 Перейти к содержанию
Перейти к содержанию 

Введение: Шнек термопластавтомата - ключевой компонент процесса литья под давлением. Он отвечает за плавление, смешивание и сжатие пластикового сырья. В этой статье мы расскажем о роли шнека в термопластавтомате.
Что такое Винты для литья под давлением?
Сайт литьё под давлением Шнек - очень важная часть термопластавтомата. Он выполняет функции транспортировки, уплотнения, плавления, перемешивания и давления пластика. Все это происходит за счет вращения шнека в стволе.

Когда винт вращается, пластик трется и скользит о внутреннюю поверхность ствола, нижнюю часть резьбы винта, его толкающую кромку и между пластиками. Из-за всех этих движений пластик продвигается вперед, а тепло от трения также поглощается пластиком, что делает его более горячим и расплавляет.
В чем разница между шнеками машины литья под давлением?
Шнек - очень важная часть термопластавтомата. Шнек отвечает за транспортировку, уплотнение, плавление, перемешивание и давление пластика в процессе производства.

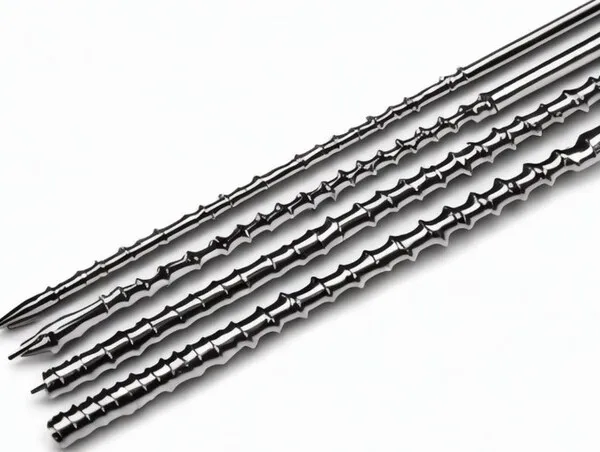
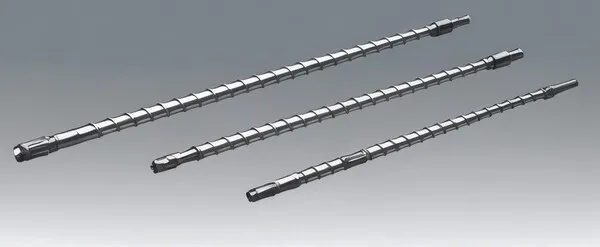
Шнеки для термопластавтомата можно разделить на три типа: постепенный тип, внезапный тип и универсальный тип. Эти три типа шнеков имеют свои собственные формы и функции.Постепенный шнек в основном используется для обработки некристаллических пластмасс с широким диапазоном температур размягчения и высокой вязкостью.
Быстроходный шнек используется в основном для переработки кристаллических пластмасс, имеющих четкую вязкость и температуру плавления; общий шнек используется в основном для переработки кристаллических и некристаллических пластмасс.

Шнек является наиболее важной частью машины для литья под давлением. Он может быть разделен на различные типы в соответствии с различными функциями и требованиями.
Классификация по функциям
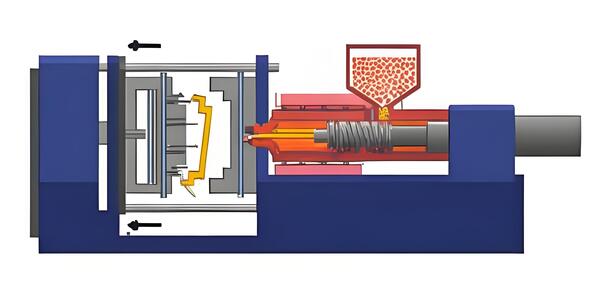
В соответствии с функцией, пластифицирующий шнек можно разделить на четыре зоны: зона транспортировки твердого вещества, зона задержки плавления, зона твердого раствора и зона транспортировки расплава.

Шнеки в этих четырех зонах работают независимо друг от друга, но также и совместно. Шнек в зоне транспортировки твердых материалов соединен с загрузочной воронкой, чтобы перемещать пластик вперед с повышением температуры.
Шнек в зоне задержки плавления заставляет раствор накапливаться в винтовой канавке, образуя плавильный бассейн. Шнек в зоне твердого раствора выполняет две функции. Первая - помочь расплавленному материалу пластифицироваться, а вторая - транспортировать расплавленный пластик в плавильный бассейн.

