 Перейти к содержанию
Перейти к содержанию 
Услуги по выборочному лазерному спеканию (SLS) 3D-печати
Ознакомьтесь с первоклассными решениями для селективного лазерного спекания (SLS) для сложных задач 3D-печати.

Полное руководство по выборочному лазерному спеканию (SLS) 3D-печати
Что такое селективное лазерное спекание (SLS)?
Селективное лазерное спекание (SLS) - это передовая технология аддитивного производства (AM), которая относится к порошковое плавление (PBF) Семейство. В нем используется мощный лазер для выборочного сплавления, или спекания, мелких частиц полимерного порошка в твердый трехмерный объект, слой за слоем.
1. Техническое определение:
По своей сути SLS создает детали на основе цифровой 3D-модели (например, файла CAD). Процесс происходит в камере, содержащей слой термопластичного порошка, который нагревается до температуры чуть ниже точки плавления материала. Затем высокоточный CO₂-лазер сканирует поперечное сечение 3D-модели на поверхность слоя порошка, повышая температуру частиц до температуры их плавления и заставляя их сплавляться вместе. После завершения слоя платформа опускается, наносится новый слой порошка, и процесс повторяется до тех пор, пока не будет сформирован весь объект.

2. Принцип Core (спекание, а не просто плавление):
Термин "спекание" является ключевым. В отличие от процессов, которые полностью расплавляют материал (например, селективное лазерное плавление металлов), спекание - это термический процесс, при котором частицы соединяются и сплавляются на молекулярном уровне, не разжижаясь полностью. В результате получаются детали, которые не только прочны, но и обладают слегка пористой микроструктурой. Окружающий неспеченный порошок в камере сборки действует как естественная, встроенная структура поддержки для печатаемой детали. Эта самоподдерживающаяся природа является одним из самых значительных преимуществ технологии SLS.
3. Ключевые характеристики с первого взгляда:
Чтобы быстро понять, что делает SLS уникальным, рассмотрим эти определяющие особенности:
- Семейство технологий: Сплав порошкового слоя (PBF)
- Первичные материалы: Термопластичные полимеры, чаще всего нейлоны (PA 11, PA 12).
- Поддерживающие структуры: Не требуется; неиспользованный порошок поддерживает деталь.
- Свойства детали: Отличная механическая прочность, долговечность и термостойкость. Подходит для функционального применения.
- Отделка поверхности: Матовый, со слегка зернистой или песочной текстурой.
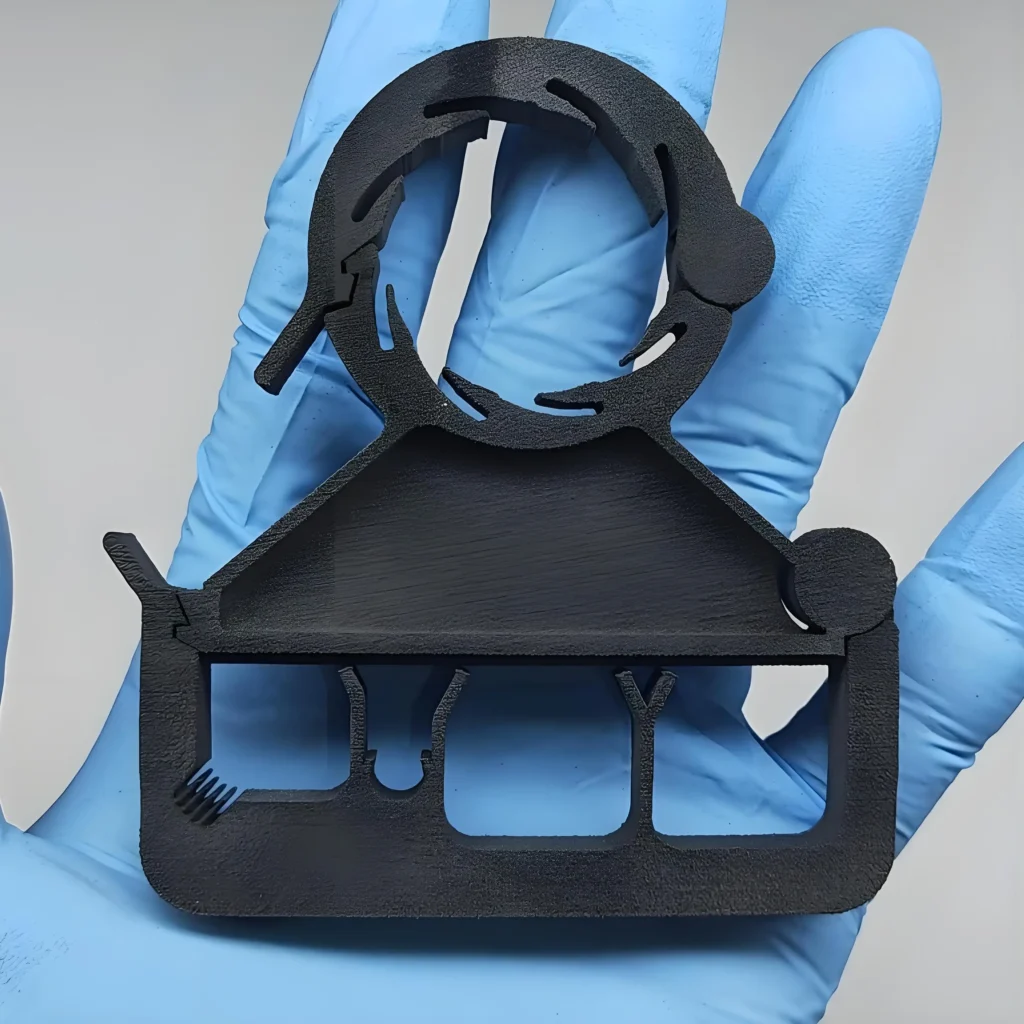
- Основные сценарии использования: Функциональные прототипы, сложные детали конечного использования, мало- и среднесерийное производство, а также компоненты со сложной геометрией, такие как живые шарниры и защелки.
Как работает SLS 3D-печать?
Понимание процесса SLS требует изучения как цифрового рабочего процесса, так и сложных механических операций, происходящих внутри принтера.
1. Цифровой и физический рабочий процесс:
Путь от концепции до физической детали проходит по стандартной схеме цифрового производства:
① Создание 3D-моделей: Все начинается с файла 3D CAD (Computer-Aided Design). Затем эта модель экспортируется в формат, пригодный для 3D-печати, обычно STL (Standard Tessellation Language) или 3MF (3D Manufacturing Format).
② Нарезка и подготовка к сборке: 3D-модель импортируется в специализированное программное обеспечение "slicer". Это программное обеспечение в цифровом виде "нарезает" модель на сотни или тысячи тонких горизонтальных слоев. Оно также позволяет оператору ориентировать и "размещать" несколько деталей в объеме сборки для достижения максимальной эффективности.
③ Эксплуатация машины: Подготовленный файл отправляется на SLS-машину, которая выполняет автоматический процесс печати.
④ Постобработка: После завершения печати и охлаждения детали извлекаются из машины и проходят необходимые этапы очистки и отделки.

