 Перейти к содержанию
Перейти к содержанию 

Введение: При литье под давлением заусенцы являются распространенным явлением. литьё под давлением дефектов, которые могут возникнуть. Некоторые из них вызваны проблемами с проектированием и изготовлением пресс-формы, другие - с процессом литья под давлением.

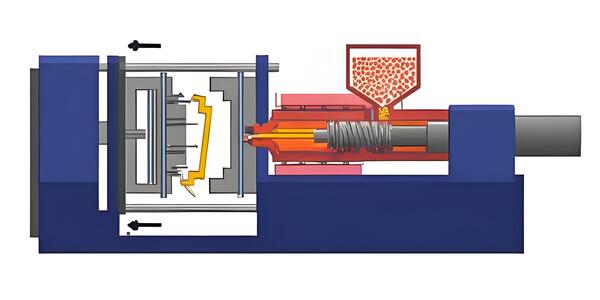
Сегодня мы рассмотрим, почему возникают заусенцы. Заусенцы обычно возникают на линии раздела, где расплавленный материал проходит между подвижной и неподвижной формами, на скользящей части ползуна, в зазоре между вставками, в отверстии выталкивающего штифта и т. д., вызывая чрезмерную вспышку на деталях.

Эта вспышка действует как рычаг во время формования, который еще больше увеличивает вспышку, вызывая локальную депрессию формы, образуя порочный круг увеличения вспышки во время формования. Дефекты литья под давлением обычно возникают при чрезмерном давлении впрыска, что приводит к образованию заусенцев в зазоре полости формы.

Поэтому, если вспышка обнаружена в самом начале, пресс-форму необходимо обрезать как можно скорее. В этой статье в основном рассматриваются причины возникновения вспышек и способы их устранения.

Каковы причины появления заусенцев?
Недостаточное усилие зажима
Если усилие смыкания мало по сравнению с проектируемой площадью литьевой детали, давление впрыска вызовет зазор между подвижной и неподвижной формами, что приведет к вспышке.

Это особенно актуально, когда боковой затвор расположен вблизи центра детали, поскольку такой тип затвора требует более высокого давления впрыска и с большей вероятностью вызовет вспышку.

Эту проблему можно решить, снизив давление впрыска или увеличив усилие смыкания. Иногда, если вы используете пластик, который хорошо течет при литье под низким давлением, он работает очень хорошо.

Местная плесень не очень подходит
Давайте поговорим о проблеме ослабления смыкания динамических и статических пресс-форм. Хотя сама пресс-форма зажимается плотно, когда мы используем для литья литьевую машину с механизмом смыкания типа "тумблер", это часто происходит из-за плохой параллельности пресс-формы или плохой регулировки устройства смыкания.
Например, несбалансированное зажатие с левой и правой стороны, то есть только одна сторона с левой и правой стороны зафиксирована, а другая сторона прикреплена неплотно. В это время необходимо отрегулировать тяги (две или четыре тяги) для балансировки и расширения.

Кроме того, существует еще одна проблема, связанная с плохим прилеганием формы. Особенно если в центре детали имеется формовочное отверстие, из-за опорной роли этой детали заусенцы также могут появиться при недостаточном усилии смыкания.
Другой тип - подвижный сердечник. Поскольку подвижный сердечник является подвижным механизмом, на нем часто появляются заусенцы, поэтому подбор подвижного сердечника очень важен. Особенно это касается левой и правой разъемной полуформы, на проекционную площадь ее боковой стороны также влияет давление формовки.

Если конструкция не может полностью выдержать это давление, часто появляются заусенцы. Что касается зазора между вставками и выталкивающим штифтом, то заусенцы не только будут расти по замкнутому кругу, но и увеличится сопротивление выталкиванию.
Причина - прогиб пресс-формы
Если пресс-форма недостаточно оригинальна, она будет прогибаться под давлением впрыска. В это время, если есть отверстие рядом с центром, вокруг него образуются заусенцы; а когда боковой затвор открывается через центральное отверстие, заусенцы также образуются вокруг отверстия и бегунка. Заусенцы, вызванные этой причиной, возникают из-за плохого изготовления пресс-формы, поэтому их трудно устранить. Усиление пресс-формы может уменьшить заусенцы.

