 Перейти к содержанию
Перейти к содержанию 

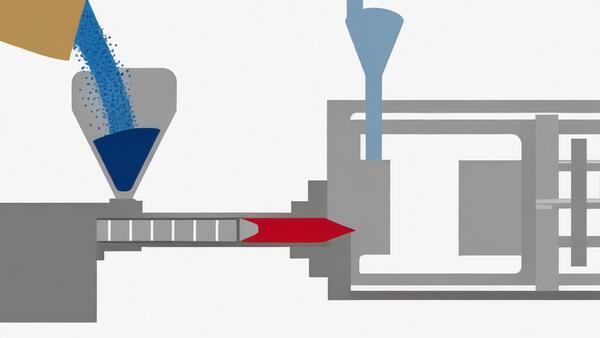
Введение: Большинство пластиковых изделий изготавливается литьё под давлением. Это отличный способ сделать много вещей быстро и дешево. Но вы должны быть осторожны. В противном случае ваши детали не будут подходить друг к другу, когда вы попытаетесь их собрать.

Это плохо, потому что пресс-формы стоят немалых денег. В этой статье мы расскажем вам, как сделать так, чтобы ваши детали подходили друг другу и были качественными.
Что такое допуски при литье под давлением?
Вещи уменьшаются. Это факт жизни. И не всегда одинаково. Поэтому необходимо задать диапазон допустимой усадки, чтобы деталь работала.
Эти диапазоны называются допусками. Они очень важны для крупных деталей и деталей, состоящих из нескольких частей. Если детали не подходят друг к другу из-за несоблюдения допусков, деталь не будет работать. И вы не будете счастливы.

Пресс-формы для литья под давлением обрабатываются на станках с ЧПУ с допусками ±.005 дюймов. Жесткие допуски при литье под давлением относятся к отклонениям ±.002 дюйма. Очень жесткие допуски относятся к ±,001 дюйма. Цены на детали с нормальными допусками ниже, чем на детали с более жесткими допусками.
Поэтому определение оптимальных допусков для деталей, изготовленных методом литья под давлением, очень важно для производства высококачественных деталей по доступной цене.
Почему так важны допуски при литье под давлением?
Важно правильно указать допуск для литья под давлением, чтобы конечная деталь при сборке соответствовала друг другу.

Вы можете контролировать допуски при литье под давлением, используя хорошие принципы проектирования и производства, выбирая подходящий материал, правильно проектируя инструмент и контролируя процесс.
Когда вы изготавливаете детали, все они не могут быть абсолютно одинаковыми. Вы должны определить, насколько допустимы отклонения, чтобы детали работали так, как вы хотите. Это становится еще более важным, когда вы начинаете собирать детали вместе.
Например, если у вас есть две плоские детали, которые нужно скрепить болтами, отверстия в каждой детали должны находиться в правильном месте. Отверстия в одной детали должны находиться в правильном месте по отношению к отверстиям в другой детали.

Звучит просто, но когда вы начинаете соединять несколько частей вместе, одна деталь может испортить все дело.
Вы можете использовать укладку допусков и статистический анализ, чтобы понять, как сделать литые детали, которые будут работать вместе.
Какие факторы влияют на допуски при литье под давлением?
Дизайн деталей
Одним из важнейших способов ограничения коробления, чрезмерной усадки и несоосности деталей является использование принципов DFM при проектировании деталей.

Этого лучше всего добиться, работая над проектом литья под давлением на ранних этапах проектирования, чтобы избежать дорогостоящих переделок на более поздних этапах.
Толщина стенок
Детали с переменной толщиной стенок могут подвергаться неравномерной усадке. Если толстых участков не избежать, для сохранения равномерной толщины стенок необходимо использовать кернение.
Неравномерная толщина стенок может привести к деформации детали, что может повлиять на допуски и сборку.