2. Механический процесс: Послойное разбиение:
Волшебство происходит внутри рабочей камеры SLS-принтера. Процесс можно разбить на пять ключевых механических шагов, которые повторяются для каждого слоя.
Шаг 1: Подготовка и подогрев постели: Перед началом печати вся камера сборки, включая слой порошка и окружающее пространство, нагревается до точной температуры чуть ниже точки спекания полимера. Этот предварительный нагрев очень важен; он минимизирует тепловые искажения (коробление), уменьшая градиент температур между спеченными и неспеченными участками. Это обеспечивает стабильность размеров и точность деталей.
Шаг 2: Осаждение порошка: Механизм повторного покрытия, который может представлять собой лезвие или ролик, перемещается по платформе сборки, нанося тонкий равномерный слой порошка (обычно толщиной 100-150 микрон) из резервуара для порошка. Обеспечение идеально ровного и однородного слоя очень важно для качества конечной детали.
Шаг 3: Лазерное спекание: В этом и заключается суть процесса SLS. Мощный CO₂-лазер, направляемый набором динамических зеркал (гальванометров), направляется на слой порошка. Лазер отслеживает геометрию поперечного сечения текущего слоя, заданную файлом с нарезкой. Энергия лазера быстро нагревает частицы порошка до температуры плавления, в результате чего они сплавляются в сплошной слой. Участки, не затронутые лазером, остаются в виде сыпучего порошка.
Шаг 4: Опускание платформы: Когда слой полностью спечется, платформа, на которой лежит деталь, опускается на расстояние, равное толщине одного слоя. Таким образом освобождается место для следующего слоя порошка.
Шаг 5: Повторение и завершение построения: Нож для повторного нанесения наносит свежий слой порошка на ранее спеченный слой (этап 2), а лазер спекает следующее сечение (этап 3). Этот цикл осаждения порошка, спекания и опускания платформы повторяется до тех пор, пока не будут созданы все слои детали. Готовые детали теперь заключены в цельный блок неспеченного порошка, который часто называют "пирогом".

