 Saltar para o conteúdo
Saltar para o conteúdo 

Prefácio
A moldagem por injeção, também conhecida como moldagem por injeção de plástico, é um método comum de fabrico de produtos de plástico. Como uma tecnologia madura de processamento de plástico, materiais de moldagem por injeção, a moldagem por injeção tem amplas perspectivas de desenvolvimento. Com o aparecimento de novas tecnologias, novos materiais e novas exigências, a moldagem por injeção continuará a adaptar-se às mudanças do mercado e aos desenvolvimentos inovadores, fornecendo produtos de plástico de maior qualidade para a indústria transformadora e para os consumidores.
Este capítulo centra-se nas seis etapas do processo de injeção: fecho do molde, enchimento, manutenção da pressão, arrefecimento, abertura do molde e remoção do molde.
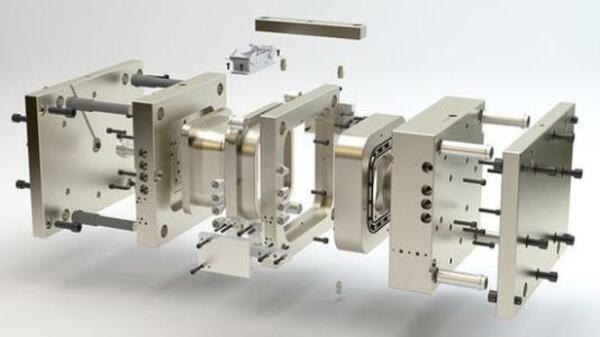
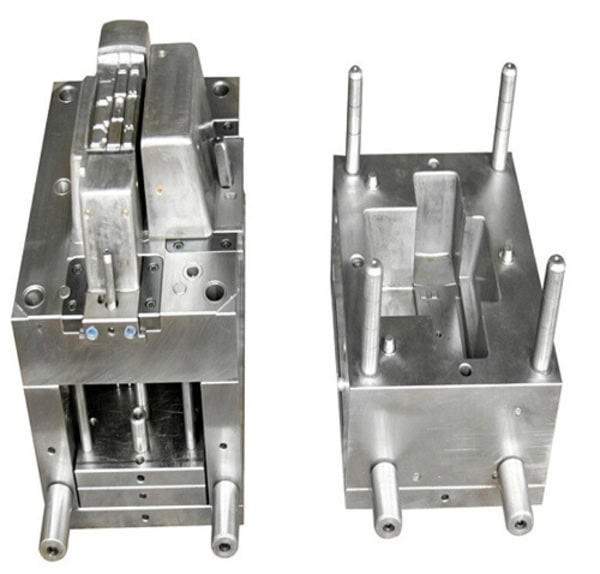
Fase de fixação do molde
O sistema de fecho do molde deve ter acções fiáveis de abertura e fecho do molde, e um efeito de amortecimento ao abrir e fechar o molde. A velocidade de funcionamento da placa móvel deve ter um requisito de mudança de velocidade "lento-rápido-lento" durante o fecho e a abertura do molde para evitar danos no molde e nos produtos, e evitar o ruído causado pela forte vibração da máquina, de modo a conseguir um funcionamento seguro e prolongar a vida útil da máquina e do molde.

O curso máximo de abertura e fecho do molde determina a espessura máxima do molde que pode ser instalado na máquina de moldagem por injeção e, por conseguinte, também determina a espessura máxima dos produtos moldados por injeção que podem ser produzidos. Por conseguinte, o curso do molde deve ser ajustável.
O gabarito deve ter resistência e rigidez suficientes para garantir que não será deformado devido às várias pressões frequentes durante produção de moldagem por injeçãoafectando assim a precisão do tamanho e da forma dos produtos moldados por injeção.
Condições básicas para a fase de fecho do molde
Força de fixação suficiente e ajustável para garantir que o molde não será ejectado sob a ação da pressão da cavidade do molde.

