 Перейти к содержанию
Перейти к содержанию 

Введение: Прецизионное литье под давлением - это метод литья пластмасс под давлением, требующий прецизионных пресс-форм и прецизионных машин. Содержание этого блога включает в себя понятия, характеристики, влияющие факторы, выбор пластиковых материалов, прецизионные пресс-формы и характеристики прецизионных машин для литья пластмасс под давлением.

Концепция прецизионного литья под давлением
Прецизионное литье под давлением - это метод литьё под давлением когда повторяемость размеров формованных деталей настолько высока, что трудно обеспечить выполнение требований с помощью термопластавтомата общего назначения и обычных процессов литья под давлением.
Прецизионное литье под давлением отличается от обычного литья под давлением. Оно основано на быстром развитии полимерных материалов и использует прецизионные пластиковые детали для замены высокоточных металлических деталей в области приборостроения и электроники.

В настоящее время показатели точности литья под давлением включают повторяемость размеров изделия и повторяемость качества изделия.

Строгие допуски
При проектировании и изготовлении деталей методом литья под давлением очень важно правильно определить размеры и допуски. В противном случае ваши детали могут не работать или выйти из строя. Это особенно актуально для сложных деталей, изготовленных методом литья пластмасс под давлением.

Жесткие допуски - это очень важно. Для литья под давлением типичные допуски составляют +/-0,1 мм, а очень жесткие допуски - +/-0,025 мм. Как правило, допуск на размеры прецизионной литьевой формы должен составлять менее 1/3 от допуска на размеры изделия.
Выбор материала
Выбор пластика для прецизионного литья под давлением может оказаться непростой задачей. Скорость усадки пластиковых изделий может сильно варьироваться в процессе литья. Различные типы пластмасс имеют разные свойства и соотношения текучести при литье под давлением из-за типов и количества используемых полимеров и добавок.

Это значит, что даже если вы используете один и тот же пластик с одинаковым количеством одного и того же вещества, изделия из него все равно могут быть разных форм и размеров. Они также могут отличаться по форме и размерам из-за таких факторов, как производитель пластика, время года и погода.

Таким образом, помимо хорошей текучести и формовочных свойств, пластмассы для прецизионного литья под давлением должны создавать изделия, сохраняющие свою форму и размер. В противном случае вы не сможете быть уверены, что изделие имеет нужный размер.
Поэтому при изготовлении точных пластиковых изделий методом литья под давлением необходимо хорошо подумать о том, какой пластик вы используете и как он работает при формовке. Вы должны стараться использовать пластики, которые не дают большой усадки и долгое время сохраняют свою форму и размер.

При выборе материалов для прецизионного литья под давлением вам нужны те, которые обладают высокой механической прочностью, хорошей стабильностью размеров, износостойкостью и могут адаптироваться к широкому спектру сред.

Существует четыре широко используемых материала
POM и армированный углеродным волокном (CF) или армированный стеклом (GF). Этот материал обладает хорошим сопротивлением ползучести, хорошей усталостной прочностью, хорошей атмосферостойкостью, хорошими диэлектрическими свойствами, не легко горит и легко выделяет смазочные материалы.

PA и армированный стекловолокном PA66. Он обладает сильной ударопрочностью и износостойкостью, хорошей текучестью и может формировать изделия с толщиной стенки 0,4 мм. PA66, армированный стекловолокном, обладает термостойкостью (температура плавления 250°C). Его недостатком является то, что он поглощает влагу. Как правило, после формовки его необходимо высушить.

Полиэстер, усиленный ПБТ. Имеет короткое время формования. Время формования следующее: PBT=POM=PA66=PA6.

