 Перейти к содержанию
Перейти к содержанию 

Процесс прецизионного литья пластмассы под давлением имеет множество преимуществ перед стандартным производство литья пластмасс под давлением пластиковые детали.
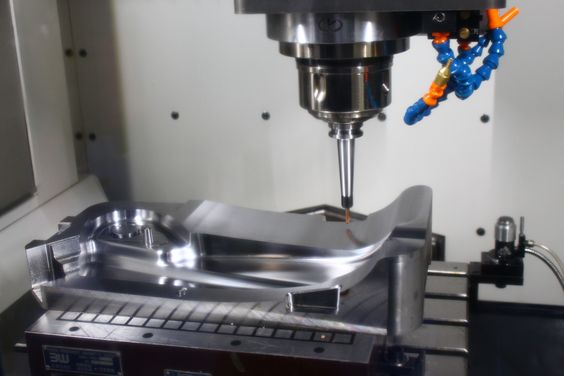
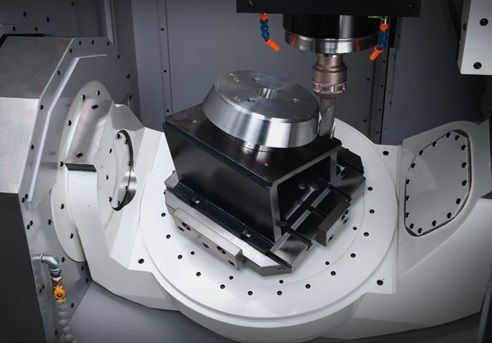
Он точен, быстр и относительно прост в управлении. Однако для того, чтобы воспользоваться этими преимуществами, важно разработать прецизионные пресс-формы для литья под давлением и с использованием высокоточных машин для литья под давлением.
Первый шаг - создание прототипа желаемой детали. Это поможет убедиться в точности размеров и правильности подгонки формы.
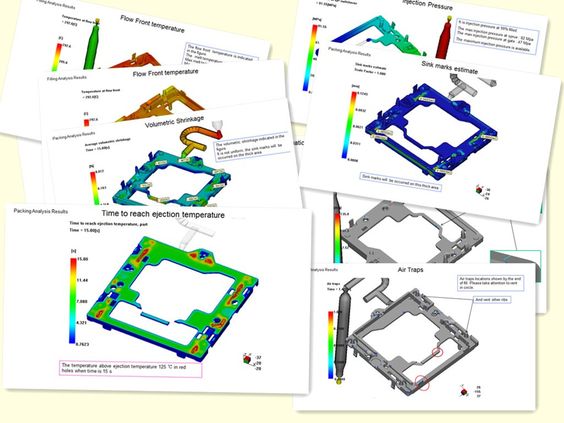
После утверждения прототипа следующим шагом будет создание самой пресс-формы. Обычно это делается с помощью программного обеспечения для автоматизированного проектирования. Это программное обеспечение генерирует 3D-модель пресс-формы, которая затем может быть использована для создания фактического литьевая форма.
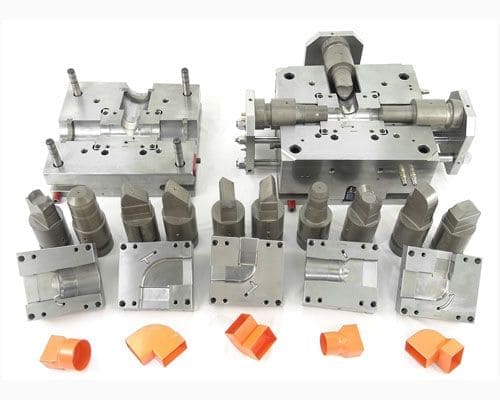
После создания пресс-формы она может быть использована для прецизионного литья под давлением. производство литых деталей из пластмассы.