O modelo do molde fixo tem área, curso e distância de abertura suficientes, que podem adaptar-se aos moldes de moldagem de diferentes formas e tamanhos, e a distância de abertura pode ser ajustada livremente.
A velocidade de movimento do modelo é definida em dois níveis: velocidade rápida e velocidade lenta. A velocidade rápida requer suavidade, segurança e capacidade de controlo. A força motriz do sistema de fixação provém da força mecânica ou da força hidráulica ou de uma combinação hidráulico-mecânica através de uma biela acionada hidraulicamente ou de um mecanismo de alavanca articulada.

Para desmoldar e retirar as peças sem problemas, o sistema de fecho do molde é concebido com um dispositivo de ejeção do produto acionado por energia pneumática, hidráulica ou mecânica.

Parâmetros técnicos da fase de fecho do molde
Os parâmetros técnicos do sistema de fixação do molde incluem a força de fixação, as dimensões básicas do dispositivo de fixação do molde, a velocidade de abertura e fecho do molde e o tempo de ciclo vazio. A força de fixação é particularmente importante. Refere-se à força máxima de fixação que o mecanismo de fixação do molde pode exercer sobre o molde. Ela deve ser maior do que a pressão média da massa fundida na cavidade do molde.

Quanto mais fina for a parede do produto, maior será a pressão de injeção e maior será a força de aperto necessária para fechar o molde durante a moldagem por injeção. Por exemplo, a pressão na cavidade do molde dos recipientes de embalagem normais é geralmente de cerca de 25MPa, enquanto os recipientes de paredes finas podem necessitar de 30MPa. A força de aperto real definida é determinada pelo produto da pressão de injeção e da área projectada do produto.

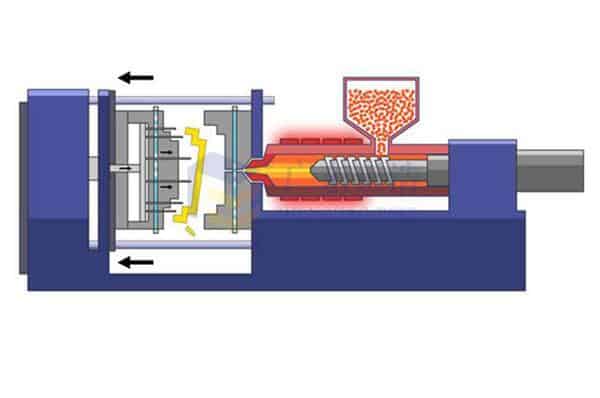
Fase de injeção
A injeção é o primeiro passo no processo de fundição normal. Quando o molde é fechado e a fundição começa, a cavidade do molde pode ser diretamente injectada até 95%. Em teoria, o tempo de injeção é muito mais curto e a eficiência de moldagem é muito maior. No entanto, na produção real, existem muitas limitações condicionais no tempo de moldagem (ou velocidade de injeção).

Injeção a alta velocidade: Se a taxa de cisalhamento for elevada durante a injeção a alta velocidade, o afinamento por cisalhamento reduz a viscosidade do plástico e reduz a resistência global ao fluxo. Devido ao efeito do aquecimento viscoso local, a espessura da camada solidificada também diminui.

Por conseguinte, a operação de injeção na fase de controlo do fluxo depende geralmente da dimensão do volume a ser injetado. Por outras palavras, na fase de controlo do caudal, o efeito de diluição do metal fundido é frequentemente grande devido à injeção a alta velocidade, mas o efeito de arrefecimento devido às paredes finas não é óbvio, pelo que o efeito de velocidade tem prioridade.
Injeção lenta. Quando a injeção é controlada por uma condução de calor lenta, a taxa de cisalhamento é baixa, a viscosidade local é elevada e a resistência ao fluxo é grande. Por conseguinte, o efeito de condução de calor é mais pronunciado e o calor é rapidamente libertado através da parede fria do molde. Quando combinado com uma menor quantidade de aquecimento viscoso, a espessura da camada solidificada aumenta ainda mais, aumentando ainda mais a resistência ao fluxo em secções de paredes finas.

O fluxo da fonte alinha as cadeias de polímeros plásticos na frente da onda de fluxo aproximadamente paralelas à frente da onda de fluxo. Além disso, as duas peças fundidas têm propriedades diferentes (tempos de permanência diferentes na cavidade do molde, temperatura de fusão, temperaturas e pressões de fusão diferentes), o que leva a uma menor resistência estrutural microscópica da região de intersecção da peça fundida.

