 Перейти к содержанию
Перейти к содержанию 

Введение
Изготовление пресс-форм для литья под давлением - долгий и сложный процесс. В этом, казалось бы, простом процессе задействовано множество этапов. Знаете ли вы, что представляет собой процесс изготовления пресс-форм для литья под давлением?
Теперь я расскажу вам все в деталях. Пластик литьё под давлением Процесс изготовления пресс-форм для литья под давлением в основном включает в себя: принятие индивидуальных потребностей клиентов, проектирование пресс-форм инженерной группой, изготовление пресс-форм для литья под давлением из расплавленного пластика, проверку и испытание пресс-форм, модификацию и ремонт пресс-форм, а также техническое обслуживание пресс-форм. Ниже я расскажу вам об этом по порядку.

Удовлетворение индивидуальных потребностей клиентов
Когда вы хотите изготовить пресс-форму для пластмассы, вы предоставляете изготовителю чертеж или образец изделия, которое вы хотите сделать. Изготовителю пресс-формы необходимо знать, как вы собираетесь использовать деталь, как вы собираетесь ее обрабатывать и насколько точной она должна быть.

Чтобы соответствовать требованиям производства пластикового литья, нам необходимо собирать, анализировать и обрабатывать данные о продукции, чтобы удовлетворить индивидуальные потребности клиентов.
Дизайн пресс-формы
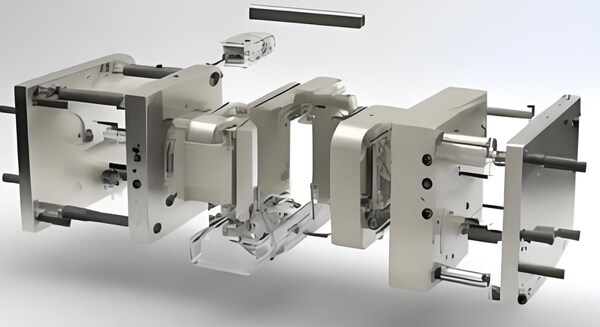
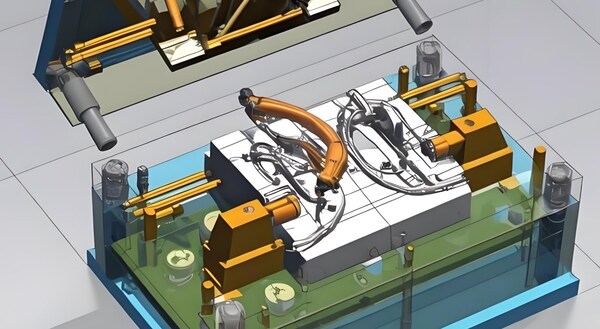
Проектирование пресс-формы для литья под давлением - самая важная часть всего процесса изготовления пресс-формы. Структура и размер пресс-формы должны быть определены в соответствии с требованиями и характеристиками изделия. Ниже перечислены этапы проектирования пресс-формы для литья под давлением.
Подготовительные работы перед проектированием
Книга заданий на проектирование; знакомство с пластмассовыми деталями, включая их геометрическую форму, требования к использованию пластмассовых деталей и сырье для пластмассовых деталей; проверка технологичности пластмассовых деталей при формовании; уточнение модели и технических характеристик термопластавтомата.
Этапы проектирования конструкции литьевой формы
Подсчитайте количество отверстий. Условия: максимальный объем впрыска, усилие смыкания, требования к точности изделия, экономичность; выберите место для разделения. Принцип должен заключаться в простоте конструкции пресс-формы, легкости разделения и отсутствии влияния на внешний вид и использование пластиковых деталей; решите, где разместить отверстия.

Постарайтесь сделать ее ровной; решите, куда заливать. Определите, как вынимать деталь из формы, включая главный бегунок, ответвление бегунка, затвор, колодец для холодной пробки и т. д. Разработайте различные способы извлечения детали из формы в зависимости от того, где пластиковая деталь осталась в форме.

Решите, как контролировать температуру. Система контроля температуры в основном зависит от типа пластика. Если вы решили использовать вставку в пресс-форме или стержне, разделите вставки на секции, делайте вставки и закрепляйте их одновременно.

