 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: A moldagem por injeção de duas cores é um processo de moldagem clássico. Utiliza dois materiais para moldar por injeção num só produto, o que permite obter diferentes efeitos de cor e toque.
Hoje vamos apresentar e rever em pormenor as cinco secções principais: O que é a moldagem por injeção de duas cores? Quais são as vantagens da moldagem por injeção de duas cores? Princípio de funcionamento da moldagem por injeção de duas cores. Requisitos de material, processo e molde para a moldagem por injeção de duas cores. Principais aplicações.
O que é a moldagem por injeção de duas cores?
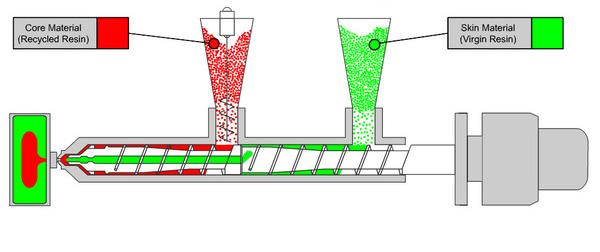
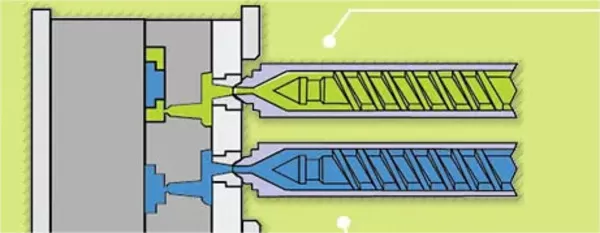
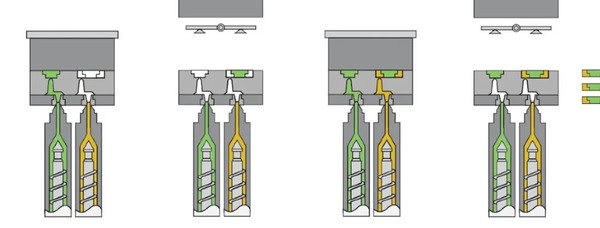
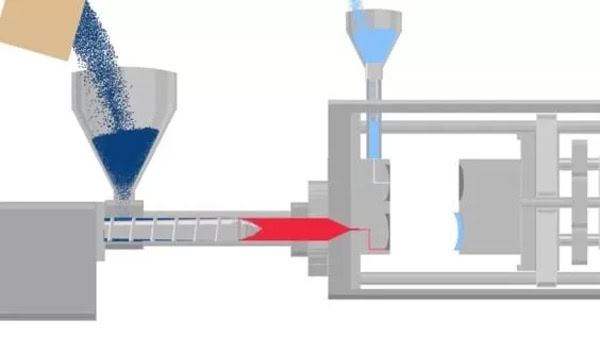
A moldagem por injeção dupla é um processo em que dois plásticos de cores diferentes são fundidos em dois barris e depois injectados através do mesmo bocal ao mesmo tempo ou um após o outro. Pode utilizar duas máquinas de moldagem por injeção ou uma máquina de moldagem por injeção de duas cores para fabricar produtos com diferentes padrões de cores misturadas ou produtos com uma clara separação de cores.

Quais são as caraterísticas da moldagem por injeção de duas cores?
Forte desempenho e elevada poupança de energia
Após a transformação de poupança de energia da máquina de moldagem por injeção, o sistema pode responder rapidamente, a máquina de moldagem por injeção pode ajustar rapidamente o fornecimento de acordo com as suas próprias necessidades, e a taxa de utilização da energia eléctrica da máquina de moldagem por injeção pode ser efetivamente melhorada para alcançar uma elevada eficiência e poupança de energia.

Resposta rápida
A resposta rápida é um dos sinais importantes da qualidade dinâmica do sistema servo. Uma vez que o tempo do processo de transição da produção é curto, geralmente dentro de 200ms, para cumprir os requisitos de ultrapassagem, é necessário que a borda frontal do processo de transição seja mais íngreme e que a subida após a transformação de poupança de energia seja maior. O tempo necessário para a máquina de moldagem por injeção atingir as 1500 rpm é inferior a 0,03 segundos.

Boa estabilidade
O sistema utiliza um duplo controlo em circuito fechado da pressão e do fluxo para determinar a quantidade de que a máquina de moldagem por injeção necessita. Quando se altera algo ou algo se altera no exterior, o sistema pode voltar ao normal muito rapidamente.

