 Перейти к содержанию
Перейти к содержанию 

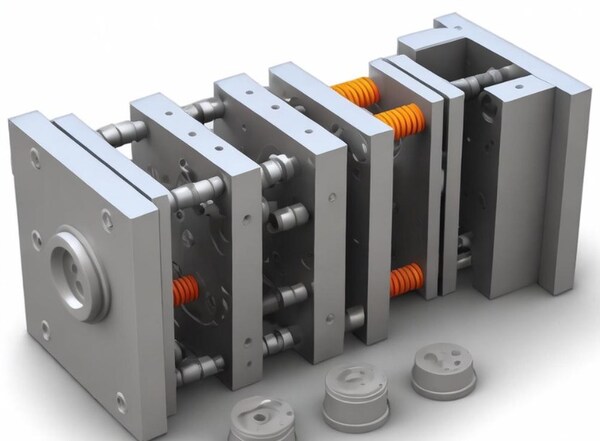
Введение: Пластиковая пресс-форма состоит из двух частей: подвижной и неподвижной. Подвижная форма находится на подвижном шаблоне термопластавтомата, а неподвижная - на неподвижном шаблоне термопластавтомата. При литье под давлением вы закрываете подвижную и неподвижную формы, чтобы создать систему заливки и полость.

Когда пресс-форма открывается, подвижная и неподвижная формы разделяются, чтобы извлечь пластиковое изделие. Структура пресс-формы может варьироваться в зависимости от типа и свойств пластика, формы и структуры пластикового изделия, а также типа инжекционной машины, но основная структура одинакова.

Пресс-форма в основном состоит из литниковой системы, системы контроля температуры, формовочной части и структурной части. В этой статье представлены компоненты пресс-форм для литья под давлением. Процесс изготовления пресс-формы улучшает качество продукции. В этой статье анализируется состав пресс-формы.

Структура литьевых форм подразделяется по функциям
Состоит из: системы заливки, системы контроля температуры, системы формовочных деталей, системы вытяжки, системы направляющих, системы выталкивания и т.д. Среди них система заливки и формовочные детали - это детали, которые находятся в непосредственном контакте с пластиком, изменяются вместе с пластиком и изделием. Они являются наиболее сложными и наиболее изменчивыми частями пресс-формы, требующими высочайшей чистоты и точности обработки.
Система контроля
Относится к части канала потока перед тем, как пластик попадает в полость из сопла, включая основной канал, отверстие для холодного материала, отводящий канал, затвор и т.д. Система затвора - это канал потока пластикового материала в литьевой форме, который непосредственно влияет на эффект заполнения и качество пластиковых деталей. Система затвора включает в себя главный канал, канал отвода, затвор и холодный колодец.
Основной и разветвленный бегунки служат для направления расплавленного пластикового материала к заполняющей части пресс-формы. Затвор - это вход пластикового материала из литьевой машины в пресс-форму. Холодный колодец используется для сбора излишков пластика, чтобы предотвратить появление дефектов в формованных деталях.

Главный бегун
Это часть пресс-формы, которая соединяет сопло инжекционной машины с ответвлением или полостью. Верхняя часть основного бегунка вогнута для соединения с соплом. Диаметр впускного отверстия основного бегунка должен быть немного больше диаметра сопла (0,8 мм), чтобы избежать переполнения и предотвратить блокировку обоих из-за неточного соединения.
Диаметр входного отверстия зависит от размера продукта, обычно 4-8 мм. Основной диаметр бегунка должен быть расширен внутрь под углом 3-5°, чтобы облегчить удаление остатков бегунка.

Это отверстие в конце основного бегунка для захвата холодного материала, образующегося между двумя выстрелами в конце сопла, что предотвращает засорение бегунка ответвления или затвора. Если холодный материал смешивается в полости, в формованной детали легко возникает внутреннее напряжение. Диаметр отверстия для холодной пули составляет около 8-10 мм, а глубина - 6 мм.
Чтобы облегчить процесс распалубки, его дно часто поддерживается распалубочным стержнем. Верхняя часть стержня должна быть выполнена в виде зигзагообразного крюка или утопленного желобка, чтобы выступ основного канала можно было плавно вытянуть во время формовки.

