 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: Existem muitas variáveis no processo de controlo do equipamento de aquecimento, injeção e arrefecimento durante o processo de moldagem, especialmente no processo de injeção. Por exemplo: temperatura do cilindro, caudal do sistema hidráulico, pressão hidráulica, temperatura do óleo hidráulico, força de aperto, temperatura ambiente, humidade, desgaste do equipamento, etc. É realmente complicado à superfície.
No processo de produção, os parâmetros do processo da máquina de moldagem por injeção não se alteraram, mas a qualidade dos produtos de plástico produzidos irá mudar. Então, como é que podemos garantir que a qualidade dos produtos de plástico produzidos não se altera? Este artigo responde principalmente a esta questão e resume as técnicas para otimizar os processos de moldagem por injeção.
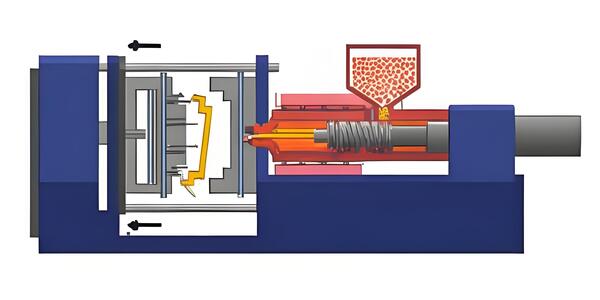
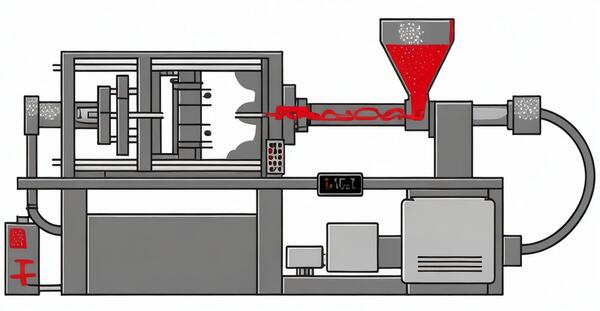
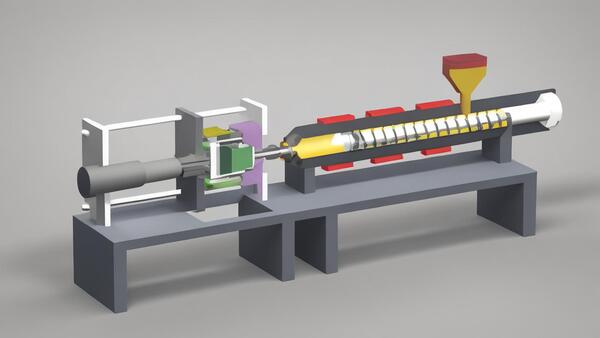
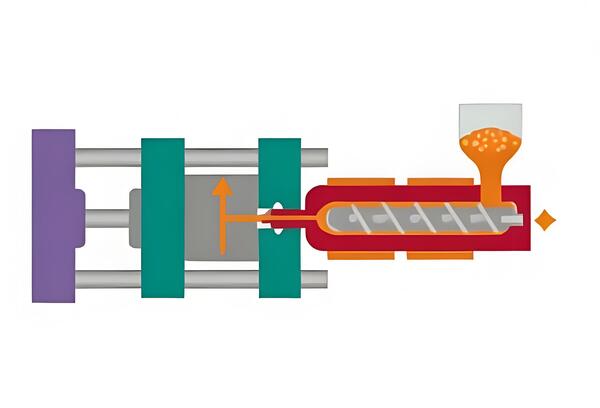
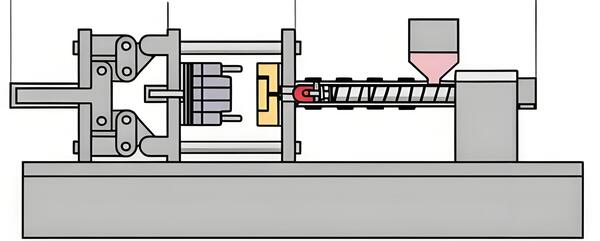
O que é o processo de moldagem por injeção?
A moldagem por injeção é o processo de fabrico de peças semi-acabadas com uma determinada forma através da pressurização, injeção, arrefecimento e separação das matérias-primas fundidas, sendo um processo de fabrico muito utilizado.
Otimização dos parâmetros de moldagem por injeção
Falamos sempre em otimizar o moldagem por injeção mas o que é que isso significa? Que parâmetros temos de melhorar para conseguir a melhor otimização? Aqui estão 10 parâmetros-chave que precisam de ser ajustados na moldagem por injeção para produzir peças de plástico consistentes e de alta qualidade.
Velocidade de injeção
A velocidade a que se injecta o plástico afecta a forma como o produto enche e arrefece. Se injetar demasiado depressa, o produto ficará queimado na superfície, deformar-se-á e terá outros problemas de qualidade. Se a injeção for demasiado lenta, o produto não se encherá completamente. Assim, é necessário escolher a velocidade de injeção correta com base no tamanho, material e outros aspectos do produto.
Pressão de disparo
A pressão de injeção é a pressão de injeção aplicada pela máquina de moldagem por injeção ao plástico fundido durante o processo de injeção. Se a pressão de injeção for demasiado elevada, o produto deforma-se. Se a pressão de injeção for demasiado baixa, a superfície do produto será rugosa. Por isso, é necessário otimizar a pressão de injeção e encontrar uma gama de pressão de injeção adequada para garantir a qualidade do produto.
Temperatura do molde
A temperatura do molde afecta a rapidez com que o produto arrefece e o grau de encolhimento. Se a temperatura for demasiado elevada, o produto encolherá demasiado. Se a temperatura for demasiado baixa, o produto apresentará defeitos na superfície. Assim, é necessário determinar a temperatura correta para o molde com base em factores como o ponto de fusão do material e o tamanho do produto.

