из пластмассы. Они определяют форму и размер изделия и состоят из множества деталей и систем. Основными частями являются основания пресс-форм, стержни пресс-форм, системы охлаждения, системы обкатки, системы выталкивания и направляющие системы.
Существует множество видов пластика литьевые формыТакие формы, как двухплитные формы, трехплитные формы, штабелируемые формы, формы для раскручивания, формы с несколькими отверстиями и т.д., которые подходят для различных производственных потребностей. Каждый тип пресс-формы имеет определенные конструктивные особенности и производственные возможности.
Материал пресс-формы для литья под давлением обычно выбирается из высокопрочных металлов, чтобы соответствовать требованиям производства прочных и точных пластиковых изделий.