Отверстие для холодного слизняка
Это отверстие в конце основного канала для улавливания холодной пули, которая образуется между двумя выстрелами в конце сопла, чтобы не заблокировать канал ответвления или затвор. Если холодная пуля попадет в полость, в формованном изделии легко возникнет внутреннее напряжение. Диаметр отверстия для холодной пули составляет около 8-10 мм, а глубина - 6 мм.
Чтобы облегчить извлечение формы, дно формы часто поддерживается разделительным стержнем. Верхняя часть разделительного стержня должна иметь зигзагообразный крючок или утопленную канавку, чтобы выступ основного канала можно было легко вытащить при извлечении формы.

Канал филиала
Это канал, соединяющий главный канал и каждую полость в многогнездной пресс-форме. Для того чтобы расплавленный материал заполнял каждую полость с одинаковой скоростью, каналы ответвления на пресс-форме должны быть расположены симметрично и равноудаленно. Форма и размер поперечного сечения бегунка влияют на поток расплава пластмассы, формовку изделий и сложность изготовления пресс-формы.
Если рассматривать поток равного объема материала, то бегунок с круглым сечением имеет наименьшее сопротивление. Однако, поскольку цилиндрический бегунок имеет малую удельную поверхность, он плохо подходит для охлаждения выступов бегунка. Такой бегунок должен быть открыт на обеих половинах пресс-формы, что трудоемко и легко выравнивается.

Поэтому часто используются трапециевидные или полукруглые бегунки, которые открываются на одной половине формы с помощью разделительного стержня. Поверхность бегунка должна быть отполирована, чтобы уменьшить сопротивление потоку и обеспечить более высокую скорость заполнения.
Размер бегунка зависит от типа пластика, размера и толщины изделия. Для большинства термопластов ширина поперечного сечения бегунка не превышает 8 мм, наибольшая может достигать 10-12 мм, а наименьшая - 2-3 мм. Площадь поперечного сечения должна быть максимально уменьшена при соблюдении требований, чтобы избежать увеличения выступов бегунка и увеличения времени охлаждения.

Ворота
Это канал, соединяющий основной канал (или бегунок) и полость. Площадь поперечного сечения канала может быть такой же, как у основного канала (или канала ответвления), но обычно она меньше. Таким образом, это самая маленькая часть всей системы бегунов. Форма и размер затвора оказывают большое влияние на качество продукта.
Функция затвора заключается в регулировании скорости потока, предотвращении слишком раннего застывания расплава, хранящегося в этой части, и его обратного вытекания, а также в повышении температуры проходящего через него расплава за счет сильного сдвига, что позволяет снизить кажущуюся вязкость, улучшить текучесть и облегчить отделение продукта от системы бегунов.

Форма, размер и расположение литника зависят от свойств пластика, размера и структуры детали. Как правило, литник имеет прямоугольное или круглое сечение, небольшую площадь поперечного сечения и малую длину.
Это связано не только с вышеперечисленными функциями, но и с тем, что маленьким воротам легче стать больше, а большим - меньше. Место расположения ворот обычно выбирается там, где деталь имеет наибольшую толщину без ущерба для внешнего вида. Размер литника должен быть рассчитан с учетом свойств расплава пластмассы.

Это пространство в пресс-форме для литья пластмассовых изделий. Компоненты, используемые для формирования полости, в совокупности называются формовочными деталями. Каждая формовочная деталь часто имеет специальное название. Формовочные детали, определяющие внешний вид изделия, называются вогнутыми формами (также называются женскими формами), а детали, определяющие внутреннюю форму изделия (например, отверстия, канавки и т. д.), называются стержнями или пуансонами (также называются мужскими формами).
При проектировании формовочных деталей необходимо сначала определить общую структуру полости в соответствии с характеристиками пластика, геометрической формой изделия, допуском на размеры и требованиями к использованию.