Elevada precisão
A precisão é a forma como a saída segue a entrada. O servomotor utiliza tecnologia de ímanes permanentes, que é precisa e rápida. O servomotor utiliza a tecnologia PLC, que é ainda mais precisa. O erro situa-se normalmente entre 0,01~0,00LMM.
Melhorar a eficiência e reduzir os custos
Obter uma resposta rápida, repetir a mesma coisa vezes sem conta e manter a mesma velocidade; utilizar dois materiais diferentes ou duas cores diferentes ao mesmo tempo, o que poupa muito tempo e dinheiro; é muito fácil de configurar e alterar as definições.

Qual é o princípio da moldagem por injeção de duas cores?
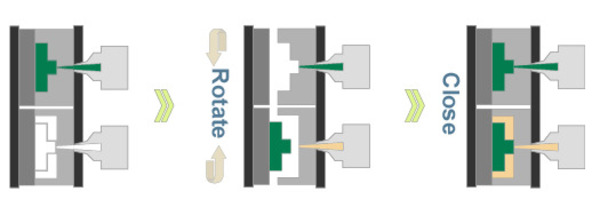
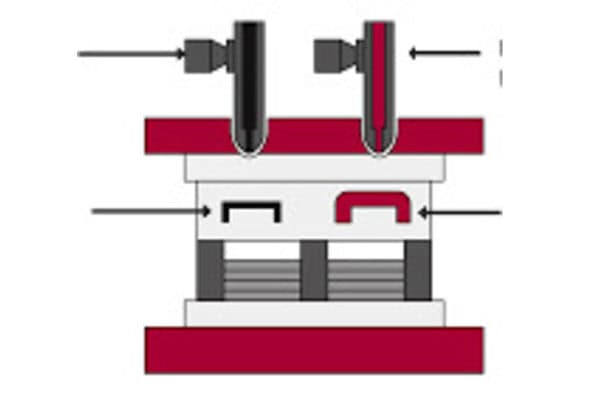
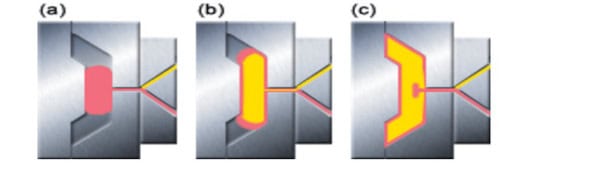
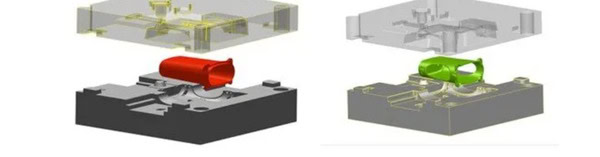
Duas cores produtos de moldagem por injeção requerem um molde macho e dois moldes fêmeas. A primeira moldagem por injeção é feita no molde macho e no primeiro molde fêmea. Após a moldagem, abra o molde e mude diretamente para o segundo molde fêmea sem desmoldagem. Após a segunda moldagem por injeção, o produto moldado por injeção de duas cores pode ser obtido após a desmoldagem.
Princípio de processamento de moldagem por injeção de duas cores
a. O molde da frente tem duas formas diferentes e forma dois produtos, enquanto o molde de trás tem a mesma forma.
b. O bocal do molde de três placas foi concebido para libertar automaticamente o molde, o que torna o trabalho mais conveniente. Preste atenção se a ação de desmoldagem do bocal de cola suave é fiável.