Необоснованная структура плесени
Структура пресс-формы оказывает большое влияние на качество отформованных деталей. Если структура пресс-формы плохая, то на формованных деталях будут заусенцы. Например, если в пресс-форме есть острые углы, материал будет сжиматься и растягиваться, в результате чего образуются заусенцы.
Конструкция пресс-формы является одним из важных факторов, влияющих на качество продукции. При проектировании конструкции пресс-формы недостаточно учитываются требования к структуре и точности обработки пресс-формы, что приводит к неравномерной обработке поверхности пресс-формы, недостаточному начальному углу и другим проблемам, которые приводят к появлению заусенцев.

Плохая обработка поверхности пресс-формы
Когда вы используете поверхность формы, она изнашивается и на ней появляются трещины от нагрева. Если вы не обработаете поверхность формы должным образом, на ней также появятся заусенцы.
Посторонние частицы на поверхности пресс-формы
Если на сопрягаемой поверхности пресс-формы есть посторонние частицы, неизбежно возникнут заусенцы. Поэтому необходимо проверять поверхность пресс-формы до начала ее производства. Кроме того, после изготовления пресс-формы необходимо уделять внимание ее своевременной очистке и ежедневному обслуживанию, что позволит не только снизить вероятность возникновения проблем с пресс-формой, но и продлить срок ее службы.

Слишком большое впрыскивание расплава
Обычно этого не происходит. Обычно, когда вы настраиваете параметры машины, потому что у вас не хватает материала на месте или вы впрыскиваете слишком много расплава, чтобы предотвратить усадку, форма будет выпуклой, и вы получите вспышку. Это неправильный способ. Вам нужно увеличить время впрыска или время выдержки для получения формы.
Слишком хорошая текучесть пластика
Если поток расплава хороший, это не значит, что у вас будет вспышка. Однако если поток расплава слишком хорош, он может попасть в мельчайшие зазоры и вызвать вспышку. Чтобы избавиться от вспышки, можно снизить температуру расплава или давление впрыска, уменьшить температуру пресс-формы или скорость впрыска.
Проблемы с качеством сырья
Заусенцы на литьевых деталях могут быть вызваны проблемами с сырьем. Например, частицы пластика разного размера и слишком большое количество примесей повлияют на качество литья деталей под давлением. В это время необходимо начать с отбора и сортировки сырья и обработки сушкой.
Неправильный выбор материала
Выбранные материалы также важны для литьё под давлением успех. Если выбранный вами пластик плавится при слишком высокой температуре, это может привести к плохой текучести пластика и образованию заусенцев. Примеси в материале также могут стать причиной появления заусенцев.

Неправильный контроль температуры и давления при литье под давлением
Прежде чем приступить к литью под давлением, необходимо контролировать температуру и давление литья. Если температура и давление слишком высокие или слишком низкие, это повлияет на качество литьевого изделия. Например, если температура слишком высокая, пластик будет плохо растекаться, а если температура слишком низкая, изделие будет иметь плохую обработку поверхности и много заусенцев.
Давление впрыска - очень важный фактор в процессе литья под давлением. Если давление впрыска нестабильно, расплавленный пластик будет течь неравномерно, что приведет к сдавливанию и сдвигу пластика в пресс-форме, в результате чего образуются заусенцы.
Необоснованные параметры процесса литья под давлением
Образование заусенцев на литьевых деталях также связано с параметрами процесса литья под давлением. Например, необоснованные настройки таких параметров, как температура, давление и скорость впрыска, приводят к образованию заусенцев на литьевых деталях. Решение состоит в том, чтобы отрегулировать каждый параметр по отдельности в соответствии с конкретной ситуацией, чтобы обеспечить качество литья под давлением.
Если процесс литья под давлением не стандартизирован или неправильно организован, это также приведет к образованию заусенцев на литьевых деталях. Например, нестабильная температура во время литья под давлением, слишком долгое время впрыска и т. д. негативно влияют на литьевые детали.
Проблемы проектирования конструкции пресс-формы
Образование заусенцев на литьевых деталях также может быть связано с конструкцией пресс-формы. Часть пресс-формы, на которой появляются заусенцы, может быть вызвана остаточным газом, оставшимся в пресс-форме, или в ней могут быть отверстия. Необходимо проверить и улучшить пресс-форму, чтобы убедиться, что ее конструкция соответствует требованиям процесса литья под давлением.
Проблемы оборудования машины литья под давлением
Образование заусенцев на литьевых деталях также может быть связано с проблемами в самом оборудовании термопластавтомата. Если в термопластавтомате есть такие проблемы, как нестабильное давление и неравномерная температура, это приведет к появлению заусенцев на литьевых деталях. В это время необходимо проверить и отремонтировать термопластавтомат.

