 Перейти к содержанию
Перейти к содержанию 

Литье под давлением - это когда вы нагреваете пластиковые гранулы до расплавления, затем выливаете расплавленный пластик в форму с помощью машины и даете ему остыть, чтобы получить пластиковую вещь. Литье под давлением - хороший способ изготовления пластиковых изделий, потому что это быстро, точно, и с его помощью можно делать самые разные вещи, например детали для автомобилей, корпуса для телефонов и контейнеры для еды.

Ⅰ.Понять литье под давлением
1.1 Определение литья пластмасс под давлением
Литье под давлением, также известное как литье под давлением, - это метод литья, сочетающий в себе впрыск и формовку. Преимуществами метода литья под давлением являются высокая скорость производства и высокая эффективность, работа может быть автоматизирована, существует множество дизайнов и цветов, формы могут быть от простых до сложных, а размеры могут быть от больших до малых, а размеры изделий точны, изделия легко заменяются, и могут быть сделаны в сложные формы деталей, литьё под давлением подходит для массового производства, изделий сложной формы и других областей формовочной обработки.

1.2 Исторические предпосылки и процесс эволюции
В 1868 году Хайатт разработал пластичный материал, который назвал целлулоидом. Целлулоид был изобретен в 1851 году Александром Парксом. Хайатт усовершенствовал его, чтобы его можно было перерабатывать в готовые формы. В 1872 году Хайатт и его брат Исайя зарегистрировали патент на первую плунжерную инжекционную машину. Эта машина была относительно простой по сравнению с теми, которые использовались в XX веке. По сути, она работала как гигантская игла для подкожных инъекций. Эта гигантская игла (диффузионный ствол) впрыскивала пластик в форму через нагретый цилиндр.
В 1940-х годах Вторая мировая война вызвала огромный спрос на дешевую продукцию массового производства. В 1946 году американский изобретатель Джеймс Уотсон Хендри построил первую машину для литья под давлением, которая позволяла более точно контролировать скорость впрыска и качество производимых изделий. Кроме того, эта машина позволяет смешивать материалы перед впрыском, чтобы цветные или переработанные пластмассы были тщательно перемешаны с первичным материалом. В 1951 году в США была разработана первая шнековая инжекционная машина. Она не подавала заявку на патент, и это устройство до сих пор используется.

В 1970-х годах Хендри разработал первый процесс литья под давлением с использованием газа, что позволило производить сложные полые изделия, которые быстро охлаждались. Это значительно повысило гибкость конструкции, а также прочность и конечные точки изготавливаемых деталей, сократив при этом время производства, стоимость, вес и количество отходов.
Ⅱ Процесс литья пластмасс под давлением
2.1 Конструкция пресс-формы
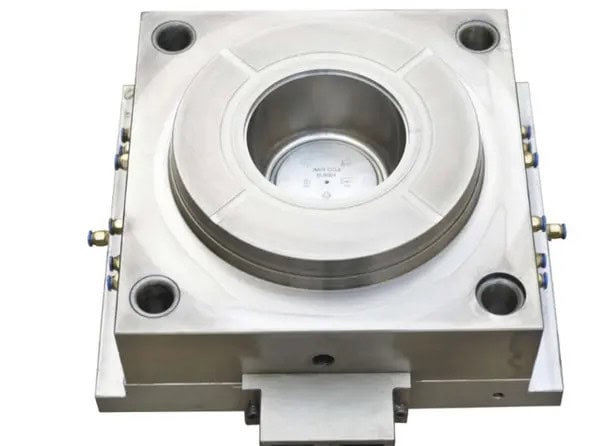
Пресс-форма для литья под давлением в основном состоит из формовочных деталей (частей, образующих полость в подвижных и неподвижных частях пресс-формы), литниковой системы (канала, по которому расплавленный пластик поступает в полость пресс-формы из сопла литьевой машины), направляющих деталей (когда пресс-форма закрыта, она может быть точно выровнена), механизма выталкивания (устройства, выталкивающего пластик из полости после отделения пресс-формы), система регулировки температуры (для соответствия температурным требованиям формы в процессе впрыска), вытяжная система (для удаления воздуха из полости во время формования и вывода летучих газов самого пластика из формы, часто с вытяжными канавками на поверхности разъема) и опорные части (компоненты, используемые для установки, фиксации или поддержки формованных деталей и других механизмов), иногда с боковым разъемом и механизмом вытягивания стержня.