c. Os moldes dianteiro e traseiro do molde são rodados 180 graus a partir do centro. Ao rodar, a frente e a traseira devem ser consistentes. Esta inspeção deve ser realizada durante o trabalho, uma vez que requer um posicionamento elevado da cofragem. A espessura total da cofragem frontal mais a placa A não deve ser inferior a 170 mm. Isto deve ser feito verificando cuidadosamente o modelo da máquina de moldagem por injeção e outros dados de referência.
d. Ao projetar o segundo mestre de moldagem por injeção, a fim de evitar que o mestre secundário arranhe a posição de cola do primeiro produto moldado, um componente pode ser projetado para evitar vazios. No entanto, a resistência de cada selante deve ser cuidadosamente considerada, ou seja, se o plástico se deformará sob grande pressão de injeção durante a moldagem por injeção, o que pode levar à possibilidade de uma segunda frente de moldagem por injeção.
e. Ao fazer a moldagem por injeção, a primeira peça moldada pode ser um pouco maior, porque pode ser firmemente pressionada com outro molde macho na segunda moldagem para alcançar a função de vedação. E preste atenção à segunda injeção. O fluxo de plástico afecta a primeira peça moldada? A posição do plástico está deformada? Se possível, temos de encontrar formas de melhorar.
f. Antes de fixar as placas A e B, é necessário ter em atenção se a corrediça do molde frontal ou a parte superior inclinada se vai fixar primeiro e esmagar o produto. Por isso, tivemos de encontrar uma forma de fixar primeiro as placas A e B e só depois o controlo deslizante do módulo frontal. Ou inclinar a parte superior para reiniciar. A disposição do fornecimento de água dos dois moldes dianteiros e traseiros é a mais adequada possível, e o equilíbrio é o mesmo.

