 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: O ciclo de moldagem por injeção é muito importante. Afecta a quantidade de trabalho que se faz e o dinheiro que se ganha. Por isso, no processo de fabrico, queremos fazer o trabalho rapidamente, mas também queremos ter a certeza de que as peças são boas.Este artigo aborda principalmente a forma de reduzir o tempo de ciclo de moldagem por injeção na indústria de moldagem por injeção.

Quais são os tempos de ciclo da moldagem por injeção?
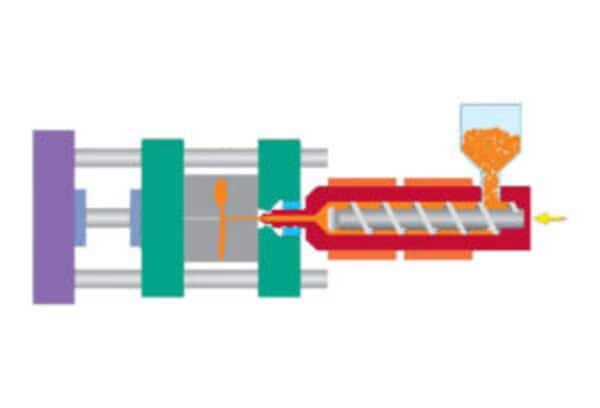
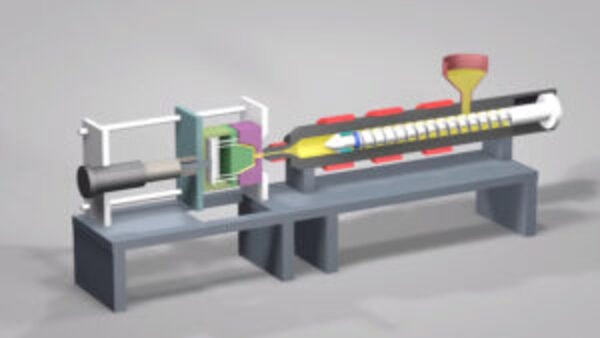
O ciclo de moldagem é o tempo total necessário para que o moldagem por injeção máquina para fazer uma peça de plástico. Num ciclo de moldagem, as partes móveis da unidade de injeção e a unidade de fixação da máquina de moldagem por injeção movem-se uma vez numa ordem definida.
Componentes do ciclo de moldagem por injeção
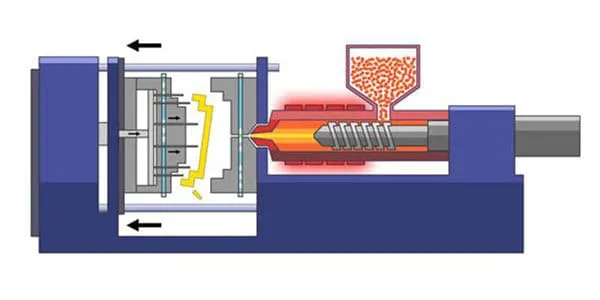
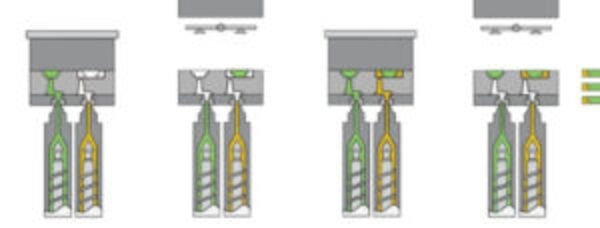
O ciclo de injeção é composto por tempo de injeção (enchimento do molde), tempo de espera, tempo de arrefecimento e alimentação (incluindo pré-plastificação), abertura do molde (remoção do produto), operações auxiliares (tais como aplicação de agente desmoldante, colocação de inserções, etc.) e tempo de fecho do molde.

Em todo o ciclo de moldagem, o tempo de arrefecimento e o tempo de injeção são os mais importantes e têm uma influência decisiva no desempenho e na qualidade do produto. O ciclo de injeção é um fator importante do processo que afecta a moldagem por injeção. De um modo geral, os elementos que compõem o ciclo de moldagem incluem.
Hora de fecho
Este é o tempo necessário para que o molde feche. O tempo de abertura e fecho do molde é determinado pelo curso de abertura do molde e pela velocidade de fecho do molde da máquina de moldagem por injeção.