С быстрым развитием электронной, телекоммуникационной, медицинской, автомобильной и других отраслей промышленности, требования к высокой точности и высокой производительности литые детали растет с каждым днем.
Прецизионное литье под давлением требует, чтобы литая деталь должны обладать не только высокой точностью размеров, низким уровнем деформации, но и отличными оптическими свойствами и т.д.
Литье под давлением является одним из самых важных литьё пластмасс Методы. Как повысить уровень литьё под давлением технология, производить высокоточные пластмассовые изделия и создавать продукцию с высокой добавленной стоимостью, дизайн пресс-формы является важным звеном.

Особое внимание при проектировании прецизионного литья под давлением уделяется следующим аспектам
1) Для того чтобы получить изделие с требуемым допуском на размеры, необходимо учитывать соответствующие допуски на размеры пресс-формы и ее поверхность.
2) Для предотвращения колебаний усадки при формовке.
3) Для предотвращения деформации формы.
4) Для предотвращения деформации формы.
5) Минимизировать погрешность при изготовлении пресс-формы.
6) Для предотвращения колебаний точности пресс-формы.
7) Поддерживать точность формы.

1.Правильные размеры и допуски пресс-формы
1) Взаимосвязь между размерной точностью изделия и размерной точностью пресс-формы
Нарисуйте чертеж изделия, продумайте конструкцию пресс-формы, изготовление пресс-форм и литейное производство процесс.
Прежде всего, вы можете узнать размер чертежа пресс-формы по размеру чертежа изделия. Фактический размер пресс-формы определяется следующим образом изготовление формы с этим размером чертежа пресс-формы. С помощью этой пресс-формы мы можем получить формованное изделие и получить фактический размер изделия. Проблема в том, как получить фактический размер в пределах допуска чертежа.

2) Соответствующий коэффициент усадки
Как уже упоминалось выше, даже в одной и той же смоле с одним и тем же пигментом скорость усадки варьируется в зависимости от условий формования.
При точном литье степень изменения усадки должна быть небольшой, а разница между ожидаемой и фактической усадкой должна быть в два раза меньше.
Фактическая скорость усадки в основном оценивается путем сопоставления фактической скорости усадки аналогичных продуктов в прошлом, и фактическая скорость усадки также получена из экспериментальной формы, а затем скорректирована и разработана для изготовить производственную форму.
Однако правильно оценить степень усадки практически невозможно, и после пробного формования неизбежна корректировка формы. В результате размер вогнутой части увеличится, а размер выпуклой части уменьшится.
Поэтому для вогнутой части следует установить небольшое значение коэффициента усадки, а для выпуклой - большое. Когда внешний диаметр шестерни становится больше, она не может войти в зацепление, но когда он становится меньше, увеличивается только зазор между зубьями, поэтому коэффициент усадки следует устанавливать на небольшое значение.

2.Предотвращение колебаний усадки при формовке
Прецизионное литье под давлением основана на предположении, что форму можно изготовить нужного размера.
Однако даже если размер формы определен, фактический размер изделия варьируется в зависимости от фактической усадки. Поэтому в прецизионное литье под давлениемКонтроль усадки очень важен. Величина усадки зависит от соответствия конструкции пресс-формы и варьируется в зависимости от партии смолы, а при изменении пигмента величина усадки также изменяется.
Контроль усадки затруднен из-за различий в формовочных машинах, настройке условий формования, воспроизводимости, колебаний в действии каждого цикла формования, которые приводят к колебаниям фактической скорости усадки и т.д.

1) Основные факторы, влияющие на скорость усадки
Размер пресс-формы может быть получен путем добавления скорости усадки к размеру изделия, поэтому при проектировании пресс-формы необходимо учитывать основные факторы скорости усадки.
Основными факторами, влияющими на скорость усадки пресс-формы, являются
(1) Давление пластиковой смолы
(2) Температура полимерного материала.
(3) Температура пресс-формы.
(4) Площадь поперечного сечения ворот.
(5) Время инъекции.
(6) время охлаждения.
(7) Толщина стенок изделия.
(8) Арматурный материал, содержащий калий.
(9) Направленность.
(10) Скорость впрыска.
Эти эффекты зависят от разновидности смолы и условий формования.

