 Перейти к содержанию
Перейти к содержанию 

Введение
Литье под давлением (обычно называемое литьем под давлением) - это комбинированный метод литья под давлением и формования, обладающий рядом преимуществ, таких как высокая скорость производства, эффективная работа, которую можно автоматизировать, различные варианты дизайна и цвета, формы от простых до сложных и размеры от больших до маленьких; размеры изделия остаются точными на протяжении всего производства, так как сменные изделия легко формируются в сложные формы; размеры остаются точными, детали легко заменяются для удобства замены, а точные размеры изделия легко формируют сложные формы; короче говоря литьё под давлением хорошо подходит для массового производства изделий сложной формы, а также для других отраслей формовочной промышленности.
При определенных температурах полностью расплавленный пластиковый материал перемешивается с помощью шнека, а затем впрыскивается в полости пресс-формы под высоким давлением, после чего охлаждается и застывает, образуя конечный продукт. Этот метод отлично подходит для массового производства деталей сложной формы. Это один из многих методов производства, доступных сегодня производителям.

II. Основной принцип литья под давлением
По своей сути литье под давлением подразумевает нагрев и плавление частиц пластика с помощью инжекционной машины, а затем впрыск этой вязкой жидкости через адаптер в полость формы. После некоторого времени охлаждения застывший материал затвердевает, образуя желаемое изделие (изделия).
В ее основе, литьё под давлением В основе этого процесса лежит термопластичность и текучесть пластмасс для быстрого заполнения полостей пресс-формы жидким материалом, который застывает при охлаждении, образуя желаемые формы. В ходе этого процесса необходимо контролировать температуру, давление и время охлаждения, чтобы гарантировать качество конечного продукта.
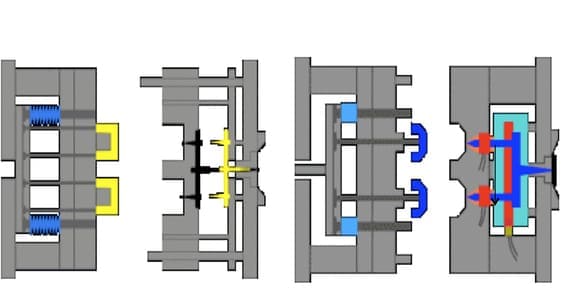
Процесс литья под давлением обычно включает следующие 7 этапов:
(1) Закрытие формы:
Для того чтобы начать литье под давлением, необходимо сначала перенести пресс-формы в термопластавтомат, правильно их выровнять и закрыть. Во время этого процесса пресс-форма приводится в движение гидравлической системой.
(2) Стадия зажима пресс-формы:
Выполните процедуру смыкания пресс-формы в термопластавтомате и убедитесь, что пресс-форма полностью установлена закрытая полость пресс-формы и заблокирована. После блокировки пресс-формы можно продолжить другие этапы производства.
(3) Стадия впрыска пластика:
На этом этапе машина для литья под давлением подает пластиковое сырье в литьё под давлением полость. После того как пластик расплавится, он поступает в форму через сопло и заполняет полость формы, пока не образуется деталь или изделие нужной формы.
(4) Стадия поддержания давления:
После того как детали полностью заполнят полость формы, машина для литья под давлением создает определенное давление между стволом и формой, чтобы обеспечить внешний вид и качество деталей.
(5) Стадия охлаждения пластика:
После поддержания достаточного давления машина для литья под давлением продолжает подавать давление в течение определенного периода времени (время охлаждения), и температура поверхности детали быстро снижается до уровня ниже начальной точки затвердевания в пресс-форме с помощью системы охлаждения. Для достижения охлаждения и затвердевания пластмасс.
(6) Стадия открытия пресс-формы:
После того как машина для литья под давлением завершит все этапы производства изделия, пресс-форму можно открыть с помощью гидравлической системы и вытолкнуть детали из формы.
(7) Стадия усадки деталей:
Когда детали вынимаются из формы, они соприкасаются с воздухом и начинают охлаждаться. В это время размер детали может немного уменьшиться из-за влияния пластической усадки, поэтому размер детали должен быть соответствующим образом скорректирован в соответствии с требованиями дизайна.
III. Ключевые принципы и факторы литья под давлением
В своей основе литье под давлением предполагает тщательный учет нескольких ключевых принципов и факторов, каждый из которых оказывает огромное влияние на качество продукции и эффективность производства. Здесь мы подробно рассмотрим четыре из этих элементов:
1. Дизайн пресс-формы
Проектирование пресс-форм является неотъемлемым компонентом процесс литья под давлением. Пресс-форма для литья под давлением, также называемая инструментом или штампом, служит каркасом, через который впрыскивается материал для создания конечных изделий, и обеспечивает точное соблюдение процессов на этом этапе производства. Правильная конструкция пресс-формы влияет на различные аспекты этого процесса, такие как:
Форма и размер: Для того чтобы каждая деталь соответствовала своим техническим характеристикам, полость пресс-формы должна точно соответствовать ее желаемой форме и размерам. Точная конструкция пресс-формы позволяет быть уверенным в том, что каждая отлитая деталь соответствует этим требованиям.