Затем вам нужно решить, где расположить линию разделения, затвор и вентиляционное отверстие, а также как вынуть деталь. Затем нужно решить, как спроектировать каждую деталь и как соединить их вместе в зависимости от размера изготавливаемой детали. Когда пластик попадает в форму, на него оказывается сильное давление, поэтому вам нужно выбрать правильные детали и убедиться, что они достаточно прочные и жесткие.
Чтобы пластиковое изделие было гладким, красивым и легко поддавалось формовке, шероховатость Ra поверхности, соприкасающейся с пластиком, должна быть больше 0,32 мм, и она должна быть коррозионностойкой. Формованные детали обычно подвергаются термической обработке для повышения твердости и изготавливаются из коррозионно-стойкой стали.

Выхлопное отверстие
Это щелевидное отверстие для выхода воздуха, открытое в пресс-форме для выпуска исходного газа и газа, вносимого расплавленным материалом. Когда расплавленный материал впрыскивается в полость, воздух, первоначально хранившийся в полости, и газ, вносимый расплавом, должны выводиться наружу формы через выпускное отверстие в конце потока материала.
В противном случае изделие будет иметь поры, плохую сварку, неполное заполнение формы, и даже скопившийся воздух будет прожигать изделие из-за высокой температуры, возникающей при сжатии. Обычно вентиляционное отверстие может быть расположено в конце потока расплавленного материала в полости или на разделительной поверхности формы. В последнем случае на одной из сторон штампа открывается неглубокая канавка глубиной 0,03-0,2 мм и шириной 1,5-6 мм.

Во время впрыска из вентиляционного отверстия не будет вытекать много расплавленного материала, потому что расплавленный материал остынет и затвердеет там, перекрыв канал. Не открывайте выпускное отверстие на себя, иначе вас может забрызгать расплавленным материалом и поранить. Вы также можете использовать зазор между штоком выталкивателя и отверстием выталкивателя, зазор между блоком выталкивателя и зачистной пластиной и сердечником для выхлопа.
Система формования деталей
Это сочетание различных частей, образующих форму изделия, включая подвижную форму, неподвижную форму, полость (матрицу), сердечник (выпуклая форма), формовочный стержень и т.д. Сердечник образует внутреннюю поверхность изделия, а полость (матрица) - внешнюю поверхность изделия. После закрытия пресс-формы сердечник и полость образуют полость пресс-формы.

Иногда, в соответствии с технологическим процессом и требованиями производства, стержень и матрица состоят из нескольких частей, иногда они изготавливаются как единое целое, а вставки используются только в деталях, которые легко повредить и трудно обработать.
Система деталей пресс-формы включает в себя такие компоненты, как наклонные вершины и ползуны, которые являются основными компонентами для формы и структуры деталей пресс-формы, а заполнение и охлаждение пластиковых материалов достигается за счет смыкания и разделения. Вставки используются для специальных форм и требований к обработке деталей пресс-формы, таких как резьбовые отверстия и канавки, а наклонные вершины и ползуны используются для достижения наклона и сложных форм деталей пресс-формы.

Формовочная деталь имеет сердечник и матрицу. Сердечник формирует внутреннюю часть изделия, а матрица - внешнюю форму изделия. После закрытия формы сердечник и матрица образуют полость формы. Иногда сердечник и матрица состоят из нескольких частей, иногда они изготавливаются как одна деталь, а вставки используются только в деталях, которые легко ломаются и трудно изготавливаются.
Вытяжное отверстие - это щелевидное отверстие, открытое в пресс-форме для выпуска исходного газа и газа, вносимого расплавленным материалом.