3. Фаза охлаждения: Критический, невидимый этап:
Это один из самых важных, но часто упускаемых из виду этапов процесса SLS. После спекания последнего слоя весь порошковый пирог, содержащий готовые детали, необходимо оставить медленно и равномерно остывать внутри принтера или на отдельной станции охлаждения. Этот контролируемый процесс охлаждения может занять много часов (иногда до 40-50% от общего времени процесса). Спешка на этом этапе приведет к неравномерной усадке и значительному короблению, что испортит детали.
Какие материалы используются в SLS-печати?
Универсальность SLS во многом обусловлена диапазоном прочных термопластичных материалов, которые она может обрабатывать. Хотя нейлон является наиболее распространенным, доступны и другие специализированные полимеры.
1. Полиамиды (нейлоны):
Нейлоны являются наиболее широко используемыми материалами в SLS благодаря отличному балансу прочности, гибкости и термической/химической стойкости.
① PA 12 (нейлон 12):
PA 12 - золотой стандарт и самый популярный материал для SLS.
- Свойства: Высокая прочность, жесткость и отличная устойчивость к химикатам, жирам, маслам и щелочам. Обладает хорошей долгосрочной стабильностью и устойчивостью к растрескиванию под напряжением.
- Приложения: Идеально подходит для изготовления функциональных прототипов, деталей конечного использования с защелками, сложных узлов и прочных корпусов.
② PA 11 (нейлон 11):
PA 11 - это полимер биологического происхождения (из касторового масла), известный своей повышенной эластичностью и ударопрочностью по сравнению с PA 12.
- Свойства: Отличная пластичность, высокая ударная вязкость и лучшая термостойкость. Он более гибкий, чем PA 12, что делает его подходящим для деталей, которые должны гнуться или выдерживать многократные удары.
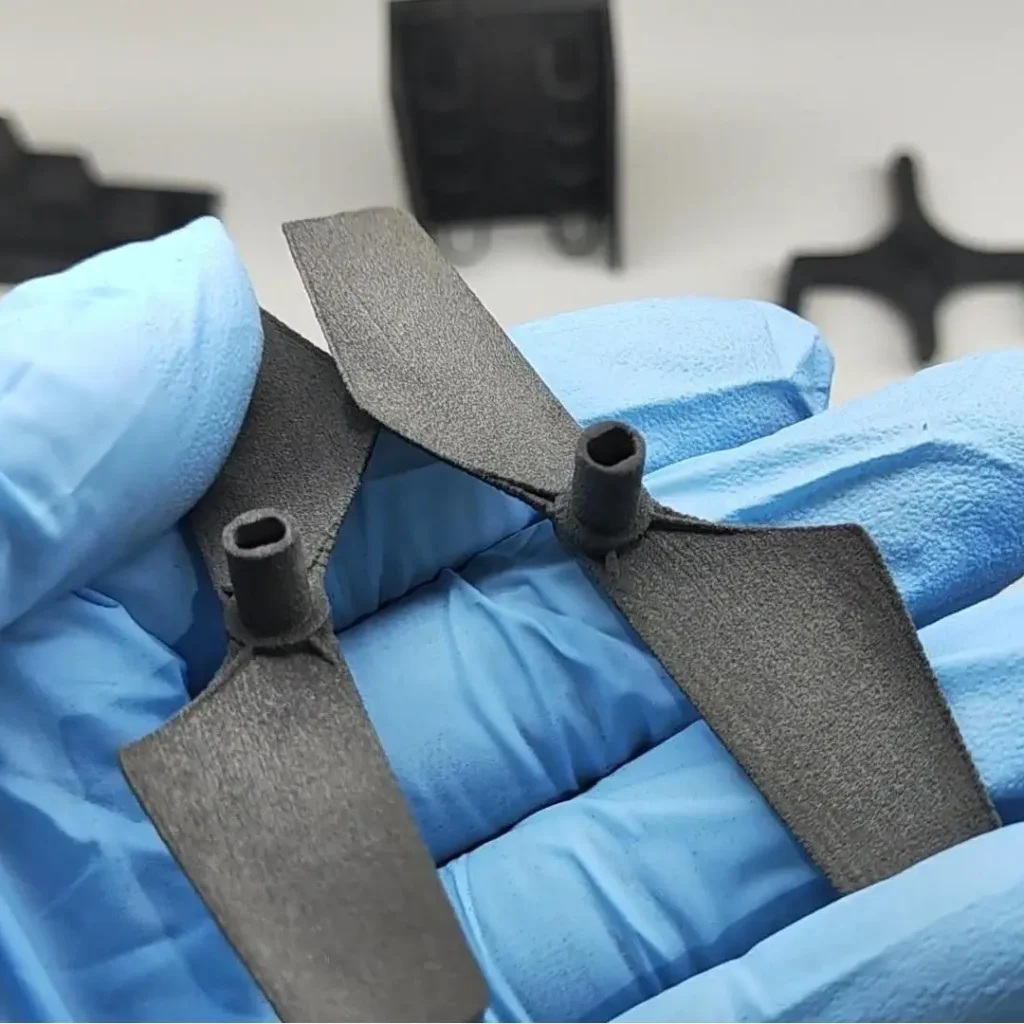
- Приложения: Живые шарниры, протезы, спортивное оборудование, компоненты беспилотников и другие приложения, требующие высокой прочности.
③ Наполненные полиамиды (композиционные материалы):
Для улучшения определенных свойств базовый нейлон может быть смешан с наполнителями.
- Стеклонаполненный нейлон (PA-GF): Нейлоновый порошок смешивается со стеклянными шариками. Этот композит обеспечивает значительно более высокую жесткость и термостойкость, чем обычный нейлон, но за счет большей хрупкости. Он используется для деталей, работающих при высоких температурах и нагрузках, таких как автомобильные компоненты, оснастка и корпуса.
- Нейлон с углеродным наполнением (PA-CF / Carbonmide): Этот материал с добавлением углеродных волокон отличается высокой жесткостью, прочностью и легкостью. Он также обладает свойствами электростатического рассеивания (ESD). Области применения включают в себя высокопроизводительные оснастки, приспособления, компоненты для автоспорта и конечные эффекторы роботов.
- Нейлон с алюминиевым наполнением (алюмид): Смесь ПА 12 и мелких частиц алюминия. В результате получаются детали с металлическим внешним видом, повышенной жесткостью и теплопроводностью. Часто используется для визуальных прототипов, которым необходим металлический вид, а также для изготовления оснастки и приспособлений на заказ.
2. Термопластичный полиуретан (TPU):
TPU - это гибкий, похожий на резину эластомер. Он позволяет с помощью технологии SLS создавать прочные и долговечные детали, которые могут гнуться и растягиваться.
- Свойства: Высокое сопротивление истиранию, прочность на разрыв и эластичность. Твердость по Шору может варьироваться в зависимости от конкретного сорта.
- Приложения: Прокладки, уплотнения, гибкие шланги, компоненты обуви, защитные оболочки и вибродемпфирующие элементы.
3. Полипропилен (PP):
Полипропилен - легкий и химически стойкий полимер.
- Свойства: Отличная химическая стойкость (особенно к кислотам и щелочам), низкое поглощение влаги, хорошая усталостная прочность и свариваемость. Он также биосовместим и может подвергаться стерилизации.
- Приложения: Системы подачи жидкостей, автомобильные компоненты, медицинские приборы и контейнеры, требующие химической стойкости.
4 Высокоэффективные полимеры (PEEK и PEKK):
Эти материалы находятся на переднем крае технологии SLS и требуют высокотемпературного оборудования.
- Полиэфирный кетон (PEEK) и полиэфирный кетон (PEKK): Представители семейства PAEK - это высокоэффективные полимеры, обладающие исключительной механической прочностью, биосовместимостью, устойчивостью к экстремальным температурам и агрессивным химическим веществам. Они часто используются в качестве легкой альтернативы металлу.
- Приложения: Аэрокосмические компоненты, медицинские имплантаты и высокотемпературные промышленные детали.