Более толстые стенки не всегда являются лучшим выбором для повышения прочности; там, где это возможно, лучше использовать ребра и фермы для повышения прочности деталей.
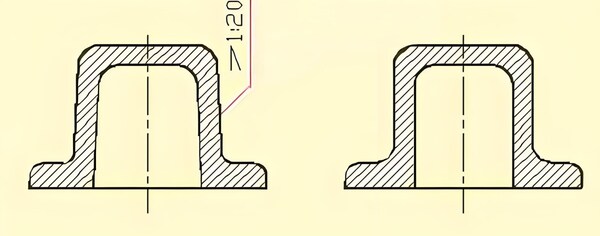
Угол наклона
Угол вытяжки очень важен для того, чтобы ваша деталь легко выходила из формы.
Если он неправильный, деталь может застрять при попытке вытащить ее, а также может поцарапать и деформировать деталь. Угол наклона может составлять от 0,5° до 3°, в зависимости от конструкции детали и качества обработки поверхности.
Особенности босса
Бобышки часто используются для размещения крепежа при сборке нескольких пластиковых деталей. Если бобышки слишком толстые, они могут оставлять вмятины на детали.
Если они не соединены с боковинами ребрами жесткости, они могут значительно деформироваться. Это сделает сборку этих деталей практически невозможной.
Выбор материала
Пластмассы для литья под давлением можно изготавливать из множества различных смол. Выбор смолы зависит от того, что вы собираетесь делать.

Каждая смола дает разную усадку. При проектировании формы необходимо учитывать эту усадку. Обычно форму делают больше на процент усадки материала.
Если вы производите сборку из нескольких материалов, вам придется рассчитывать на разные скорости усадки.
Если неправильно спроектировать допуски, можно получить детали, которые не подходят друг к другу. Это большая ошибка при литье под давлением.

Допуски для литья под давлением в основном определяются усадкой материала и геометрией детали. Выбор материала необходимо завершить до того, как вы спроектируете и изготовите инструмент. Конструкция инструмента во многом зависит от выбранного материала.
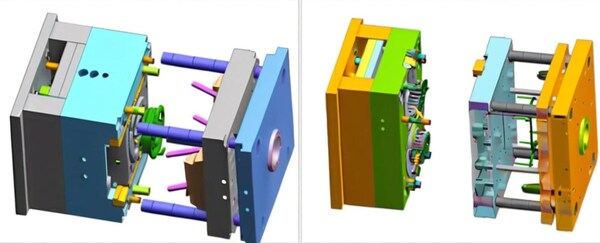
Дизайн инструментов
Выбрав материал, вы, как правило, увеличиваете размер инструмента, чтобы учесть усадку, которая произойдет с этим материалом.
Но усадка не происходит одинаково во всех измерениях. Например, толстые детали охлаждаются с другой скоростью, чем тонкие.

Так, если у вас сложная деталь со смесью тонких и толстых стенок, скорость охлаждения будет переменной.
И это коробление или проседание может серьезно повлиять на допуски и посадку литьевой формы. Поэтому, чтобы ограничить эти последствия, производители инструментов учитывают следующее при проектировании элементов пресс-формы.
Охлаждение инструмента: Охлаждение очень важно. Плохое охлаждение сделает деталь плохой. Хорошее охлаждение сделает деталь хорошей. Установите охлаждение в нужном месте.

Допуск на инструмент
Если инструмент выходит за пределы допуска, каждая деталь, отформованная с помощью этого инструмента, будет иметь эту погрешность, добавляющуюся к любой погрешности, вызванной усадкой.
Однако при обработке с ЧПУ допуски инструментов обычно жестко контролируются и отслеживаются, поэтому нестандартный инструмент редко является причиной того, что деталь не соответствует допуску.
Кроме того, эти инструменты, как правило, "безопасны для стали". Это означает, что при изготовлении инструмента критические размеры или характеристики могут быть скорректированы с помощью дополнительного фрезерования.