Когда расплавленный материал впрыскивается в полость, воздух, первоначально накопленный в полости, и газ, приносимый расплавленным материалом, должны быть выпущены наружу формы через выпускное отверстие в конце потока материала, иначе изделие будет иметь отверстия, плохое соединение, неполное заполнение формы, и даже накопленный воздух будет сжиматься, создавая высокую температуру и сжигая изделие.
Обычно выпускное отверстие располагается в конце потока расплавленного материала в полости или на разделительной поверхности пресс-формы. Последняя представляет собой неглубокую канавку глубиной 0,03-0,2 мм и шириной 1,5-6 мм, открытую с одной стороны пресс-формы. Во время впрыска из выпускного отверстия не будет вытекать много расплавленного материала, так как расплавленный материал будет остывать и затвердевать там, перекрывая канал.

Вытяжное отверстие не должно быть открыто лицом к оператору, чтобы расплавленный материал случайно не выплеснулся и не травмировал людей. Кроме того, для вытяжки можно использовать зазор между штоком выталкивателя и отверстием выталкивателя, зазор между блоком выталкивателя и зачистной плитой и сердечником и т. д.
Система контроля температуры
Чтобы соответствовать температурным требованиям процесса впрыска, необходима система контроля температуры для регулировки температуры пресс-формы. Для пресс-форм для литья термопластов главное - разработать систему охлаждения пресс-формы (пресс-форма может также нагреваться).

Обычный метод охлаждения пресс-формы заключается в открытии канала охлаждающей воды в пресс-форме и использовании циркулирующей охлаждающей воды для отвода тепла от пресс-формы; помимо использования охлаждающей воды для пропуска горячей воды или горячего масла, пресс-форма может также нагреваться путем установки электрических нагревательных элементов внутри и вокруг пресс-формы.
Система контроля температуры используется для управления рабочей температурой пресс-формы, чтобы обеспечить качество и эффективность производства формованных деталей. Система контроля температуры включает в себя такие компоненты, как водоводы, водяные колодцы, сопла водоводов, спиральные водоводы, нагревательные и охлаждающие стержни.

Водовод и водяной колодец используются для циркуляции охлаждающей воды для контроля температуры формы. Форсунки и спиральные водоводы используются для усиления эффекта охлаждения. Нагревательные и охлаждающие стержни используются для регулировки скорости нагрева и охлаждения пресс-формы.
Структурные части
К ним относятся различные детали, составляющие конструкцию пресс-формы, в том числе: направляющие стойки, выталкивающие штифты, вытягивающие стержни и различные части линии разделения. Например, передние и задние плиты смыкания, передние и задние шаблоны смятия, плиты давления, колонны давления, направляющие колонны, плиты зачистки, стержни зачистки и возвратные стержни.

Компоненты путеводителя
Чтобы обеспечить точное выравнивание подвижной и неподвижной пресс-форм при закрытии пресс-формы, в ней должны быть установлены направляющие компоненты. В пресс-форме для литья под давлением обычно используются четыре комплекта направляющих стоек и направляющих втулок. Иногда для облегчения позиционирования на подвижной и неподвижной пресс-форме устанавливаются внутренние и внешние конические поверхности, которые совпадают друг с другом.

Механизм выброса
Когда вы открываете пресс-форму, вам нужно что-то, чтобы выталкивать или вытягивать пластиковую деталь и воду из бегунка. Толкающая плита и выталкивающая плита используются для удержания выталкивающего стержня. Сбросной стержень обычно закреплен в выталкивающем стержне, и он сбрасывает толкающую плиту при закрытии подвижной и неподвижной пресс-форм.

Механизм вытягивания бокового ядра
Некоторые пластиковые изделия с боковыми углублениями или боковыми отверстиями необходимо разделить по бокам перед выталкиванием. После извлечения боковой сердцевины они могут быть расформованы плавно. В это время в пресс-форме необходимо установить механизм для вытягивания боковой сердцевины.
Стандартная рамка для пресс-формы
Чтобы уменьшить объем работы по проектированию и изготовлению пресс-форм, в большинстве литьевых форм используются стандартные рамы.