Шнек в последней зоне плавления поможет поддерживать температуру пластика и обеспечит его плавное течение.
Дифференциация по геометрическим формам
Исходя из формы, его можно разделить на три части: зона подачи, зона сжатия и зона дозирования.Зона подачи предназначена для фиксации глубины канавки шнека, которая используется для проталкивания твердого пластика, чтобы начать плавление до конца подачи.
Шнек в зоне сжатия имеет глубину канавки конической винтовой канавки, которая может помочь в плавлении, смешивании, сдвиговом сжатии и выхлопе пластикового сырья под давлением.
Зона дозирования - это фиксированная глубина винтовой канавки. Помимо сжатия пластика, она также обеспечивает большее давление, чтобы обеспечить равномерную температуру и стабильность пластика.
Каков принцип работы шнека машины для литья под давлением?
Принцип работы
Экструзионный шнек плавит материал, непрерывно проталкивая его, создает довольно высокое давление в головке фильеры и выводит непрерывно экструдированные продукты через головку формовочной головки.
При проектировании экструзионного шнека необходимо учитывать три момента: сколько пластика он может пропустить через себя, насколько равномерным будет поток и насколько хорошо он расплавит пластик.

Шнек для впрыска выполняет две задачи: предварительно пластифицирует твердые материалы и впрыскивает расплавленные материалы для процесса впрыска. Устойчивая экструзия не требуется.
Предварительная пластификация инжекционного шнека - это лишь начальный процесс литьё под давлением процесс, что не так уж и сложно по сравнению с экструзионным шнеком.

Нагрев материала
Помимо тепла, выделяемого в результате сдвига, аналогично экструзионному шнеку во время пластификации, предварительно пластифицированный материал в стволе инжекционной машины нагревается большим количеством внешних нагревателей, поскольку он дольше находится в стволе.
Кроме того, когда материал впрыскивается в форму, он проходит через сопло с высокой скоростью и испытывает сильный сдвиг, что приводит к выделению тепла при сдвиге.

Регулирование давления пластификации
Когда вы производите материал, экструзионному шнеку сложно изменить степень сдавливания пластика, но инжекционный шнек может изменить степень сдавливания пластика за счет изменения противодавления, поэтому легко контролировать, насколько хорошо пластик сдавливается.
Изменение длины винта
Во время предварительной пластификации инжекционный шнек вращается и втягивается, что приводит к изменению эффективной рабочей длины. Экструзионный шнек должен находиться при постоянной температуре, постоянном давлении, постоянном количестве и непрерывно экструдировать.

Во время экструзии его необходимо позиционировать и поворачивать, при этом эффективная рабочая длина шнека не может меняться.
Влияние мощности пластификации на производственные мощности
Пластифицирующая способность экструзионного шнека напрямую влияет на производительность, а время предварительной пластификации инжекционного шнека меньше, чем время охлаждения продукта в полости пресс-формы.

Таким образом, пластифицирующая способность инжекционного шнека не является основным фактором, влияющим на производительность.
Структура головки винта
Головка инжекционного шнека отличается от головки экструзионного шнека. Головка экструзионного шнека в основном круглая или тупая, а головка инжекционного шнека в основном заостренная, и головка имеет особую структуру.

Остроконечная головка винта или головка винта с резьбой. Этот тип головки шнека в основном используется для обработки материалов с высокой вязкостью и плохой термической стабильностью. Он может предотвратить явление застойного разложения материала, вызванное грязным разрядом во время инжекции.
Какова функция шнека машины для литья под давлением?
Функция секции шнекового транспортера
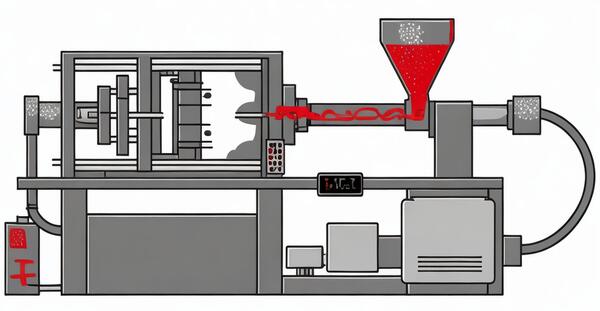
Узел впрыска играет ключевую роль в термопластавтомате, отвечая за проталкивание расплавленного пластика в полость формы для формирования желаемого готового изделия. Шнековая транспортная часть термопластавтомата отвечает за транспортировку, проталкивание и предварительный нагрев пластика.