Uma vez que o molde tem massa, se a velocidade de fecho do molde for demasiado rápida, o molde pode ficar danificado devido à energia cinética durante o fecho do molde, pelo que a travagem deve ser considerada.
Tempo de enchimento
O tempo de enchimento é o tempo que a resina fundida demora a preencher a cavidade depois de entrar no molde através do canal.
O tempo de enchimento depende da velocidade de injeção da moldagem por injeção máquina (em aplicações reais, depende da velocidade de movimento do parafuso ou pistão de injeção e do diâmetro do cilindro de injeção, volume/tempo de injeção = taxa de injeção (cm3/seg.)).
Além disso, é afetado pela viscosidade da resina fundida. Se o tempo de enchimento for curto, a velocidade de enchimento da resina é demasiado rápida, o que pode fazer com que a resina se queime ou gere gás. Por outro lado, se o tempo de enchimento for demasiado longo, podem aparecer marcas de fluxo e linhas de soldadura óbvias na superfície do produto moldado.
Tempo de retenção
O tempo de retenção é o tempo que tem de manter a pressão depois de o molde estar cheio de plástico até a porta congelar. Se mantiver a pressão durante demasiado tempo, terá dificuldade em retirar a peça do molde.
Tempo de arrefecimento
O tempo de arrefecimento é o tempo necessário para que a peça moldada, o canal e o jito arrefeçam e solidifiquem até um certo ponto depois de terminada a pressão de retenção.

Normalmente, o tempo do processo de arrefecimento é o mais longo do ciclo de moldagem. A parte mais espessa do molde determina o tempo de arrefecimento. Isto aplica-se não só à peça moldada, mas também ao canal e ao jito.
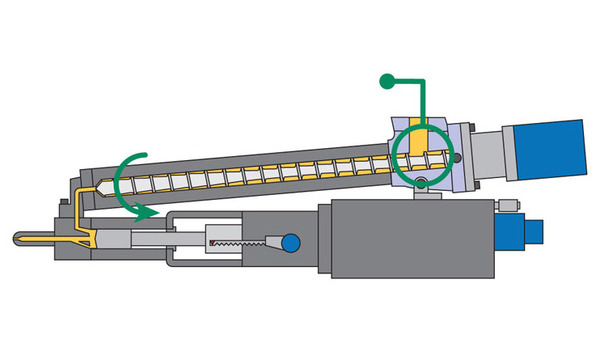
Tempo de Plastificação
O tempo necessário para derreter o plástico é designado por tempo de plastificação. Normalmente, o tempo de plastificação é feito ao mesmo tempo que o tempo de arrefecimento e é mais curto do que o tempo de arrefecimento. Se aumentar a velocidade da rosca mais do que o necessário para encurtar o tempo de plastificação, o ar pode ficar preso no plástico ou este pode queimar.

Hora de abertura do molde
É o tempo que o molde demora a abrir. O tempo de abertura e fecho do molde depende do curso de fecho do molde e da velocidade de abertura do molde da máquina de moldagem por injeção. Além disso, por vezes, a velocidade de abertura do molde tem de ser aberta lentamente no início para evitar riscos ou uma desmoldagem deficiente quando a peça é desmoldada da cavidade.

Tempo de remoção
O tempo necessário para retirar a peça moldada do molde. Isto inclui o tempo que demora a empurrar a peça para fora e o tempo que demora o robot a agarrá-la.
Principais formas de encurtar o ciclo de moldagem
A principal razão para utilizar moldes de moldagem automáticos de alta velocidade é encurtar o ciclo de moldagem por injeção até ao limite do moldagem por injeção A capacidade de plastificação da máquina, de modo a melhorar a qualidade das peças de plástico, poupar mão de obra e melhorar a eficiência da produção. As principais formas de encurtar o ciclo de moldagem são as seguintes.

Reduzir o tempo de injeção
Tempo de injeção: O tempo de injeção inclui o tempo de alimentação e o tempo de retenção. O tempo de alimentação refere-se ao momento em que a rosca avança rapidamente para empurrar o material fundido plastificado para dentro do molde. O tempo necessário para encher a cavidade do molde é normalmente de 3 a 5 segundos.
Para peças de plástico com elevada viscosidade de fusão e taxa de arrefecimento rápida, deve ser utilizada a injeção rápida para reduzir o tempo de alimentação da fusão. O tempo de espera refere-se ao tempo de residência após o parafuso avançar e injetar, ou seja, os canais de arrefecimento conformes do material fundido que entra na cavidade e o tempo de alimentação da pressão de injeção.
Durante este período de tempo de injeção, a proporção de tempo é relativamente grande, geralmente cerca de 20 a 120 s. A forma da peça de plástico é simples, a forma é pequena e o tempo de espera é curto. Se a peça de plástico for grande e a espessura da parede for grande, o tempo de espera é maior.
Para encurtar o tempo de injeção, é necessário utilizar uma pressão de injeção mais elevada para encurtar o tempo de enchimento da massa fundida. Isto requer a utilização de portas com áreas de secção transversal mais pequenas, tais como portas pontuais e portas laterais.
Uma vez que estas portas têm uma pequena área de secção transversal, quando o material solidificado passa através delas, irá gerar uma elevada taxa de cisalhamento e novo calor devido à fricção a alta velocidade, o que irá aumentar a fluidez do material fundido e fazer com que o material preencha rapidamente a cavidade.
Para este efeito, o canal deve ser tão curto quanto possível. Se for utilizado um sistema de canais sem canal ou de canal quente, a extremidade dianteira do bico pode estar diretamente em contacto com o canal, o que reduz significativamente a resistência ao fluxo e favorece a redução do tempo de injeção.
Manter todas as partes das peças moldadas a uma temperatura adequada. Durante o processo de injeção, devido à dissipação de calor do canal e do corpo do molde, quando o plástico fundido chega ao fim do processo, a sua temperatura diminui gradualmente, fazendo com que a cavidade final fique incompleta.
Para evitar este fenómeno, a temperatura do molde deve ser mais elevada no final do processo. Para evitar marcas de soldadura, a temperatura do molde deve ser ligeiramente mais elevada nas áreas onde as marcas de soldadura são propensas a ocorrer.