Выхлопная система
Вытяжная система предназначена для удаления воздуха из полости и газа, образующегося при расплавлении пластика в процессе литья под давлением. Если выхлопная система не отлажена, на поверхности изделия будут оставаться следы газа, прожоги и другие дефекты. Выхлопная система литьевой формы обычно представляет собой желобообразное отверстие, открытое в пресс-форме для удаления воздуха из полости и газа, поступающего с расплавленным материалом.
Когда горячий материал попадает в отверстие, воздух, который уже был в отверстии, и воздух, который попал туда вместе с горячим материалом, должны выйти из отверстия в конце отверстия, куда попадает горячий материал, иначе вещь, которую вы делаете, будет иметь отверстия, не будет хорошо держаться, не заполнится до конца, и, возможно, воздух, который застрял, будет сжиматься, нагреваться и сжигать вещь, которую вы делаете.

Обычно отверстие располагают там, где горячий материал попадает в отверстие, или на месте, где две части отверстия расходятся. Второй способ - открыть неглубокую канавку глубиной 0,03-0,2 мм и шириной 1,5-6 мм на одной стороне вогнутой формы. Во время впрыска из выпускного отверстия будет просачиваться не так много расплавленного материала, потому что он будет остывать, затвердевать и перекрывать канал.
Вытяжное отверстие не должно быть открыто лицом к оператору, чтобы расплавленный материал случайно не выплеснулся и не поранил людей. Кроме того, зазор между штоком выталкивателя и отверстием выталкивателя, зазор между блоком выталкивателя и зачистной плитой и сердечником также могут быть использованы для вытяжки.

Вытяжная система используется для удаления газа, образующегося в процессе литья под давлением, для предотвращения образования пузырей и дефектов. Выхлопная система включает в себя выхлопной штифт, выхлопную поверхность, выхлопную иглу и выхлопное отверстие. Разумный дизайн и расположение выхлопной системы могут эффективно улучшить качество и внешний вид литых деталей. Выбирайте Zetar Mold для производства и обработки, технология гарантирована, а цикл поставки соответствует требованиям заказчика.
Система гидов
Система направляющих предназначена для обеспечения точного совмещения подвижной и неподвижной пресс-форм при закрытии пресс-формы, для чего в пресс-форму устанавливается направляющий компонент. В литьевой пресс-форме для формирования направляющего компонента обычно используются четыре комплекта направляющих штифтов и направляющих втулок. Иногда для облегчения позиционирования на подвижной и неподвижной пресс-форме устанавливаются внутренние и внешние конусы, соответствующие друг другу.

Система позиционирования направляющих используется для обеспечения правильного положения пресс-формы и ее перемещения во время работы. Она включает в себя направляющие штифты и направляющие втулки, конические блоки позиционирования и блоки позиционирования под нулевым градусом.
Направляющие штифты и направляющие втулки - это основные части системы позиционирования пресс-формы. Они обеспечивают правильное положение пресс-формы, хорошо прилегая друг к другу. Конические блоки позиционирования и блоки позиционирования с нулевым градусом используются для того, чтобы пресс-форма выстраивалась сама по себе и чтобы она выстраивалась очень хорошо.

Система эжекторов
Обычно включает в себя: выталкивающие штифты, передние и задние плиты выталкивающих штифтов, направляющие штифты, возвратные пружины выталкивающих штифтов, стопорные винты плит выталкивающих штифтов и другие детали. Когда изделие сформировано и охлаждено в пресс-форме, передняя и задняя формы пресс-формы разделяются и открываются, а выталкивающие штифты выбрасываются в литьевую форму.
Выталкиватель литьевой машины выталкивает или втягивает пластиковое изделие и конденсат в проточном канале из полости формы и положения проточного канала для следующего цикла литья под давлением.