Если готовые размеры некоторых деталей выходят за пределы допусков, дополнительный материал позволяет доработать инструмент в процессе обработки.
Например, для отверстия с малым допуском на детали может использоваться инструмент с основным штифтом, который находится на более широкой стороне допуска.
Если отверстие нуждается в корректировке, его обрабатывают, чтобы сделать отверстие более тонким.

Положение эжектора
Выталкиватель выталкивает форму из пресс-формы при ее открытии. Это нужно сделать как можно быстрее, чтобы минимизировать время цикла.

Если выталкиватель расположен в неидеальном положении, он может повредить деталь. Некоторые материалы не являются абсолютно жесткими при выходе из инструмента. Неравномерное выталкивание может привести к серьезному короблению и несоответствию размеров.
Расположение ворот
Затвор - это место, где смола попадает в инструмент. Если вы поместите его в неправильное место, это будет выглядеть плохо.

Кроме того, если вы не заполните форму равномерно, то получите коробление и усадку. Иногда требуется более одного ворота, чтобы равномерно заполнить форму и избежать этих проблем.
Управление процессом
Даже если вы проделаете всю предварительную работу по проектированию и рассмотрению материалов, чтобы оптимизировать деталь для литьё под давлением допуски, то вполне возможно, что при поставке первых образцов деталь будет не в допуске.
После того как вы объединили все вышеперечисленные методы, следующим шагом для улучшения соблюдения толерантности станет корректировка процесса.
Регулирование температуры, давления и времени выдержки - одни из самых распространенных способов повышения качества деталей.
Как только вы определите идеальный набор условий, пресс-форма сможет создавать стабильные детали с очень небольшим отклонением размеров от детали к детали.
При работе со сложными многофункциональными деталями целесообразно установить в инструмент датчики давления и температуры, чтобы измерять эти параметры в процессе производства для обратной связи в реальном времени и управления процессом.

Постоянное поддержание давления и температуры в инструменте поможет вам обеспечить стабильные допуски.
При работе со сложными многофункциональными деталями целесообразно установить в инструмент датчики давления и температуры, чтобы измерять эти параметры в процессе производства для обратной связи в реальном времени и управления процессом.
Постоянное поддержание давления и температуры в инструменте поможет вам обеспечить стабильные допуски.

Как оптимизировать допуски при литье под давлением?
Проектирование деталей для производства
Чтобы избежать дорогостоящих и трудоемких переделок в дальнейшем, важно предсказать проблемы с допусками на ранних этапах проектирования.
Чтобы свести к минимуму риск деформации и несоосности, конструкторы должны следовать рекомендациям по проектированию с учетом требований технологичности (DFM). DFM означает проектирование деталей с учетом конкретного производственного процесса.
Когда вы проектируете деталь для производства, вам нужно подумать о том, как она будет изготовлена. Это означает, что вам нужно учесть такие моменты, как толщина стенок, угол наклона сторон и конструктивные особенности, например, бобышки.
Один из самых важных моментов, о котором следует подумать, - это толщина стенок. Если стенки не будут иметь одинаковую толщину по всему периметру, деталь будет неравномерно сжиматься при охлаждении.

Это может привести к деформации детали, а если она деформируется, то не сможет выдерживать жесткие допуски. Иногда лучше добавить опорные ребра, чтобы сделать деталь прочнее, а не делать стенки толще.
Угол осадки важен для того, чтобы детали выходили из формы без деформаций и царапин. Правильный угол зависит от детали и желаемой отделки, но 1,5-2 градуса осадки - это, как правило, минимум, который следует использовать для большинства деталей, изготовленных методом литья под давлением.

Бобышки - это рельефные элементы детали, которые часто используются для фиксации нескольких пластиковых деталей во время сборки. Если бобышка выполнена слишком толстой, она может привести к образованию раковин на поверхности детали.
Кроме того, если бобышки не соединены с боковыми стенками детали (обычно это делается с помощью опорных ребер), они могут легко деформироваться или искривиться, что может серьезно помешать скреплению деталей.