Какие этапы включает в себя процесс печати SLS?
В этом разделе описывается сквозной рабочий процесс, представляющий собой практическую картину с точки зрения оператора или поставщика услуг.
Шаг 1: Подготовка цифровой модели:
Процесс начинается с окончательного варианта 3D-модели CAD. Эта модель должна быть "водонепроницаемой" (замкнутый, коллекторный массив) и не содержать геометрических ошибок. Затем она экспортируется в файл STL или 3MF.
Шаг 2: Настройка сборки и вложение:
Файл загружается в программу подготовки принтера к сборке. Здесь выполняются два важных действия:
- Ориентация: Деталь ориентируется для оптимизации прочности, качества поверхности и точности. Например, ориентация плоской поверхности параллельно монтажной плите позволит избежать "ступенек".
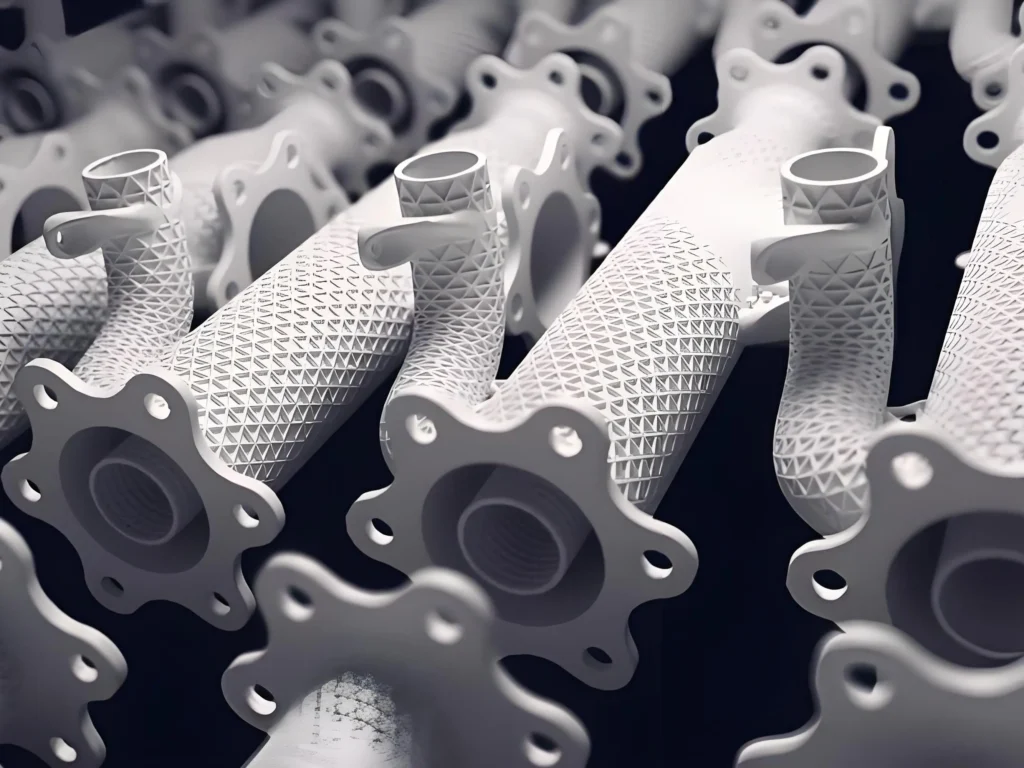
- Гнездование: Поскольку SLS не требует опорных конструкций, несколько деталей могут быть плотно упакованы друг с другом в трехмерном пространстве в пределах объема сборки. Такое "гнездование" значительно повышает производительность и снижает стоимость одной детали, что делает SLS очень эффективным для серийного производства.
Шаг 3: Настройка машины и загрузка порошка:
Оператор подготавливает машину SLS. Это включает в себя очистку камеры формирования от предыдущего тиража и загрузку в нее полимерного порошка. Ключевым понятием здесь является частота обновления - смесь свежего (первичного) порошка и переработанного порошка из предыдущего задания печати. Типичная частота обновления составляет 50%, то есть сборка производится из 50% первичного и 50% переработанного порошка. Это очень важно как для экономичности, так и для сохранения свойств материала.
Шаг 4: Автоматизированный цикл печати и охлаждения:
После начала сборки процесс полностью автоматизирован. Машина нагревается, слой за слоем наносит и рассыпает порошок и, наконец, запускает длительный цикл контролируемого охлаждения. Весь этот этап может занимать от 12 часов до двух дней, в зависимости от размера и плотности сборки.
Шаг 5: Разбивка и депонирование:
После завершения цикла охлаждения камера сборки открывается, и твердый блок порошка ("кек") перемещается на станцию выемки. Оператор аккуратно извлекает готовые детали из рыхлого, не спекшегося порошка. Это может быть грязный ручной процесс. Оставшийся порошок собирается для повторного использования.
Этап 6: Обработка средствами массовой информации:
Только что освобожденные детали все еще покрыты слоем остатков порошка. Их помещают в дробеструйную или пескоструйную камеру, где под высоким давлением подается поток мелкого материала (например, стеклянных шариков или пластиковых гранул) для очистки от остатков порошка и создания гладкой, однородной, матовой поверхности.
Шаг 7: Расширенная постобработка (необязательно):
В зависимости от области применения детали могут проходить дополнительные этапы отделки, такие как окрашивание, выравнивание паром, покраска или нанесение покрытия для улучшения эстетики, качества поверхности или специфических функциональных свойств.