(1) Давление смолы
Давление смолы оказывает большое влияние на скорость усадки. Если давление смолы велико, скорость усадки становится меньше, а размер изделия - больше.
Даже в одной и той же полости пресс-формы давление смолы меняется в зависимости от формы изделия, поэтому скорость усадки различна.
В случае многогнездной пресс-формы давление смолы в каждой полости легко может отличаться, и в результате скорость усадки в каждой полости не одинакова.
(2) Температура пресс-формы
Будь то некристаллическая или кристаллическая смола, если температура формы высока, скорость усадки будет больше. Прецизионное литье должно поддерживать температуру формы на определенном уровне. При проектировании пресс-формы необходимо обратить внимание на конструкцию контура охлаждения.
(3) Площадь поперечного сечения ворот
Как правило, скорость усадки изменяется при изменении площади поперечного сечения затвора. Скорость усадки становится меньше при увеличении размера затвора, что связано с текучестью смолы.

(4) Толщина стенки изделия
Толщина стенки изделия также влияет на выход. Для некристаллических смол, поскольку смола имеет различную тенденцию влиять на скорость усадки в зависимости от толщины стенки, при большой толщине стенки скорость усадки также велика, и наоборот, скорость усадки становится меньше.
Для кристаллических смол важно, чтобы толщина стенок была одинаковой. В случае многогнездной пресс-формы, если есть разница в толщине стенок полостей пресс-формы, скорость усадки также будет разной.
(5) Содержание армирующего материала
При использовании смолы, армированной стекловолокном, чем больше добавлено стекловолокна, тем меньше скорость усадки, скорость усадки в направлении течения меньше, чем скорость поперечной усадки, в зависимости от смолы разница больше, для того, чтобы предотвратить деформацию при полете, необходимо учитывать форму ворот, положение устья летучего клюва и количество ворот.
(6) Ориентация
Несмотря на значительные различия в ориентации, она существует для всех смол. Ориентация кристаллических смол особенно велика и зависит от толщины стенок и условий формования.
Кроме того, происходит усадка после формования. Основными факторами, влияющими на усадку после формования, являются
a. снятие внутреннего напряжения
b. кристаллизация
c. температура
d. влажность

2) Меры, которые могут быть приняты
(1) Баланс проточного канала и затвора
Как упоминалось выше, скорость усадки меняется из-за давления смолы. В случае одногнездной формы с несколькими затворами и многогнездной формы требуется балансировка затворов для равномерного заполнения формы.
Поток смолы связан с сопротивлением потоку в бегунке, поэтому перед определением баланса затвора лучше измерить баланс бегунка.
(2) Расположение полости пресс-формы
Чтобы облегчить настройку условий формования, необходимо обратить внимание на расположение полостей. Поскольку расплавленная смола будет поступать в форму тропическим путем, распределение температуры в форме будет представлять собой концентрические круги с центром на затворе в случае общего расположения полостей.
Поэтому при выборе расположения полостей в многогнездной пресс-форме легко принять баланс проточного канала, а также принять концентрическое расположение возврата, центрированное на затворе.

(3) Конструкция охлаждающего контура для прецизионного литья под давлением
Как уже упоминалось выше, температура пресс-формы оказывает большое влияние на скорость усадки, в то же время разницы температур в каждой полости многогнездной пресс-формы трудно избежать из-за различных изменений температуры во времени, поэтому необходимо уделить внимание разработке контура охлаждения.
С точки зрения эффективности теплообмена поток охлаждающей жидкости должен быть турбулентным, а контур охлаждения предпочтительно организовать в виде серии складчатых пластин.
При проектировании схемы полость и сердечник должны отводить разное тепло, а термическое сопротивление также зависит от структуры схемы, и температура воды на входе в полость и сердечник сильно различается.
Поэтому контур охлаждения пресс-формы для точного литья разработан отдельно для полостей и сердечников, а контроль температуры осуществляется с помощью отдельных терморегуляторов.
3.Предотвращение деформации при формовке
Деформация формовки возникает из-за внутреннего напряжения при неравномерной усадке, поэтому необходимо предотвратить неравномерную усадку.
(1) Количество ворот
В случае круглого изделия с отверстием в центре шестерни, в центре должен быть установлен затвор. Однако, когда существует большая разница в усадке между направлением потока смолы и вертикальным направлением, овальная форма имеет недостаток. Тем не менее, необходимо уделять достаточное внимание балансу каждого ворота.
При использовании боковых, 3-точечных затворов внутренний диаметр цилиндрических изделий увеличивается. В случае, когда на наружных и торцевых поверхностях не допускаются следы от ворот, хорошие результаты могут быть получены при использовании менее внутренних многоточечных унифицированных ворот.
(2) Форма и положение ворот
Необходимо выбрать подходящую форму ворот в соответствии с формой изделия. На рисунке показано влияние формы и положения ворот на деформацию.

