 Перейти к содержанию
Перейти к содержанию 
Услуги по литью под давлением жидкого силиконового каучука (LSR) на заказ
Изучите передовые технологии литья жидкой силиконовой резины под давлением для создания точных и долговечных изделий. Усовершенствуйте свое производство с помощью инновационных решений от Zetar Mold.

Полное руководство по литьевому моделированию из жидкой силиконовой резины (LSR)
Что такое литье под давлением жидкой силиконовой резины (LSR)?
Литье под давлением жидкой силиконовой резины, часто сокращенно называемое LSR Molding или LIM (Liquid Injection Molding), - это производственный процесс, используемый для создания прочных, гибких и высокоточных деталей из материала жидкой силиконовой резины.
По своей сути это термореактивный процесс. Это принципиально отличает его от литья термопластов под давлением. В то время как термопласты нагреваются до расплавления, впрыскиваются в холодную форму для застывания и могут быть повторно расплавлены, термореактивные материалы работают в обратном порядке. При литье LSR двухкомпонентная жидкая смесь смешивается, а затем впрыскивается в нагретую форму. Под воздействием тепла происходит необратимая химическая реакция, называемая вулканизацией, в результате которой жидкость превращается в твердую, стабильную и эластичную резиновую деталь.
Какие существуют классификации и типы ЛСР?
LSR не является универсальным материалом. Он выпускается во множестве сортов и может быть обработан с помощью нескольких передовых технологий, что обеспечивает высокую степень персонализации.
1. Классификация по классу материала:
① Класс общего назначения: Стандартный состав с хорошим балансом физических свойств для широкого спектра промышленных уплотнений, прокладок и потребительских товаров.
② Медицинский класс: Эти марки биосовместимы и соответствуют таким строгим стандартам, как USP Class VI и ISO 10993. Они используются для изготовления респираторных масок, хирургических инструментов, уплотнений для медицинских приборов и краткосрочных имплантатов.
③ Пищевой класс: Соответствует требованиям FDA (например, 21 CFR 177.2600) для использования в изделиях, контактирующих с пищей, таких как формы для выпечки, соски для детских бутылочек и кухонная утварь.
④ Оптический класс: Отличаясь высокой прозрачностью и светопропусканием, этот сорт идеально подходит для производства линз, световодов и крышек для светодиодов и датчиков, где оптическая чистота имеет первостепенное значение.

⑤ Класс проводимости: Благодаря включению проводящих наполнителей, таких как сажа, эти LSR могут использоваться в областях, требующих электропроводности, таких как экранирующие прокладки, проводящие прокладки и электрические разъемы.
⑥ Степень самосмазывания: Этот материал со временем выделяет на свою поверхность небольшое количество силиконового масла, снижающего коэффициент трения. Он идеально подходит для создания уплотнений с низким коэффициентом трения, кольцевых уплотнений и уплотнений разъемов, которые должны быть легко собраны.
⑦ Фторсиликон (F-LSR): Обладает повышенной устойчивостью к неполярным растворителям, топливу, маслам и агрессивным химическим веществам, что делает его предпочтительным выбором для автомобильных и аэрокосмических уплотнений, подвергающихся воздействию агрессивных жидкостей.
2. Классификация по вариациям процесса:
① Стандартное литье ЛСР: Фундаментальный процесс создания детали из одного материала LSR.
② Накладки из LSR (2-Shot Molding): Многоэтапный процесс, в ходе которого ЛСР отливается на предварительно отформованную подложку. Это может быть:
- LSR на термопластике: Деталь из конструкционного пластика (например, PBT, нейлон) помещается во вторую форму, и LSR впрыскивается вокруг нее для создания интегрированной детали с жесткими и мягкими свойствами (например, водонепроницаемый корпус со встроенным уплотнением).
- ЛСР на металле: ЛСР наносится на металлические детали (например, нержавеющая сталь, алюминий) для создания ручек, изоляторов или компонентов, демпфирующих вибрацию.
③ Микроформование с использованием LSR: Чрезвычайно точный вариант процесса, используемый для производства деталей с микроразмерными характеристиками или весом менее грамма, часто применяемых в медицинских устройствах и микроэлектронике.