Controlo da temperatura
Temperatura do plástico ou de fusão: É importante controlar com precisão a temperatura do plástico para o fundir uniformemente. Diferentes materiais têm diferentes requisitos de temperatura, e a manutenção da gama de temperaturas correta pode evitar problemas como a fusão incompleta ou a degradação térmica.
Temperatura do molde: O controlo da temperatura do molde afecta a cristalinidade, a contração e o tempo de ciclo da peça. Manter o molde à temperatura recomendada ajuda a garantir que a resina tem as propriedades mecânicas corretas.

Tempo de arrefecimento
O tempo de arrefecimento é o tempo que a peça permanece no molde depois de o material ter sido injetado e preenchido. É necessário arrefecê-la corretamente para que não se deforme e solidifique uniformemente. Também afecta o tempo que demora a fazer a peça.

Seleção de material plástico
O tipo de plástico utilizado pode ter um grande efeito na forma como o moldagem por injeção processo. Diferentes plásticos têm diferentes pontos de fusão, taxas de contração e propriedades de fluxo. Escolher o plástico certo para o que está a tentar fazer é muito importante se quiser que a sua peça fique como deseja.

Velocidade do parafuso e contrapressão
Velocidade do parafuso: A velocidade de rotação do parafuso na máquina de moldagem por injeção afecta o cisalhamento geral do material. A velocidade do parafuso deve ser selecionada com base no tipo de material e no conteúdo de aditivos. A velocidade correta do parafuso assegurará a quantidade correta de cisalhamento proporcionada pela rotação do parafuso e pela geometria do parafuso.
Contrapressão: Manter a contrapressão correta no parafuso é importante para misturar e homogeneizar o plástico derretido. Também ajuda a parar a formação de bolhas e torna as peças melhores.
Calibração de máquinas de moldagem por injeção
Tem de calibrar regularmente a sua máquina de moldagem por injeção se quiser que ela seja precisa. Isso significa que tem de calibrar as definições de pressão, temperatura e tempo na máquina.

Conceção e manutenção de moldes
Um bom design do molde com as aberturas, corrediças e canais de arrefecimento corretos é uma grande ajuda no processo de otimização. A manutenção regular do molde é importante para evitar que problemas como o desgaste, a corrosão ou os danos afectem a qualidade da peça.