Каковы способы предотвращения и устранения заусенцев на деталях, изготовленных методом литья под давлением?
Улучшение структуры плесени
Чтобы избежать заусенцев, важно улучшить структуру пресс-формы. При проектировании пресс-формы обратите внимание на обработку переходов кромок и минимизируйте контактную поверхность пресс-формы, чтобы уменьшить экструзию и сдвиг. Чтобы повысить точность поверхности пресс-формы и качество обработки, а также уменьшить образование заусенцев, вы можете улучшить и спроектировать пресс-форму на основе недостатков в структуре пресс-формы и точности обработки.
Удаление заусенцев с плесени
Перед началом литья под давлением необходимо подготовить поверхность формы, чтобы сделать ее гладкой и ровной и предотвратить образование заусенцев. Для удаления заусенцев используются производственные пресс-формы и пуансоны. Это требует определенных затрат на изготовление пресс-формы (грубая форма + тонкая форма), а также может потребоваться пластиковая форма. Она подходит для изделий с простыми поверхностями раздела, а эффективность и эффект удаления заусенцев лучше, чем при ручной обработке.

Правильный выбор пластиковых материалов
Ключ к решению проблемы заусенцев - правильный выбор пластикового материала. Выбирайте материал в соответствии с характеристиками и требованиями, предъявляемыми к изделию, изготовленному методом литья под давлением, и обращайте внимание на чистоту и температуру плавления материала.
Используйте правильный материал
Выбор материала также влияет на качество поверхности изделия. Некоторые материалы склонны к образованию заусенцев, в то время как другие относительно менее склонны к образованию заусенцев. Поэтому при выборе материалов для литья под давлением учитывайте характеристики и применимость материала и выбирайте те материалы, которые менее склонны к образованию заусенцев.

Когда речь идет об изготовлении пресс-формы, выбор правильного формовочного материала также является ключом к уменьшению заусенцев. Выбор хороших материалов, таких как износостойкие материалы, может эффективно снизить износ поверхности пресс-формы и избежать образования заусенцев.
Разумная установка давления впрыска
Чтобы избежать образования заусенцев, необходимо стабилизировать давление впрыска в процессе литья под давлением. В процессе литья под давлением давление впрыска должно быть установлено разумно в соответствии со свойствами пластикового материала и структурой пресс-формы, чтобы обеспечить плавное течение пластика.
Внедрение стандартизированного процесса литья под давлением
Перед литьем под давлением вы можете контролировать температуру и давление впрыска, чтобы избежать заусенцев. Чтобы избежать заусенцев, необходимо стандартизировать процесс литья под давлением. При литье под давлением необходимо контролировать такие параметры, как температура, время впрыска и скорость впрыска. Вы же не хотите сделать что-то не так или чтобы произошло что-то странное.
Улучшите дизайн и производство пресс-формы: Улучшив конструкцию и производство пресс-формы, вы сможете сделать меньше заусенцев. Во-первых, убедитесь, что конструкция выхода пресс-формы хороша, чтобы не было заусенцев. Во-вторых, сделайте обработку пресс-формы более точной, сделайте поверхность пресс-формы лучше и сделайте меньше заусенцев.
Настройка параметров процесса литья под давлением
Чтобы уменьшить заусенцы, важно установить разумные параметры процесса литья под давлением. Вы можете отрегулировать температуру литья под давлением, давление литья под давлением, скорость литья под давлением и другие параметры, чтобы уменьшить заусенцы на поверхности изделия. Кроме того, вы можете использовать некоторые специальные процессы литья под давлениемТакие методы, как многоступенчатое литье под давлением, обратное литье под давлением и т.д., позволяют уменьшить образование заусенцев.
Процесс постобработки
Если на изделии есть заусенцы, вы можете использовать некоторые методы последующей обработки для их удаления. К распространенным методам последующей обработки относятся шлифовка, полировка, пескоструйная обработка и т. д. С помощью этих методов можно эффективно удалить заусенцы на поверхности изделия и улучшить его качество.

