 Перейти к содержанию
Перейти к содержанию 

Чтобы придать изделиям, изготовленным методом литья под давлением, приятный внешний вид и учесть преимущества других материалов для литья под низким давлением, в настоящее время популярно использовать твердый пластик в качестве основы, ткань и мягкий пластик для поверхностного слоя в процессе литья под давлением.
На протяжении всего этого процесса, с точки зрения развития, литьё под давлением Скелет, а затем литья под давлением слой хорошее чувство мягкого пластика процесс (вставка, вторичный) покажет свою практичность, потому что он не нуждается в последующей обработки, в то время как ткань, кожа низкого давления литья под давлением имеет много последующей обработки.
Что такое литье под низким давлением?
Литье под низким давлением - это процесс впрыска инкапсулированного материала в форму при очень низком давлении впрыска и его быстрого отверждения.
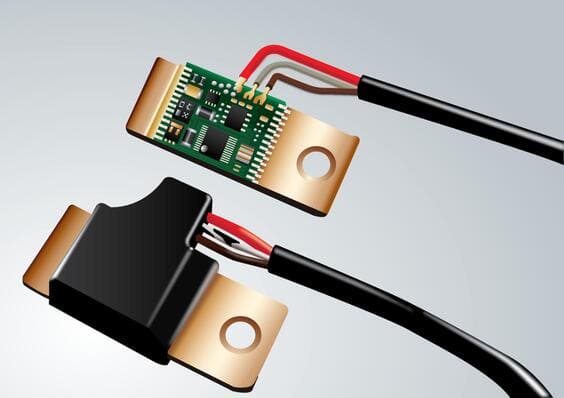
Литье под низким давлением это безопасный и деликатный процесс, занимающий промежуточное положение между литьем под высоким давлением и изготовлением горшков. Благодаря короткому времени цикла и низкому давлению он является идеальным решением для защиты печатных плат.
В автомобильной промышленности этот процесс используется для формовки некоторых элементов отделки салона автомобиля и упаковки электронных компонентов.

Примеры применения литья под низким давлением
Внутренние детали: При использовании очень низкого давления впрыска (300-600 бар) в процесс формования добавляются ПВХ-шкуры или трикотажные ткани.
Обычно используются следующие типы материалов: кожа, кожа ПВХ, кожа TPO с пенополиуретаном, кожа PUR, трикотаж с нетканым материалом и войлок, а также композитные инъекции между материалом поверхности и материалом каркаса; многие детали интерьера автомобилей среднего и высокого класса используют процесс литья под низким давлением, например, вставки в дверные панели Mercedes-Benz, BMW и т.д.
Инкапсуляция электронных компонентов: В процессе инкапсуляции используется очень небольшое давление впрыска (1,5~40 бар) для впрыска расходуемого материала инкапсуляции в форму и его быстрого затвердевания (5~50 секунд).
Давление и температура, используемые для литье под низким давлением значительно ниже, чем при обычном литье под давлением, а сам процесс относительно прост и не требует высокого оборудования и пресс-форм.
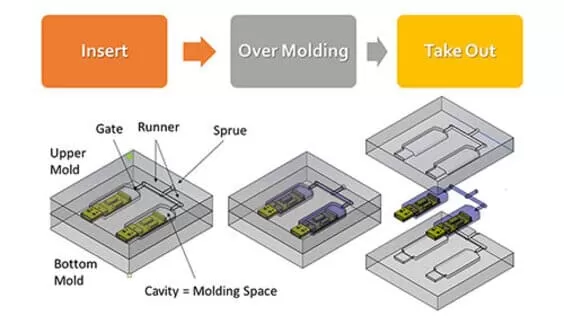
Процесс литья под низким давлением
Процесс происходит следующим образом:
Литье под низким давлением Это технология сборки в форме, аналогичная IMD, когда ткань/кожа отливается непосредственно на изделии (если давление впрыска слишком велико, ткань будет повреждена).
По характеристикам процесса литья под низким давлением различают два типа литья под давлением: открытое и закрытое.
Разница заключается в том, есть ли определенный зазор между подвижной и неподвижной формами при закрытии формы.
На протяжении всего процесса заполнения плавно впрыскивается точное количество расплава (течение пластикового расплава на ткани гораздо медленнее, чем на гладкой полости пресс-формы), поэтому тканевые пресс-формы для литья под низким давлением имеют больше затворов, чем обычные пресс-формы.
Особенности литья под низким давлением
1. Преимущества
a. Высокая прочность, материал кожи интегрирован с пластиковым материалом основы, нет возможности отвалиться
b. Высокая эффективность формовки, более экологичная, отсутствие необходимости нанесения клея для процесса облицовки, улучшение качества воздуха в автомобиле
c. Внутренняя структура может быть спроектирована произвольно, а свобода моделирования поверхности больше, чем при облицовке, особенности моделирования более четкие, продукт красивый, а комфорт высокий.
2. Недостатки
a. Сайт формование под низким давлением Процесс более сложный, подвержен влиянию пресс-формы и пластичности ткани/ПВХ кожи, а процент брака относительно высок
b. Сохранение узора, при сильном растяжении, трехмерное восприятие узора плохое
c. Более высокая стоимость оснастки и более дорогие ткани
Учитывая перечисленные преимущества и недостатки, литье под низким давлением обладает следующими характеристиками.
Форма: разделительная поверхность с закрывающимся зазором; затвор управляется последовательным клапаном (управляется клапаном типа hot runner)
Манипулятор: функция зажима ткани и захвата изделий
Композитный слой: ПВХ/ПУ; ткань и т.д.
Материал каркаса: модифицированный PP и PC/ABS с лучшей текучестью и т.д.