Каковы типичные сценарии применения LSR?
Уникальные свойства LSR делают его материалом выбора в тех случаях, когда производительность и надежность не являются обязательными.
1. Медицина и здравоохранение:
Благодаря своей превосходной биосовместимости, стерильности и инертности, LSR повсеместно используется в медицине.
Примеры: Дыхательные маски, гибкие уплотнители для устройств доставки лекарств, пробки для шприцев, катетеры, компоненты клапанов для систем управления жидкостями, а также мягкие, податливые компоненты для хирургических инструментов.
2. Автомобильная промышленность:
Автомобильная среда требует устойчивости к экстремальным температурам, вибрациям и жидкостям.
Примеры: Уплотнения разъемов для жгутов проводов, прокладки для компонентов двигателя и трансмиссии, защитные башмаки для датчиков, гасители вибраций и гибкие мембраны для систем регулирования давления.
3. Потребительские товары и электроника:
LSR обеспечивает водонепроницаемость, долговечность и мягкость на ощупь.
Примеры: Уплотнители и прокладки для смарт-часов и прочных телефонов, кнопки с мягким покрытием на пультах дистанционного управления, гибкие клавиатуры, детские пустышки и соски, а также элитная кухонная утварь, например шпатели и формы для выпечки.
4. Промышленное применение:
В сложных промышленных условиях LSR обеспечивает долговременную стабильность и герметичность.
Примеры: Прокладки для наружных светодиодных светильников, уплотнения для промышленных насосов, мембраны для напорных клапанов и защитные кожухи для чувствительного оборудования.

Каковы преимущества литья под давлением из LSR?
1. Высокая точность и свобода дизайна: Низкая вязкость жидкого силикона позволяет ему легко проникать в тонкие стенки и заполнять сложные полости пресс-форм, что дает возможность изготавливать высокодетализированные детали, которые были бы невозможны при использовании других эластомеров.
2. Превосходные свойства материала: LSR предлагает непревзойденное сочетание характеристик:
① Биосовместимость: По своей природе инертен и гипоаллергенен.
② Температурная стойкость: Стабильность в широком диапазоне температур, обычно от -50°C до +200°C, а в специальных сортах - и того больше.

③ Химическая и ультрафиолетовая устойчивость: Устойчивость к воде, озону, УФ-излучению и широкому спектру химических веществ.
④ Набор для низкого сжатия: Детали возвращают свою первоначальную форму после длительного сжатия, что делает их превосходными для уплотнений и прокладок.
⑤ Электрическая изоляция: Обладает высокой диэлектрической прочностью.
3. Автоматизация больших объемов и быстрое время цикла: Процесс высокоавтоматизирован. Время отверждения очень быстрое, часто от 20 до 60 секунд, что способствует эффективному крупномасштабному производству с минимальными трудозатратами.
4. Чистый и безотходный процесс: Система замкнутого цикла - от емкостей с материалом до герметичной пресс-формы - сводит к минимуму воздействие загрязняющих веществ. Это очень важно для применения в медицине и пищевой промышленности. Кроме того, прецизионные технологии формования "без вспышки" значительно сокращают количество отходов материала и этапы последующей обработки.
Каковы недостатки литья под давлением ЛСР?
1. Высокие первоначальные инвестиции: Пресс-формы для литья LSR требуют чрезвычайно жестких допусков и специальных приспособлений (например, системы холодного прогона) для работы с материалом с низкой вязкостью. Как оснастка, так и специализированные машины для литья под давлением требуют значительных капитальных затрат.
2. Более высокая стоимость материалов: В пересчете на килограмм ЛСР обычно дороже многих распространенных термопластов и некоторых синтетических каучуков. Однако это может быть компенсировано более быстрым временем цикла и меньшими трудозатратами при крупносерийном производстве.
3. Термореактивная природа: Как термореактивный материал, ЛСР не может быть расплавлен и переработан так же, как термопласты. Хотя отходы могут быть измельчены и использованы в качестве наполнителя в некоторых областях применения, это не является замкнутым процессом переработки.
4. Сложность инструментария: Конструкция и изготовление пресс-форм для ЛСР сложнее, чем для термопластов. Они должны выдерживать высокие температуры, сохраняя систему подачи материала холодной, и требуют исключительной герметичности для предотвращения вспышек.
Чем отличается формовка LSR от других процессов?
В сравнении с термопластичным литьем под давлением:
Основное различие - термореактивные и термопластичные материалы. ЛСР подвергается химической реакции отверждения в горячей форме, в то время как термопласты плавятся и застывают в холодной форме. Детали из LSR гибкие и термостойкие, в то время как термопласты обеспечивают жесткость и прочность.
По сравнению с компрессионным формованием (с HCR):
Для компрессионного формования обычно используется каучук высокой консистенции (HCR), похожий на глину. Это более медленный, трудоемкий процесс с менее точным контролем материала, приводящий к большим отходам материала и большему количеству вспышек. Литье LSR автоматизировано, быстрее, чище и лучше подходит для сложных геометрических форм и крупносерийного производства.
Жидкая силиконовая резина (LSR) для литья под давлением
Ознакомьтесь с нашим подробным руководством по литью под давлением жидкого силиконового каучука (LSR). Узнайте об основном процессе, материалах, преимуществах, основных областях применения в медицине и автомобилестроении, а также о лучших практиках проектирования.