Размер имеет значение
Чем больше деталь или изделие, которое вы производите, тем важнее становятся допуски. При литье пластмасс под давлением большая деталь может деформироваться или сжаться. Поэтому размер имеет значение.

Босс
Боссы играют важную роль в дизайне изделий. Они используются для удержания деталей вместе, когда вы собираете их в единое целое. Есть несколько моментов, о которых нужно подумать при проектировании бобышек. Во-первых, стенки бобышки не должны быть слишком толстыми.
Если сделать бобышки слишком толстыми, появятся пустоты и раковины. Из-за этого изготовление детали займет больше времени, а при сборке она треснет. Кроме того, бобышки следует сделать сердцевинными (то есть соединить их с ближайшей боковой стенкой). Это позволит лучше распределить нагрузку на деталь, сделать ее более холодной, а материал - более текучим.
Выбор идеального материала для вашего применения
Выбор материала так же важен, как и конструкция детали, когда речь идет о допусках при литье под давлением. Существует множество различных пластмасс, которые могут быть использованы в научном процессе литья под давлением. Различные материалы имеют разную скорость усадки.

Это необходимо учитывать при выборе материала для литья под давлением и проектировании пресс-форм. Если деталь состоит из нескольких материалов, необходимо учитывать различные скорости усадки, чтобы обеспечить правильное соединение деталей.

Поэтому важно хорошо разбираться в различных материалах для литья под давлением, чтобы обеспечить соответствие допусков при литье.
Литье под давлением работает с самыми разными видами пластика - и вы можете сделать их еще лучше, добавляя в них различные материалы. Можно также сделать их более прочными или устойчивыми.
Возможность выбора из множества различных материалов очень важна для команд разработчиков, потому что они могут сделать материалы и эксплуатационные качества, которые они хотят получить для своего продукта, еще лучше.

Разные смолы сжимаются с разной скоростью, поэтому при выборе материала и проектировании формы необходимо это учитывать.
Если вы собираете детали из разных материалов, вам необходимо учитывать разную степень усадки, чтобы убедиться, что детали подходят друг к другу так, как должны.
Знание свойств используемой смолы - ключ к получению стабильных допусков в пластике. литьё под давлением.
Выбирая материалы, руководствуйтесь этими факторами:

Состав пластика
Аморфные пластики (например, ABS) дают меньшую усадку, чем полукристаллические (например, полиэтилен), потому что они менее плотно упакованы.
Молекулярная масса
Высокомолекулярные смолы обладают высокой вязкостью и большим перепадом давления, что может увеличить усадку.
Добавки
Добавление наполнителей с низким тепловым расширением уменьшит усадку. Различные смолы имеют разные скорости усадки. Поэтому необходимо учитывать это при выборе материала и проектировании литьевой формы, чтобы уменьшить косметические дефекты, такие как коробление, провисание, растрескивание и искажение, которые могут повлиять на допуски литой детали.
Не забывайте об инструментах
Поскольку инструменты для пресс-форм обычно делаются немного больше, чтобы обеспечить усадку материала, первое, что вам нужно знать, это какой материал вы собираетесь использовать. Хорошая конструкция инструментов имеет решающее значение для обеспечения правильного охлаждения деталей и соблюдения жестких допусков при литье под давлением.

Инструменты для литья должны обеспечивать постоянный, повторяющийся нагрев и охлаждение между выстрелами - в противном случае будет трудно поддерживать жесткие допуски, что особенно важно по мере увеличения сложности деталей (и инструментов).
Плохое или непостоянное охлаждение может привести к значительным отклонениям от требований допусков. Контролируя давление впрыска, вязкость смолы и время заполнения, инженеры могут отслеживать и корректировать производственные переменные для обеспечения надлежащего давления, нагрева и охлаждения в процессе впрыска.
Чтобы смола поступала в форму равномерно и не давала усадки и деформации, нужно определить, где расположить затвор (отверстие, в которое поступает смола).