Sistemas de monitorização e controlo
Utilizando sistemas avançados de monitorização e controlo, como o CoPilot®, é possível acompanhar todo o tipo de coisas em tempo real. Isto ajuda-o a detetar problemas rapidamente e a corrigi-los rapidamente, para que possa continuar a melhorar a moldagem por injeção.
Etapas de otimização do processo de moldagem por injeção
Curva de Viscosidade
A razão pela qual fazemos uma curva de viscosidade é para escolher uma boa velocidade de injeção que não faça com que a viscosidade da massa fundida se altere muito quando há pequenas alterações. Queremos que as diferenças entre cada molde sejam tão pequenas quanto possível para que possamos fazer sempre as mesmas peças de qualidade.
Observando a curva de viscosidade, pode ver que quando a velocidade de injeção é superior a 55 mm/s, a viscosidade da massa fundida é praticamente estável. Assim, se definir a velocidade de injeção para 65 mm/s, terá uma fase de enchimento consistente. Pequenas alterações nos parâmetros em si não causarão grandes alterações na viscosidade da massa fundida.
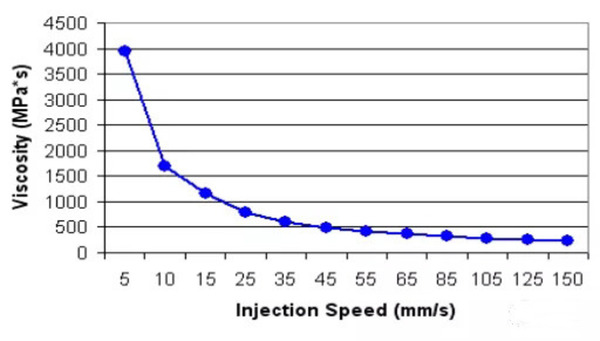
É claro que há casos especiais em que esta velocidade optimizada não pode ser utilizada, como por exemplo para reduzir o halo do portão. Neste caso, a prioridade é, naturalmente, a aparência, mas esta velocidade optimizada deve ser utilizada como referência para a curva de injeção, por exemplo, começando com uma velocidade baixa através do portão para reduzir a auréola do portão, e depois aumentando rapidamente para esta velocidade optimizada.
Teste de equilíbrio de caudal
Este teste só é necessário para moldes com múltiplas cavidades, tais como 2 cavidades ou mais. O objetivo é verificar o desvio percentual máximo entre cada cavidade em diferentes fases de enchimento. O desequilíbrio de enchimento pode ser aceitável ou inaceitável, dependendo dos requisitos de qualidade do produto. Esta informação é melhor determinada após a janela de moldagem de aparência (passo 4) estar concluída.
Se conseguir segurar o produto na sua mão e a janela de moldagem for grande, verifique se as dimensões do produto estão dentro da tolerância. Se estiverem, o desequilíbrio de enchimento está correto.

Se a janela de moldagem for pequena e a primeira cavidade a ser preenchida tiver rebarbas, enquanto as outras cavidades têm tiros curtos ou marcas de afundamento, descubra porque é que o desequilíbrio de enchimento está a acontecer.
Existem normalmente quatro razões principais para o enchimento desequilibrado: diferentes tamanhos de rotor, diferentes tamanhos de portão, diferentes tamanhos de escape e diferentes arrefecimentos. No entanto, esta razão tem muitas vezes pouco efeito quando a máquina está a arrancar. Outra situação é o desequilíbrio causado pelo cisalhamento, especialmente para moldes de câmara fria de 8 furos.
Ensaio de queda de pressão
O teste de queda de pressão é efectuado para ver quanta pressão é perdida em diferentes pontos durante o enchimento. Isto inclui normalmente o bocal da máquina, o canal vertical, o canal principal, o canal secundário, a porta e a extremidade de enchimento.
Não utilizar a pressão máxima da máquina para moldar. Por exemplo, se a pressão máxima da máquina for 180 bar, a pressão máxima necessária para o enchimento não deve atingir 180 bar. Se atingir, significa que o parafuso precisa de mais pressão para atingir a velocidade de injeção definida, mas não a consegue atingir devido a limitações de pressão. A isto chama-se "pressão limitada".
Normalmente, não se pretende exceder 90% da pressão máxima da máquina durante o processo de injeção. Se olhar para a curva de queda de pressão e estiver na área de "pressão limitada" ou se estiver a exceder 90% da pressão da máquina, encontre uma secção mais íngreme da curva de pressão e tente reduzir a queda de pressão aí.

