 Saltar para o conteúdo
Saltar para o conteúdo 

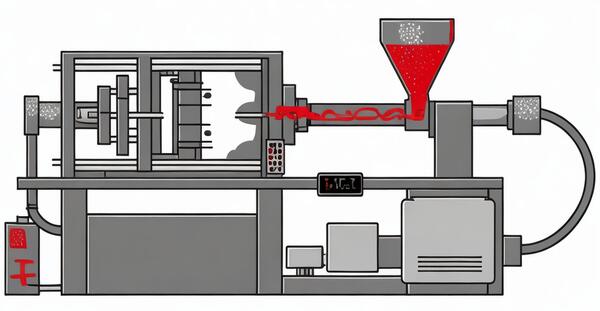
Introdução: A moldagem por injeção é a forma mais comum de fabricar produtos de plástico com várias peças que têm de ser unidas no final. Juntar peças significa certificar-se de que encaixam corretamente e se mantêm juntas.
É aqui que entram as tolerâncias. Se não indicar o espaço que deve existir entre as peças, ou se não se certificar de que as peças têm o tamanho correto, estas não se encaixarão corretamente.
Moldagem por injeção As tolerâncias podem ser uma dor de cabeça porque os moldes são caros. Por isso, é preciso saber como controlá-las.
Neste artigo, explicarei o que afecta as tolerâncias e como controlá-las utilizando a conceção para fabrico (DFM), a seleção de materiais, a conceção de ferramentas e o controlo de processos.
Porque é que as tolerâncias são importantes para as peças moldadas por injeção?
A quantidade de variação em qualquer processo de prototipagem rápida depende da sua precisão e, embora a moldagem por injeção seja bastante precisa, ainda existe uma pequena variação.

Esta variação faz com que seja importante determinar a gama de desvios admissíveis para que as peças funcionem corretamente após a sua montagem.
Quando se monta um produto que tem várias peças moldadas por injeção, é necessário prestar atenção às tolerâncias da moldagem do plástico.

Digamos que pretende ligar duas peças moldadas em plástico com parafusos. É necessário fazer um furo em ambas as peças.
Se se enganar na localização e no tamanho do orifício, terá problemas e perderá a funcionalidade quando o estiver a montar. Assim, ambas as peças necessitam de tolerâncias de posição para funcionarem corretamente.
Em termos simples, controlar e otimizar as tolerâncias de moldagem por injeção é como assumir o pior. É descobrir a gama de desvios aceitáveis que farão com que o seu produto funcione da melhor forma.
Que factores influenciam as tolerâncias de moldagem por injeção?
Desenho da peça
Uma das formas mais importantes de limitar o empeno, a contração excessiva e o desalinhamento das peças é utilizar os princípios DFM ao conceber as suas peças.
A melhor forma de o conseguir é trabalhar com o seu serviço de moldagem por injeção logo no início do processo de conceção, de modo a evitar reformulações dispendiosas mais tarde na fase de conceção.
Espessura da parede ; As peças com uma espessura de parede variável podem sofrer uma contração desigual. Quando as áreas espessas não podem ser evitadas, deve ser utilizado o descaroçamento para manter uma espessura de parede uniforme. Uma espessura de parede irregular pode causar distorção da peça, o que pode afetar as tolerâncias e o ajuste.
Paredes mais espessas nem sempre são a melhor escolha para aumentar a resistência; quando possível, é melhor utilizar nervuras e reforços para aumentar a resistência da peça.
Ângulo de inclinação ; Os ângulos de inclinação são muito importantes para garantir que a peça sai facilmente da ferramenta.
Se não estiver correto, a peça pode ficar presa quando está a sair, raspar e deformar o produto acabado. Os ângulos de inclinação podem ser de 0,5° a 3°, dependendo do desenho da peça e do acabamento da superfície.
Caraterísticas do lBoss ; As saliências são frequentemente utilizadas para acomodar fixadores quando se montam várias peças de plástico. Se os ressaltos forem demasiado grossos, podem deixar marcas na peça.
Se não estiverem ligadas às paredes laterais por nervuras, podem deformar-se significativamente. Este facto tornará a montagem destas peças quase impossível.
Seleção de materiais
É possível fabricar plásticos moldados por injeção a partir de uma série de resinas diferentes. As que escolhe dependem do que está a fazer.
Cada resina encolhe numa quantidade diferente. Quando desenha o molde, tem de ter em conta esta contração. Normalmente, o molde é aumentado em função da percentagem de retração do material.
Se estivermos a fabricar algo com mais do que um tipo de material, temos de conceber para diferentes taxas de encolhimento.