D.PC и GFPC. Особенности: Хорошая износостойкость, повышенная жесткость, хорошая стабильность размеров, устойчивость к атмосферным воздействиям, огнестойкость и пластичность.
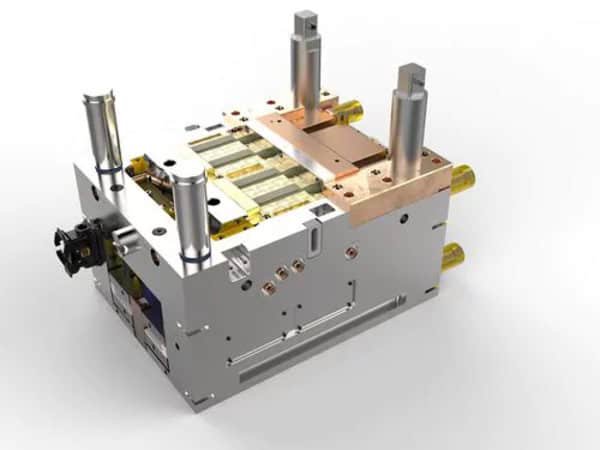
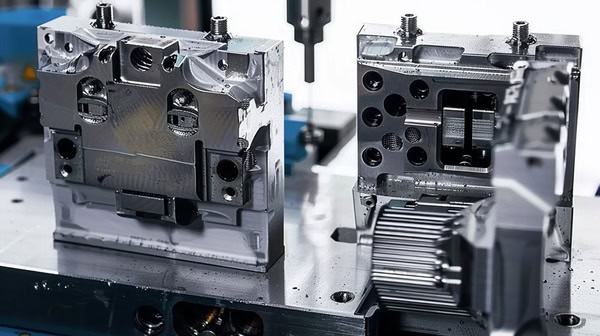
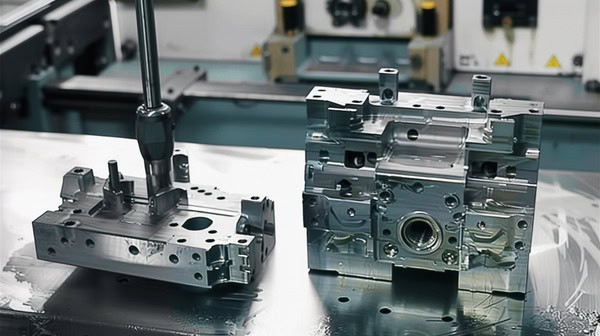
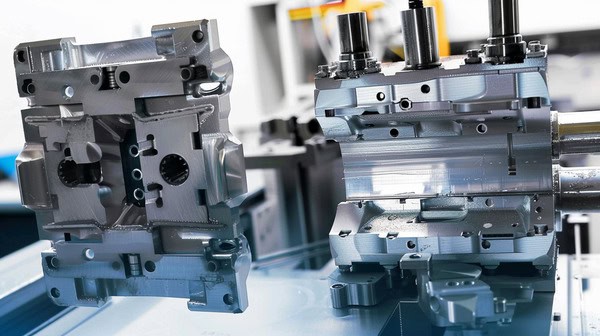
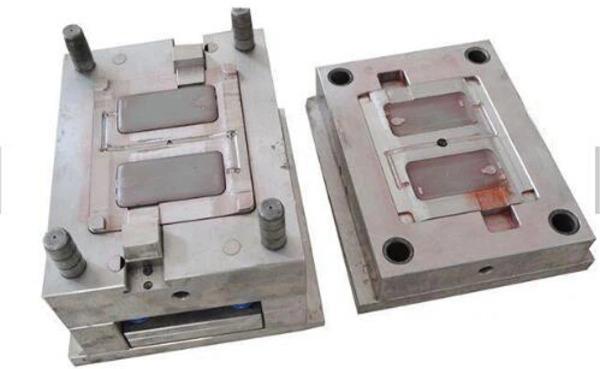
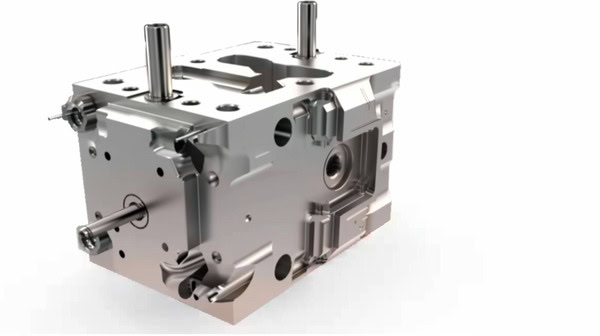
Прецизионные литьевые формы
Форма должна быть очень точной. Точность пресс-формы тесно связана с технологией обработки и сборки. Если при проектировании не были выдвинуты правильные технические требования, или конструкция пресс-формы была разработана некачественно, то независимо от того, насколько хороша технология обработки и сборки, вы не сможете гарантировать точность пресс-формы. Чтобы убедиться, что точность прецизионной литьевой формы не зависит от конструктивных особенностей, необходимо обратить внимание на следующие четыре момента:
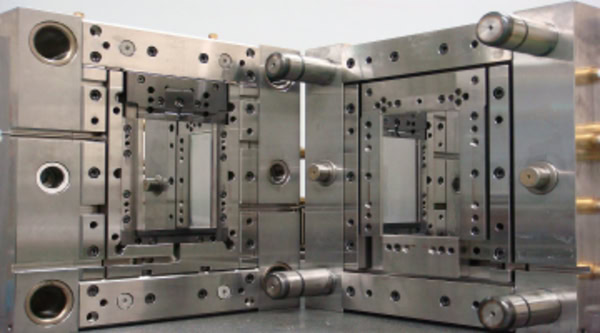
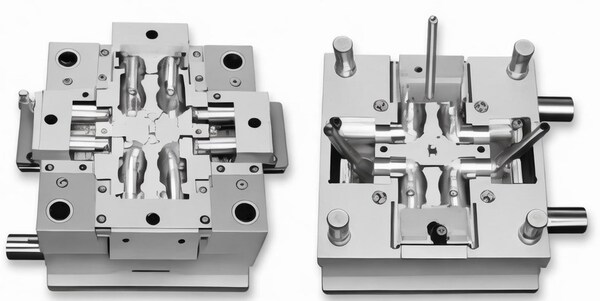
Точность конструкции и технические требования к деталям должны быть совместимы с точностью изделия. Пресс-форма должна обеспечивать точность изделия. Во-первых, точность полости пресс-формы и точность поверхности раздела должны соответствовать точности изделия. Как правило, допуск на размеры полости прецизионной литьевой формы должен составлять менее одной трети от допуска на изделие, и должен определяться исходя из фактической ситуации с изделием.