Colocar a peça sob uma luz num ângulo adequado e observar visualmente se existem costuras evidentes. Este é o mecanismo pelo qual as marcas de soldadura são criadas. As marcas de soldadura não só afectam o aspeto das peças de plástico, como a microestrutura solta tende a criar concentrações de tensão que podem reduzir a resistência da peça e causar falhas.
Geralmente, as linhas de soldadura são mais fortes se ocorrerem em áreas de alta temperatura. Isto deve-se ao facto de, a altas temperaturas, a mobilidade das cadeias de polímero ser relativamente boa e estas poderem penetrar umas nas outras e ficarem emaranhadas. Além disso, as temperaturas dos dois fundidos na zona quente são relativamente próximas e as propriedades térmicas dos fundidos são quase as mesmas, o que aumenta a resistência da zona de soldadura. Por outro lado, a resistência da soldadura diminui em intervalos de temperatura baixos.

Fase de espera
A função do estágio de retenção de pressão é aplicar pressão continuamente, comprimir a massa fundida, aumentar a densidade do plástico (densificação) e compensar o comportamento de encolhimento do plástico. Durante o processo de embalagem, a cavidade do molde é preenchida com plástico, criando uma elevada contrapressão.
No processo de manutenção da pressão e de compressão, o parafuso do moldagem por injeção A máquina só pode avançar lenta e ligeiramente, e o caudal dos fluxos de plástico fundido também é relativamente lento. O fluxo nesta altura é designado por fluxo de pressão de retenção. Durante a fase de retenção da pressão, a parede do molde de plástico arrefece e solidifica mais rapidamente, e o material fundido aumenta rapidamente, pelo que a resistência no interior da cavidade do molde se torna muito grande.
Nas fases finais da embalagem, a densidade do material fundido continua a aumentar e as peças de plástico são gradualmente formadas. A fase de manutenção da pressão continua até a porta solidificar e selar. Nesta altura, a pressão na cavidade do molde atinge o seu valor máximo durante a fase de condicionamento.

Durante a fase de retenção, a pressão é tão elevada que o plástico apresenta propriedades parcialmente compressíveis. Nas áreas de alta pressão, o plástico torna-se cada vez mais denso. Nas zonas de menor pressão, o plástico torna-se mais solto e menos denso, e a distribuição da densidade muda consoante o local e o tempo.

Durante o processo de retenção de pressão, o fluxo de plástico é muito baixo. Como resultado, o fluxo de material é fraco e não pode desempenhar um papel de condução. A pressão é o principal fator que afecta o processo de manutenção da pressão. Durante o processo de manutenção da pressão, o plástico preenche a cavidade do molde, e a fusão que se solidifica gradualmente actua como um meio de transmissão de pressão.

É necessária uma força de aperto adequada ao fechar o molde, uma vez que a pressão no interior da cavidade do molde é transmitida através do plástico para as paredes do molde, o que tende a provocar a abertura do molde. No entanto, se a força de expansão do molde for demasiado grande, podem ocorrer rebarbas e transbordos e o molde pode abrir-se.

Por conseguinte, ao escolher uma máquina de moldagem por injeção, deve escolher uma máquina de moldagem por injeção com força de aperto suficiente para evitar a expansão do molde e manter eficazmente a pressão.

As novas condições ambientais para a moldagem por injeção exigem a consideração de vários novos processos de moldagem por injeção, incluindo a moldagem assistida por gás, a moldagem assistida por água e a moldagem por injeção de espuma.

Fase de arrefecimento
Nos moldes de injeção, a conceção do sistema de arrefecimento é muito importante. De facto, só depois de arrefecer e solidificar um produto moldado em plástico até um certo grau de rigidez é que pode evitar a deformação devido a forças externas após a desmoldagem.

O tempo de arrefecimento é responsável por cerca de 70-80% de todo o ciclo de moldagem. Por conseguinte, um sistema de arrefecimento corretamente concebido pode reduzir significativamente o tempo de moldagem, melhorar moldagem por injeção Um sistema de arrefecimento mal concebido pode prolongar o tempo de moldagem e aumentar os custos. Um sistema de arrefecimento mal concebido pode prolongar o tempo de moldagem e aumentar os custos. O arrefecimento irregular fará com que os produtos de plástico se deformem mais e se tornem maiores.