Por esta razão, são por vezes utilizados métodos de aquecimento local, ou a densidade dos canais de circulação de água é utilizada para equilibrar o calor, ou seja, a saída do canal de circulação de água é definida no final do processo (a temperatura da água à saída do canal de água é superior à da entrada) para ajustar o equilíbrio da temperatura do molde e assegurar a fluidez do material fundido no final da fundição.
Instalar os dispositivos de exaustão e transbordo necessários. Durante a moldagem a alta velocidade, uma vez que a pressão de injeção é elevada e o plástico fundido enche a cavidade rapidamente, se o ar na cavidade não puder ser descarregado rapidamente e a tempo, afectará a qualidade da peça de plástico e causará defeitos de injeção. Por conseguinte, deve ser plenamente considerado durante o projeto.
Se necessário, colocar ranhuras de escape. De um modo geral, instalar ranhuras de escape adequadas e os dispositivos de extravasamento necessários na superfície de separação e no final de cada processo.
Reduzir o tempo de arrefecimento e solidificação da fusão
Tempo de arrefecimento: O tempo de arrefecimento é o tempo necessário para que a peça de plástico arrefeça e solidifique após a injeção da massa fundida. O tempo de arrefecimento está relacionado com a espessura da peça de plástico, as propriedades do material e a temperatura do molde.

Em geral, quanto mais curto for o tempo de arrefecimento, melhor, desde que a peça de plástico não se deforme quando é desmoldada. O tempo de arrefecimento das peças de plástico situa-se normalmente entre 30 e 120 segundos.
O tempo de arrefecimento e solidificação da massa fundida é responsável por uma grande parte do processo de injeção. Por conseguinte, melhorar a eficiência de arrefecimento do molde e encurtar o tempo de arrefecimento e solidificação são uma das formas mais eficazes de encurtar o ciclo de moldagem.

Melhorar a eficiência global de arrefecimento do molde. De um modo geral, o arrefecimento do corpo do molde é conseguido pela água no circuito de circulação da água, que retira o calor para conseguir o arrefecimento do molde.
Depois de criar um bom circuito de arrefecimento, o problema mais importante é aumentar o fluxo de água de arrefecimento e tentar reduzir a diferença de temperatura entre a saída e a entrada da água de arrefecimento, especialmente para moldes de moldagem automatizados de alta velocidade, a diferença de temperatura entre a saída e a entrada deve ser controlada dentro de 3°C.

O método de ligação paralela do canal de água de arrefecimento é mais eficaz, especialmente no verão, quando é utilizada água da torneira, deve ser instalado um dispositivo especial de arrefecimento e distribuição de água de arrefecimento. A sua função é que a água que sai da saída do canal de água do corpo do molde tenha uma determinada temperatura.
Após o arrefecimento através do dispositivo de arrefecimento, a água flui para a entrada do canal de água com uma bomba de água especial, que pode melhorar a eficiência do arrefecimento e pode ser reciclada para poupar água.
O circuito da água de arrefecimento é colocado o mais próximo possível da peça de plástico moldada e uma estrutura de bloqueio de fluxo em forma de degrau ou em forma de rosca grossa é processada na parede lateral. Neste momento, o fluxo de água de arrefecimento colidirá com a parte do degrau ao regressar e obterá calor do núcleo.
A água de arrefecimento que retira o calor salpicará a parte do degrau e colidirá com a água de arrefecimento que entra, aumentando assim a área de contacto entre a água de arrefecimento e o corpo do núcleo e aumentando o efeito de arrefecimento.
Quando a forma desejada do núcleo é esguia, porque o volume do núcleo é pequeno, a temperatura aumenta facilmente durante a moldagem e não é fácil dissipar o calor e arrefecer, o que tem um grande impacto no ciclo de moldagem, sendo necessário instalar um dispositivo de arrefecimento.
No entanto, quando o canal de água de arrefecimento não pode ser instalado a partir do interior, pode ser selecionada uma liga de cobre-berílio com boa condutividade térmica.
Para conseguir um arrefecimento equilibrado dos moldes de moldagem automatizados de alta velocidade, por vezes é necessário um arrefecimento e um aquecimento locais numa determinada peça. No processo de moldagem automatizada de alta velocidade, o problema de arrefecimento do rotor não pode ser ignorado.
Se o sistema de câmara fria for utilizado para moldagem por fundição, uma vez que a câmara principal e a câmara secundária são relativamente grandes, o seu tempo de arrefecimento será relativamente prolongado, ou seja, o ciclo de moldagem será prolongado ao mesmo tempo. Por conseguinte, é necessário criar um circuito de arrefecimento no corredor.