Точность поверхности раздела (параллельность поверхности раздела) в основном используется для обеспечения точности полости пресс-формы. Для малых прецизионных литьевых форм техническое требование к параллельности поверхности раздела составляет около 0,005 мм. Хотя конструктивные элементы пресс-формы не будут непосредственно участвовать в литьё под давлениемОни будут влиять на точность полости пресс-формы и, следовательно, на точность изделия. Поэтому для их конструктивных элементов должна быть обеспечена соответствующая и разумная точность.
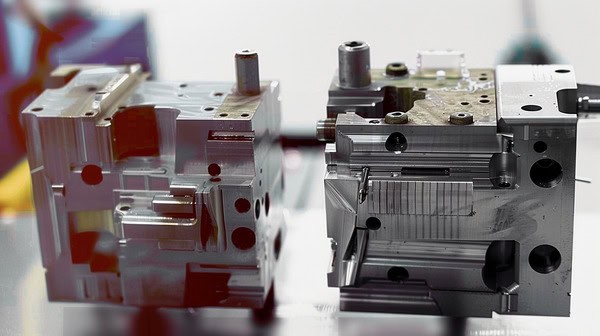
Проверьте точность совмещения подвижной и неподвижной пресс-форм. В целом, обычные литьевые формы в основном полагаются на механизм направляющей стойки для обеспечения точности совмещения. Однако из-за зазора между направляющим штифтом и направляющим отверстием между ними всегда остается определенный зазор, как большой, так и маленький. Этот зазор часто влияет на точность установки пресс-формы на термопластавтомате, что приводит к несоосности подвижной и неподвижной пресс-форм, поэтому ее трудно использовать для литья под давлением прецизионных изделий.