Определите способ вытяжки. В целом, выхлоп может быть достигнут за счет зазора между поверхностью разъема пресс-формы и механизмом выталкивания и пресс-формы. Для больших и высокоскоростных пресс-форм для литья под давлением необходимо разработать соответствующий метод вытяжки; определите основные размеры пресс-формы для литья под давлением.

Используйте формулу для расчета рабочих размеров формованных деталей. Определите толщину боковой стенки полости пресс-формы, толщину донной плиты полости, толщину стержневой прокладки, толщину подвижной плиты, толщину плиты полости блочного типа и высоту закрытия литьевой формы.

Выберите стандартный каркас пресс-формы. На основе спроектированных и рассчитанных размеров пресс-формы для литья под давлением выберите стандартный каркас пресс-формы для литья под давлением и постарайтесь подобрать стандартные компоненты пресс-формы; сделайте эскиз конструкции пресс-формы.
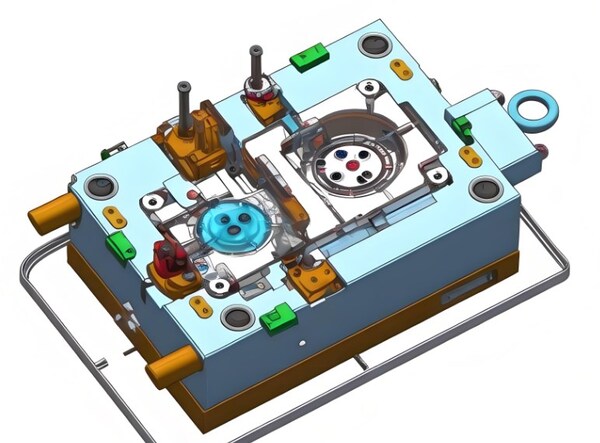
При проектировании пресс-формы очень важно нарисовать полный структурный эскиз пресс-формы и составить схему конструкции пресс-формы. Проверьте соответствующие размеры пресс-формы и литьевой машины.

Проверьте параметры используемой машины для литья под давлением: максимальный объем впрыска, давление впрыска, усилие смыкания, размер установочной части пресс-формы, ход открытия пресс-формы и механизм выталкивания.
Обзор литые детали дизайн. Проведите предварительное рассмотрение и получите согласие пользователя. В то же время необходимо подтвердить и изменить требования пользователя; нарисовать сборочный чертеж пресс-формы.

Четко укажите монтажные связи, необходимые размеры, серийные номера, подробные перечни, титульные листы и технические требования к каждой детали литья под давлением (технические требования включают следующие пункты.

требования к конструкции пресс-формы, например, требования к сборке механизма выталкивания и механизма вытягивания сердечника; требования к процессу сборки пресс-формы, например, к зазору прилегания разделительной поверхности и параллельности верхней и нижней поверхностей пресс-формы.

требования к использованию пресс-форм; антиокислительная обработка, нумерация пресс-форм, надписи, масляные уплотнения и требования к хранению; требования к пробным пресс-формам и инспекции).
Сделайте чертежи деталей пресс-формы. Порядок выполнения чертежей деталей следующий: сначала внутренние, потом внешние, сначала сложные, потом простые, сначала формовочные детали, потом конструктивные. Проверьте чертежи конструкции.

Окончательная проверка конструкции пресс-формы для литья под давлением - это окончательная проверка конструкции пресс-формы для литья под давлением, и больше внимания следует уделять производительности обработки деталей.
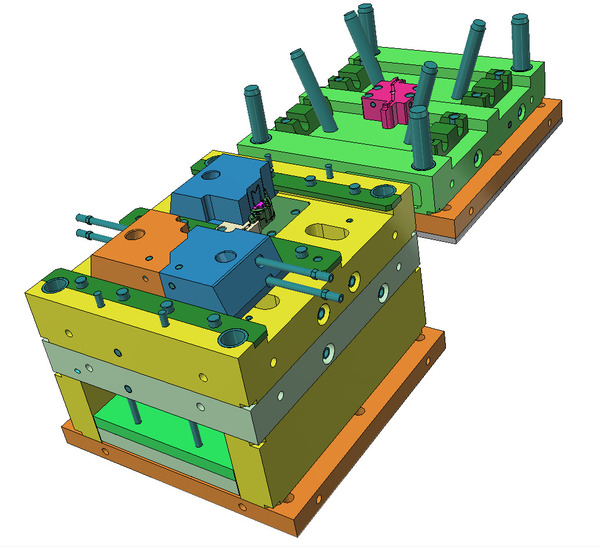
Производство пресс-форм
Программирование, удаление электродов
После того как конструкция пресс-формы готова, необходимо составить программу ЧПУ, исходя из условий обработки каждой детали и необходимости извлечения электрода для EDM.