Толщина стенок: Поддержание постоянной толщины стенок пресс-формы имеет первостепенное значение для предотвращения таких дефектов, как коробление, раковины или неравномерное охлаждение. Правильная толщина стенок также повышает структурную целостность производимых изделий.

Расположение затвора: место входа материала в полость пресс-формы может оказывать огромное влияние на поток материала, качество деталей и легкость их извлечения - выбор оптимального расположения затвора может стать решающим фактором в достижении желаемых результатов.
2. Выбор материала
Выбор идеального материала - еще один важный аспект. Выбор влияет на такие его свойства, как прочность, гибкость и устойчивость к нагреванию или воздействию химических веществ, а также на другие ключевые моменты при создании изделий из пластика - рассмотрим:
Свойства пластиковых материалов: Различные пластмассы обладают различными свойствами, включая термопластичные или термореактивные характеристики, температуры плавления и механические характеристики, которые необходимо понимать, чтобы выбрать подходящий материал для конкретного применения. Понимание этих свойств является неотъемлемой частью выбора оптимального пластика для любой конкретной задачи.
Условия окружающей среды: Понимание условий эксплуатации вашего изделия, таких как температура, воздействие химических веществ или ультрафиолетового излучения, имеет первостепенное значение при выборе материалов, подходящих для работы в этих условиях.
Соображения, связанные с затратами: Стоимость материалов играет все более значительную роль в условиях крупносерийного производства. Поиск материалов, обеспечивающих баланс между производительностью и экономичностью, всегда должен быть частью процесса выбора материала.
3. Заработная плата за скорость впрыска
Скорость впрыска - это скорость, с которой материал вводится в полость пресс-формы из источника, например, путем впрыска в сосуд или внешнего переноса. Поэтому контроль скорости впрыска может иметь решающее значение. Среди множества функций и целей, которые она выполняет, - скорость: от нее зависит как эффективность работы производственной линии, так и качество.
Поток материала: контроль скорости впрыска обеспечивает равномерный и постоянный поток материала по всей полости пресс-формы, что исключает такие проблемы, как неполное заполнение или воздушные пробки.
Обработка поверхности: скорость впрыска может оказывать огромное влияние на конечную текстуру и внешний вид любой формованной детали, и точный контроль может помочь достичь желаемой текстуры и внешнего вида.
Структурная целостность: Изменение скорости впрыска позволяет улучшить структурную целостность детали и уменьшить ее подверженность дефектам.

4. Контроль качества
Обеспечение высоких стандартов на протяжении всего процесса литья под давлением имеет жизненно важное значение для удовлетворения спецификаций продукции и ожиданий клиентов, что требует строгих мер контроля качества, включая постоянный мониторинг и инспекцию для обеспечения последовательности и надежности производства. Ключевые аспекты контроля качества при литье под давлением включают:
Контроль продукции: Частый визуальный и автоматизированный инструментальный контроль формованных деталей позволяет быстро и эффективно обнаружить дефекты или отклонения в качестве продукции.
Количественная подача: Тщательно контролируя количество материала, поступающего в машину, можно обеспечить точный контроль над каждой деталью, чтобы она соответствовала спецификации.
Марки ворот и выталкивающие штифты: Тщательный контроль и управление метками затвора и выталкивающими штифтами важен для предотвращения косметических дефектов и обеспечения беспрепятственного выталкивания деталей из пресс-форм.
Производители могут оптимизировать свои операции литья под давлением, учитывая эти четыре ключевых принципа и фактора: дизайн пресс-формы, выбор материала, скорость впрыска и контроль качества. Это позволяет производителям производить высококачественные пластмассовые изделия которые отвечают строгим стандартам и при этом остаются экономически эффективными, что приводит к удовлетворению потребностей клиентов и повышению эффективности производства.
IV.Специализированные технологии литья под давлением
Хотя основные принципы литья под давлением остаются неизменными, со временем были разработаны специальные технологии, отвечающие индивидуальным производственным и материальным потребностям и требованиям. Эти специализированные методы литья под давлением предлагают отличительные преимущества при использовании в конкретных отраслях промышленности, где точность, эффективность или особые свойства материала являются критическими компонентами. Здесь мы познакомимся с тремя из этих специализированных методов формования:
Шнековые машины для литья под давлением
Шнековый термопластавтомат отличается от других видов оборудования для литья под давлением тем, что процесс впрыска основан на использовании колеблющегося винтового механизма для облегчения впрыска и имеет множество преимуществ, включая:
Винтовые инжекционные машины отличаются высокой точностью:
Шнековые инжекционные машины обеспечивают высокоточный контроль над процессом впрыска, что делает их пригодными для создания сложных и замысловатых деталей.
Крупносерийное производство:
Эти роботы отлично подходят для крупносерийного производства благодаря своей способности последовательно и быстро впрыскивать материал в полости пресс-формы.