2.1.1 Этапы проектирования литьевой формы
1. Подготовительные работы перед проектированием
(1) Задание на проектирование.
(2) Понимать пластмассовые детали, в том числе их формы, способы использования и материалы, из которых они сделаны.
(3) Проверьте, как изготавливаются пластиковые детали.
(4) Знайте модель и размер машины для литья под давлением.
2. Разработайте технологическую карту формования
(1) Узнайте о товаре, включая чертеж, вес, толщину, площадь, размер и наличие каких-либо особенностей или деталей.
(2) Узнайте, из какого пластика изготовлено изделие, включая название, модель, производителя, цвет и нужно ли его сушить.
(3) Знайте основные технические характеристики машины для литья под давлением, включая размер машины и пресс-формы, тип шнека и мощность.
(4) Знайте, какое давление и расстояние использует машина для литья под давлением.
(5) Знайте условия литья под давлением, включая температуру, давление, скорость и усилие смыкания.

3. Этапы проектирования конструкции литьевой формы
(1) Определите, сколько кариозных зубов вам нужно. Подумайте, сколько пластика вы можете впрыснуть, с каким усилием зажать форму, насколько точным должно быть изделие и сколько денег вы хотите потратить.
(2) Определите, где будет разделена форма. Форма должна быть простой, легко разбираться и не портить внешний вид или работу пластиковой детали.
(3) Придумайте, как расположить полости в форме. Постарайтесь сделать его сбалансированным, если сможете.
(4) Решите, как пластик будет попадать в форму. Сюда входят главный канал, бегуны, ворота и колодец для холодных слизней.
(5) Решите, как извлечь пластиковую деталь из формы. Разные части пресс-формы будут иметь разные способы извлечения пластиковой детали.

(6) Решите, как контролировать температуру. Система контроля температуры зависит от того, какой пластик вы используете.
(7) Разберитесь, как обрабатывать и устанавливать матрицу или сердечник с помощью конструкции вставки. Разделите вставки на секции и вставляйте их одновременно.
(8) Придумайте, как избавиться от воздуха. Обычно для этого используется поверхность разъема пресс-формы и зазор между механизмом выталкивания и пресс-формой. Но для больших и быстрых литьевых форм необходимо разработать способы избавления от воздуха.
(9) Определите, какого размера должна быть пресс-форма для литья под давлением. С помощью формул определите, какого размера должны быть отливаемые детали, а затем выясните, какой толщины должна быть боковая стенка полости пресс-формы, какой толщины должно быть дно полости, какой толщины должен быть стержневой вкладыш, какой толщины должен быть подвижный шаблон, какой толщины должна быть плита модульной полости и какой высоты должна быть пресс-форма для литья под давлением.
(10) Используйте стандартную основу для формы. Используя основные размеры пресс-формы для литья под давлением, которые вы спроектировали и рассчитали, выберите стандартное основание для пресс-формы и попробуйте подобрать стандартные детали пресс-формы.
(11) Сделайте эскиз конструкции пресс-формы. Важно нарисовать полный структурный эскиз пресс-формы для литья под давлением и составить структурную схему пресс-формы.
(12) Проверьте размеры пресс-формы и инжекционной машины. Проверьте параметры используемой литьевой машины: максимальный объем впрыска, давление впрыска, усилие смыкания, размер монтажной части пресс-формы, ход открытия пресс-формы и механизм выталкивания.
(13) Рассмотрите конструкцию пресс-формы. Проведите предварительный анализ и получите согласие пользователя. В то же время подтвердите и измените требования пользователя.
(14) Создайте сборочный чертеж пресс-формы. Четко покажите, как детали подходят друг к другу, необходимые размеры, номера деталей, графики, заголовки и технические требования к каждой части литьевой формы (технические требования включают в себя такие вещи, как то, как должна быть построена литьевая форма, как должна работать система выталкивания, как должны работать направляющие; как пресс-форма должна быть собрана, например, как должна быть подогнана линия раздела, как должны быть выровнены верхняя и нижняя части пресс-формы; как пресс-форма должна использоваться; как пресс-форма должна быть обработана, чтобы не ржавела, как пресс-форма должна быть пронумерована, как пресс-форма должна быть выгравирована, как пресс-форма должна быть запечатана маслом, как пресс-форма должна храниться; и любые требования к испытаниям или проверкам, которые у вас есть).