Se não conceber as tolerâncias corretamente, pode acabar por ter peças que não se encaixam umas nas outras. Este é um grande erro na moldagem por injeção e custa muito dinheiro.
As tolerâncias para a moldagem por injeção são determinadas principalmente pela retração do material e pela geometria da peça.
É necessário finalizar a seleção do material antes de conceber e construir a ferramenta. A conceção da ferramenta depende muito do material escolhido.

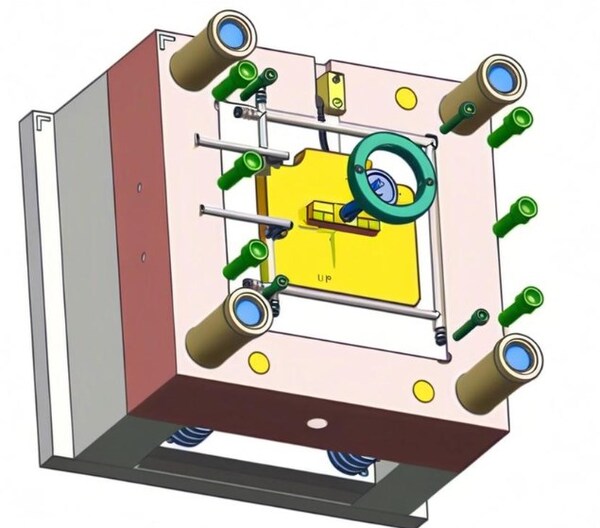
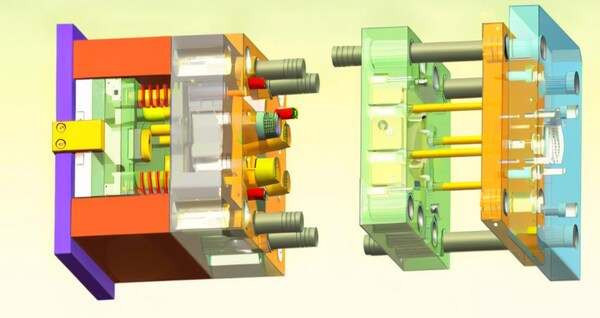
Conceção de ferramentas
Quando se escolhe o material, normalmente aumenta-se a ferramenta para permitir a contração do material. Mas a contração não é a mesma em todas as direcções. Por exemplo, as peças mais grossas arrefecem a ritmos diferentes das peças mais finas.
Assim, se tiver uma peça complexa com uma mistura de paredes finas e grossas, terá diferentes taxas de arrefecimento.
Isso pode fazer com que a peça se deforme ou afunde, o que pode estragar as tolerâncias e o ajuste da moldagem por injeção. Para ajudar a resolver este problema, os fabricantes de ferramentas pensam nestes aspectos quando concebem as caraterísticas do molde.
Arrefecimento da ferramenta; O arrefecimento da ferramenta é importante para garantir que a peça encolhe uniformemente. Se a ferramenta não arrefecer corretamente, a peça encolherá de forma desigual e não terá o tamanho certo. Pode colocar linhas de água na ferramenta para ajudar a peça a ficar com o tamanho correto.
A tolerância da ferramenta é muito importante na moldagem por injeção porque, se uma ferramenta estiver fora de tolerância, todas as peças que saírem dessa ferramenta terão esse erro adicionado a qualquer erro causado pela contração.
Na maquinagem CNC, as tolerâncias das ferramentas são normalmente controladas e monitorizadas de forma rigorosa, pelo que uma ferramenta fora de tolerância raramente é a razão pela qual uma peça está fora de tolerância.
Para além disso, estas ferramentas são normalmente "seguras para aço". Isto significa que, quando uma ferramenta é fabricada, as dimensões ou caraterísticas críticas podem ser ajustadas através de fresagem adicional.
Se as dimensões acabadas de certas peças não estiverem dentro da tolerância, o material adicional permite que a ferramenta seja afinada através da maquinagem.
Por exemplo, uma caraterística de furo de tolerância apertada numa peça pode ter uma ferramenta que tem um pino central concebido para estar no lado mais largo da tolerância. Se o furo precisar de ser ajustado, será maquinado mais fino para o tornar mais fino.
Localização do pino ejetor; O pino ejetor empurra-o para fora do molde quando este abre; isto tem de acontecer o mais rapidamente possível para minimizar o tempo de ciclo.
Se o pino ejetor for colocado num local menos que ideal, pode danificar a peça. Alguns materiais não são completamente rígidos quando saem da ferramenta, e uma ejeção irregular pode causar empenos graves e inconsistências dimensionais.
Localização do portão; O portão é onde a resina entra na ferramenta. Se a colocar no sítio errado, ficará com mau aspeto.
Além disso, se o molde não for preenchido uniformemente, a peça deformar-se-á e encolherá de forma desigual. As peças complexas necessitam frequentemente de mais do que uma porta para serem preenchidas uniformemente e evitar estes problemas.
Controlo de processos
Mesmo que se faça todo o trabalho de conceção inicial e considerações materiais para otimizar a tolerância de moldagem por injeção de uma peça, é ainda possível que a peça esteja fora de tolerância quando as primeiras amostras forem entregues.