Por exemplo, na imagem da direita, a queda de pressão através do corredor é muito elevada, o que significa que é necessária muita força para empurrar o plástico através do corredor. Aumentar o diâmetro do corredor ajudará a reduzir a pressão.
Janela de moldagem de aparência
A janela de processo cosmético é um teste muito importante. Normalmente, esta janela de processo cosmético é composta por pressão de embalagem e temperatura do material (material amorfo), pressão de embalagem e temperatura do molde (material cristalino).
A janela de processo cosmética indica-lhe a margem de manobra que tem para ajustar o processo e, ao mesmo tempo, obter uma peça aceitável. A situação ideal é ter uma janela de processo maior. Se a janela do processo for mais pequena, será mais fácil produzir defeitos cosméticos.
Por exemplo, na imagem acima, se a janela do processo for mais pequena, será mais fácil ter disparos curtos ou flashes devido à flutuação do próprio processo. Um processo robusto consiste em ter uma janela de processo maior para compensar a flutuação do próprio processo.
A janela de moldagem de aparência também fornece os limites superior e inferior da temperatura do material/temperatura do molde e pressão de retenção que podem ser usados em testes de molde subsequentes devido ao ajuste de tamanho ou testes DOE.
Teste de congelamento do portão
Para moldes de canal frio ou de canal semi-frio (quente para frio), para assegurar a repetibilidade entre moldes, a pressão de retenção deve ser mantida até que a comporta esteja completamente arrefecida.
Uma vez gerada a curva, selecione um tempo após o peso do produto parar de subir. Na figura acima, o peso do produto pára de subir após 7s, por isso, por segurança e para ter em conta as flutuações próprias do processo, defina o tempo de espera para 8s.
Deve notar-se que o segundo extra na fase de espera não aumenta o tempo de ciclo, porque durante este tempo, o portão deve ter congelado e apenas o corredor frio será mantido durante um curto período de tempo, enquanto o produto já começou a arrefecer. Por conseguinte, o segundo suplementar deve ser subtraído do tempo de arrefecimento para garantir o mesmo tempo de ciclo.
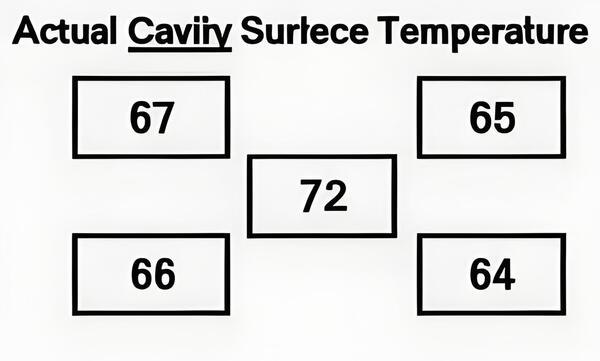
Mapa de temperatura do molde
O objetivo do mapa de temperatura do molde é registar a distribuição da temperatura instantânea da superfície do molde depois de o produto ser ejectado. Pode ser utilizado para confirmar se o circuito de água de arrefecimento está a funcionar ou se existem "pontos quentes".

Além disso, esta informação pode ser utilizada para resolver problemas mais tarde. Por exemplo, quando o tamanho do produto é inconsistente, pode ser utilizado para confirmar se a temperatura da superfície do molde é a mesma que a anterior, sendo necessário utilizar um pirómetro de contacto para medir a temperatura.
Após a primeira vez que ligar ou parar a máquina, a temperatura do molde aumentará gradualmente até atingir um estado estável. Por isso, é necessário medir a temperatura do molde depois de estabilizar (pelo menos 10 moldes).

A figura acima mostra 5 quadros que podem ser usados para diferentes moldes. Por exemplo, se estiver a testar um molde de 4 cavidades, deve registar as medições no mesmo ponto em cada cavidade nas quatro caixas dos cantos e deixar a caixa do meio vazia. Se estiver a testar um molde de cavidade única, usaria todos os 5 para representar diferentes pontos de medição.
Sugestões para otimizar o processo de moldagem por injeção
O que significa "otimizar" o processo de moldagem por injeção? Em geral, significa que tem de analisar bem o seu fluxo de processo para se certificar de que está a atingir os seus objectivos de processo da forma mais valiosa e eficaz possível. Aqui estão cinco dicas para o ajudar a fazer isso.
Controlo de qualidade por amostras de fabrico
O controlo de qualidade é uma parte essencial de todo o processo de produção de moldes. É frequentemente efectuado na pós-produção. No entanto, o controlo de qualidade de peças de amostra é diferente. As peças de amostra podem desempenhar um papel fundamental na procura da otimização do processo de moldagem por injeção processo.
Eliminam o risco de testes e otimização da produção total. Também proporcionam uma melhor compreensão do processo e do desempenho da máquina num ambiente mais controlado.
Ao executar pequenos lotes, pode ver como está a decorrer todo o processo, verificando a qualidade da peça, o volume de injeção e a temperatura de fusão do lote de resina que possui. Os resultados obtidos com a execução de amostras e a realização de verificações de controlo de qualidade adequadas compensam frequentemente o tempo e o dinheiro gastos.
Teste e avaliação de bolor
Outra forma de otimizar o processo de moldagem é testar o molde com os materiais que pretende utilizar. Existem tantas resinas e formulações diferentes disponíveis que mesmo pequenas diferenças de viscosidade, temperatura de fusão, temperatura do molde, etc., podem criar flutuações e variações cumulativas no processo de moldagem, resultando em peças descartadas e processos ineficientes.