(15) Выполните чертежи деталей пресс-формы. Разберите форму и сделайте чертежи деталей в таком порядке: начните с внутренней части, затем с внешней; начните со сложных деталей, затем с простых; начните с деталей, придающих форму изделию, затем с деталей, которые держат все вместе.
(16) Посмотрите на проектные чертежи. Последнее, что вы делаете при проектировании пресс-формы для литья под давлением, - это снова смотрите на чертежи. На этот раз вы смотрите на них, чтобы убедиться, что сможете изготовить детали.
2.2 Выбор материала
2.2.1 Типы пластиковых материалов, обычно используемых для литья под давлением
1. Полипропилен (PP)
Полипропилен - это распространенный пластиковый материал, который широко используется в литье пластмасс под давлением. Он легкий, устойчив к воздействию кислот и щелочей, имеет низкую плотность. Он также обладает отличной износостойкостью и ударопрочностью. Поскольку температура плавления полипропилена относительно низкая, необходимо уделять внимание контролю температуры плавления и давления впрыска в процессе литья под давлением, чтобы избежать проблем.

2. Полиамид (PA)
Полиамид - это высокоэффективный пластиковый материал, обладающий высокой прочностью, вязкостью и износостойкостью. Поэтому он широко используется в автомобильной, аэрокосмической, электронной и других отраслях промышленности. При впрыскивании полиамида необходимо впрыскивать его при более высокой температуре плавления, поэтому необходимо уделять внимание контролю температуры и времени впрыска, чтобы избежать таких проблем, как возгорание материала.
3. Полиуретан (ПУ)
Полиуретан - отличный пластиковый материал, обладающий высокой износостойкостью, маслостойкостью, устойчивостью к ультрафиолету и т. д., поэтому он широко используется в промышленности, строительстве и других областях. При литье полиуретана под давлением необходимо впрыскивать его при более высокой температуре, а также контролировать давление и время впрыска, чтобы не возникло проблем с отделением материала от формы.
Помимо полипропилена, полиамида и полиуретана, существует множество других видов пластиков, из которых можно производить литье под давлением, например полиэтилен (PE), поликарбонат (PC) и т. д. Различные пластиковые материалы имеют разные особенности, на которые нужно обращать внимание при литье под давлением, и вы должны регулировать их в зависимости от конкретной ситуации.

2.2.2 Факторы, влияющие на выбор материала
Физические свойства. Физические свойства материала (такие как прочность, твердость, вязкость, коррозионная стойкость и т. д.) определяют, как он работает при использовании. Например, если вам нужна деталь, которая выдержит нагрев, удар или должна быть очень прочной, вам нужно выбрать материал с соответствующими физическими свойствами.
Химические свойства. Химические свойства материала (например, легко ли он ржавеет, может ли он работать с кислотами или основаниями и т. д.) также важны, особенно если деталь будет находиться в среде, где она может вступать в реакцию с химическими веществами.

Стоимость производства. Стоимость изготовления вещей также имеет большое значение, включая стоимость материалов, с которых вы начинаете, и то, насколько сложно их изготовить.
Экологически чистый. Когда вы думаете об устойчивом развитии и спасении планеты, важно выбирать вещи, которые приносят пользу планете.
2.3 Зажим пресс-формы
Закрытие пресс-формы - это первый шаг в процессе литья под давлением. Открытие и закрытие пресс-формы машины для литья под давлением завершается системой закрытия пресс-формы. При закрытии пресс-формы она может обеспечить надежное усилие смыкания пресс-формы, чтобы выдержать огромное усилие открытия пресс-формы, вызванное впрыском и заполнением расплавленного пластика под высоким давлением во время процесс литья под давлением.