Кроме того, в условиях высокотемпературного литья под давлением тепловое расширение подвижного и неподвижного шаблонов иногда вызывает их несоосность, что в конечном итоге приводит к изменению точности изделия.
В прецизионных литьевых формах несоосность между подвижной и неподвижной формами должна быть сведена к минимуму, и необходимо прилагать усилия для обеспечения точности совмещения подвижной и неподвижной форм. Можно разработать механизм позиционирования конуса или цилиндрического направляющего штифта, а также механизм позиционирования направляющей стойки. Для использования.

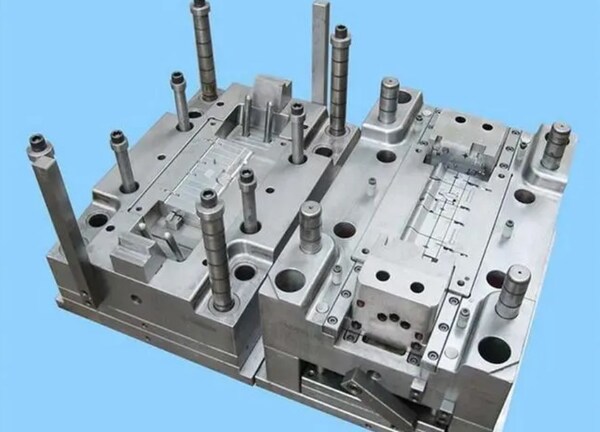
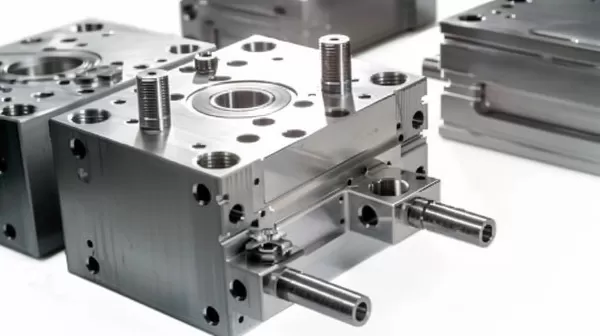
Конструкция пресс-формы должна быть достаточно жесткой. Прецизионные литьевые формы должны быть достаточно жесткими. В противном случае они будут сильно прогибаться при давлении впрыска или усилии смыкания пресс-формы. Это приведет к изменению точности пресс-формы и затем повлияет на точность изделия.
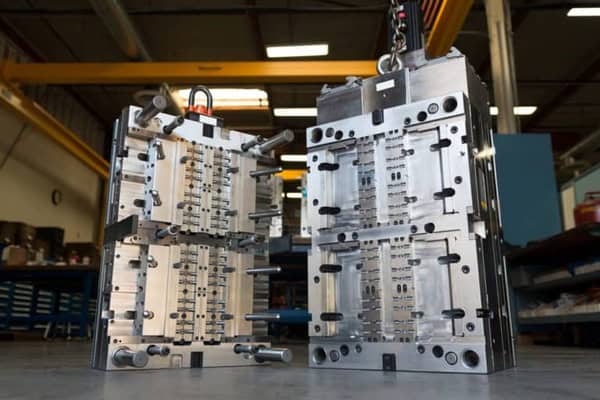
Для цельных форм их форма, размер и материал, из которого они изготовлены, должны быть достаточно жесткими. Для пресс-форм, имеющих вставки, жесткость часто зависит от рамы пресс-формы, которая удерживает вставки на месте. Рама пресс-формы должна быть изготовлена из легированной конструкционной стали 40Cr. Она должна быть термически обработана до твердости около HRC30.