Quais são os tipos de moldagem por injeção de duas cores?
Máquina de moldagem por injeção de duas cores Moldagem por injeção
Este tipo necessita de dois moldes frontais e um molde posterior. O produto fica pronto numa só tentativa. Não precisa de ser retirado da máquina de cerveja a meio. O produto tem bom aspeto e é bonito. A espessura do material da segunda moldagem por injeção é geralmente de 0,5-2MM. O custo é mais elevado e é geralmente utilizado para comparação. Produto pequeno.
Máquina de moldagem por injeção normal Máquina de moldagem por injeção
Este tipo necessita de dois moldes frontais e dois moldes traseiros. Após a primeira moldagem por injeção, o produto semi-acabado deve ser retirado e colocado no segundo molde para a segunda moldagem por injeção. A aparência do produto não é muito boa. Os requisitos para a tecnologia de moldagem por injeção são altos. Geralmente, o segundo material de moldagem por injeção pode ser de até 3MM para fazer produtos maiores.
Quais são os requisitos de material, processo e molde para a moldagem por injeção de duas cores?
a. Requisitos de material
A tecnologia de moldagem por injeção de duas cores utiliza dois materiais diferentes para a moldagem por injeção, pelo que a seleção de dois materiais diferentes é também um processo importante. Geralmente, são utilizados dois plásticos com cores diferentes, o que pode melhorar significativamente a resistência e a durabilidade do produto moldado por injeção. Também facilita a fusão e a modelação.
No entanto, os produtos com utilizações especiais podem necessitar de tirar partido da situação em que as propriedades de dois materiais são muito diferentes, o que exige a resolução do problema da dificuldade de fusão de dois materiais com grandes diferenças.
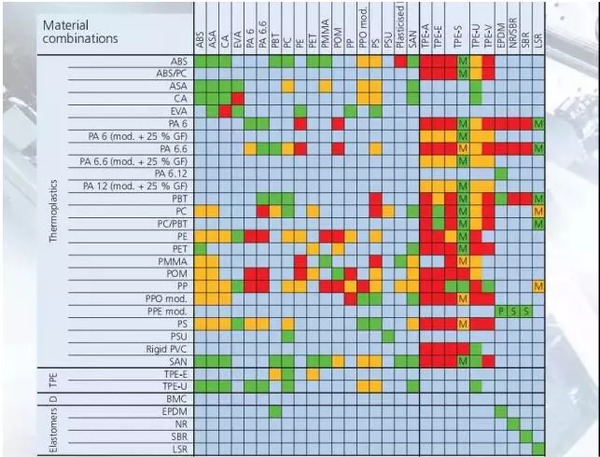
Os principais problemas são a delaminação e o desprendimento, que são golpes fatais para produtos moldados por injeção. Por conseguinte, é necessário ter em conta a taxa de retração e as diferentes condições de interface, e a proporção de materiais deve ser ajustada.
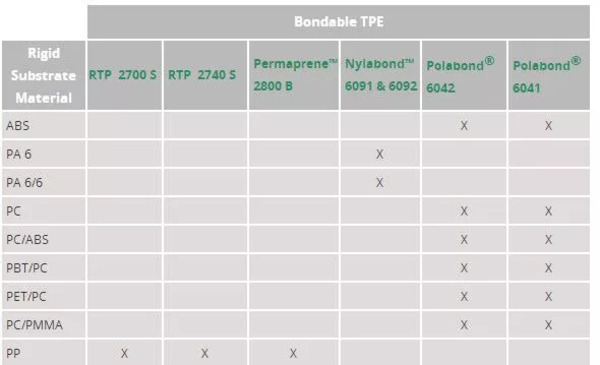
Para a moldagem de dois disparos, os dois materiais devem cumprir duas condições básicas de compatibilidade: compatibilidade de adesão e compatibilidade de processamento.
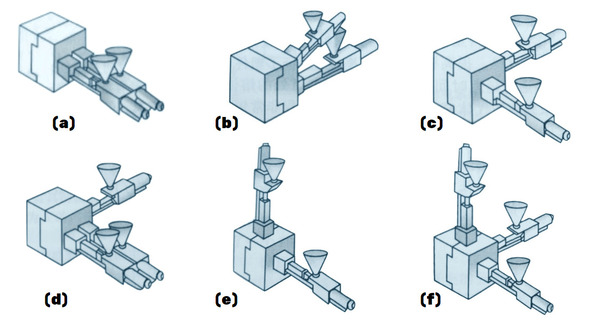
Além disso, devem ser cumpridos os seguintes requisitos: unidade de injeção, paralela e na mesma direção, paralela e oposta, horizontal e vertical, em forma de L, estruturas de injeção monocilíndricas em forma de Y; bocal de mistura, padrões, ondas, marcas de fluxo, gradientes, camadas intermédias, etc. Bico especial;
Molde de fixação, tipo padrão, tipo de mesa giratória vertical, tipo de mesa giratória horizontal, tipo de eixo rotativo, tipo de robô rotativo e outros mecanismos; alimentação, para além do acionamento do motor hidráulico padrão, existe também uma estrutura de alimentação eléctrica ESD (ElectricScrewDrive); circuito de óleo, existe acumulação de pressão ACC Injeção de alta velocidade e conceção de circuito fechado.
b. Requisitos do processo
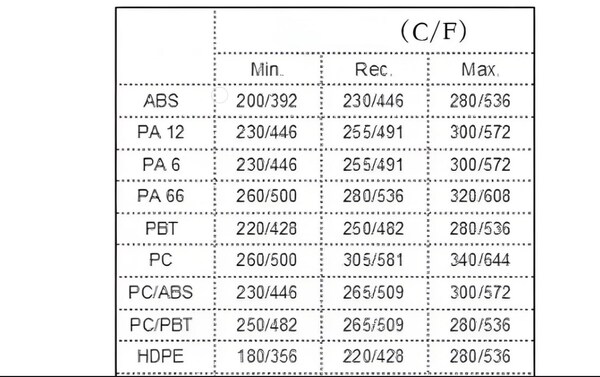
Na conceção de cola macia e dura de dupla aplicação, os dois materiais devem ter uma certa diferença de temperatura nos seus pontos de fusão. Geralmente, recomenda-se que seja de 60°C, e recomenda-se que seja de pelo menos 30°C. A temperatura do ponto de fusão do material da primeira injeção é alta. Geralmente, o primeiro tiro é PC ou PC/ABS, e o segundo tiro é geralmente PC ou PC/ABS. O segundo tiro é TPU ou TPE, o PC tem 0,6-0,7 mm de espessura, o software tem 0,4 mm ou mais.
Tentar alargar a área de contacto o mais possível, fazer ranhuras, etc. para aumentar a força adesiva, ou utilizar a tração do núcleo para a primeira injeção, e injetar parte do material da segunda injeção na primeira injeção, e tornar a superfície do molde da primeira injeção tão áspera quanto possível.
Desenho de duplo disparo transparente e não transparente. Desenho duplo de lentes pequenas: o primeiro desenho é opaco e o segundo desenho é feito de lentes. A primeira foto deve ser feita de PC com um ponto de fusão elevado, e a segunda foto deve ser de PMMA. Desenho de duplo disparo transparente e não transparente para decoração: o primeiro disparo é de material opaco, o segundo disparo é transparente.