Если вы изготавливаете сложную деталь для литья под давлением, вам может понадобиться более одного литника, чтобы смола равномерно заполняла форму и правильно остывала. Также необходимо продумать, где разместить выталкивающие штифты.
Они могут исказить размер детали, потому что некоторые материалы не являются абсолютно жесткими, когда вы вынимаете их из формы (обычно это делается для того, чтобы сократить время цикла).
Нужно правильно установить штифты, чтобы деталь не деформировалась и не испортилась поверхность.

Хотя допуски на сам инструмент обычно очень жестко контролируются (если пресс-форма, обработанная на станке с ЧПУ, производит компонент, не укладывающийся в допустимые пределы, можно провести определенную доработку), это еще один важный момент, который команда разработчиков должна тщательно проанализировать.
Когда вы подберете подходящий материал, разработчики пресс-форм предложат увеличить размеры формы с учетом усадки материала.
Различные материалы имеют разную скорость усадки из-за неодинаковой толщины. Чтобы уменьшить это, при проектировании пресс-формы следует учитывать следующие моменты.

Охлаждение инструмента
Охлаждение имеет большое значение в научном литье. Именно оно отличает хорошую деталь от плохой. Охлаждение - это процесс охлаждения пластика после его нагрева и перед выбросом.
Охлаждение должно быть равномерным. В противном случае вы получите усадку, раковины, проблемы с выбросом, коробление и другие проблемы. Эти проблемы могут повлиять на внешний вид детали, ее посадку и работу.
Чтобы обеспечить правильное охлаждение, необходимо разместить охлаждающие каналы в нужных местах формы. Также необходимо следить за такими параметрами, как давление впрыска, толщина смолы и время, необходимое для заполнения формы.

Допуски на оснастку
Формы для литья под давлением обычно изготавливаются с использованием ЧПУ, что позволяет достичь жестких допусков, сохраняя точность на протяжении всех циклов нагрева и охлаждения в процессе производства.

Допуски обеспечат правильное охлаждение детали, не нарушая точности. Это не так часто встречается из-за обработки с ЧПУ, но если не контролировать допуски при изготовлении пресс-форм, можно получить серьезные дефекты, такие как коробление, усадка и утончение.
Расположение штифта выталкивателя
Выталкивающий штифт - это элемент литьевой формы, который выталкивает готовое изделие из формы. Штифт имеет различную форму (предпочтительно плоскую), через которую прикладывается определенное усилие для выталкивания изделия.
Поэтому при неправильном расположении он может вызвать ненужные вмятины на готовом изделии.
Кроме того, в нежестких материалах или материалах, которые охлаждаются неравномерно, выталкивающие штифты могут привести к растрескиванию готовых изделий, что приводит к некоторым косметическим дефектам и физическим аномалиям.
Расположение ворот
Ворота - это место, где пластик попадает в форму. Когда вы решаете, куда поставить затвор, вам следует подумать: Ставьте ворота в том месте, где пластик наиболее толстый: Это сделает деталь прочнее и будет выглядеть лучше.

Установите ворота в местах наибольшей толщины пластика: Так деталь будет прочнее и лучше выглядеть. Установите ворота в местах наибольшей толщины пластика: Так деталь будет прочнее и лучше выглядеть. Не ставьте ворота там, где они мешают, например, на штифтах или других деталях.
Не ставьте ворота так, чтобы бегун выглядел плохо или чтобы деталь выглядела плохо. Ворота должны быть в правильном месте, потому что если они будут в неправильном месте, то деталь будет выглядеть плохо и работать неправильно.
Внедрение повторяющегося контроля процессов
Контроль процесса - это способ калибровки переменных, которые могут влиять на качество деталей. Эти переменные являются неотъемлемой частью любого производственного процесса, и их калибровка помогает уменьшить отклонения. Общими переменными являются температура, давление и время выдержки. Несколько способов достижения этой цели включают:

В пресс-форму можно встроить датчики температуры и давления для измерения параметров среды в пресс-форме и обеспечения обратной связи в реальном времени и воспроизводимого управления процессом.
Смолы обладают высоким коэффициентом теплового расширения и вызывают изменения размеров при изменении температуры.
Поэтому, когда деталь обрабатывается при постоянной температуре. Производственный процесс включает в себя большое количество переменных, которые влияют на жизнеспособность и качество детали, а управление процессом - это способ калибровки этих переменных для минимизации отклонений.