4. Предотвращение деформации, вызванной освобождением формы
Прецизионные изделия, как правило, небольшого размера, толщина стенок изделий тонкая, а некоторые из них имеют множество тонких сухожилий. Дизайн шахматного набора должен быть продуман таким образом, чтобы изделия не деформировались и могли быть правильно освобождены.
Для смол с низкой усадкой при высоком давлении формования необходимо обращать внимание на изделия, которые стремятся остаться в полости формы. При формовании зубчатых колес с использованием смол с низкой усадкой лучше всего проектировать полость зубчатого колеса на стороне выталкивателя пресс-формы.
При использовании выталкивающих штифтов следует обратить внимание на количество штифтов без деформации и положение давления выталкивателя. В случае перфорированных зубчатых колес необходимо использовать стержневые штифты на выталкивающей стороне штамповой пластины, чтобы облегчить параллельное выталкивание во время выталкивания.
Для угловатых изделий можно использовать перфорированный шаблон для выталкивания, который предотвращает деформацию.
Как правило, наклон выталкивающего штампа мал для прецизионных изделий. Для того чтобы уменьшить силу выталкивания, но при этом необходимо зеркально отразить обработку, направление шлифования должно соответствовать направлению выталкивания штампа. Необходимо установить легкие для шлифования сердечники кусков в соответствии с направлением извлечения пресс-формы.
5. Минимальная погрешность при изготовлении пресс-формы
(1) Соответствующая конструкция пресс-формы в соответствии с желаемым методом обработки
Для того чтобы получить размер изделия с требуемой точностью, необходимо иметь пресс-форму соответствующего размера, при этом пресс-форма должна быть обработана с чрезвычайно высокой точностью и ограничена возможностями отделочного оборудования.
Для сохранения точности пресс-формы должны обладать высокой износостойкостью, для чего необходима закалка. Точность закаленных пресс-форм может быть в пределах 0,01 мм при использовании шлифовальных и электроэрозионных станков.
При использовании EDM станка для обработки штампов необходимо учитывать, что износ конца электрода становится больше. Полость для зубчатых колес и проволочный электроэрозионный станок должны быть спроектированы как можно лучше, чтобы иметь возможность пройти через структуру обработки.
С точки зрения предотвращения деформации при шлифовании и сокращения времени обработки, следует выбирать сталь с меньшей деформацией при закалке, а форма должна быть рассчитана на меньшую деформацию при закалке. Если форма сложная, то охлаждение заусенца нелегко сделать равномерным, и это легко приводит к деформации при закалке.