Обработка
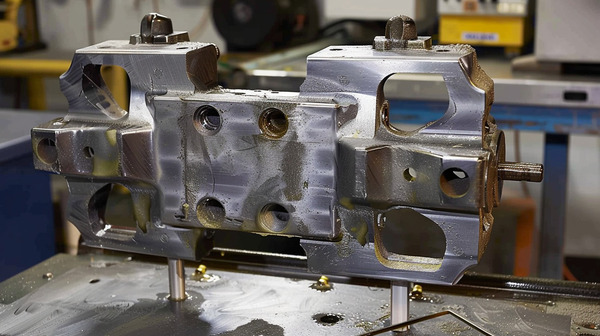
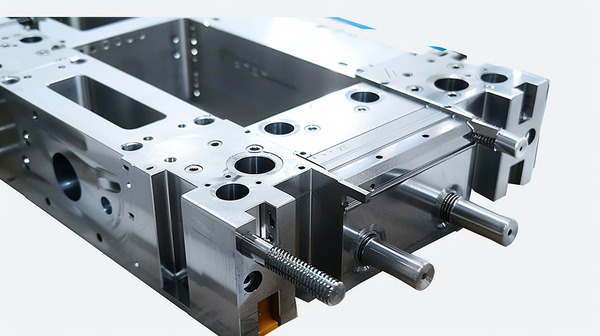
Механическая обработка пресс-формы включает в себя обработку с ЧПУ, обработку EDM, обработку проволочной резкой, обработку глубоким сверлением и т.д. После заказа основы пресс-формы и материалов, пресс-форма находится только в состоянии грубой обработки или только стального материала.
В это время необходимо провести ряд механических операций в соответствии с конструкторским замыслом пресс-формы для изготовления различных деталей

Обработка с ЧПУ, или компьютерная обработка с числовым программным управлением, - это обработка в обрабатывающем центре с числовым программным управлением. Она требует различных процессов обработки, выбора инструмента, параметров обработки и других требований.

EDM-обработка, или электроэрозионная обработка, - это процесс обработки, в котором используется электрический разряд для эрозии материала до требуемого размера, поэтому он может обрабатывать только проводящие материалы. Используемые электроды обычно изготавливаются из меди и графита.
Фиксатор в сборе
Монтажник - это очень важная роль в процессе изготовления пресс-формы, и его работа должна выполняться на протяжении всего процесса производства пресс-формы. В обязанности слесаря входит сборка пресс-форм, токарная обработка, фрезерование, шлифование и сверление.
Сохранение и полировка плесени
Сохранение и полировка пресс-формы - это процесс использования наждачной бумаги, масляного камня, алмазной пасты и других инструментов для обработки деталей пресс-формы после обработки пресс-формы на станках ЧПУ, EDM и слесарных станках перед сборкой пресс-формы.

Контроль литьевых форм
Внешний вид плесени
Табличка на пресс-форме должна иметь полное содержание, четкие символы и аккуратное расположение. Табличка должна быть закреплена на ножке пресс-формы рядом с шаблоном и контрольным углом. Табличка крепится надежно и не отклеивается.

Сопло для подачи охлаждающей воды должно быть пластиковым блочным вставным соплом, также заказчик может предъявить другие требования. Сопло для подачи охлаждающей воды не должно выходить за пределы поверхности рамы пресс-формы. Сопло для охлаждающей воды должно быть обработано с помощью потайных отверстий.

Диаметр потайного отверстия составляет 25 мм, 30 мм и 35 мм. Фаска отверстия должна быть одинаковой. Сопло охлаждающей воды должно иметь метки входа и выхода.