Система выталкивателей - это система, используемая для выталкивания формованных деталей из пресс-формы, включая выталкивание штифтом, выталкивание нажимной плитой и другие методы. Конструкция и выбор системы выталкивателя определяются в зависимости от формы, материала и размера формованных деталей, чтобы обеспечить целостность формованных деталей и эффект выталкивания.
Пресс-формы для литья под давлением делятся по структуре
Рамы пресс-форм, стержни пресс-форм, вспомогательные детали, вспомогательные системы, вспомогательные установки, механизмы обработки мертвых углов и другие детали - все это, как правило, входит в состав пресс-форм для литья под давлением.

Рамка для пресс-формы
Обычно нам не нужно его разрабатывать, и мы можем купить его непосредственно у производителя стандартного основания пресс-формы, что экономит много времени на разработку пресс-формы, поэтому его называют стандартным основанием пресс-формы для литья под давлением. Это самая основная часть пресс-формы для литья под давлением.
Сердечник пресс-формы
Сердечник пресс-формы - самая важная часть пресс-формы. Именно в ней формируется пластмассовое изделие и на нее уходит большая часть времени обработки. Однако некоторые пресс-формы, в отличие от более простых, не имеют сердцевины. Изделие формируется непосредственно на шаблоне. Большинство ранних литьевых форм были именно такими, что было относительно отсталым явлением.

Вспомогательные детали
Вспомогательные детали, обычно используемые в литьевых формах, включают позиционирующие кольца, втулки литника, выталкиватели, штифты съемника, опорные колонны, направляющие колонны и направляющие втулки плиты выталкивателя, мусорные гвозди и т. д. Некоторые из них являются стандартными деталями и могут быть заказаны непосредственно при заказе рамы пресс-формы, а некоторые необходимо разработать самостоятельно.
Вспомогательная система
К вспомогательным системам литьевых форм относятся: система заливки, система выталкивания, система охлаждения и выхлопная система. Иногда, поскольку температура используемого пластика должна быть нагрета до очень высокой температуры, некоторые пресс-формы также оснащаются системой нагрева.

Вспомогательные настройки
К вспомогательным параметрам литьевых форм относятся отверстия для проушин, отверстия КО (отверстия для выталкивающих стержней) и т.д.
Технологическая структура "Мертвый угол
Если пластиковое изделие имеет мертвый угол, пресс-форма также будет иметь одну или несколько конструкций для обработки мертвого угла. Например, ползуны, наклонные выталкиватели, гидравлические цилиндры и т. д. В большинстве отечественных книг этот механизм для обработки мертвых углов называется "механизм вытягивания стержня".

Компоненты для литья под давлением
Система форсунок
Система форсунок используется для впрыска расплавленного пластика в форму для формования изделий. Она включает в себя такие компоненты, как сопла и наконечники сопел. Она управляет открытием и закрытием сопла и потоком расплавленного пластика для достижения литья изделия под давлением. Система сопел должна обладать хорошей герметичностью и износостойкостью, чтобы обеспечить нормальное впрыскивание пластика и качество изделия.

Сиденье для формы
Седло пресс-формы - это основная часть литьевой формы, которая поддерживает и фиксирует всю конструкцию формы. Обычно оно изготавливается из высококачественной легированной стали и обладает достаточной прочностью и жесткостью, чтобы выдерживать давление и экструзию в процессе литья под давлением.

Система эжекторов
Система выталкивателей используется для выталкивания отформованного изделия из формы. Она включает в себя такие компоненты, как выталкивающие штоки и выталкивающие плиты, а выталкивание изделия происходит за счет движения выталкивающего штока. Система выталкивателя должна обладать достаточной прочностью и стабильностью, чтобы обеспечить эффект выталкивания и эффективность производства изделия.

Фиксированная пластина
Неподвижная плита расположена над основанием пресс-формы и используется для крепления различных компонентов пресс-формы. Обычно она изготавливается из высококачественной легированной стали и обладает достаточной прочностью и жесткостью, чтобы обеспечить стабильность и жесткость пресс-формы в процессе литья под давлением.