(2) Общий штамп раздельного типа
Для более точной обработки закаленных деталей используются шлифовальные станки. Поэтому необходимо использовать вставки для формирования пресс-формы разъемного типа. Эта пресс-форма имеет следующие характеристики:
(1) Он может использовать материал пресс-формы соответствующей твердости, поскольку можно выбрать подходящий материал.
(2) Можно использовать материалы для пресс-форм с высокой коррозионной стойкостью и износостойкостью.
(3) Легко установить условия термообработки, так как они могут быть обработаны отдельно.
(4) Можно использовать материалы для пресс-форм с хорошей зеркальной отделкой и простой операцией зеркальной отделки, что позволяет улучшить зеркальную отделку.
(5) Так как в направлении вытяжки легко шлифовать, выгодно использовать форму с небольшим уклоном вытяжки.
(6) Благодаря затвердеванию, можно продлить время сохранения точности пресс-формы и увеличить срок ее службы.
(7) Легко установить вытяжку в любом положении, поэтому легко заполнить форму.
(8) Легко измельчать и обрабатывать.
(9) Он может улучшить точность деталей пресс-формы, поэтому он может улучшить точность продукции.
(10) Возможно изготовление полостей и сердечников с небольшими допусками, что обеспечивает высокую взаимозаменяемость деталей и простоту обслуживания.
(11) Высокая эффективность обработки благодаря шлифованию в качестве основной части.
(12) Количество компонентов пресс-формы велико, и точность обработки каждой детали должна быть значительно повышена.
(13) Ограничено конкретными методами обработки
(14) Принятие полной закалки
(3) Указания, которые следует учитывать при проектировании общей пресс-формы разъемного типа
Точность взаимосвязи и точность каждой детали должны определяться обратной операцией по точности производимого продукта.
Поскольку чем больше число делений, тем больше погрешность изделия, тем больше нужно повысить точность обработки, поэтому число делений должно быть минимальным.
Как правило, на поверхности изделия запрещено создавать линии расслоения, которые не только отвратительны на вид, но и мешают работе. Если линия раздела находится в месте возникновения напряжения, это часто приводит к повреждению из-за концентрации напряжения.
Поскольку при шлифовании легко получить детали одинакового размера, их следует разделить на формы, которые можно обрабатывать абразивными материалами.
Хрупкие и ломающиеся детали должны быть разделены на легко заменяемые, а также следует обратить внимание на сплав с высокой износостойкостью.
Кроме того, следует учитывать простоту сборки и разборки. Каждая часть полости и сердечника должна быть собрана с помощью механизма, который может легко и правильно восстановить точность, а если они устанавливаются отдельно на основании, то полость и сердечник должны быть концентрическими. В случае использования монтажных штифтов отверстия под штифты должны быть надлежащим образом заземлены.

6. Предотвращение ошибок в точности пресс-формы
Для обеспечения точности позиционирования скользящих деталей в каждом цикле необходимо предотвратить колебания точности пресс-формы. Для поддержания точности скользящих деталей их следует шлифовать с большим усилием. Скользящая часть бокового сердечника должна позиционироваться и отводиться, а когда размер бокового сердечника большой, средняя часть может иметь узкий направляющий паз.
7. Обеспечение точности пресс-формы
(1) Убедитесь, что центр полости и сердцевина совпадают
Для того чтобы пресс-форма всегда закрывалась правильно, ее конструкция должна обеспечивать правильное расположение двух пластин.

(2) Предотвращение деформации пресс-формы
Чтобы избежать деформации формы, вызванной давлением смолы на полость, прочность оснастки должна быть достаточно большой.
Столбы часто добавляются в середину пластины сердечника, а в качестве материала штифтов используется высокопрочная сталь. Штифты, которые легко гнутся, располагаются близко к затвору, и давление потока смолы, действующее на штифты, также уменьшается.
(3) Предотвращение возрастных изменений
Закалка и отпуск пресс-формы, если есть остаточный аустенит, приведет к старению, что приведет к изменению точности размеров пресс-формы, так что тогда сделать температуру остаточного аустенита разложения отпуска, а дети использовать холодную обработку.
Для предотвращения изменений, связанных с износом, необходимо повысить твердость, а также рассмотреть возможность использования марок стали с минимальными изменениями размеров в результате закалки и отпуска.
По сравнению с резанием, при шлифовании необходимо минимизировать количество шлифования, чтобы сократить время обработки из-за низкой эффективности обработки. Необходимо выбрать как форму детали для уменьшения деформации при закалке, так и материал, способный уменьшить деформацию.