Reduzir o tempo auxiliar
O tempo auxiliar é o tempo no ciclo de moldagem, exceto para a manutenção da pressão de injeção e o processo de arrefecimento e solidificação, ou seja, o tempo desde a abertura até ao fecho do molde.
Durante este tempo, as peças de plástico e o condensado fundido são desmoldados para caírem automaticamente do molde, os detritos na área de moldagem do corpo do molde são removidos e as peças móveis são repostas durante o processo de fecho do molde.

A proporção de tempo que ocupam não é grande, mas cada segundo conta no processo de moldagem automatizada de alta velocidade. A fim de encurtar o tempo auxiliar, o método de sopro de ar comprimido é frequentemente utilizado para remover automaticamente os detritos antes do fecho do molde.
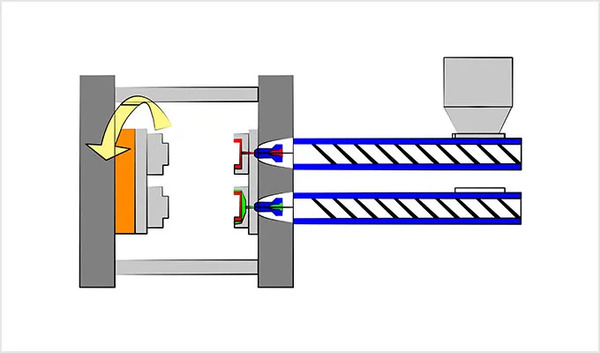
Utilizar a máquina de moldagem por injeção de alta velocidade
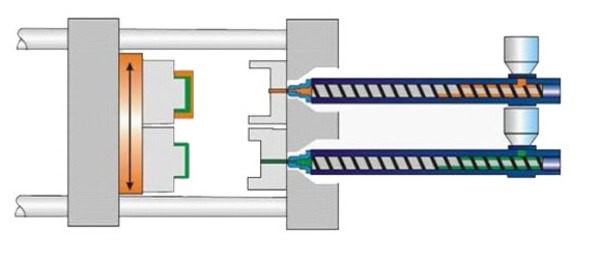
O moldagem por injeção A máquina de moldagem por injeção tem as seguintes etapas: fusão do plástico, moldagem por injeção, abertura do molde, fecho do molde e desmoldagem. A função da própria máquina de moldagem por injeção é uma das principais razões que afectam o tempo do ciclo de moldagem por injeção. As máquinas de moldagem por injeção de alta velocidade têm muitas vantagens em termos de velocidade.

Manter a estrutura do molde simples e fácil de processar, por outras palavras, tornar o desenho do molde o mais fácil possível. A maioria dos moldes pode ser concebida de diferentes formas, e existem muitas formas de desmoldagem. A conceção simplificada do molde pode reduzir o tempo de ciclo da moldagem por injeção.
Utilize um bom sistema de dissipação de calor.
Arrefecer o molde com água fria. Para além de desperdiçar tempo durante o processo de moldagem por injeção, o arrefecimento também ocupa muito tempo do ciclo de moldagem por injeção. Assim, a utilização de água de arrefecimento a baixa temperatura e a passagem rápida da água de arrefecimento através do sistema de arrefecimento pode ajudar a reduzir o tempo de ciclo durante o processo de moldagem por injeção.
Conclusão
Em suma, as principais formas de reduzir o ciclo de moldagem por injeção são encurtar o tempo de injeção, encurtar o tempo de arrefecimento e solidificação da massa fundida, encurtar o tempo de arrefecimento e solidificação da massa fundida, utilizar uma máquina de moldagem por injeção de alta velocidade e utilizar um bom sistema de dissipação de calor.

Isto ajuda a reduzir o custo de fabrico das peças de plástico. E permite a moldagem por injeção para produzir mais produtos ao mesmo tempo com o mesmo consumo de energia.