Полное руководство по литьевому моделированию из жидкой силиконовой резины (LSR)
Каковы основные характеристики и свойства ЛСР?
Понимание этих свойств является ключом к выбору правильной марки LSR для вашего применения.
| Недвижимость | Описание и значение | Типичный диапазон/значение |
|---|---|---|
| Твердость (дюрометр) | Измеряет устойчивость материала к вдавливанию, что свидетельствует о его мягкости или упругости. Берег А это стандартная шкала для гибких резин. | От 5 до 80 единиц по Шору A |
| Прочность на разрыв | Максимальное напряжение, которое может выдержать материал при растяжении или сжатии до разрыва. Измеряется в мегапаскалях (МПа). | 5 - 11 МПа |
| Удлинение при разрыве | Процентное увеличение длины материала, которого он может достичь до разрыва. Он указывает на гибкость и растяжимость материала. | 200% – 900% |
| Прочность на разрыв | Измеряет сопротивление материала распространению разрыва. Крайне важно для деталей, которые могут быть порезаны или поцарапаны в процессе эксплуатации. | 20 - 50 кН/м |
| Комплект для сжатия | Процент постоянной деформации, остающейся после сжатия материала в течение определенного времени при определенной температуре. Низкое значение очень важно для уплотнений. | 10% - 25% (при 150°C в течение 22 часов) |
| Рабочая температура | Температурный диапазон, в котором материал сохраняет свои основные свойства, не разрушаясь. | От -50°C до 200°C (от -60°F до 390°F) |
| Диэлектрическая прочность | Способность материала выступать в качестве электрического изолятора, измеряемая как максимальное напряжение, которое он может выдержать до пробоя. | ~20 кВ/мм |
В чем заключается основной процесс литья под давлением ЛСР?
Процесс формовки LSR - это симфония точности и контроля. Вот пошаговое описание рабочего процесса:
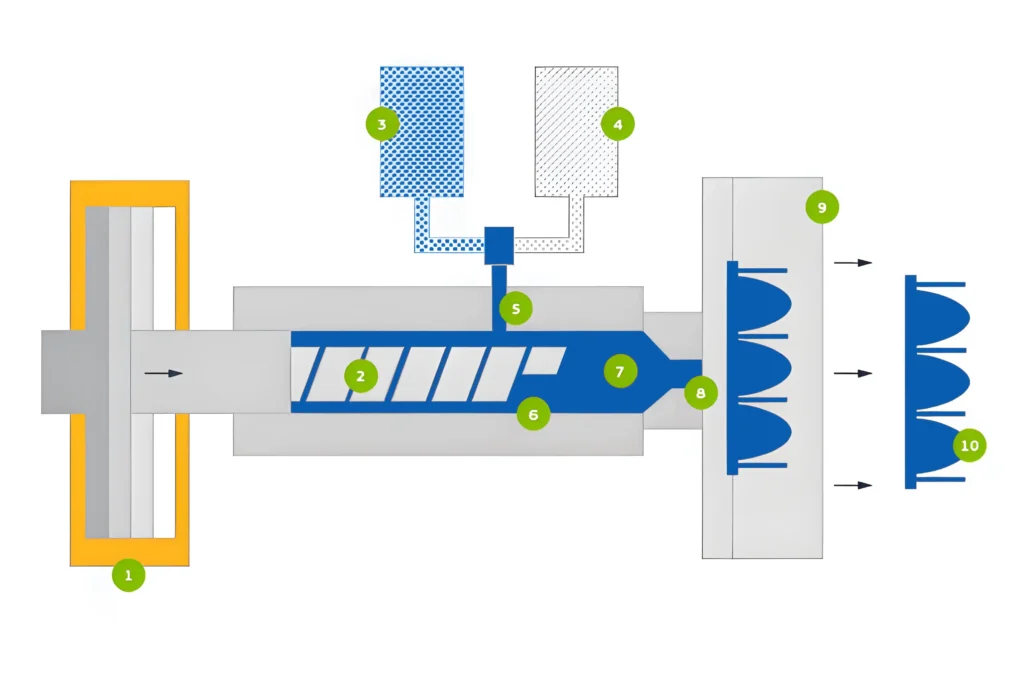
1. Материальное обеспечение: Процесс начинается с двух отдельных емкостей, обычно 20-литровых ведер или 200-литровых бочек, в которых хранятся части А и В жидкого силикона.
2. Дозирование и дозировка: Специализированный дозатор на литьевой машине с помощью насосов всасывает компоненты A и B из контейнеров в точном соотношении 1:1 по объему. Если требуется цвет, в систему точно дозируется третий поток цветной пасты.
3. Смешивание: Компоненты А и В (и любой краситель) перемещаются в статический смеситель. Это устройство содержит ряд спиралевидных элементов, которые многократно разделяют и рекомбинируют потоки материала, обеспечивая идеально однородную смесь без использования тепла или воздуха.
4. Инъекция: Смешанный, неотвержденный ЛСР подается в инжекционный ствол, который охлаждается водой для предотвращения преждевременного отверждения. Затем шнек или плунжер впрыскивает точную порцию материала через охлаждаемое сопло и систему направляющих в нагретые полости пресс-формы.
5. Отверждение (вулканизация): Форма нагревается до температуры 150-200°C (300-390°F). Интенсивный нагрев запускает катализируемую платиной реакцию сшивания. Жидкий силикон быстро превращается в твердую, эластичную резиновую деталь всего за 20-60 секунд.
6. Формование и выталкивание: По окончании отверждения пресс-форма открывается. Благодаря гибкости LSR, детали часто можно извлекать даже с подрезами, иногда с помощью выталкивающих штифтов или роботизированной автоматики. Следующий цикл начинается немедленно.