После прохождения через секцию транспортировки материал должен достичь температуры плавления. Обычно длина секции транспортировки шнека составляет около 50% от общей длины шнека.
Чем глубже канавка шнека в транспортировочной секции, тем больше материала он может перемещать, но при этом необходимо убедиться, что шнек достаточно прочный.
Функция секции сжатия винта
Шнековая компрессионная секция отвечает за сжатие, давление и выпуск пластика. После прохождения через эту секцию материал почти полностью расплавлен, но неравномерно перемешан. Обычно на секцию сжатия приходится 20-25% от общей длины шнека.
В этой части пластик медленно плавится, и объем винтовой канавки должен медленно уменьшаться, иначе давление материала не будет твердым, теплопередача будет медленной, выхлоп будет плохим, и это также приведет к появлению пор в заготовке.

Коэффициент сжатия шнека - это отношение глубины последней винтовой канавки секции подачи к глубине первой винтовой канавки секции дозирования. При постоянном коэффициенте сжатия, чем длиннее секция сжатия шнека, тем меньше тепло сдвига.
Кроме того, если длина участка сжатия постоянна, то чем меньше степень сжатия, тем меньше теплота сдвига. Таким образом, структура участка сжатия является основным фактором, определяющим величину теплоты сдвига.
Обычно используется шнек с низкой теплотой сдвига и степенью сжатия 1,8-2,2. Глубина канавки шнека дозирующей секции должна быть в 0,09-0,1 раза больше диаметра шнека.
Функция секции дозирования шнека
Секция дозирования шнека обычно составляет около 20-25% от общей длины шнека и отвечает в основном за равномерное перемешивание пластика, чтобы убедиться, что весь пластик расплавлен.
Чем длиннее дозирующая часть, тем лучше эффект смешивания пластика. Если он слишком длинный, расплав будет оставаться слишком долго и приведет к термическому разложению. Если он слишком короткий, температура не будет равномерной.
Как правило, когда мы выбираем литьё под давлением Машина для обработки продуктов, лучше всего, чтобы вес продукта составлял 70%-80% от объема впрыска.

Если объем впрыска слишком велик, расплав будет долгое время находиться в дозирующей секции. Это приведет к разложению материала под воздействием тепла, образованию пор в готовом изделии и даже повлияет на механические свойства продукта.
Пластифицирующий эффект
Основная функция шнека в процессе литья под давлением - расплавить твердый пластиковый материал с помощью тепла, перевести его в жидкое состояние и прямо или косвенно протолкнуть в полость формы для получения изделия.

Таким образом, шнек в машине для литья под давлением называется пластификатором. На процесс пластификации влияет множество факторов, таких как длина и диаметр шнека, шаг, скорость и т.д. Разумная регулировка этих факторов оказывает огромное влияние на эффект пластификации.
Эффект разгерметизации
Шнек термопластавтомата должен проталкивать расплавленный пластиковый материал в полость формы. Для этого шнек термопластавтомата использует различные шаги винтов и сопла высокого давления, по мере необходимости.

Шнек с соплом высокого давления может увеличить давление впрыска пластикового материала, чтобы обеспечить плотность и качество изделия. Таким образом, эффект нагнетания давления также является одной из важных функций шнека в термопластавтомате.
Функция регулирования температуры
Шнек обычно изготавливается из металла, поэтому его можно нагревать или охлаждать, чтобы контролировать температуру пластика. Контроль температуры очень важен в процессе литья под давлением, поскольку он напрямую влияет на то, как течет пластик и как быстро он затвердевает.

Шнек обычно изготавливается из металла, поэтому его можно нагревать или охлаждать, чтобы контролировать температуру пластика. Контроль температуры очень важен в процессе литья под давлением, поскольку он напрямую влияет на то, как течет пластик и как быстро он затвердевает.
Шнек в термопластавтомате обычно оснащен системой нагрева и охлаждения для поддержания постоянной температуры в процессе литья под давлением.

Во время работы термопластавтомата чередуются высоко- и низкотемпературные секции шнека, чтобы обеспечить полное расплавление пластика и стабильность процесса литья под давлением.
Функция очистки
Поскольку при литье под давлением используется множество различных видов пластика, и иногда в них нужно добавлять различные вещества, после работы термопластавтомата всегда остается немного грязи.
Эти загрязнения могут повлиять на продукт и даже повредить пресс-форму. В этом случае шнек в термопластавтомате будет играть роль очистителя.
Высокая температура и высокое давление, возникающие при вращении шнека, способствуют выделению примесей и остатков, обеспечивая качество продукта.