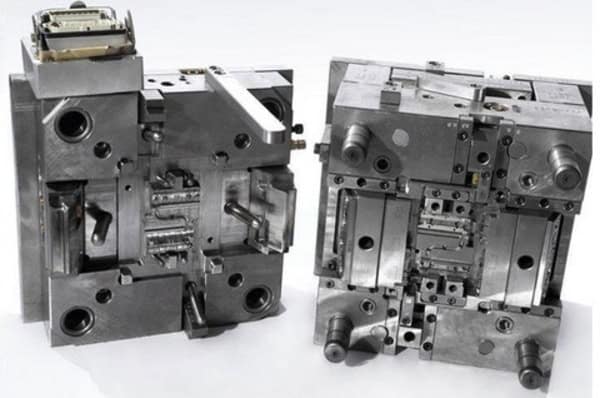
Движение подвижных частей в пресс-форме должно быть точным. В пресс-формах для литья под давлением часто имеются подвижные формовочные вставки или подвижные стержни. Если движение этих подвижных частей неточное, то есть они не могут точно вернуться в исходное положение после каждого движения, то независимо от того, насколько высока точность обработки деталей пресс-формы, точность конструкции самой пресс-формы и точность изделия будут сильно колебаться. Чтобы решить эту проблему, необходимо использовать специальные конструкции позиционирования движения.

Прецизионная литьевая машина
Прецизионные термопластавтоматы - это машины, используемые для литья и производства прецизионных пластиковых изделий. Обычно существует два показателя для прецизионных термопластавтоматов: первый - повторяющееся отклонение размера изделия, второй - повторяющееся отклонение веса изделия. Первый показатель сложно сравнивать из-за разных размеров и толщины изделий, а второй отражает общий уровень работы термопластавтомата.

Как правило, погрешность воспроизводимости веса обычного литьё под давлением станков составляет около 1%, а лучшие станки могут достигать 0,8%. Если он составляет менее 0,5%, то это прецизионный станок, а если менее 0,3%, то это сверхточный станок. Как уже упоминалось, прецизионные термопластавтоматы требуют точности размеров изделий, как правило, в пределах 0,01~0,001 мм.
Характеристики прецизионных литьевых машин с точки зрения управления
Для параметров литья под давлением с высокими требованиями к точности повторения (воспроизводимости) следует использовать многоуровневое управление с обратной связью: многоуровневое управление положением; многоуровневое управление скоростью; многоуровневое управление удержанием давления; многоуровневое управление противодавлением; многоуровневое управление скоростью вращения шнека.

Точность датчика перемещения должна достигать 0,1 мм, что позволяет строго контролировать ход дозатора, ход впрыска и толщину оставшейся площадки материала (точка контроля впрыска) для обеспечения точности каждого впрыска и повышения точности формования изделия.
Регулирование температуры бочки и сопла должно быть точным, перегрев при повышении температуры должен быть небольшим, а колебания температуры - незначительными. При прецизионном литье под давлением следует использовать ПИД-регулирование, чтобы обеспечить точность температуры в пределах -0,5°C.

Требования к качеству пластификации. Равномерность пластификации пластика влияет не только на качество литья деталей под давлением, но и на сопротивление расплавленного пластика при прохождении через литник. Для получения равномерной пластификации необходим специальный шнек и использование специализированной технологии пластификации.
Кроме того, необходимо точно контролировать температуру в бочке. В настоящее время температура шнека и бочки в основном контролируется с помощью ПИД-регуляторов (пропорциональных, дифференциальных, интегральных). Точность может контролироваться в пределах ±1°C, что в основном отвечает требованиям прецизионного литья под давлением. Если используется управление FUZZY, этот метод больше подходит для прецизионного литья под давлением.
Рабочее масло должно поддерживаться при высокой температуре. Если температура масла изменится, изменится и давление впрыска. Чтобы поддерживать температуру масла на уровне 50-55°C, необходимо использовать систему подогрева и охлаждения, которая может контролировать температуру масла.