Каковы ключевые моменты при формовке LSR?
Успешное литье LSR зависит от внимательного отношения к трем ключевым областям: дизайн детали, дизайн формы и выбор материала.
1. Конструкция детали:
① Толщина стенок: Стремитесь к равномерной толщине стенок, чтобы обеспечить равномерное затвердевание и избежать образования раковин. Переход от одной толщины к другой должен быть постепенным.
② Прощальная реплика: Место соединения двух половин формы. Его расположение имеет решающее значение для эстетики, функционирования формы и предотвращения вспышек.
③ Вентиляция: Из-за чрезвычайно низкой вязкости LSR и высокой скорости впрыска воздух может легко попасть в ловушку. Вентиляционные отверстия - это крошечные каналы (глубиной 0,005-0,02 мм), которые должны быть точно обработаны в линии разделения, чтобы обеспечить выход воздуха, но не силикона.
④ Черновые углы: Для облегчения извлечения деталей из формы рекомендуется слегка сузить вертикальные стенки (1-2 градуса).
2. Конструкция пресс-формы:
① Система холодной обкатки: В отличие от систем горячей подачи для термопластов, в пресс-формах LSR часто используется система холодной подачи. Каналы, по которым материал подается в полости, остаются холодными, чтобы предотвратить отверждение LSR до того, как он достигнет детали. Это минимизирует отходы материала.
② Гейтинг: Место, где материал попадает в полость. Расположение и размер ворот должны быть оптимизированы, чтобы обеспечить плавное и равномерное заполнение и избежать косметических дефектов на готовой детали.
③ Герметизация пресс-формы: Половины пресс-формы должны быть идеально герметичны, чтобы предотвратить вытекание маловязкого ЛСР, которое вызывает вспышку. Это требует исключительно точной обработки деталей пресс-формы.
3. Соображения по выбору материала:
① Твердость: Подберите дюрометр в соответствии с требованиями к гибкости или жесткости.
② Окружающая среда: Будет ли деталь подвергаться воздействию химикатов, ультрафиолетового света или экстремальных температур? Выберите стандартную, фторсиликоновую или другую специальную марку.
③ Нормативные требования: Требуется ли для применения соответствие медицинским (USP Class VI) или пищевым стандартам (FDA)?