c. Requisitos dos moldes
Os dois moldes femininos devem ser diferentes para formar dois produtos diferentes, enquanto os dois moldes masculinos devem ser os mesmos; os moldes dianteiro e traseiro do molde devem ser consistentes após serem girados 180 ° a partir do centro; a capacidade máxima precisa ser cuidadosamente verificada. Espessura do molde, espessura mínima do molde, distância do furo KO, etc.; o bocal do molde de três placas é melhor concebido para permitir a ação de desmoldagem automática.
ao conceber o molde mestre para a segunda moldagem por injeção, a fim de evitar que o segundo molde mestre risque o primeiro A posição de cola do produto formado pode ser parcialmente concebida para evitar vazios. No entanto, a força de cada posição de vedação deve ser cuidadosamente considerada; durante a moldagem por injeção, o tamanho do primeiro produto moldado por injeção pode ser ligeiramente maior para que possa ser pressionado com mais força com o outro molde macho durante a segunda moldagem para obter a vedação. A função da cola.
Tenha cuidado para que o fluxo de plástico não atinja a peça que foi feita da primeira vez durante o segundo disparo, provocando a deformação da linha de cola; antes de fechar o molde com as placas A e B, certifique-se de que a corrediça frontal do molde ou a cavilha angular não atingem primeiro a peça e a danificam quando esta reiniciar; tentar que o fluxo de água nas duas cavidades e no núcleo seja o mais uniforme e equilibrado possível; em 99% dos casos, dispara-se primeiro sobre a parte de borracha dura da peça e depois sobre a parte de borracha macia da peça, porque a parte de borracha macia é fácil de deformar.
Quais são os pontos-chave dos produtos de moldagem por injeção de duas cores e do design do molde?
A estrutura dos produtos moldados por injeção de duas cores é muito diferente dos produtos de plástico comuns. Uma vez que são utilizados dois materiais diferentes para a moldagem por injeção, os produtos têm duas propriedades e caraterísticas diferentes, que são fundamentalmente diferentes dos produtos moldados por injeção comuns; ao mesmo tempo, antes da moldagem por injeção, é necessário um design estrutural cuidadoso dos produtos moldados por injeção de duas cores, e as caraterísticas de compatibilidade dos dois materiais devem ser totalmente consideradas.

Caraterísticas estruturais de produtos moldados por injeção a duas cores
Escolha dois materiais
Duas cores moldagem por injeção utiliza dois materiais diferentes para a moldagem por injeção, pelo que a seleção de dois materiais diferentes é também um processo importante. Geralmente, são utilizados dois plásticos com cores diferentes, o que pode melhorar significativamente a resistência e a durabilidade do produto moldado por injeção. Também facilita a fusão e a modelação. No entanto, os produtos com utilizações especiais podem necessitar de utilizar dois materiais com propriedades extremamente diferentes.

Este é um problema difícil de resolver, porque os dois materiais são relativamente diferentes. Os principais problemas são a delaminação e o derramamento, que são fatais para os produtos moldados por injeção. Portanto, devemos considerar cuidadosamente a taxa de encolhimento e as diferentes condições de interface, e ajustar a proporção de materiais.

Conceção da estrutura interna e da forma dos produtos
Ao conceber a estrutura e a forma do produto, devemos primeiro considerar o objetivo e a utilização do produto, e realizar uma investigação detalhada sobre o tamanho e a estrutura interna. Geralmente, é necessário aumentar a área de contacto das duas matérias-primas para aumentar a firmeza.
Aqui, podemos conceber muitas ranhuras pequenas e ranhuras convexas no interior do produto para incrustação e costura. Isto pode aumentar a área de contacto dos dois materiais, de modo que, quando realizamos a moldagem por injeção, podemos melhorar a resistência e a vida útil do produto e aumentar a sua praticidade.
Molde rotativo Molde de injeção de duas velocidades
Este tipo de molde requer considerações diferentes na peça de moldagem. Em primeiro lugar, as ranhuras côncavas e convexas dos dois moldes de injeção têm de ser cuidadosamente concebidas para garantir um encaixe perfeito durante o acoplamento. Ao mesmo tempo, ao conceber o mecanismo de desmoldagem, é necessária uma segunda injeção antes de se poder proceder à desmoldagem.
Os diferentes métodos de moldagem por injeção devem ser diferenciados em diferentes pormenores. Após a desmoldagem da máquina de injeção de rotação vertical, o produto é ejectado para completar as operações relevantes. No entanto, se a situação de desmoldagem não puder ser ejectada pela máquina de injeção, deve ser utilizado um dispositivo hidráulico para desmoldar o molde.
Quais são as vantagens da moldagem por injeção de duas cores?
Moldagem de uma só vez
A máquina de moldagem por injeção de duas cores pode completar a moldagem por injeção de duas cores ou materiais num único processo de moldagem por injeção, evitando múltiplas etapas de moldagem por injeção e montagem, e melhorando a eficiência da produção.