Влияние давления выдержки. Давление выдержки оказывает большое влияние на качество пластиковых деталей. Другими словами, давление выдержки может помочь пластиковым деталям лучше заполниться, уменьшить деформацию пластиковых деталей и контролировать точность пластиковых деталей. Стабильность давления прижима определяет качество пластиковых деталей. Положение шнека в конце цикла литья под давлением и стабильность давления выдержки - два наиболее важных фактора, определяющих качество пластиковых деталей.
При одинаковых требованиях к контролю температуры пресс-формы и одинаковом времени охлаждения толщина изделия с низкой температурой полости пресс-формы будет больше, чем толщина изделия с высокой температурой. Например, для материалов POM и PA толщина изделий с толщиной 50-100 мкм при температуре пресс-формы 50°C уменьшается до 20-40 мкм при 80°C и всего до 10 мкм при 100°C. Комнатная температура также влияет на допуски размеров прецизионных изделий.

Конструктивные особенности прецизионной машины для литья под давлением
Поскольку прецизионные литьевые машины имеют высокое давление впрыска, система фиксации пресс-формы должна быть жесткой. Параллельность подвижных и неподвижных шаблонов контролируется в пределах 0,05~0,08 мм. Это требует защиты пресс-формы от низкого давления и точного контроля усилия смыкания пресс-формы. Величина усилия смыкания пресс-формы влияет на степень деформации пресс-формы, что в конечном итоге сказывается на допуске размеров детали.

Скорость открытия и закрытия пресс-формы должна быть быстрой, обычно около 60 мм/с. Пластифицирующие компоненты, такие как шнек, головка шнека, контрольное кольцо и бочка, должны иметь структуру, которая обладает сильной пластифицирующей способностью, хорошей гомогенизацией и высокой эффективностью впрыска.
Крутящий момент шнека должен быть большим и иметь возможность бесступенчатой регулировки скорости. Независимо от типа прецизионного термопластавтомата, он должен быть способен стабильно контролировать повторяемость размеров и качества продукции.

Проблема усадки при прецизионном литье под давлением
Прецизионные изделия, изготовленные методом литья под давлением, включают в себя не только такие понятия, как допуск размеров, геометрическая точность и чистота поверхности, но и понятие повторяемости, стабильной точности в течение дня, месяца, года и условий применения. Эти точности связаны не только со свойствами готовых материалов и точностью пресс-формы, но и с усадкой при литье, которая влияет на точность изготовления.