Производство сложных форм:
Шнековые термопластавтоматы отлично подходят для производства деталей со сложной геометрией и точными допусками, например, тех, что изготавливаются с помощью 3D-принтеров.
Эти станки широко используются в различных отраслях промышленности, таких как автомобилестроение, производство электроники и медицинского оборудования - там, где точность и высокая производительность имеют решающее значение.
2. Реактивное литье под давлением (RIM)
RIM - это новая технология, которая значительно отличается от традиционных методов литья под давлением тем, что вместо нагретых пластиковых гранул, как в традиционных процессах литья, в RIM используются два или более реактивных жидких компонента, которые вступают в химическую реакцию в полости формы, образуя внутри нее жесткие твердые полимеры. RIM обладает рядом преимуществ по сравнению с более традиционным способом. К этим преимуществам можно отнести:
Высокопрочные детали RIM: Компания RIM производит детали с исключительной прочностью, что делает их пригодными для применения в областях, требующих сохранения структурной целостности.
Быстрое производство: Быстрые химические реакции RIM позволяют ускорить производственные циклы.
Сложные формы: Компания RIM обладает обширным опытом в производстве деталей со сложной геометрией, позволяющим изготавливать как крупные, так и легкие конструкции.
Такие отрасли, как автомобильная, аэрокосмическая и производство корпусов, часто используют RIM для изготовления легких, но прочных деталей.
Литье металлов под давлением (MIM) - это передовая технология литья под давлением, которая сочетает в себе универсальность и свойства металлических материалов. MIM предполагает смешивание мелких металлических порошков с термопластичными связующими для получения исходного материала, который затем впрыскивается в пресс-формы для дебридинга и спекания, чтобы удалить излишки связующего материала и соединить металлические частицы в цельные детали. MIM предлагает несколько заметных преимуществ по сравнению с процессами литья под давлением:
Сложные формы: MIM позволяет изготавливать сложные металлические детали со сложной геометрией, которые было бы сложно или невозможно создать с помощью традиционных процессов механической обработки или литья.
Быстрые производственные циклы: Металлические детали, изготовленные с помощью этого процесса, могут быть произведены быстро и экономически эффективно для крупносерийного производства.
Механические свойства: Детали MIM обладают превосходными механическими свойствами, включая прочность и стабильность размеров.
Технологию MIM можно встретить во всех отраслях промышленности - от автомобилестроения и разработки электроники до здравоохранения - везде, где требуются точные металлические компоненты.
В целом, технологии литья под давлением, такие как шнек литье пластмасс под давлениемРеакционное литье под давлением (RIM) и литье металлов под давлением (MIM) обеспечивают индивидуальные решения для конкретных производственных требований. В арсенале этих специализированных процессов литья под давлением есть уникальные преимущества для изготовления сложных деталей, а также прочных компонентов, обладающих уникальными свойствами материалов, необходимых в различных отраслях промышленности.
Заключение
В этом всеобъемлющем исследовании литье пластмасс под давлениемМы изучили основные принципы и факторы, определяющие этот замечательный производственный процесс. Литье под давлением является краеугольным камнем современной промышленности, позволяя производить огромное количество пластиковых и металлических деталей и изделий с точностью и эффективностью.
В этой статье мы выделили следующие ключевые моменты:
- Основной принцип: Литье под давлением основано на фундаментальном принципе преобразования сырья, часто пластмасс или металлов, в точные формы путем впрыска в тщательно разработанные полости формы.
- Роль машин для литья под давлением: Машины для литья под давлением являются стержнем этого процесса, обеспечивая точный контроль над температурой, давлением, скоростью впрыска и мерами контроля качества. Они играют ключевую роль в достижении стабильных и высококачественных результатов.
- Ключевые принципы и факторы: Мы рассмотрели такие важные аспекты, как конструкция пресс-формы, выбор материала, скорость впрыска и контроль качества. Понимание и оптимизация этих факторов необходимы для производства деталей, отвечающих строгим стандартам.
- Специализированные техники: Специализированные технологии литья под давлением, такие как шнековое литье, реакционное литье (RIM) и литье металлов под давлением (MIM), предлагают индивидуальные решения для отраслей с различными требованиями, от высокой точности до уникальных свойств материалов.
В заключение стоит подчеркнуть важность понимания принципов литья под давлением. Независимо от того, занимаетесь ли вы производством, проектированием или разработкой продукции, понимание этих принципов бесценно. Оно позволит вам принимать взвешенные решения, оптимизировать производственные процессы, снижать затраты и поддерживать качество продукции.
В мире, где точность, эффективность и разнообразие материалов имеют первостепенное значение, литье под давлением остается на переднем крае инноваций и производственного совершенства. Благодаря прочному фундаменту своих принципов и стремлению к постоянному совершенствованию производители могут продолжать соответствовать требованиям динамичного и развивающегося рынка, выпуская продукцию, которая улучшает нашу повседневную жизнь.
Независимо от того, производите ли вы автомобильные детали, электронику, медицинские приборы или товары народного потребления, принципы литья под давлением служат руководством к действию для достижения совершенства в ваших производственных начинаниях.