Poupança de custos
Poupa o custo de fusão e impressão, aumenta o efeito visual do produto e melhora a qualidade e o valor acrescentado do produto. Em comparação com a tecnologia tradicional de moldagem por injeção de uma só cor, a tecnologia de duas cores moldagem por injeção A máquina pode reduzir as operações manuais e as ligações de produção, reduzir os custos de produção e os custos de mão de obra.

Posicionamento preciso
A máquina de moldagem por injeção de duas cores está equipada com um molde dedicado e um sistema de controlo, que pode alcançar um posicionamento e alinhamento de cores de alta precisão, garantindo a consistência e a beleza da aparência do produto.

Inovação na conceção
Não só tem a função de antiderrapante e de aumentar a fricção, como o material de resina flexível torna-o mais ergonómico e proporciona uma sensação muito agradável. A tecnologia de moldagem por injeção de duas cores oferece mais possibilidades ao design do produto e pode criar efeitos de aparência mais coloridos e únicos para satisfazer as necessidades personalizadas dos consumidores.

Diminuir a sucata
Os moldes de duas cores podem combinar duas resinas e cores com caraterísticas diferentes num único produto de duas cores, o que pode diminuir as tarefas de montagem e pós-processamento dos produtos moldados. Além disso, a tecnologia de moldagem por injeção de duas cores pode reduzir os erros causados pela montagem múltipla, diminuindo assim o desperdício e melhorando a qualidade e a consistência do produto.

Estabilidade de alta qualidade do produto
Os produtos moldados por injeção de duas cores têm estabilidade de alta qualidade, fácil controlo da deformação do produto, ciclo de moldagem curto e elevado valor de saída. A perda pode ser 7% inferior à da moldagem por injeção revestida a borracha, e o custo de fabrico do produto pode ser 20%-30% inferior ao da moldagem por injeção revestida a borracha.

Quais são as principais aplicações da moldagem por injeção de duas cores?
Utilizado em interruptores eléctricos, botões de telemóveis, interruptores de automóveis, etc., para satisfazer determinados requisitos de guia de luz ou de transmissão de luz.
Utilizado em produtos de mão, como conchas de walkie-talkie, cabos de escovas de dentes, cabos de ferramentas eléctricas, chaves e copos térmicos, etc., para melhorar o tato.

Utilizado em produtos com requisitos de aparência de várias cores, tais como teclados, utilizando moldagem por injeção de duas cores, que é bonita e não se preocupa com a fricção durante a utilização.
Utilizado em produtos que requerem impermeabilização para atingir os requisitos de impermeabilização.

O processo de moldagem por injeção de duas cores tem sido amplamente utilizado em quase todas as áreas do plástico, como automóveis, produtos electrónicos, ferramentas eléctricas, produtos médicos, electrodomésticos, brinquedos, etc.
Utilizado em produtos que requerem galvanoplastia local, como botões de telefone, etc.

Na família dos plásticos, apenas as superfícies de ABS e polisulfona (PSU) podem ser galvanizadas. Se uma área local ou um lado do produto necessitar de galvanoplastia, a área galvanizada deve ser injectada com ABS e a área que não necessita de galvanoplastia deve ser injectada com outros materiais, como PC, etc.

Conclusão
Em resumo, as duas cores moldagem por injeção A tecnologia de ponta já existe há muito tempo, mas só foi reconhecida e utilizada nos últimos anos porque os produtos fabricados com ela são adaptáveis ao ambiente em que são utilizados.

Ao mesmo tempo, pode ser moldado num só passo, o que poupa dinheiro, permite um posicionamento preciso, incentiva a inovação do design, reduz o desperdício e garante que a qualidade dos produtos é estável. Pode satisfazer diferentes requisitos, pelo que a sua utilização é cada vez mais generalizada e tem um grande impacto na indústria automóvel e noutras indústrias. Tem boas vantagens económicas e é uma tecnologia com muito potencial.