2.4 Литье под давлением (впрыск/заливка)
Процесс впрыска обычно состоит из трех этапов: подача, пластификация и впрыск. При определенной температуре полностью расплавленный пластиковый материал перемешивается шнеком и впрыскивается в полость пресс-формы под высоким давлением. (Примечание: контроль температуры и давления).
2.4.1 Контроль температуры
1. Температура ствола
В процессе литья под давлением необходимо контролировать такие температуры, как температура бочки, температура сопла, температура пресс-формы и т. д. Первые две температуры в основном влияют на пластификацию и течение пластика, в то время как последняя температура в основном влияет на течение и охлаждение пластика. Каждый пластик имеет свою температуру течения. Один и тот же пластик имеет разные температуры текучести и разложения из-за разных источников или сортов. Это связано с различиями в средней молекулярной массе и молекулярно-массовом распределении. Пластмассы для различных типов литья под давлением имеют разные температуры текучести и разложения. Процесс пластификации в машине также отличается, поэтому температура бочки также различна.

2. Температура сопла
Температура сопла обычно немного ниже максимальной температуры бочки. Это необходимо для предотвращения "слюнотечения", которое может произойти при использовании прямого сопла. Температура сопла не может быть слишком низкой, иначе расплавленный материал застынет слишком быстро и засорит сопло, или застывший материал попадет в полость формы и испортит изделие.
3. Температура пресс-формы
Температура пресс-формы оказывает большое влияние на внутренние характеристики и видимое качество изделия. Температура пресс-формы зависит от кристалличности пластика, размера и структуры изделия, требований к производительности и других условий процесса (температура расплава, скорость и давление впрыска, цикл формования и т. д.).

2.4.2 Контроль давления
Давление в процессе литья под давлением включает в себя давление пластификации и давление впрыска, и оно напрямую влияет на пластификацию пластика и качество изделия.
1. Давление пластификации (противодавление) :
При использовании шнековой инжекционной машины давление на расплав в верхней части шнека при его вращении и отходе называется давлением пластификации, также известным как противодавление. Величину этого давления можно регулировать с помощью перепускного клапана в гидравлической системе. При инжекции величина давления пластификации не изменяется в зависимости от скорости вращения шнека. Увеличение давления пластификации приводит к повышению температуры расплава, но снижает скорость пластификации. Кроме того, увеличение давления пластификации часто может сделать температуру расплава равномерной, цветные материалы могут быть смешаны равномерно, а газ в расплаве может быть выпущен. В общем случае давление пластификации следует устанавливать как можно ниже, обеспечивая при этом отличное качество продукции. Конкретное значение зависит от типа используемого пластика, но обычно оно редко превышает 20 кг/см2.

2. Давление впрыска
В современном производстве давление впрыска почти всех инжекционных машин основано на давлении, оказываемом плунжером или верхней частью шнека на пластик (преобразуется из давления в масляной магистрали). Роль давления впрыска в литьё под давлением преодолеть сопротивление потоку пластика из бочки в полость, придать расплавленному материалу скорость заполнения и уплотнить расплавленный материал.
Давление впрыска делится на давление впрыска и давление выдержки, обычно от 1 до 4 ступеней давления впрыска и от 1 до 3 ступеней давления выдержки. Как правило, давление выдержки меньше, чем давление впрыска, и должно регулироваться в зависимости от фактического используемого пластикового материала для достижения наилучшего результата, физических свойств, внешнего вида и требований к размеру.

2.5 Охлаждение и затвердевание
Когда речь идет о литье под давлением, охлаждение при впрыске является одним из важнейших факторов, определяющих качество литья и эффективность производства. Принцип охлаждения при литье под давлением в основном основан на воздействии охлаждающей среды на пластиковые детали. В системе охлаждения литья под давлением обычно используется текучая среда, такая как вода или масло. Когда охлаждающая среда течет по каналу охлаждающей воды литьевой формы, она забирает тепло в форме путем теплопередачи, чтобы быстро охладить пластиковую деталь. Система охлаждения для литья под давлением может также использовать различные методы охлаждения, такие как горизонтальный нагрев и косой нагрев, в зависимости от конкретной формы и материала пресс-формы, чтобы достичь наилучшего эффекта охлаждения.

2.5.1 Процесс охлаждения и его важность
1. Снижайте температуру пластиковых деталей
Пластиковые детали изготавливаются методом литья под давлением, что означает впрыскивание горячего пластика в форму. Когда пластик впрыскивается в форму из термопластавтомата, он нагревается в одних местах и остывает в других. Таким образом, в пресс-форме образуются горячие участки с разной температурой. Если их не охлаждать, пластик будет слишком горячим в одних местах и недостаточно горячим в других. Это приводит к таким проблемам, как усадка и деформация пластика. Охлаждение пресс-формы быстро остужает горячие участки до нужной температуры. Благодаря этому пластик остывает более равномерно. Кроме того, в пластиковых деталях уменьшается напряжение. Это дает вам больше времени, чтобы предотвратить деформацию пластиковых деталей.