Нанесенные английские символы и цифры должны быть больше, чем 5/6, а их расположение должно быть на 10 мм ниже сопла для подачи воды. Почерк должен быть четким, красивым, аккуратным и равномерно распределенным.

Аксессуары пресс-формы не должны влиять на подъем и хранение пресс-формы. Во время установки под формой находятся открытые масляные цилиндры, водяные форсунки, механизмы предварительного сброса и т. д., которые должны быть защищены опорными стойками.

Опорные ножки должны крепиться к раме пресс-формы винтами через опорные ножки. Слишком длинные опорные ножки могут быть закреплены на раме пресс-формы путем обработки внешних резьбовых стоек. Размер отверстия для выталкивания пресс-формы должен соответствовать требованиям спецификации литьё под давлением машина.

Вы не можете использовать только один центральный выброс, если только это не маленькая пресс-форма. Позиционирующее кольцо должно быть надежно закреплено, диаметр кольца должен составлять 100 мм и 250 мм. Позиционирующее кольцо должно быть на 10~20 мм выше нижней плиты, если у заказчика нет других требований.

Внешние размеры пресс-формы должны соответствовать требованиям конкретной машины для литья под давлением. Пресс-формы с требованиями направленной установки должны быть помечены стрелками на переднем или заднем шаблоне для указания направления установки.

Рядом со стрелкой должна быть надпись "UP". Стрелка и текст - желтого цвета, высота - 50 мм. На поверхности рамы пресс-формы не должно быть ям, ржавчины, лишних подъемных колец, водяных паров внутри и снаружи, масляных отверстий и т.д., а также дефектов, влияющих на внешний вид.

Форма должна быть легкой для подъема и транспортировки. Детали формы не должны разбираться во время подъема, а подъемные кольца не должны мешать крану, масляному цилиндру, штоку предварительного сброса и т.д.

Материал и твердость пресс-формы
Рама пресс-формы должна использовать стандартную раму пресс-формы, соответствующую стандартам. Материалы формообразующих частей пресс-формы и системы заливки (сердечник, подвижная вставка пресс-формы, подвижная вставка, отводящий конус, толкатель, втулка затвора) изготавливаются из материалов с характеристиками выше 40Cr.

При формовании пластмасс, которые легко подвергаются коррозии, формованные детали должны быть изготовлены из коррозионно-стойких материалов или на их формовочных поверхностях должны быть приняты антикоррозионные меры. Твердость формообразующих деталей должна быть не менее 50HRC, или твердость поверхностной упрочняющей обработки должна быть выше 600HV.

Испытание литьевых форм
Меры предосторожности перед началом испытаний
Рама пресс-формы должна использовать стандартную раму пресс-формы, соответствующую стандартам. Материалы формообразующих частей пресс-формы и системы заливки (сердечник, подвижная вставка пресс-формы, подвижная вставка, отводящий конус, толкатель, втулка затвора) изготавливаются из материалов с характеристиками выше 40Cr.

При формовании пластмасс, которые легко подвергаются коррозии, формованные детали должны быть изготовлены из коррозионно-стойких материалов или на их формовочных поверхностях должны быть приняты антикоррозионные меры. Твердость формообразующих деталей должна быть не менее 50HRC, или твердость поверхностной упрочняющей обработки должна быть выше 600HV.

Убедившись, что различные части пресс-формы движутся правильно, необходимо выбрать подходящую машину для литья пробных форм под давлением. При выборе следует обратить внимание на следующее: каков максимальный объем впрыска термопластавтомата.

может ли внутреннее расстояние стяжного стержня соответствовать пресс-форме; соответствует ли максимальный ход подвижного шаблона требованиям; полностью ли подготовлены другие соответствующие инструменты и принадлежности для пробной пресс-формы.

После того как все подтверждено, следующий шаг - подвешивание формы. При подвешивании следует обратить внимание на то, что перед тем как заблокировать все зажимные пластины и открыть форму, не следует снимать крюк, чтобы не допустить ослабления или поломки зажимной пластины и падения формы.