На усадку влияют четыре фактора: термическая усадка, усадка при изменении фазы, ориентационная усадка и усадка при сжатии.
Термическая усадка
Это теплофизическое свойство, присущее формовочным материалам и материалам пресс-форм. Если температура пресс-формы высока, температура изделия также будет высокой, и фактическая скорость усадки увеличится. Поэтому температура пресс-формы для прецизионного литья не должна быть слишком высокой.
Усадка при изменении фазы
Усадка при изменении фазы вызвана уменьшением удельного объема вследствие кристаллизации полимера в процессе ориентации кристаллической смолы, что называется усадкой при изменении фазы.
Температура пресс-формы высока, кристалличность высока, и скорость усадки велика; но, с другой стороны, повышенная кристалличность увеличивает плотность продукта, уменьшает коэффициент линейного расширения и снижает скорость усадки. Таким образом, фактическая скорость усадки определяется комбинированным воздействием этих двух факторов.
Ориентация Усадка
Из-за принудительного растяжения молекулярных цепей в направлении потока макромолекулы при охлаждении стремятся вновь свернуться и восстановиться, и усадка происходит в направлении ориентации. Степень ориентации молекул зависит от давления впрыска, скорости впрыска, температуры смолы и температуры пресс-формы. Но главное - это скорость впрыска.
Усадка в результате сжатия
усадка при сжатии и упругое восстановление. Пластмассы, как правило, сжимаемы, то есть их удельный объем значительно изменяется под высоким давлением. При нормальной температуре увеличение давления на формованное изделие уменьшает его удельный объем, увеличивает плотность, уменьшает коэффициент расширения и значительно снижает скорость усадки.
В соответствии с этой сжимаемостью формовочный материал обладает эффектом упругого восстановления, что уменьшает усадку изделия. Факторы, влияющие на усадку изделия при формовании, связаны с условиями формования и условиями эксплуатации.
Характеристики прецизионного литья под давлением
Основными характеристиками процесса прецизионного литья под давлением являются высокое давление впрыска, высокая скорость впрыска и точный контроль температуры.
Высокое давление впрыска
Испытания показали, что для различных сортов, форм и размеров пластика давление, необходимое для прецизионного литья под давлением, должно составлять 180-250 МПа (давление впрыска, используемое для обычного литья под давлением, обычно составляет 40-200 МПа). В некоторых особых случаях оно должно быть выше. Самое высокое достигает примерно 450 МПа.
Высокая скорость впрыска
Скорость впрыска не только существенно влияет на производительность изделия, но и, что более важно, может снизить допуск на размеры изделия. Для повышения точности литьевых деталей, особенно при формовке изделий сложной формы, в последние годы разрабатывается переменная скорость впрыска, то есть скорость впрыска меняется, а правила ее изменения определяются в зависимости от конструктивной формы детали и характеристик пластика.

Контроль температуры должен быть точным
Температура оказывает большое влияние на качество литья изделий и является одним из трех основных условий процесса литья под давлением. Для прецизионного литья под давлением существуют не только вопросы температуры, но и вопросы точности контроля температуры.
Очевидно, что в процессе прецизионного литья под давлением, если температурный контроль не является точным, текучесть расплава пластика, производительность литья и скорость усадки изделия не будут стабильными, поэтому точность изделия не может быть гарантирована.

С этой точки зрения, при использовании прецизионного литья под давлением необходимо строго контролировать температурный диапазон бочки и сопла, а также пресс-формы для литья под давлением. Например, при прецизионном литье под давлением для контроля температуры бочки и сопла используется ПИД-регулятор, и диапазон колебаний температуры контролируется в пределах 1°C, в то время как на обычных термопластавтоматах температура может достигать от 20°C до 300°C.

При производстве прецизионного литья под давлением, чтобы обеспечить точность изделия, помимо строгого контроля температуры бочки, сопла и пресс-формы, необходимо также обратить внимание на влияние температуры окружающей среды на точность изделия после распалубки.