Важные факторы влияния литья под низким давлением
Ткань; состав ткани: Может включать в себя слой нетканого материала, губчатый слой, слой пены, слой трикотажной ткани или слой мягкого пластика (ПВХ).
Характеристики ткани: Продольное статическое удлинение, продольное остаточное удлинение, поперечное статическое удлинение, поперечное остаточное удлинение; удлинение ткани больше, нелегко деформируется, морщины будут более очевидными удлинение ткани меньше, легко деформируется, нелегко морщится.
Структура пресс-формы: обычно выбирается в виде последовательного клапана с точечным затвором, а количество затворов больше, чем у обычного литьё под давлением Материал каркаса, общая длина изделия L = 1000 мм, толщина стенки T = 2,5 мм, рекомендуемое значение количества ворот = 1000/2,5/FPP материал F значение менее 100, ABS или PC материал менее 80.
Конструкция вытяжной полости: Структура кожи ПВХ литьевая форма аналогична литьевой пресс-форме для ткани, за исключением того, что она фокусируется на вытяжке полости и пространства сердцевины.
Другие технические требования: Угол R на углу изделия не менее 3,0; конструкция толщины клеевой биты изделия не должна быть слишком толстой, чтобы предотвратить усадку изделия,
Толщина сухожильной биты не должна превышать 3/5 толщины клеевой биты; изделия с глубокими отверстиями должны быть разделены; край внешнего вида изделия должен быть обернут тканью на рабочем месте, задняя часть изделия не должна иметь сухожильной биты и т.д.

Текучесть пластмассы при литье под низким давлением
Показателем текучести пластика является значение индекса расплава MI. Как мы все знаем, на ткани пластик течет гораздо медленнее, чем на гладкой полости формы, поэтому показатель тканевые пресс-формы для литья под низким давлением имеют больше ворот, чем обычные формы.
Медленная скорость потока неизбежно скажется на других проблемах внешнего вида продукта, таких как следы склеивания, отсутствие материала и т.д.
Как правило, значение MI материала PP составляет от 20 до 55, что требует от нас не использовать вслепую импортные ткани и импортные пластиковые частицы при разработке продукта.
Потому что они необходимы после применения комбинации, пока и плесень с хорошим, отечественным материалом, как обычно, может сделать квалифицированные низкого давления формования продуктов.