После того как пресс-форма установлена на место, дважды проверьте правильность работы всех механических частей. Убедитесь, что плита скольжения, штифт выталкивателя, конструкция отвода зубьев и концевой выключатель функционируют правильно. Также убедитесь, что сопло впрыска и порт подачи расположены на одной линии.

Теперь поговорим о следующем этапе - закрытии формы. В это время давление закрытия формы должно быть уменьшено. Во время ручного и низкоскоростного закрытия формы следует обратить внимание на то, нет ли неплавного движения и ненормального звука.

Процесс подъема пресс-формы на самом деле очень прост. Главное, что нужно делать аккуратно, - это то, что трудно отрегулировать центр затвора и сопла пресс-формы. Обычно центр можно отрегулировать с помощью пробной бумаги.

Повысьте температуру пресс-формы: В зависимости от используемого материала и размера пресс-формы подберите терморегулятор, который позволит довести температуру пресс-формы до необходимой для изготовления деталей.

После повышения температуры формы снова проверьте движение каждой детали, так как сталь может вызвать заклинивание формы после теплового расширения, поэтому обратите внимание на скольжение каждой детали, чтобы избежать деформации и вибрации.

Если на заводе не соблюдается правило экспериментального плана, рекомендуется при корректировке условий пробной пресс-формы одновременно корректировать только одно условие, чтобы исключить влияние изменения одного условия на продукт.

В зависимости от сырья, используемое сырье должно быть правильно запечено. Старайтесь использовать одно и то же сырье для пробной формы и будущего массового производства. Не пробуйте делать форму полностью из некачественных материалов. Если есть требования к цвету, можно одновременно организовать цветопробу.
При вторичной обработке часто возникают такие проблемы, как внутреннее напряжение. После пробного литья пресс-форму следует подвергнуть вторичной обработке, когда изделие будет стабильным. После медленного закрытия отрегулируйте давление смыкания и переместите пресс-форму несколько раз, чтобы проверить, нет ли неравномерного давления смыкания, чтобы избежать заусенцев и деформации пресс-формы.

После этого можно снизить скорость и давление закрытия пресс-формы, установить предохранительный ловитель и ход выталкивания, а затем отрегулировать нормальное закрытие пресс-формы и скорость закрытия пресс-формы. Если задействован конечный выключатель максимального хода, следует отрегулировать ход раскрытия пресс-формы, сделав его немного короче, и отключить высокоскоростное раскрытие пресс-формы до того, как пресс-форма достигнет своего максимального хода.

Это связано с тем, что в период загрузки пресс-формы высокоскоростной ход действия длиннее низкоскоростного на весь ход раскрытия пресс-формы. На пластмассовой машине механический выталкивающий стержень также должен быть отрегулирован так, чтобы действовать после полноскоростного открытия пресс-формы, чтобы избежать деформации выталкивающей плиты или разделительной плиты под действием силы.

Прежде чем приступить к формовке, проверьте следующее: Слишком длинный или слишком короткий ход подачи? Слишком высокое или слишком низкое давление? Скорость заполнения слишком быстрая или слишком медленная? Слишком длинный или слишком короткий цикл обработки?

Чтобы избежать коротких выстрелов, поломки, деформации, заусенцев и даже повреждения пресс-формы. Если время цикла слишком мало, выталкиватель продавит деталь насквозь или зачистное кольцо сдавит деталь. На удаление детали может уйти два-три часа. Если время цикла слишком велико, тонкие и слабые части сердечника могут сломаться из-за усадки резины.

Невозможно предугадать все проблемы, которые могут возникнуть во время испытания плесени, но продумывание и принятие мер поможет вам избежать больших и дорогостоящих проблем.

Основные этапы судебного разбирательства по делу о плесени
Чтобы не тратить время и силы впустую при массовом производстве, необходимо набраться терпения, настроить и контролировать различные условия обработки, найти оптимальный температурный режим и давление, а также разработать стандартные процедуры испытания пресс-форм, которые можно использовать каждый день.

Проверьте, правильно ли подобрана пластиковая смола в бочке и была ли она запечена в соответствии с правилами (при использовании разных пластиковых материалов для испытания и производства формы могут быть получены разные результаты).