Трудности прецизионного литья под давлением
Скорость усадки пластика
При разработке прецизионных изделий из пластика необходимо учитывать скорость усадки пластика.
Выбор прецизионных пластмасс для литья под давлением
Скорость усадки пластиковых изделий сильно колеблется в процессе литья. Кроме того, из-за различных типов полимеров и добавок, используемых в разных пластмассах, их текучесть и формовочные свойства при литье под давлением также будут отличаться.
Существуют большие различия: из-за влияния таких факторов, как производитель, сезон работы завода и условия окружающей среды, возникают проблемы со стабильностью формы и размеров формованных изделий.
Форма и размер изделия
Форма и размер пластиковых деталей оказывают большое влияние на их точность. Производственная практика показывает, что чем сложнее форма и размер изделия, тем ниже точность.
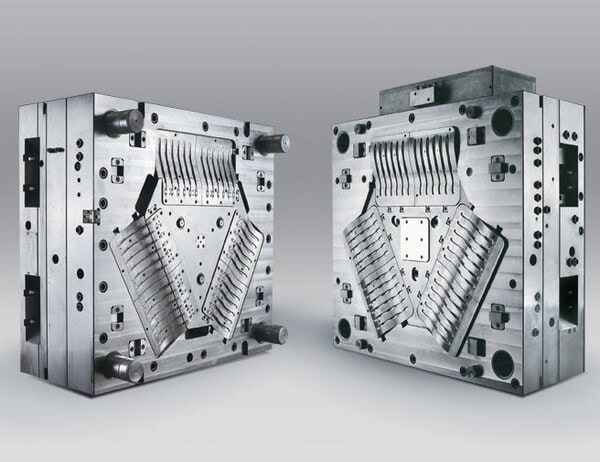
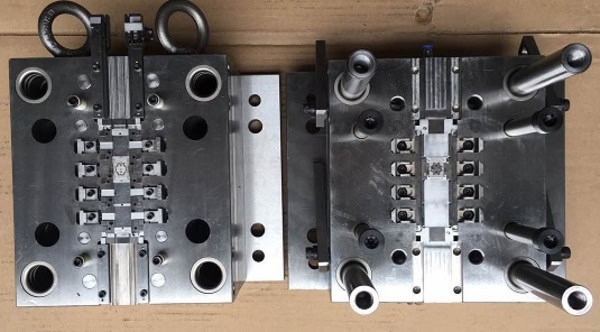
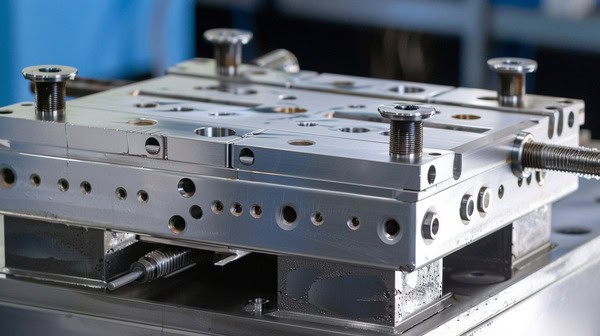
Структура пресс-формы
Точность деталей, изготовленных методом литья под давлением, тесно связана с количеством полостей пресс-формы и партиями продукции. Также показано, что точность одногнездных конструкций пресс-форм выше, чем многогнездных, а точность мелкосерийного производства выше, чем точность крупносерийного производства.
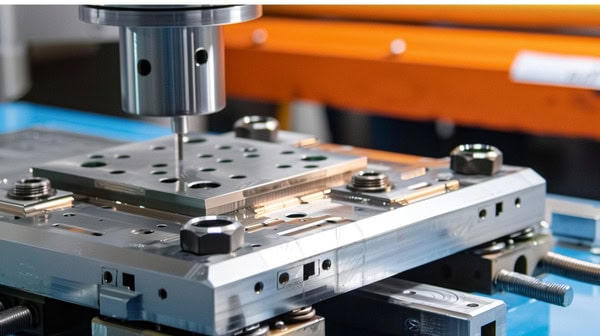
Точность обработки пресс-форм
При формовании изделий под давлением они формируются в полости пресс-формы. Точность изделия никогда не будет превышать точность полости пресс-формы. Как правило, точность литьевых изделий на один-два уровня ниже, чем точность пресс-формы.
Что касается современных технологий производства пресс-форм, то большинство полостей пресс-форм изготавливается с помощью высокоскоростного фрезерования, шлифования, полирования или электрообработки, что позволяет достичь максимальной требуемой точности.

Машина для литья под давлением
Прецизионное литье под давлением требует высокой точности изделий. Поэтому, как правило, они должны выполняться на специальных прецизионных литьё под давлением машины. Мощность впрыска прецизионного термопластавтомата должна быть большой, точность управления должна быть высокой, скорость реакции гидравлической системы должна быть быстрой, а система зажима пресс-формы должна обладать достаточной жесткостью.
Заключение
В заключение следует отметить, что существует несколько ключевых факторов, влияющих на прецизионное литье под давлением, таких как жесткие допуски, выбор материала, прецизионные литьевые формы, прецизионные литьевые машины, проблемы усадки при прецизионном литье и т. д., которые делают прецизионное литье под давлением сложной задачей.