As experiências mostraram que o calor que entra no molde a partir do ferro fundido é normalmente perdido em duas partes, 5% dos quais são transferidos para a atmosfera por radiação e convecção, e os restantes 95% são transportados do ferro fundido para o molde. Aquecer o molde até à temperatura do molde.

Devido ao papel do tubo de água de arrefecimento do produto plástico no molde, o calor é transferido do plástico na cavidade do molde para o tubo de água de arrefecimento por condução de calor através da estrutura do molde e é descarregado através do líquido de arrefecimento por convecção térmica. A pequena quantidade de calor que não é removida pela água de arrefecimento continua a ser transferida para o molde e é dissipada no ar após o contacto com o mundo exterior.

O ciclo de moldagem por injeção inclui o tempo de fecho do molde, o tempo de enchimento, o tempo de retenção, o tempo de arrefecimento e o tempo de desmoldagem.

O tempo de arrefecimento é a maior parte deste fator, cerca de 70-80%. Por conseguinte, o tempo de arrefecimento afecta diretamente o ciclo de moldagem e o rendimento dos produtos de plástico.

No processo de libertação do molde, a temperatura do produto plástico deve ser arrefecida a uma temperatura inferior à temperatura de distorção térmica do produto plástico, a fim de evitar que o produto plástico se deforme devido ao relaxamento das tensões residuais ou à deformação devida a forças externas durante a libertação do molde.

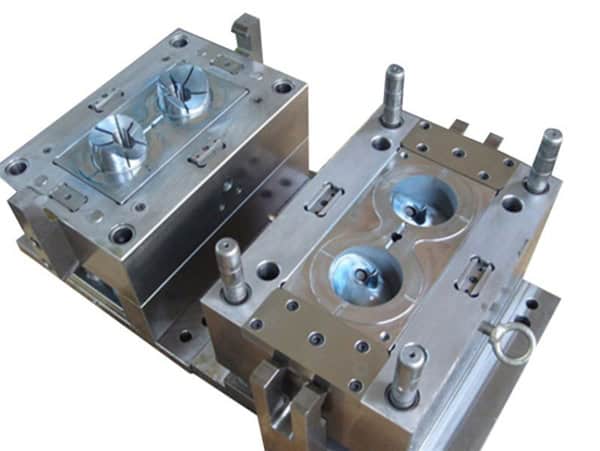
Fase de abertura do molde
O processo de abertura de um molde de injeção divide-se geralmente na elaboração dos desenhos do molde, na revisão e revisão dos desenhos, no ensaio e reparação do molde e na organização e arquivo dos dados.

Desenhar desenhos do molde: Antes de desenhar o desenho de montagem final do molde de injeção, deve ser desenhado um desenho de processo que deve cumprir os requisitos do desenho da peça e dos dados do processo. As dimensões garantidas pelo processo seguinte devem ser marcadas com as palavras "dimensões do processo" no desenho. Se não for efectuado qualquer outro processamento mecânico após a moldagem, exceto a reparação de rebarbas, então o desenho do processo será exatamente igual ao desenho da peça.

Revisão de provas e de desenhos: Se o material plástico, a dureza, a precisão dimensional, a estrutura, etc. do molde de injeção e das peças do molde cumprem os requisitos dos desenhos das peças de plástico.

Ensaio do molde e reparação do molde: O projeto do molde é realizado nas condições de processo esperadas ao selecionar os materiais de moldagem e o equipamento de moldagem, mas a compreensão das pessoas é muitas vezes incompleta; o ensaio do molde deve ser realizado após a conclusão do processamento do molde de injeção. Testar e confirmar a qualidade das peças fundidas. Uma vez descoberto, iremos reparar o molde para eliminar o erro.

Organizar e arquivar os dados: Depois de o molde de injeção ser testado, se não for utilizado temporariamente, os resíduos de desmoldagem, o pó, o óleo, etc. devem ser completamente limpos, revestidos com manteiga ou outro óleo antiferrugem ou agente antiferrugem e guardados num local de armazenamento.