Обязательно хорошо очистите трубку для материала, чтобы в форму не попала плохая резина или посторонний материал. Плохая резина и посторонние материалы могут заклинить форму. Убедитесь, что температура трубки для материала и температура формы соответствуют используемому материалу.

Изменяйте давление и объем впрыска, чтобы изделие выглядело хорошо. Но не допускайте вспышек, особенно если некоторые детали не полностью затвердели. Подумайте, прежде чем менять все настройки управления, потому что небольшое изменение скорости наполнения может сильно повлиять на результат.

Наберитесь терпения и подождите, пока состояние машины и формы стабилизируется. Даже на машине среднего размера может потребоваться подождать более 30 минут. Это время можно использовать для проверки возможных проблем с продуктом.

Время продвижения шнека не должно быть меньше времени, необходимого для застывания литникового пластика, иначе вес изделия уменьшится, что ухудшит его эксплуатационные характеристики. При нагревании формы время продвижения шнека также должно быть увеличено для уплотнения изделия.

Разумная регулировка сокращает общий цикл обработки. Запустите новые отрегулированные условия в течение не менее 30 минут, пока они не станут стабильными, а затем непрерывно изготовьте не менее дюжины образцов полной формы, отметьте дату и количество на контейнере и разместите их отдельно в соответствии с полостью формы, чтобы проверить их фактическую стабильность работы и получить разумные контрольные допуски (особенно ценно для многогнездных форм).
Измерьте и запишите важные размеры непрерывных образцов (перед измерением подождите, пока образцы остынут до комнатной температуры).
Проверьте размеры каждого образца пресс-формы и выясните: стабилен ли размер изделия; нет ли тенденции к увеличению или уменьшению некоторых размеров, что означает, что условия обработки на станке все еще меняются, например, плохой контроль температуры или давления масла; находится ли изменение размеров в пределах допустимого диапазона.

Если размер изделия не меняется и условия обработки нормальные, необходимо проверить, приемлемо ли качество изделия в каждой полости и находится ли его размер в пределах допустимого отклонения. Запишите номера полостей, которые постоянно больше или меньше среднего значения, чтобы проверить, правильно ли выбран размер пресс-формы.

Запишите параметры, полученные во время испытания пресс-формы
Записывайте и анализируйте данные по мере необходимости для изменения формы и условий производства, а также в качестве справочного материала для будущего серийного производства.

Увеличьте время обработки, чтобы стабилизировать температуру расплава и температуру гидравлического масла.
Отрегулируйте условия работы машины в соответствии с размером всех слишком больших или слишком маленьких изделий. Если скорость усадки слишком велика и продукт кажется недострелянным, можно увеличить размер затвора.

Если размер полости слишком большой или слишком маленький, исправьте это. Если размер полости и затвора по-прежнему хороший, попробуйте изменить условия работы машины, например скорость заполнения, температуру формы и давление каждой детали, и проверьте, не заполняются ли некоторые полости медленно.
Внесите коррективы, основываясь на условиях соответствия каждой полости изделия или смещения сердцевины, и, возможно, попробуйте еще раз отрегулировать скорость заполнения и температуру формы, чтобы сделать ее более равномерной.

Устраните проблемы литьё под давлением машины, такие как масляный насос, масляный клапан, регулятор температуры и т.д. Если вы не устраните эти проблемы, условия обработки изменятся. Даже если у вас самая лучшая пресс-форма, она не будет хорошо работать на машине, о которой вы не заботитесь.
После анализа всех записанных значений сохраните набор образцов, чтобы проверить и сравнить, улучшились ли исправленные образцы. Правильно сохраняйте все записи о проверке образцов во время испытания пресс-формы, включая различные давления в цикле литья под давлением, температуру расплава и пресс-формы.

температура трубки с материалом, время действия инжектора, период подачи шнека и т. д. Одним словом, сохраняйте все данные, которые помогут в будущем успешно установить те же условия обработки, чтобы получить продукцию, соответствующую стандартам качества.
В настоящее время температура пресс-формы часто игнорируется при испытаниях пресс-форм на заводах. При краткосрочных испытаниях пресс-форм и будущем массовом производстве температуру пресс-формы сложнее всего контролировать. Неправильная температура пресс-формы может повлиять на размер, яркость, усадку, линии потока и отсутствие материала образца. Если не использовать контроллер температуры пресс-формы для ее контроля, могут возникнуть трудности в будущем массовом производстве.