2. Ускорить охлаждение
Когда пластик стекает обратно в пресс-форму, тепло литьевой формы постепенно рассеивается вдоль направления потока пластика. Таким образом, передняя часть потока не будет располагаться вдоль длинной оси. Как вы думаете? Последняя часть будет постепенно остывать и затвердевать. Система охлаждения литья под давлением может своевременно увеличить распространение температуры в пресс-форме, сделать распределение температуры равномерным и ускорить скорость охлаждения. Это позволяет быстрее формировать пластик, сокращает цикл открытия пресс-формы и повышает эффективность производства.
3. Избегать деформации
Если пластиковая деталь охлаждается неравномерно после литья под давлением, это вызывает напряжение внутри пластиковой детали, что приводит к деформации или даже разрыву. Благодаря охлаждению под давлением внутренняя температура пластиковой детали становится равномерной, а внутреннее напряжение снижается, что позволяет избежать деформации пластиковой детали и повысить стабильность и надежность изделия.

2.5.2 Влияние скорости охлаждения на конечный продукт
Охлаждение под давлением - это метод контроля точности размеров деталей, изготовленных методом литья под давлением. В процессе литья под давлением расплавленный пластик быстро охлаждается и застывает после впрыска в форму. Процесс охлаждения очень важен для стабильности размеров деталей, полученных литьем под давлением. При правильном проектировании системы охлаждения литые под давлением детали могут равномерно сокращаться в процессе охлаждения, что обеспечивает точность размеров конечного продукта в соответствии с требованиями.
Охлаждение при литье под давлением оказывает большое влияние на производительность и качество литых под давлением деталей.
Характеристики литьевых деталей часто тесно связаны с такими факторами, как структура кристаллизации и ориентация молекулярной цепи, а эти факторы связаны со скоростью охлаждения литьевых деталей. Регулируя скорость охлаждения литьевых деталей, можно регулировать степень кристаллизации и ориентацию молекулярной цепи литьевых деталей, тем самым улучшая их механические свойства, термостойкость, химическую стойкость и т.д., снижая внутреннее напряжение литьевых деталей и улучшая их общие эксплуатационные характеристики и качество.

2.6 Выталкивание формованных деталей
Принцип работы термопластавтомата заключается в выталкивании литых изделий из пресс-формы с помощью механической силы или давления воздуха для дальнейшей обработки. Как правило, для выталкивания изделия используется механический механизм, приводящий в движение выталкивающую плиту посредством стальных шариков, пружин или цилиндров.
2.6.1 Общие проблемы и их решения
1. Слишком маленькая или слишком большая сила выталкивания
Если сила выталкивания слишком мала, изделие не будет извлечено из формы. Если сила выталкивания слишком велика, изделие может быть повреждено или деформировано. В этом случае необходимо отрегулировать силу выталкивания, давление воздуха или механизм выталкивания.

2. Прилипание продукта к форме
Если изделие прилипает к форме, это может быть связано с тем, что форма недостаточно охлаждена или время выталкивания слишком мало. Необходимо увеличить время выталкивания или улучшить охлаждение.
3. Неполный выброс продукта
Если выбрасывается только часть продукта, необходимо увеличить силу выброса и проверить, в порядке ли механическая конструкция или цилиндр выброса.
Ⅲ.Применение литья под давлением
Литье под давлением - это распространенный метод обработки пластмасс, который широко используется в различных областях. Он позволяет получать пластиковые изделия путем впрыска расплавленного пластика в форму, а затем охлаждения и затвердевания до нужной формы. Преимуществами литья под давлением являются высокая скорость формовки, высокая эффективность производства и высокая точность изделий. Поэтому оно широко используется в автомобилях, электронике, бытовой технике, медицинском оборудовании и других областях.