Каковы лучшие практики проектирования деталей из LSR?
Следуйте этим рекомендациям, чтобы создавать детали, оптимизированные с точки зрения технологичности и производительности.
1. Поддерживайте равномерную толщину стенок: Идеальная толщина стенок для деталей из LSR обычно составляет от 0,5 до 3 мм. Однородность предотвращает неравномерную усадку и внутренние напряжения.
2. Используйте большие радиусы: Избегайте острых внутренних углов. Добавление радиуса (не менее 0,5 толщины стенки) улучшает текучесть материала, снижает концентрацию напряжений и повышает прочность детали на разрыв.
3. Стратегически правильно расположите линии пробора: Поработайте с формовщиком, чтобы расположить линию раздела на некритичной или скрытой поверхности, чтобы минимизировать ее эстетическое воздействие.
4. Используйте гибкость LSR для подрезов: Простые подрезы часто можно формовать без сложных боковых реакций, поскольку гибкая деталь может быть "извлечена" из формы. Обсудите сложные конструкции подрезов с вашим формовщиком, чтобы убедиться в их выполнимости.
5. Предусмотрите надлежащую вентиляцию: При проектировании детали учитывайте, где будут находиться последние точки заполнения. Это естественные места для вентиляционных отверстий.
6. Включить проект: Несмотря на гибкость LSR, угол вытяжки не менее 1 градуса упрощает выталкивание, сокращает время цикла и минимизирует нагрузку на деталь во время извлечения.
Каковы общие проблемы при литье LSR и их решения?
| Проблема | Описание | Общие причины | Решения |
|---|---|---|---|
| Вспышка | Тонкая, нежелательная пленка LSR на детали вдоль линии раздела. | 1. Плохое уплотнение пресс-формы. 2. Чрезмерное давление/скорость впрыска. 3. Недостаточное усилие зажима. | 1. Повышение точности пресс-формы. 2. Уменьшите давление впрыска. 3. Увеличить тоннаж зажима машины. |
| Воздушные ловушки (пустоты) | Пузырьки или пустые карманы внутри детали. | 1. Недостаточная вентиляция плесени. 2. Турбулентный поток материала. 3. Задержанная влага. | 1. Добавьте или увеличьте вентиляционные отверстия в местах последнего заполнения. 2. Оптимизируйте расположение затвора и скорость впрыска. 3. Убедитесь, что материал сухой. |
| Короткий выстрел | Полость пресс-формы заполняется не полностью, в результате чего деталь получается неполной. | 1. Введено недостаточное количество материала. 2. Преждевременное отверждение. 3. Плохая вентиляция (противодавление). | 1. Увеличьте размер дроби. 2. Немного снизить температуру пресс-формы или увеличить скорость впрыска. 3. Улучшить вентиляцию. |
| Маркировка раковины | Углубления на поверхности, обычно напротив толстых участков, таких как ребра. | 1. Усадка материала в толстых участках. 2. Недостаточное давление сальника. | 1. Проектируйте равномерную толщину стенок. 2. Оптимизируйте фазу упаковки. 3. Вырежьте толстые секции. |
| Нарушение скрепления (овермолдинг) | Слой LSR отслаивается от пластиковой или металлической подложки. | 1. Несовместимые материалы. 2. Загрязнение поверхности (масла, выделение плесени). 3. Недостаточная температура подложки. | 1. Используйте грунтовки или обработку поверхности (плазмой/короной). 2. Убедитесь, что основание чистое. 3. Используйте совместимые материалы (например, PBT). |
Каковы сопутствующие технологии и концепции?
1. Технологии разведки и добычи:
① Химия силикона (аддитивное отверждение против пероксидного отверждения): LSR использует катализируемую платиной систему полимеризации добавок. Этот процесс очень чистый, быстрый и не дает побочных продуктов. Он превосходит системы пероксидного отверждения, используемые для некоторых HCR, которые могут оставлять после себя остатки и требуют более тщательной обработки после отверждения.
② CAD/CAM: Программа автоматизированного проектирования (CAD) используется для создания 3D-модели детали. Затем программное обеспечение Computer-Aided Manufacturing (CAM) переводит эту модель в инструкции для машин, которые будут изготавливать пресс-форму.
③ Изготовление пресс-форм (ЧПУ и EDM): Высокоточные стальные формы для LSR изготавливаются с использованием ЧПУ (компьютерного числового управления) для общей формовки и EDM (электроэрозионной обработки) для создания мелких деталей, острых углов и сложных текстур, которые трудно поддаются фрезерованию.
2. Нисходящие процессы:
① После отверждения: Хотя LSR полностью затвердевает в форме, некоторые детали, особенно для медицинских и пищевых применений, проходят этап последующего отверждения. Для этого детали нагревают в печи в течение нескольких часов, чтобы выгнать оставшиеся летучие органические соединения (ЛОС) и обеспечить максимальную стабильность и инертность.
② Криогенный Обезжиривание: Для задач, требующих идеальных кромок без вспышек, детали можно обрабатывать в жидком азоте. Под воздействием сильного холода тонкая вспышка становится хрупкой, что приводит к ее чистому отрыву, в то время как основная часть детали остается гибкой и невредимой.
③ Сборка и автоматизация: Готовые детали из ЛСР часто интегрируются в более крупные узлы. Последовательность и точность литья под давлением делают их идеальными для автоматизированных сборочных линий.
3. Альтернативные и сопутствующие процессы:
① Силиконовое компрессионное и трансферное формование: В этих процессах используется каучук высокой консистенции (HCR), и они лучше подходят для небольших объемов производства, более простых геометрий или очень больших деталей. Они, как правило, медленнее и менее точны, чем формование LSR.
② 3D-печать с помощью силикона: Новая технология, позволяющая быстро создавать прототипы и сложные детали по индивидуальному заказу без использования оснастки. Хотя в настоящее время она медленнее и дороже для массового производства, она является отличным инструментом для проверки дизайна и малосерийного производства.


Injection Molding Companies in Taiwan: Why Chinese Suppliers Deliver Better Value
Key Takeaways Taiwan-based suppliers typically charge $8,000-$25,000 for injection molds; Chinese suppliers like ZetarMold offer comparable quality at 30-50% lower tooling cost. ZetarMold holds ISO 9001 and ISO 14001 certifications

Injection Molding Companies in the UK: Why Top Buyers Choose ZetarMold
Key Takeaways The UK injection molding sector spans automotive, aerospace, medical devices, and consumer goods — but domestic tooling costs have risen sharply post-Brexit, making Chinese suppliers increasingly attractive for

UL94 Flame Retardancy for Battery Enclosures: Injection Molding Guide
Key Takeaways UL 94 V-0 is the minimum required rating for most battery enclosure applications: the specimen must self-extinguish within 10 seconds after each of two 10-second flame applications. Polycarbonate
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