Какие ключевые параметры влияют на качество SLS?
Качество деталей, изготовленных методом SLS, не случайно; оно является результатом тщательного контроля широкого спектра параметров процесса.
1. Параметры, связанные с материалом:
- Размер и распределение частиц: Размер и форма частиц порошка влияют на его текучесть и плотность упаковки, что, в свою очередь, влияет на плотность и качество поверхности конечной детали.
- Скорость обновления порошка: Соотношение первичного и переработанного порошка. Использование слишком большого количества переработанного порошка может привести к ухудшению механических свойств и снижению качества поверхности, поскольку порошок подвергается термической деградации при каждом цикле печати.
2. Параметры, связанные с процессом (в принтере):
① Тепловые параметры:
- Температура постели: Температура порошкового слоя, поддерживаемая чуть ниже точки спекания. Если она слишком низкая, это может привести к короблению ("скручиванию"). Слишком высокая температура может привести к нежелательному спеканию окружающего порошка ("рост").
- Температура в камере: Температура окружающей среды в зоне сборки. Стабильная и равномерная температура необходима для обеспечения целостности деталей.
② Параметры лазера:
- Плотность энергии: Это наиболее важный параметр, определяемый как количество лазерной энергии, подаваемой на единицу площади. Он является функцией мощности лазера, скорости сканирования и расстояния между сканами.
- Мощность лазера (Вт): Более высокая мощность позволяет ускорить процесс спекания, но при этом необходимо соблюдать баланс, чтобы избежать перегрева или сгорания материала.
- Скорость сканирования (мм/с): Скорость, с которой лазерный луч перемещается по порошку.
- Расстояние между сканами (расстояние до люка): Расстояние между соседними линиями лазерного сканирования. При меньшем расстоянии между ними деталь получается плотнее, но время сборки увеличивается.
- Оптимальная плотность энергии обеспечивает полное слияние частиц и слоев без разрушения полимера.
③ Параметры слоя:
- Толщина слоя: Высота каждого отдельного слоя, обычно около 0,1 мм (100 микрон). Более тонкие слои обеспечивают лучшую обработку поверхности и более тонкую детализацию, особенно на изогнутых или угловых поверхностях, но значительно увеличивают время печати.
3. Построить параметры макета:
- Частичная ориентация: Расположение детали в камере сборки. Это влияет на качество поверхности (эффект "ступеньки" на угловых поверхностях), механические свойства (детали наиболее прочны вдоль плоскости X-Y) и риск коробления.
- Часть плотности гнездования: Хотя гнездование повышает эффективность, слишком плотная укладка деталей может привести к образованию локальных тепловых пятен, что может повлиять на точность соседних компонентов.
Каковы преимущества 3D-печати SLS?
SLS является предпочтительной технологией для многих областей применения благодаря уникальному сочетанию преимуществ.
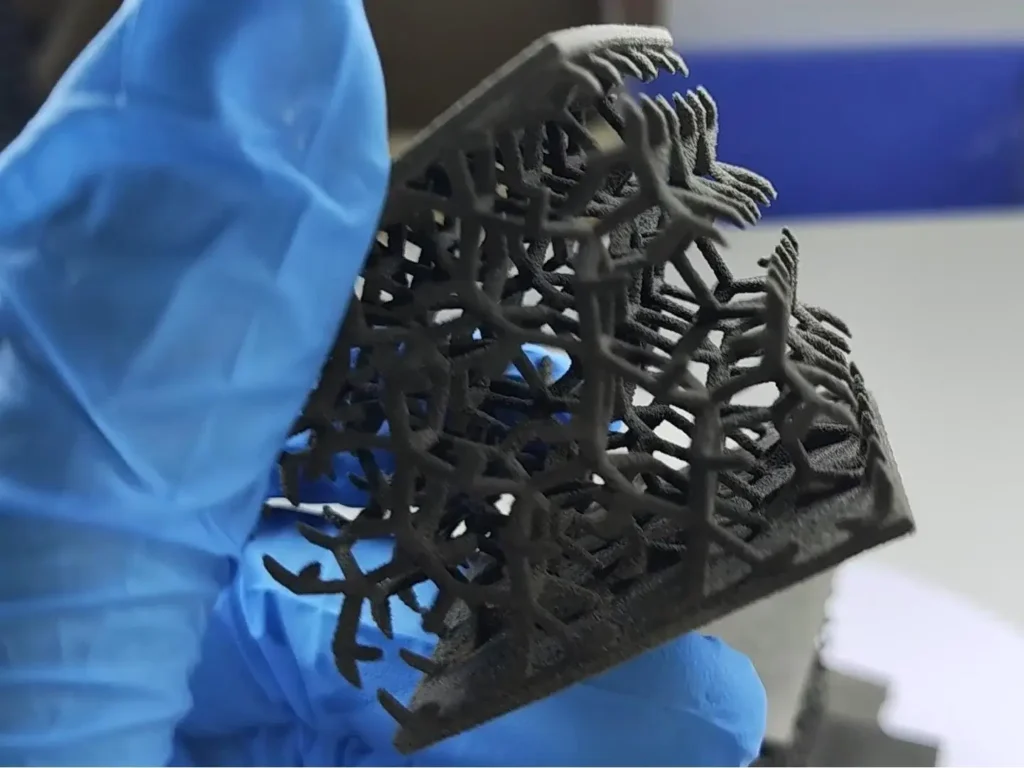
1. Свобода дизайна: Отсутствие необходимости в опорных конструкциях:
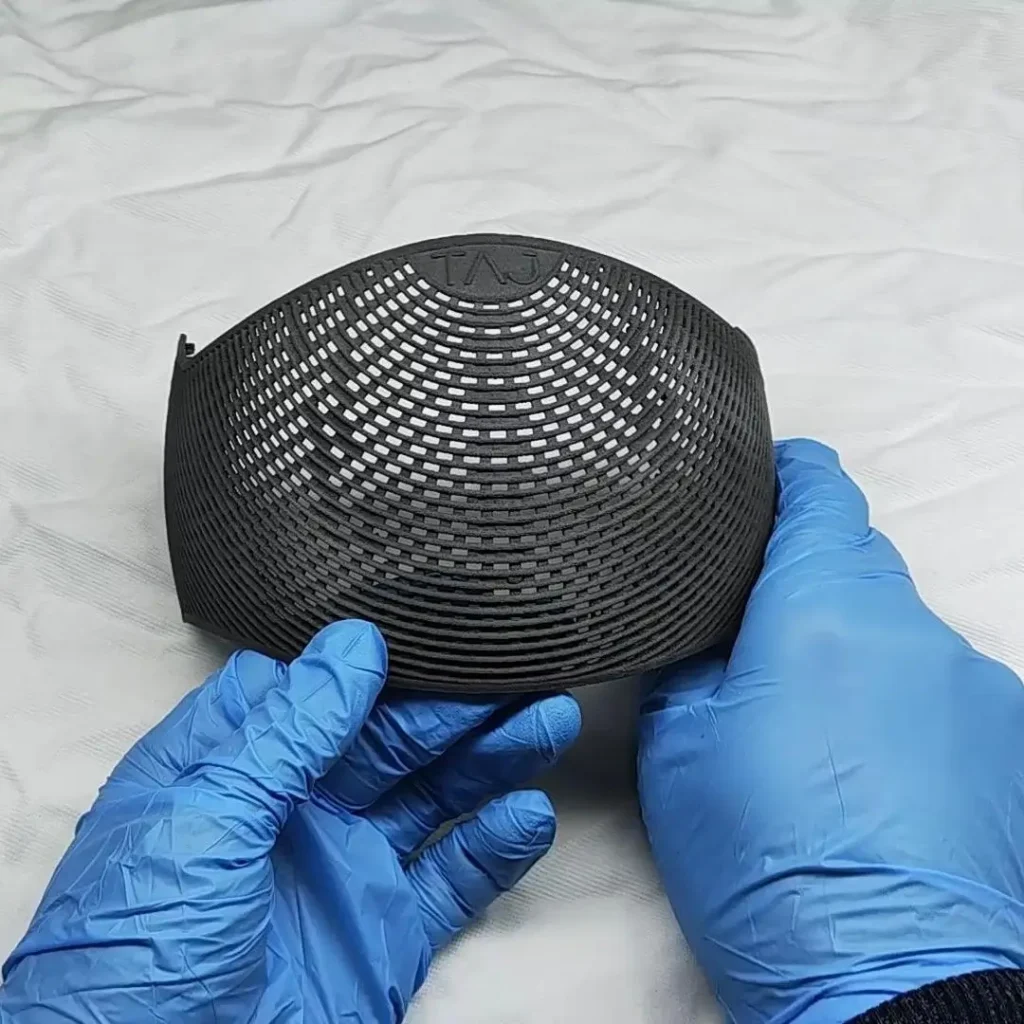
Это, пожалуй, самое значительное преимущество SLS. Не спекшийся порошок в объеме сборки обеспечивает полную поддержку детали во время печати. Это позволяет создавать чрезвычайно сложные геометрические формы, включая внутренние каналы, вырезы и сложные решетчатые структуры, которые невозможно или очень сложно получить другими методами. Кроме того, это исключает этап последующей обработки, связанный с удалением опор, что экономит время и трудозатраты.
2. Отличные механические свойства:
Детали, изготовленные методом SLS, особенно из нейлона, известны своей высокой прочностью, жесткостью и долговечностью. Они ведут себя так же, как и детали, изготовленные методом литья под давлением, что позволяет использовать их для жестких функциональных испытаний и в качестве конечных производственных деталей. Они выдерживают удары, нагрев и химическое воздействие.
3. Высокая производительность и масштабируемость:
Возможность размещения десятков и даже сотен деталей в одной сборке делает SLS очень эффективным для мало- и среднесерийного производства. Это позволяет максимально эффективно использовать объем сборки машины и значительно снизить стоимость одной детали по сравнению с печатью деталей по одной.
4. Сложные геометрии и замысловатые детали:
Благодаря отсутствию опор, ограничивающих конструкцию, инженеры могут создавать детали, оптимизированные по производительности, а не по технологичности. Это включает в себя такие функции, как живые шарниры, защелкивающиеся соединения и консолидированные сборки, когда несколько компонентов печатаются как одна сложная деталь.
5. Хорошее разнообразие материалов:
SLS предлагает целый ряд термопластов инженерного класса, от гибких ТПУ до жестких нейлонов с углеродным наполнителем и высокоэффективных PEEK. Это позволяет использовать технологию для решения широкого спектра задач в различных отраслях промышленности.