Структура пресс-форм для литья под низким давлением
Обычно выталкиватель такой пресс-формы находится в неподвижной пресс-форме, используя клапанную задвижку для контроля количества материала в каждой задвижке, неподвижная пресс-форма имеет прессованную тканевую раму, а неподвижная пресс-форма имеет тканевый штифт или воздушную присоску для фиксации ткани.
Распространенные дефекты и меры по их устранению при литье под низким давлением
(1) Отсутствие материала: Острые углы изделия подвержены недостатку материала.
(2) Инфильтрация: Угол изделия склонен к инфильтрации, причина: слишком высокая температура ворот инфильтрационной части; слишком высокая температура пресс-формы; слишком высокий контроль количества материала ворот инфильтрационной части.
(3) Проникновение: Острый угол продукта легко появляется проникновение, причина: острый угол поверхности разделения с зазором, когда количество низкого давления формовочного материала или скорость увеличивается расплавленный пластик из зазора внутри проникновения, сначала управлять нетканого полотна, а затем проникнуть на поверхность ткани.
Толщина стенок под острыми углами слишком толстая, поэтому толщина стенок под острыми углами формы относительно тонкая, чтобы предотвратить просачивание ткани через материал или ее разрушение.
(4) Разрыв давления ткани Причина: Обычно температура пресс-формы, используемой в литьевой форме низкого давления, низкая (10-15 градусов), если антикоррозийные меры не будут выполнены должным образом, это приведет к образованию пятен ржавчины на раме прессованной ткани и поверхности разделения слайдера, что приведет к чрезмерному давлению на ткань и ограниченной пластичности ткани, что приведет к разрыву ткани.
Особенности литья кожи ПВХ под низким давлением
1. Природа кожи ПВХ
По сравнению с тканью, между ними есть много различий. Прежде всего, это выхлоп: ткань имеет поры и теряет структуру, поэтому газ легко выходит изнутри; в то время как кожа ПВХ представляет собой слой ПВХ-пластика на поверхности, поэтому газу трудно выйти изнутри.
Во-вторых, подложка: тканевая подложка представляет собой нетканое полотно, поэтому сопротивление потоку расплавленного пластика довольно велико; в то время как подложка из ПВХ представляет собой слой вспененного пластика, поверхность гладкая, и сопротивление потоку расплавленного пластика невелико.
Затем - пластичность: расширение ткани после разрыва структуры велико, расплавленный пластик легче проникает; расширение кожи ПВХ по-прежнему имеет сильное сопротивление, и расплавленному пластику нелегко проникнуть внутрь.
2. Структура пресс-формы
По сравнению с ткани литья под давлением, самая большая разница заключается в конструкции полости выхлопных газов, структура ПВХ кожи литья под давлением является таким же, как пресс-форма для литья ткани под давлениемЗа исключением того, что в нем основное внимание уделяется выхлопным газам в полости и сердцевине.
Поскольку воздух существует внутри сердечника и полости после закрытия, когда расплавленный пластик впрыскивается внутрь, воздух внутри медленно сжимается, если газ не выпустить вовремя, это неизбежно вызовет большие проблемы с заполнением и множество дефектов. Например, следы склеивания, усадка и ожоги.
3. Распространенные дефекты и меры по их устранению
(1) Усадка поверхности изделия
Причины: Зазор между поверхностями разъема пресс-формы слишком велик, что приводит к вытеканию материала, в результате чего материал не уплотняется и, как следствие, происходит усадка;
Как и в случае с обычными литьё под давлениемТолстая стенка изделия, где есть арматурные стержни, из-за плохого охлаждения приводит к объемной усадке, вызванной усушкой.
(2) Знаки плавления
Причина: Если полость пресс-формы и сердечник плохо отсасываются, воздух в передней части ворот, где встречаются фронты, сжимается и не может быть сплавлен естественным образом, а комбинация следов может отразиться на коже, что приведет к очевидным следам сплавления и повлияет на внешний вид.
Конечно, как и обычные литье пластмасс под давлениемНизкая температура пресс-формы и низкая температура расплава пластика также приведут к очевидным дефектам следов плавления.
(3) Кожа повреждена
Причина: Как и при литье тканей под давлением, температура пресс-формы пресс-форма для литья под низким давлением обычно низкая (10-15 градусов), если меры по предотвращению ржавчины не будут приняты должным образом, то на раме прессованной ткани и поверхности разделения слайдера появятся пятна ржавчины, а давление на эпидермис во время производства будет чрезмерным, и пластичность эпидермиса будет ограничена, что приведет к разрушению эпидермиса.
(4) Расплавьте через литник
Причина: Пластифицированный расплавленный пластик впрыскивается из ворот, подвергается сдвигу, кругу нагрева, его центральное положение температура высока, если открытая форма впрыска и расстояние увеличивается может эффективно защитить уменьшить расплав через явление; может уменьшить ворота, температуру, температуру формы, но в то же время необходимо учитывать проблемы ликвидности смолы, иначе может возникнуть нехватка материала.