Плавление и смешивание полимерных материалов
При движении шнека машины для литья под давлением он также толкает пластиковые гранулы вперед, в результате чего пластиковые гранулы, находящиеся впереди, выталкиваются назад, полностью перемешивая расплавленные пластиковые гранулы с нерасплавленными пластиковыми гранулами.
С перемешанными пластиковыми гранулами шнек термопластавтомата проталкивает пластиковые гранулы в зону нагрева, а после нагрева - в зону плавления.
В зоне плавления пластика шнек выполняет свою основную работу - нагревает и плавит пластик, вращаясь и проталкивая его вперед.
Заполнение полости пресс-формы
Шнек не только толкает пластик, но и создает высокое давление, чтобы полость формы была заполнена. Это давление помогает преодолеть толщину пластика и обеспечить заполнение каждой части формы.
Когда пластиковый материал расплавлен и перемешан, шнек проталкивает его в заполняемую полость формы. Благодаря толкающему действию шнека пластиковый материал заполняет каждую деталь полости формы, придавая ей нужную форму.
Расплавленный пластик из шнека термопластавтомата направляется в полость формы, чтобы получить готовое изделие, которое вы хотите получить. Вы можете контролировать скорость вращения шнека, чтобы направить в полость формы нужное количество пластика. Это гарантирует, что отформованное изделие будет качественным, и помогает вам делать вещи быстрее.

Какие существуют методы выбора шнека машины для литья под давлением?
Шаг и тип резьбы
Шаг - это расстояние, на которое пластик перемещается вперед за один оборот шнека. Чем больше шаг, тем меньше расстояние, на которое продвигается пластик за один оборот, что подходит для трудноплавких пластиков. Типы резьбы шнека - резьба с глубокой канавкой и резьба с мелкой канавкой.
Material Выбор
Винты изготавливаются из нескольких различных материалов. Наиболее распространенными являются обычная сталь, высококачественная легированная сталь и специальные износостойкие материалы. Винты из обычной стали подходят для большинства пластиков. Но если вы используете инженерные пластики, которые должны быть действительно прочными, вам следует использовать винты из высококачественной легированной стали или специальных износостойких материалов.

Диаметр и длина
Выберите диаметр и длину шнека в соответствии со спецификациями и производственными требованиями литьё под давлением машина. Чем больше диаметр шнека, тем больше производительность литья под давлением, и тем больше подходит для крупного литья под давлением; чем меньше диаметр шнека, тем больше подходит для малого литья под давлением.

Что касается длины, то, как правило, длина шурупа должна быть в 3-4 раза больше диаметра, чтобы обеспечить полную пластификацию пластика.
Степень сжатия
Коэффициент сжатия винта - это соотношение глубины и глубины резьбы винта, также известное как пластифицирующая способность.

Для разных пластиков требуется разная степень сжатия, чтобы обеспечить полную пластификацию пластика без чрезмерной пластификации и термического разложения.
Как правильно использовать шнек машины для литья под давлением?
Предпусковой подогрев
Перед запуском термопластавтомата необходимо предварительно нагреть шнек. Цель предварительного нагрева - нагреть шнек до нужной рабочей температуры и уменьшить охлаждение пластика в шнеке, чтобы пластик мог полностью пластифицироваться и избежать проблем, вызванных неполным расплавлением пластика.
Температура контроля
Главное - поддерживать температуру шнека и ствола машины для литья пластмасс под давлением. Если температура слишком высока, пластик будет разлагаться. Если температура слишком низкая, пластик не будет пластифицироваться. Поэтому температуру шнека и ствола следует регулировать в зависимости от различных пластиков, чтобы обеспечить работу в соответствующем температурном диапазоне.
Уборка и обслуживание
Содержите шнек в чистоте и порядке, чтобы остатки пластика и металлическая пыль не повлияли на качество литья под давлением. Используйте специальные чистящие средства и инструменты для очистки, а также избегайте использования твердых предметов для царапания поверхности шнека, чтобы избежать его повреждения.
Избегайте чрезмерного использования
Не запускайте машины для литья пластмасс на полную мощность в течение длительного времени. Это приведет к износу шнека и сократит срок его службы. Составьте разумный план производства, обеспечьте надлежащий отдых и техническое обслуживание, и вы сможете продлить срок службы шнека.

Заключение
Одним словом, шнеку в машине для литья под давлением приходится выполнять множество задач, и каждая из них оказывает большое влияние на качество конечного продукта и скорость его изготовления. Поэтому, когда вы делаете литьё под давлениемНужно знать, как правильно использовать винт.