O princípio básico da moldagem por injeção: A máquina de moldagem por injeção tira partido do facto de o plástico poder fundir-se num líquido quando aquecido a uma determinada temperatura. O líquido fundido é injetado numa cavidade fechada do molde com alta pressão. Depois de arrefecido e moldado, o molde é aberto e ejectado para se obter o plástico pretendido. produtos para o corpo.

Fase de desmoldagem
A desmoldagem é a última etapa do ciclo de moldagem por injeção. Embora o produto tenha sido moldado a frio, a desmoldagem continua a ter um enorme impacto na qualidade do produto. A utilização de um método de desmoldagem inadequado pode resultar em defeitos, tais como força desigual aplicada ao produto durante a desmoldagem ou deformação do produto durante a ejeção.

Existem dois métodos de corte principais. A desmoldagem do ejetor e da placa de desmoldagem. Ao conceber um molde, é necessário selecionar um método de desmoldagem adequado de acordo com as caraterísticas estruturais do produto para garantir a qualidade do mesmo.

Para moldes que utilizam ejectores para a libertação do molde, coloque os ejectores tão uniformemente quanto possível e escolha locais que proporcionem a máxima resistência à libertação do molde e a máxima resistência e rigidez da peça de plástico para evitar distorções ou danos. peça de plástico.

As placas de libertação são habitualmente utilizadas para libertar recipientes de paredes finas com cavidades profundas ou produtos transparentes em que não são toleradas marcas de varetas. Este mecanismo é caracterizado por uma força de libertação grande e uniforme, um funcionamento suave e sem vestígios.

Conclusão
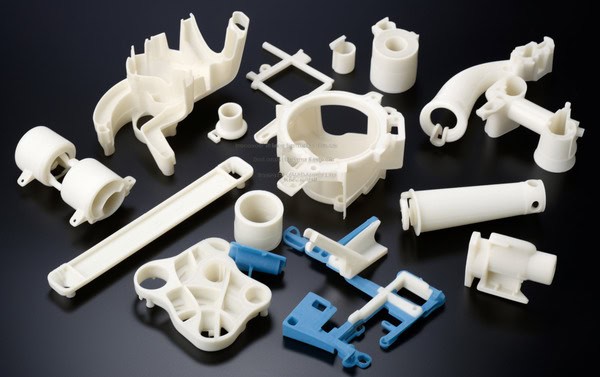
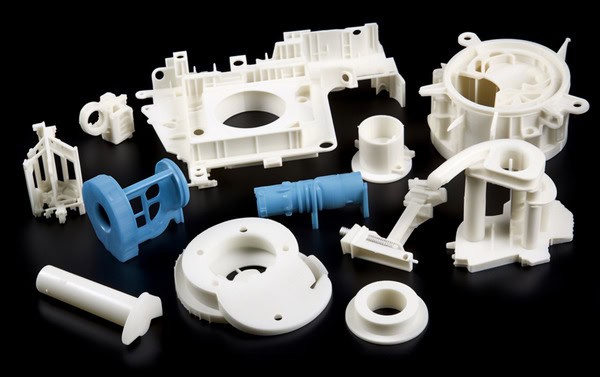
Por outras palavras, o moldagem por injeção O processo de moldagem por injeção inclui principalmente seis etapas: fecho do molde - injeção - manutenção da pressão - arrefecimento - abertura do molde - desmoldagem. Estas seis etapas determinam diretamente a qualidade de moldagem do produto e constituem um processo completamente contínuo que contribuiu para a formação do mundo moderno. A moldagem por injeção é um marco da inovação, impulsionando os avanços na produção e abrindo infinitas possibilidades.

A moldagem por injeção de plástico incorpora a eficiência e a precisão do fabrico de peças de plástico. Desde a conceção do molde até à ejeção, cada passo é cuidadosamente executado para produzir peças de alta qualidade à escala. A sua versatilidade e o avanço contínuo em todas as indústrias garantem a sua relevância e contribuição contínuas para moldar o mundo moderno. A moldagem por injeção é um testemunho da inovação, impulsionando o progresso e desbloqueando possibilidades infinitas no fabrico.