Модификация литьевых форм
Подготовка к модификации пресс-формы
Поймите, что хочет заказчик и каковы требования к изготовлению нового продукта; посмотрите на всю конструкцию, чтобы понять, какие детали нужно изменить, протестируйте и запишите, из какой стали сделана пресс-форма, насколько она твердая и т.д.

Нарисуйте оригинальную конструкцию пресс-формы, найдите детали, которые необходимо изменить, и отметьте их размер, положение, фаску и т.д.
Проектирование модификации пресс-формы
На основе требований к продукту сделайте проект модификации пресс-формы; измените структуру пресс-формы, полностью учтите сложность обработки и стоимость при проектировании; сделайте чертежи новой структуры пресс-формы и определите такие параметры, как размер, материал, твердость и т.д.

Обработка и изготовление модификаций пресс-форм
Разработка плана обработки и производства модификации пресс-формы, включая закупку материалов, изготовление, отладку и другие процессы. Выполнение обработки и производства на основе проектных чертежей для модификации пресс-формы, которая включает фрезерование, электроэрозионную обработку, резку проволокой и другие процессы.

Кроме того, выполните тонкую обработку с помощью настольных и шлифовальных станков. После завершения процесса модификации пресс-формы проведите тщательный контроль размеров и испытания, чтобы убедиться, что конструкция пресс-формы соответствует требованиям производства новых изделий.
Модификация и отладка пресс-форм
После завершения обработки пресс-формы проводится ее отладка. Она включает в себя регулировку температуры, давления, скорости и других параметров литья под давлением. Пресс-форму сушат и очищают от пыли, чтобы убедиться в отсутствии загрязнений в процессе литья под давлением. Пресс-форма тестируется и отлаживается на литьё под давлением машины для проверки размеров, дефектов, утечек и других условий работы пресс-формы.

Обслуживание после модификации пресс-формы
После использования пресс-формы ее необходимо чистить и обслуживать, чтобы предотвратить появление ржавчины и повреждений. Форму следует регулярно обслуживать и ремонтировать, включая замену изношенных деталей и очистку трубопровода нагревателя.

Когда пресс-форма больше не используется, ее следует хранить надлежащим образом и регулярно осматривать.
Ремонт литьевых форм
Предварительная подготовка
Прежде чем приступить к ремонту пресс-формы для литья под давлением, нам необходимо провести ряд проверок, чтобы понять специфику состояния ремонтируемой пресс-формы и обеспечить беспрепятственный ход работ по ее ремонту.

Проверьте конструктивные элементы пресс-формы, чтобы понять, где именно и в какой степени требуется ремонт. Изучите технологический процесс и производственные условия, в которых используется пресс-форма, чтобы понять, нужны ли изменения. Подготовьте необходимые инструменты и материалы для ремонта.
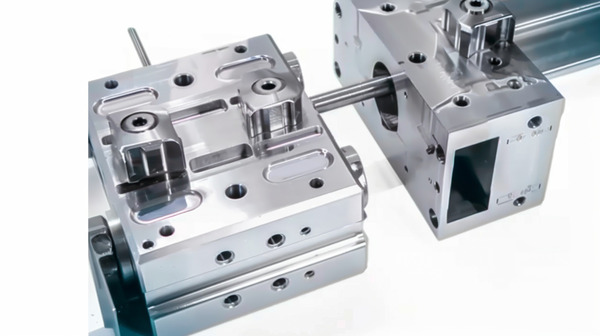
Разборка пресс-формы
При выполнении работ по ремонту пресс-формы ее необходимо сначала разобрать. В основном этот процесс включает в себя снятие подвижной и неподвижной плиты пресс-формы. Разделите пресс-форму на две части, левую и правую, и отсоедините их от стяжки. Снимите аксессуары, сердечник, полость, сопло, выталкиватель и другие детали пресс-формы.