1. Автомобильная промышленность
Литье под давлением используется для изготовления пластиковых деталей сложной формы, таких как приборные панели, дверные панели и центральные консоли. Оно отвечает требованиям автомобильной промышленности к качеству, внешнему виду и эксплуатационным характеристикам деталей, а его производство обходится дешевле, поэтому оно нравится автопроизводителям.
2. Электронная промышленность
По мере того как электронные устройства становятся все лучше и лучше, требования к их корпусам становятся все выше и выше. Литье под давлением может изготавливать изящные, высокоточные корпуса для таких электронных изделий, как сотовые телефоны и компьютерные клавиатуры. Он отвечает требованиям электронной промышленности к качеству внешнего вида, точности деталей и эффективности производства и помогает электронным изделиям становиться все лучше.

3. Промышленность бытовой техники
Бытовая техника, как правило, должна быть прочной и хорошо выглядеть, и литье под давлением позволяет это сделать. Литье под давлением позволяет изготавливать бытовую технику сложной формы и структуры, например корпуса стиральных машин, ручки холодильников и так далее. Литье под давлением позволяет обеспечить хорошее качество и работоспособность бытовой техники, а также сделать ее более конкурентоспособной.
4. Промышленность медицинского оборудования
Медицинские изделия должны быть действительно безопасными и чистыми, и литье под давлением позволяет это сделать. Литье под давлением позволяет изготавливать изделия, соответствующие стандартам медицинского оборудования, например шприцы, наборы для внутривенного вливания и так далее. Литье под давлением позволяет гарантировать, что медицинские изделия будут качественными и хорошо работать, сохраняя здоровье пациентов.

Ⅳ. Преимущества и недостатки литья пластмасс под давлением
4.1 Преимущества
1. Высокая эффективность производства
Процесс литья под давлением может быть в значительной степени автоматизирован, что снижает потребность в рабочей силе и повышает эффективность производства.
2. Высокая точность и хорошая воспроизводимость
Благодаря точному контролю таких параметров, как температура, давление и скорость в процессе литья под давлением, изделие обладает высокой точностью размеров и хорошей повторяемостью, что делает его пригодным для массового производства.
3. Широкое применение
Литье под давлением подходит для обработки различных материалов, таких как термопластичные материалы, термореактивные материалы, резина и т.д., и может удовлетворить разнообразные потребности в продукции.

4. Энергосбережение и защита окружающей среды
Оборудование для литья под давлением обычно работает на электричестве, что является более энергосберегающим и экологичным по сравнению с традиционными машинами, а отходы могут быть переработаны.
5. Преимущество в стоимости
Литье под давлением подходит для массового производства и позволяет снизить стоимость одного изделия.
4.2 Недостатки
1. Формы стоят дорого
Для литья под давлением нужны точные формы, поэтому на начальном этапе вам придется потратить больше денег.
2. Длительный цикл обработки
Для литья под давлением необходимо охлаждение и придание формы, поэтому оно занимает много времени. Это влияет на эффективность и делает процесс более длительным.

3. Высокие технические требования
Литье под давлением требует квалифицированных операторов и технических знаний. Кроме того, его сложно обслуживать и ремонтировать.
4. Ограничения на область применения
Литье под давлением не может создавать сложные или большие вещи. Оно лучше подходит для небольших вещей.
Заключение
Так что смотрите. Мировой рынок литья пластмасс под давлением будет расти. Он должен вырасти с 4,56 миллиона тонн в 2023 году до 5,95 миллиона тонн в 2028 году. Основные причины, по которым рынок литья под давлением растет, потому что все больше людей хотят использовать литье под давлением в автомобилях и все больше людей хотят использовать его в упаковке. Кроме того, все больше людей хотят покупать вещи и все больше людей хотят покупать электронику. Вот почему рынок литья под давлением растет. Но входить на рынок литья под давлением дорого, и есть другие способы производства, например 3D-печать. Поэтому рынок литья под давлением растет не так быстро, как мог бы.

Но движение в сторону создания более легких и электрических автомобилей, а также новые сферы применения в здравоохранении могут принести больше положительных моментов для роста рынка литья пластмасс под давлением. Литье пластмасс под давлением предлагает целый ряд решений, от упаковки сыпучих материалов до форм для изготовления тонкостенных контейнеров и бутылок. Эти решения широко используются в различных отраслях конечного потребления для упаковки. Помимо того, что литье предлагает универсальное упаковочное решение, оно также снижает потребление пластика и оказывается идеальным как с экономической, так и с экологической точки зрения.