3D-печать SLS для прочных и сложных деталей
Получайте прочные детали с высокой детализацией, используя наши услуги по 3D-печати методом селективного лазерного спекания (SLS).

Полное руководство по выборочному лазерному спеканию (SLS) 3D-печати
Каковы ограничения SLS по сравнению с другими методами 3D-печати?
Несмотря на многочисленные достоинства, SLS не является идеальным решением для любой задачи. У него есть несколько ограничений, которые необходимо учитывать.
1. Обработка поверхности и пористость:
Детали, изготовленные методом SLS, имеют матовую, зернистую поверхность из-за природы сплавления частиц порошка. Поверхность также слегка пористая. Хотя это приемлемо для многих функциональных деталей, в тех случаях, когда требуется идеально гладкая, косметическая поверхность, необходима тщательная постобработка (например, сглаживание паром). Такие технологии, как SLA или струйная обработка материалов, позволяют получить гораздо более гладкую поверхность.
2. Более высокая начальная стоимость:
Установки SLS требуют значительных капиталовложений, зачастую их стоимость превышает $100 000 для систем промышленного уровня. Стоимость материалов также выше, чем для нитей FDM или смол SLA. Это делает барьер для входа на рынок более высоким для небольших предприятий.
3. Более длительные сроки изготовления:
Общее время процесса SLS может быть длительным. Это связано не только с самим временем печати, но и с обязательным длительным периодом охлаждения, который может занимать до 12-24 часов. Это делает SLS менее подходящим для быстрого изготовления единичных прототипов по сравнению с FDM или SLA.
4. Сложность обработки и переработки материалов:
Работа с мелкими полимерными порошками требует контролируемой среды и средств индивидуальной защиты. Кроме того, управление жизненным циклом порошка - отслеживание его использования, расчет коэффициентов обновления и просеивание переработанного порошка - добавляет операционной сложности.
5. Ограниченные варианты цветов:
Детали, изготовленные методом SLS, обычно печатаются в одном цвете, как правило, белом, сером или черном, в зависимости от материала. Для получения цвета требуется вторичная обработка, например окрашивание, что увеличивает время и стоимость. Такие технологии, как струйная обработка материала или струйная обработка связующего, обеспечивают возможность полноцветной печати.

Каковы общие области применения SLS?
Уникальные свойства деталей SLS привели к тому, что они стали использоваться в самых разных отраслях промышленности для решения сложных задач.
1. Прототипирование:
① Функциональные прототипы:
Это квинтэссенция применения SLS. Компании используют SLS для создания высокоточных прототипов, которые могут быть подвергнуты реальным испытаниям. Благодаря тому, что механические свойства очень близки к конечным производственным деталям, инженеры могут надежно проверить форму, посадку и функциональность.
- Примеры: Корпуса для электроники, защелкивающиеся узлы, эргономические исследования и испытания воздушного потока в воздуховодах.
② Живые петли и защелки:
Прочность и гибкость таких материалов, как PA 11 и PA 12, делают их идеальными для создания прототипов конструкций, включающих живые петли или многократно используемые защелкивающиеся крышки.
2. Конечные детали и малосерийное производство:
SLS вышла за рамки прототипирования и теперь является жизнеспособным методом производства. Примеры:
- Аэрокосмическая и автомобильная промышленность: Воздуховоды, кронштейны, индивидуальные детали интерьера и корпуса беспилотных летательных аппаратов (БПЛА). Легкость и прочность - идеальные свойства.
- Медицинские изделия: Индивидуальные протезы, ортопедические изделия, хирургические направляющие и корпуса для медицинского оборудования. Многие материалы SLS являются биосовместимыми.
- Робототехника и автоматизация: Изготовленные на заказ захваты (оснастка для концевых манипуляторов), оснастка, приспособления и корпуса для роботизированных систем.
- Инструментальная оснастка: Создание специальных приспособлений для производственных линий для повышения эффективности и точности.
3. Потребительские товары:
- Примеры: Высококачественные оправы для очков, защитные футляры для электроники, комплектующие для спортивных товаров и персонализированные изделия.