Датчики давления и температуры в пресс-формах важны для эффективного управления процессом, поскольку они позволяют получать информацию об этих параметрах в режиме реального времени.
Это позволяет быстро вносить коррективы, если вы видите, что что-то идет не так. Если вы контролируете эти переменные и можете их повторять, пресс-форма будет производить детали с жесткими допусками и небольшими отклонениями.
Пластиковые смолы обычно имеют более высокий коэффициент теплового расширения, что означает, что они с большей вероятностью изменят размеры при изменении температуры.

Поэтому детали с более жесткими допусками часто необходимо измерять при одной и той же температуре, чтобы убедиться, что они сохраняют свой размер и работают правильно.
Достижимые допуски при литье под давлением
Чтобы получить реальные допуски для литья под давлением, вы можете заложить в конструкцию пресс-формы некоторые выполнимые допуски для литья пластмасс под давлением. Вот основные пластмассы, которые обычно используются для литья пластмасс под давлением:
Допуски размеров +/- мм
Точность - вещь непростая. Поэтому дизайнеры используют символ (+/-), чтобы показать диапазон измерений.

Каждый материал имеет свой диапазон допусков при увеличении размера. В таблице выше приведены допуски на размеры основных пластмасс для литья под давлением.
Допуск прямолинейности/плоскостности
Деформация происходит потому, что пластик сжимается с разной скоростью по направлению потока и против направления потока. Это может происходить из-за разной толщины стенок, которые усаживаются с разной скоростью. Деформацию можно свести к минимуму, изменив конструкцию пресс-формы, найдя лучшее расположение затвора и контролируя процесс.

Однако, возможно, вам придется иметь практичный допуск на пластиковую сторону, потому что из нее трудно вывести 100% деформации.
Допуск на диаметр отверстия +/- мм
Чем больше отверстие, тем больше допуск, о котором вам нужно подумать. На рисунке выше показаны допуски для отверстий разных размеров.
Допуск глубины слепого отверстия +/- мм
Слепые отверстия - это отверстия, просверленные в заготовке с помощью вставного стержня без прохождения насквозь. Они прижаты и закреплены с одного конца, что повышает вероятность их деформации под действием сильного потока расплава. На рисунке выше показаны различные допуски, которые можно использовать.

Допуск на концентричность/овальность +/- мм
Здесь определяется толщина стенки (разница между наружным и внутренним диаметром). На диаграмме выше показаны различные допуски и разница в стоимости для достижения этих допусков.
Заключение
Всегда есть некоторые различия в литьё под давлениемПоэтому должен существовать допустимый диапазон отклонений, чтобы деталь после сборки функционировала должным образом.

Именно поэтому допуски при литье под давлением так важны при сборке изделий из нескольких литых деталей. Кроме того, при проектировании литья под давлением соблюдаются принципы технологичности, позволяющие оптимизировать толщину стенок, углы осадки и особенности бобышек, чтобы обеспечить жесткие допуски деталей в процессе производства и сборки.
Когда вы контролируете и оптимизируете допуски литья под давлением, вы можете определить допустимый диапазон отклонений, который поможет вашему изделию функционировать наилучшим образом.

Существует множество способов сделать это, но все они зависят от DfM, выбора материалов и управления процессом. Эта статья поможет вам упростить некоторые из наиболее полезных способов для вашего проекта.