Восстановите плесень
После удаления формы можно приступать к ее ремонту. Ремонт в основном включает в себя очистку и термообработку: пескоструйная обработка формы для удаления ржавчины, а затем термообработка. Ремонт сквозных отверстий: Обновление и ремонт сквозных отверстий пресс-формы, а также закрытие старых сквозных отверстий.

Форма: Восстановите поврежденные части формы, используйте шлифовальный круг, чтобы сгладить и отполировать ее. Напыление: Нанесите спрей на поверхность формы, чтобы создать защитную пленку на поверхности формы и увеличить срок ее службы.
Соберите форму
После того как ремонт закончен, можно собирать форму. Сборка выполняется главным образом для того, чтобы проверить, насколько хорошо отремонтированы различные части пресс-формы. Проведите испытание пресс-формы, чтобы проверить ее надежность. Проверьте и отрегулируйте установку и настройку пресс-формы.

Регулировка теста
После завершения сборки необходимо провести испытания и настройку. В ходе этого процесса проверяются машины и оборудование, используемые вместе с пресс-формой, чтобы убедиться, что они работают вместе и обеспечивают лучшие результаты производства.
Уход за плесенью
Пресс-формы для литья пластмасс под давлением нуждаются в регулярном обслуживании и уходе, чтобы обеспечить их правильную работу и долгий срок службы.

Правильные методы ухода за пресс-формой
Держите форму в чистоте: Когда вы используете пресс-форму, некоторые остатки расплавленного пластика или загрязнения будут прилипать к ее поверхности. Если вовремя не очистить ее, это повлияет на качество продукции. Поэтому регулярная очистка пресс-формы является очень важной работой по обслуживанию.

Вовремя устраняйте повреждения: В процессе эксплуатации пресс-форма может получить повреждения или износ, например, трещины, заусенцы и другие проблемы. Быстрое обнаружение и устранение этих проблем поможет продлить срок службы формы и предотвратить возникновение более серьезных проблем из-за повреждений.
Поддерживайте форму в смазанном состоянии: Детали пресс-формы необходимо смазывать во время работы, чтобы уменьшить трение и износ. Регулярная смазка и техническое обслуживание пресс-формы могут эффективно продлить срок ее службы.

Ключевые навыки обслуживания пресс-форм
Используйте форму правильно: При использовании формы следуйте инструкциям по эксплуатации, чтобы не перегрузить ее и не испортить.
Храните форму правильно: Формы, которые вы не используете, должны храниться правильно, чтобы уберечь их от влаги, солнца и других вредных веществ в воздухе. Кроме того, будьте осторожны, чтобы не столкнуть их друг с другом и не сломать.

Следите за плесенью: Следите за состоянием плесени, устраняйте проблемы по мере их возникновения, предотвращайте будущие проблемы и следите за тем, чтобы плесень продолжала работать.
Заключение
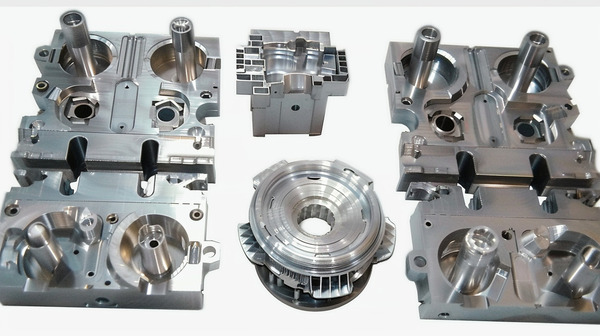
Пресс-формы для пластмасс - это инструменты, используемые в промышленности по переработке пластмасс для совмещения с машинами для литья пластмасс и придания изделиям из пластмасс законченной конфигурации и точных размеров. Поскольку существует множество типов и структур пластмасс, методов обработки, машин для литья пластмасс и изделий из них, существует также множество типов и структур пресс-форм для пластмасс.

Основной процесс производства пресс-форм для литья под давлением включает в себя принятие требований заказчика, проектирование пресс-формы, изготовление пресс-формы, контроль пресс-формы для литья под давлением, испытание пластиковой пресс-формы, модификацию пресс-формы для литья под давлением, ремонт пресс-формы для литья под давлением и техническое обслуживание пресс-формы.