Каковы этапы последующей обработки деталей, напечатанных методом SLS?
Постобработка - обязательный этап рабочего процесса SLS, позволяющий превратить необработанный отпечаток в пригодную для использования деталь.
1. Первичная постобработка (стандарт):
Эти этапы выполняются почти для всех деталей SLS.
- Разбивка на части и депонирование: Первым шагом после охлаждения является ручное извлечение деталей из лепешки не спекшегося порошка. Для удаления основной массы порошка часто используется сжатый воздух.
- Медиа-взрыв: Затем детали помещаются в дробеструйную камеру. Поток среды (например, стеклянные, пластиковые шарики или оксид алюминия) подается на детали, чтобы удалить остатки расплавленного порошка и создать равномерную, чистую, матовую поверхность.
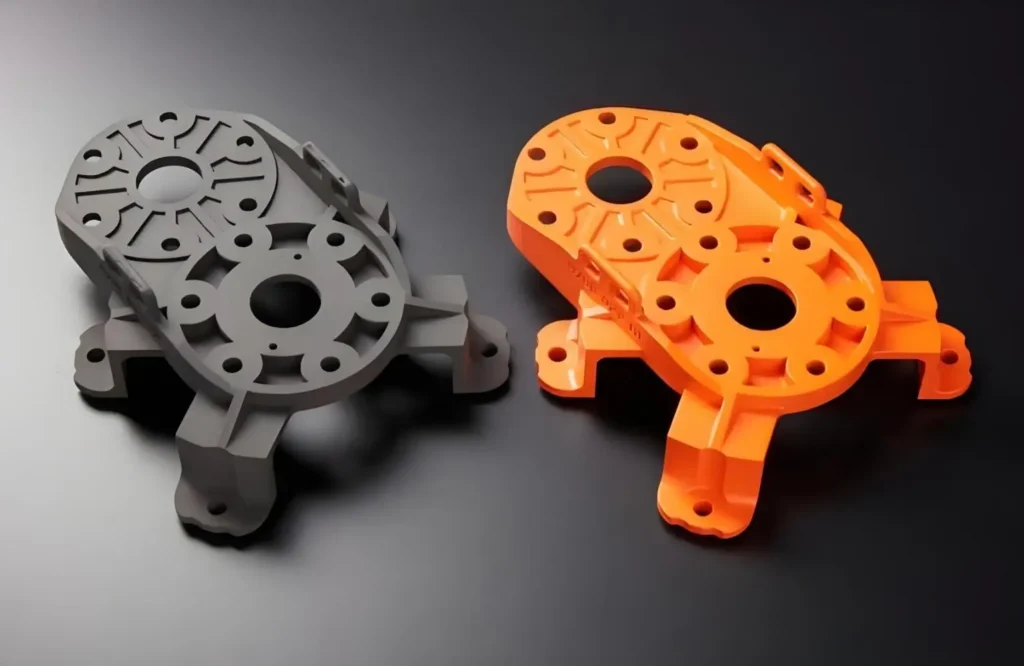
2. Вторичная и эстетическая постобработка (по желанию):
Эти этапы используются для улучшения внешнего вида или функциональности деталей.
- Окрашивание: Самый распространенный метод добавления цвета. Пористая природа деталей SLS позволяет им хорошо впитывать краситель. Детали погружаются в горячую ванну с красителем, в результате чего получается насыщенный, глубокий цвет, проникающий в поверхность.
- Химическое разглаживание паров: Процесс, при котором детали подвергаются воздействию парообразного растворителя, который слегка расплавляет и растекается по внешней поверхности. Это запечатывает пористость детали, делая ее водонепроницаемой и воздухонепроницаемой, и создает гладкую, полуглянцевую поверхность, сравнимую с литьем под давлением.
- Галтовка/вибрационная обработка: Для обработки небольших партий деталей их можно поместить в галтовочный барабан с керамической или пластиковой средой. Вибрационное воздействие сглаживает поверхность и скругляет острые края.
- Окраска и покрытие: Для получения специальных цветов или защитных покрытий детали SLS могут быть загрунтованы и окрашены. Для повышения долговечности и химической стойкости можно наносить покрытия типа Cerakote.

Как улучшить качество поверхности и точность размеров при SLS?
Достижение высочайшего качества при SLS требует сочетания оптимизации предварительного процесса, правильной работы станка и последующей обработки.
1. Оптимизация качества поверхности:
① Оптимизация предварительного процесса:
- Ориентация деталей: Избегайте эффекта "лестницы", ориентируя изогнутые или наклонные поверхности не под прямым углом 45 градусов к монтажной пластине. Ориентация критических поверхностей вверх или вниз часто дает наилучшие результаты.
- Меньшая толщина слоя: Использование более тонкого слоя (например, 0,08 мм вместо 0,12 мм) уменьшит видимость линий слоя, но увеличит время печати.
② Решения для постпроцесса:
- Дробеструйная обработка: Стандартный метод для получения равномерного матового покрытия.
- Разглаживание паром: наиболее эффективный метод получения гладкой поверхности, похожей на литьевую форму. Это лучший выбор для применения в областях, требующих герметичных, легко очищаемых поверхностей.
2. Повышение точности размеров:
① Калибровка машины: Очень важна регулярная калибровка основных параметров станка. Это включает настройку коэффициентов масштабирования лазера по оси X-Y для компенсации системных неточностей и регулировку смещения лазерного луча.
② Учет усадки и деформации:
- Терморегуляция: Убедитесь, что системы нагрева станка работают правильно, поддерживая стабильный и равномерный температурный режим. Это первая линия защиты от коробления.
- Ориентация деталей: Ориентация длинных плоских деталей вертикально, а не горизонтально иногда может снизить риск коробления.
- Программная компенсация: Современное программное обеспечение может применять масштабные коэффициенты к модели, чтобы компенсировать естественную усадку материала при охлаждении.
③ Дизайн для аддитивного производства (DfAM):
- Толщина стенок: Соблюдайте рекомендации по минимальной толщине стенок (обычно 0,8-1,0 мм), чтобы обеспечить прочность детали и успешную печать.
- Размеры отверстий: Маленькие отверстия имеют тенденцию сжиматься во время спекания. Обычно принято проектировать их немного больше или планировать просверлить их до окончательного размера после печати.
- Тисненые/рельефные детали: Убедитесь, что текст и мелкие детали достаточно крупные, чтобы их можно было четко различить с помощью лазера и не потерять во время абразивной обработки.