Algumas das chaves para o ensaio de moldes são o ensaio de disparo curto, a taxa de enchimento e o padrão, a avaliação do perfil de pressão, etc.
Teste e ajuste de moldes e processos de moldagem
Assim que tiver informações utilizáveis dos testes de moldes e do controlo de qualidade de peças de amostra, pode fazer ajustes de afinação que podem produzir grandes ganhos na otimização e eficiência do processo.

Por exemplo, se estiver a ter problemas de disparo curto ou tempos de enchimento inconsistentes, pode ajustar o design e a disposição do molde para otimizar esses problemas. Se as temperaturas do molde forem inconsistentes ou estiverem fora dos intervalos aceitáveis, pode ajustá-las para obter os melhores tempos de aquecimento e arrefecimento.
Parâmetros do processo e intervalos de desempenho
Desde as máquinas aos moldes e às resinas, cada parte do processo de moldagem por injeção tem uma gama de desempenho aceitável. Quando se fazem pequenas (ou grandes) alterações aos componentes do processo utilizando resultados reais de testes, os resultados podem começar a somar-se até ter um grande impacto nos lucros, nos resultados e no valor que pode dar aos seus clientes.

Criar ou seguir um determinado processo de conceção de experiências
Um processo que possa ser repetido dar-lhe-á boas taxas de peças, é fácil de resolver problemas e dá-lhe o máximo de informação possível sobre o funcionamento do processo. Também é importante ter em conta a repetibilidade quando estiver a efetuar testes para otimizar o seu processo de moldagem por injeção.
Outras dicas para otimizar o processo de moldagem por injeção incluem: controlar a temperatura do plástico dentro da gama recomendada pelo fornecedor do material; encher o mais rapidamente possível e com o menor número de segmentos possível; separar o enchimento e a retração; encher apenas 95-99% do produto no final do enchimento.

Diminuir a velocidade de enchimento de forma adequada para reduzir a orientação molecular do plástico; assegurar uma pressão suficiente durante a fase de enchimento; registar e manter o tempo de enchimento consistente; mudar para a retração no final do enchimento; controlar a pressão e o tempo para a retração.
Certificar-se de que a pressão é mantida até ao fecho da porta. Controlar a velocidade e o tempo de arrefecimento. Certificar-se de que existe turbulência no canal de arrefecimento. Controlar a temperatura de entrada e de saída da água de arrefecimento. Não utilizar a tecnologia de controlo de regulação automática.

Tornar o processo de plastificação tão lento quanto possível sem aumentar o ciclo. Não segmentar a contrapressão. Se as propriedades do material mudarem, não compensar ajustando a temperatura, mas principalmente ajustando a velocidade de enchimento.
"Conceção experimental" significa que está a fazer testes de uma forma planeada, estruturada e registada. Desta forma, se encontrar quaisquer violações ou outros problemas, pode facilmente rastreá-los até às suas origens.

Conclusão
Em suma, a moldagem por injeção é um método de processamento comum que é rápido, preciso e repetível. Mas há sempre problemas. Quase todas as fábricas de moldagem por injeção têm problemas como injeção instável, e há sempre defeitos nos produtos.

Como os plásticos têm as suas próprias caraterísticas e o equipamento de processamento é complicado, a moldagem por injeção é relativamente complicada. O controlo e o ajustamento razoáveis de factores como as matérias-primas, os moldes e os parâmetros do processo na moldagem por injeção O processo pode efetivamente melhorar a qualidade do produto e a eficiência da produção, optimizando a produção de moldagem por injeção.