Система охлаждения
Система охлаждения используется для контроля температуры пресс-формы, чтобы обеспечить качество продукции и эффективность производства. Она включает в себя такие компоненты, как каналы для охлаждающей воды и охлаждающие устройства, которые отводят тепло от пресс-формы посредством циркуляции охлаждающей воды. Система охлаждения должна быть спроектирована разумно, чтобы обеспечить равномерное охлаждение всех частей пресс-формы во избежание напряжения и деформации.
Сердечник и полость
Сердечник и полость - самые важные части литьевой формы. Они определяют форму и размер конечного изделия. Сердечник - это внутренняя часть изделия, а полость - внешняя форма изделия. Сердечник и полость обычно изготавливаются из высококачественной инструментальной или быстрорежущей стали. Они подвергаются механической и термической обработке для придания им твердости и износостойкости.

Система слайдеров
Система ползунов используется для изготовления сложных конструкций изделий и внутренних полостей. Она состоит из таких частей, как ползуны, направляющие штифты, направляющие втулки и т. д., которые обеспечивают открытие и закрытие пресс-формы и ее перемещение путем скольжения или вращения. Система ползунов должна быть очень точной и стабильной, чтобы обеспечить правильную форму и размер изделия.
Конструктивный состав машин для литья под давлением
Универсальная машина для литья под давлением состоит из устройства впрыска, устройства смыкания пресс-формы, гидравлической системы передачи и электрической системы управления. Основная задача устройства впрыска - расплавить пластик и впрыснуть определенное количество расплавленного материала в полость формы с достаточным давлением и скоростью. Устройство впрыска состоит из компонентов пластификации (шнек, ствол и сопло), бункера, передаточного устройства, дозирующего устройства, цилиндров впрыска и перемещения и так далее.

Устройство для зажима пресс-формы
Устройство смыкания пресс-формы отвечает за открытие и закрытие пресс-формы, обеспечение надежного закрытия пресс-формы во время впрыска и выталкивание продукта. Устройство смыкания пресс-формы в основном состоит из передних и задних неподвижных шаблонов, подвижных шаблонов, тяг, соединяющих передние и задние шаблоны, цилиндров смыкания пресс-формы, механизмов шатунов, устройств регулировки пресс-формы и устройств выталкивания изделия.
Гидравлическая система и электрическая система управления
Его работа заключается в том, чтобы убедиться, что машина для литья под давлением работает правильно и качественно (давление, скорость, температура, время) и выполняет все этапы процесса в правильном порядке.

Гидравлическая система машины для литья пластмасс под давлением состоит из различных гидравлических частей, труб и прочего, что помогает ей работать, а электрическая система управления состоит из различных электрических устройств и инструментов. Гидравлическая и электрическая системы работают вместе, обеспечивая мощность и управление термопластавтоматом.
Заключение
IПресс-формы для литья под давлением состоят из нескольких основных частей, в основном включающих основание пресс-формы, систему выталкивателей, неподвижную плиту, систему скольжения, сердцевину и полость, систему охлаждения и систему сопел. Основание пресс-формы поддерживает всю конструкцию, система выталкивателей выталкивает готовое изделие, неподвижная плита стабилизирует компоненты, система скольжения обрабатывает сложные формы, сердцевина и полость определяют форму изделия, система охлаждения регулирует температуру, а система сопел впрыскивает пластик.

Кроме того, она включает в себя систему контроля температуры, вытяжную систему, направляющую систему и систему выталкивания, которые используются для контроля температуры формы, выхлопных газов, точного позиционирования формы и выталкивания продукта.
Процесс изготовления пресс-формы улучшает качество продукции, В пресс-форме для литья под давлением узел впрыска впрыскивает расплавленный пластик в форму через литьевой шнек и попадает в полость через литниковую втулку, обеспечивая точность формовки и высокое качество продукции.

Совместная работа этих компонентов обеспечивает бесперебойное протекание процесса литья пластмассы под давлением и высокое качество конечного продукта.