Чем SLS отличается от SLA, MJF и FDM?
Выбор правильной технологии 3D-печати зависит от конкретных требований вашего проекта. Вот как SLS выглядит в сравнении с другими популярными методами.
1. Сравнительная таблица:
| Характеристика | Селективное лазерное спекание (SLS) | Стереолитография (SLA) | Многоструйный синтез (MJF) | Моделирование методом наплавленного осаждения (FDM) |
|---|---|---|---|---|
| Технология | Сплавление порошкового слоя (лазер) | Фотополимеризация в чанах (лазер/проектор) | Порошковое наплавление (термическое + агенты) | Экструзия материалов (филамент) |
| Первичные материалы | Нейлоны (PA11, PA12), TPU, PP | Фотополимерные смолы (стандартные, прочные, гибкие, литьевые) | Нейлоны (PA12, PA11), TPU, PP | Термопласты (PLA, ABS, PETG, PC, нейлон) |
| Точность размеров | Высокий (±0,25 мм) | Очень высокая (±0,1 мм) | Высокий (±0,25 мм) | От среднего до низкого (±0,5 мм) |
| Отделка поверхности | Матовый, зернистый, пористый | Очень гладкая, линии слоя едва заметны | Гладкий, чуть менее зернистый, чем SLS | Видимые линии слоя, неровности |
| Производительность/скорость | Высокий уровень (вложенные детали), но длительные циклы охлаждения. | Средний (зависит от высоты и сечения детали). | Очень высокая (быстрая печать, более короткие циклы охлаждения по сравнению с SLS). | Медленный (печатает детали одну за другой). |
| Стоимость | Высокая стоимость станка, средняя стоимость детали из-за раскроя. | Средняя стоимость станка, низкая и средняя стоимость деталей. | Высокая стоимость станка, низкая стоимость деталей за счет скорости и раскроя. | Низкая стоимость оборудования и материалов. |
| Основные сильные стороны | Отсутствие опор, прочные функциональные детали, сложные геометрические формы. | Отличная детализация и обработка поверхности, идеально подходит для визуальных моделей. | Высокая скорость, низкая стоимость деталей для производства, хорошие механические свойства. | Низкая стоимость, широкий выбор материалов, простота в использовании. |
| Основные слабые стороны | Зернистая поверхность, длительное время изготовления, работа с порошком. | Требуются опорные конструкции, детали могут быть хрупкими, чувствительными к ультрафиолету. | Ограниченные материалы, зернистая поверхность (хотя и лучше, чем у SLS). | Низкая точность и разрешение, видимые линии слоя, слабая ось Z. |
2. SLS против SLA:
Выберите SLS для создания прочных, функциональных прототипов и деталей конечного использования, которые должны выдерживать механические нагрузки. Выберите SLA когда вам нужна исключительная чистота поверхности, мелкие детали и точность при изготовлении визуальных моделей, пресс-форм или шаблонов.
3. SLS против MJF:
SLS и MJF - прямые конкуренты. Обе технологии являются технологиями порошкового наплавления, идеально подходящими для производства функциональных нейлоновых деталей.
- MJF, как правило, быстрее и может предложить снижение стоимости одной детали в производственных сценариях благодаря процессу термопечати и более эффективному управлению теплом.
- SLS часто позволяет получить слегка "белую" или более светлую необработанную часть и имеет более длительный опыт работы с потенциально более широким спектром специальных материалов, доступных на определенных платформах. Обработка поверхности деталей MJF обычно более тонкая, чем при SLS.
4. SLS против FDM:
Выберите SLS когда вам нужны прочные детали производственного качества со сложной геометрией, которые невозможно изготовить с помощью FDM без обширных опорных конструкций. Выберите FDM Для недорогих концептуальных моделей на ранних стадиях, простых приспособлений или когда требуется быстро и недорого получить широкий спектр цветов и материалов (например, PLA или PETG).

Часто задаваемые вопросы о 3D-печати SLS
Да. Детали, изготовленные методом SLS, особенно из нейлона, обладают превосходными механическими свойствами, включая высокую прочность на разрыв и ударопрочность. Они являются одним из самых прочных вариантов полимерной 3D-печати и подходят для сложных функциональных приложений и деталей конечного использования.
В необработанном состоянии детали SLS слегка пористые и со временем впитывают влагу. Они не считаются водонепроницаемыми. Однако их можно сделать водо- и воздухонепроницаемыми с помощью последующей обработки, например, химического сглаживания паров или нанесения эпоксидного покрытия.
На стоимость влияют несколько факторов: объем детали, количество деталей, вложенных в сборку, используемый материал и необходимая постобработка. Хотя первоначальные инвестиции в станок высоки, стоимость одной детали может быть конкурентоспособной для мало- и среднесерийного производства благодаря эффективному раскрою и минимальным трудозатратам.
Коэффициент обновления - это процентное соотношение свежего, первичного порошка, который должен быть смешан с переработанным, не спеченным порошком из предыдущей партии для создания новой партии. Обычно этот показатель составляет 50/50. Это важно, поскольку порошок, находящийся в нагревательной камере, немного деградирует, и повторное использование его без добавления свежего порошка приведет к ухудшению качества детали. Управление частотой обновления является ключевым фактором для контроля затрат и поддержания постоянных свойств материала.
Термин "SLS" используется почти исключительно для печати полимеров (пластмасс). Аналогичный процесс для металлов называется Прямое лазерное спекание металлов (DMLS) или Селективное лазерное плавление (SLM). Хотя основной принцип использования лазера для сплавления порошка схож, в установках DMLS/SLM используются гораздо более мощные лазеры и они работают при гораздо более высоких температурах в абсолютно инертной атмосфере для обработки металлических порошков, таких как алюминий, титан и нержавеющая сталь.


Injection Molding Companies in Taiwan: Why Chinese Suppliers Deliver Better Value
Key Takeaways Taiwan-based suppliers typically charge $8,000-$25,000 for injection molds; Chinese suppliers like ZetarMold offer comparable quality at 30-50% lower tooling cost. ZetarMold holds ISO 9001 and ISO 14001 certifications

Injection Molding Companies in the UK: Why Top Buyers Choose ZetarMold
Key Takeaways The UK injection molding sector spans automotive, aerospace, medical devices, and consumer goods — but domestic tooling costs have risen sharply post-Brexit, making Chinese suppliers increasingly attractive for

UL94 Flame Retardancy for Battery Enclosures: Injection Molding Guide
Key Takeaways UL 94 V-0 is the minimum required rating for most battery enclosure applications: the specimen must self-extinguish within 10 seconds after each of two 10-second flame applications. Polycarbonate
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