Периодическая зачистка больших пластиковых заусенцев
Чтобы предотвратить появление больших заусенцев, вызванных царапинами, необходимо регулярно подрезать их лезвием. В то же время рекомендуется проверить источник заусенцев, например, не вызваны ли они использованием работниками слишком острых инструментов для нанесения царапин, или не вызваны ли они неправильной эксплуатацией.
Преимущества этого метода в том, что он прост в эксплуатации и не требует специальных инвестиций, но метод обрезки неэффективен и не подходит для мелких заусенцев.

Ручное удаление заусенцев
На предприятиях общего профиля также используют этот метод, применяя напильники, наждачную бумагу и шлифовальные головки в качестве вспомогательных инструментов. Существуют ручные и пневматические напильники. Трудозатраты относительно высоки, эффективность не очень высока, трудно удалить сложные поперечные отверстия. Технические требования к рабочим не очень высоки, и он подходит для изделий с небольшими заусенцами и простыми конструкциями изделий.

Шлифование и снятие заусенцев
Этот тип удаления заусенцев включает в себя вибрацию, пескоструйную обработку, ролики и другие методы. В настоящее время на предприятиях используются следующие методы:Существует проблема неполного удаления заусенцев, и оставшиеся заусенцы могут потребовать ручной обработки или удаления заусенцев с помощью других методов. Подходит для малых и больших партий продукции.

Замораживание Зачистка заусенцев
Заусенцы быстро становятся хрупкими за счет охлаждения, а затем снаряд выстреливается для удаления заусенцев. Стоимость оборудования составляет около 200 000-300 000 юаней. Оно подходит для изделий с тонкими стенками и небольшим объемом.

Термическое удаление заусенцев
Также известны как термическое удаление заусенцев и удаление заусенцев взрывом. При пропускании горючего газа в печь оборудования, а затем использовании определенных сред и условий для мгновенного взрыва газа, энергия, выделяемая взрывом, используется для растворения и удаления заусенцев.

Оборудование дорогостоящее (миллионы долларов), имеет высокие требования к технологии эксплуатации, низкую эффективность и большие побочные эффекты (ржавчина, деформация). В основном оно используется в некоторых высокоточных деталях, таких как прецизионные детали для автомобилей и аэрокосмической промышленности.
Химическое удаление заусенцев
Используя принцип электрохимической реакции, металлические детали автоматически и выборочно очищаются от заусенцев. Подходит для внутренних заусенцев, которые трудно удалить, и небольших заусенцев (толщиной менее 7 проволочек) на таких изделиях, как насосы и клапаны.

Электролитическое удаление заусенцев
Метод электролитической обработки, при котором электролиз используется для удаления заусенцев с металлических деталей. Электролит является коррозийным, и детали, расположенные рядом с заусенцами, также подвергаются электролизу. Поверхность потеряет свой первоначальный блеск и даже нарушит точность размеров.
После удаления заусенцев заготовку следует очистить и защитить от ржавчины. Электролитическое удаление заусенцев подходит для удаления заусенцев из скрытых отверстий или деталей сложной формы. Он обладает высокой производительностью, а время удаления заусенцев обычно занимает от нескольких секунд до десятков секунд. Он подходит для удаления заусенцев с зубчатых колес, шатунов, корпусов клапанов, отверстий масляных каналов коленчатого вала и скругления острых углов.

Снятие заусенцев струей воды высокого давления
Используя воду в качестве среды, он применяет мгновенную ударную силу воды для удаления заусенцев и вспышек, образующихся после обработки, и одновременно достигает цели очистки. Оборудование дорогостоящее и в основном используется в сердце автомобилей и гидравлических системах управления машиностроительной техники.
Резюме
В этой статье рассказывается о причинах появления заусенцев на литьевых изделиях и способах их устранения. Заусенцы в основном возникают из-за недостаточного усилия смыкания, неплотного прилегания формы, прогиба формы, нерациональной структуры, плохой обработки поверхности, проблем с сырьем и неправильного контроля параметров литья под давлением.

Для решения этих проблем рекомендуется улучшить конструкцию и дизайн пресс-формы, выбрать подходящие материалы, разумно настроить давление впрыска, внедрить стандартизированные процесс литья под давлениеми применить процессы последующей обработки, такие как шлифовка и полировка.
Кроме того, оптимизация параметров процесса и регулярная обрезка позволяют эффективно снизить появление заусенцев и повысить общее качество деталей, изготовленных методом литья под давлением.