Depois de ter efectuado todos os métodos acima referidos, o passo seguinte para melhorar o cumprimento da tolerância é ajustar o processo.
O controlo da temperatura, da pressão e do tempo de retenção são algumas das formas mais comuns de melhorar a qualidade das peças.
Assim que tiver descoberto o conjunto ideal de condições, o molde pode criar peças consistentes com muito pouca variação dimensional entre as peças.
Quando se tem uma peça com muitas caraterísticas, é uma boa ideia colocar sensores de pressão e de temperatura na ferramenta para que se possa medir esses aspectos enquanto se está a fazer a peça.
Desta forma, pode controlar o processo e certificar-se de que está a manter as tolerâncias. Se conseguir manter a pressão e a temperatura na ferramenta durante todo o tempo, terá muito mais hipóteses de manter as tolerâncias.
Quando se tem peças complexas e com várias caraterísticas, pode ser útil colocar sensores de pressão e temperatura na ferramenta para medir estes parâmetros durante o processo de fabrico para obter feedback e controlo do processo em tempo real.
Manter a pressão e a temperatura na ferramenta em permanência ajuda muito a garantir tolerâncias consistentes.
Como otimizar as tolerâncias de moldagem por injeção?
Para otimizar moldagem por injeção pode otimizar o design dos produtos utilizando o design para fabrico, utilizando os materiais de moldagem por injeção corretos, ajustando o design do molde de injeção e o controlo do processo.
Esta secção abordará cada categoria para que possa obter tolerâncias realistas na moldagem por injeção de plástico.
Na fase de conceção
Quando os fabricantes utilizam a moldagem por injeção, deparam-se com problemas como empenos, retração excessiva das peças, desalinhamento das peças, etc., durante o processamento, que afectam as tolerâncias das peças moldadas por injeção.
Para combater esta situação, os designers certificam-se de que cada projeto de produto segue o Design for Manufacturing (DFM), uma vez que este pode limitar a ocorrência de tais problemas.
Para obter uma boa DfM, é necessário recorrer a um bom serviço de prototipagem rápida com uma vasta experiência em moldagem por injeção (como o Rapid Diret) no início do processo de conceção.
Aqui estão quatro coisas em que deve pensar quando se trata da conceção de peças.
Tamanho total
Quanto maior for o objeto que se está a fabricar, mais se tem de preocupar com as tolerâncias. Quando se faz algo grande na moldagem por injeção de plástico, pode deformar-se ou encolher. Por isso, há que pensar no tamanho.
Espessura da parede
A contração é o encolhimento de uma peça de plástico durante a fase de arrefecimento. A retração é um processo integral no processo de moldagem por injeção e é controlada por factores como a espessura da parede, a temperatura, etc.
Se quiser reduzir os defeitos estéticos, como empenos, afundamentos, fissuras e distorções, precisa de ter uma taxa de retração constante.

E para ter uma taxa de contração constante, é necessário ter uma espessura de parede uniforme. Eis como se pode obter uma espessura de parede uniforme:
Não conceba peças com cantos interiores afiados, vãos longos sem apoio ou saliências mal concebidas. Se for necessário reforçar as paredes, utilize nervuras.
Se colocar raios nos cantos interiores, isso pode ajudar a atenuar o empeno. Utilize o material correto e tenha em conta a espessura da parede. Não utilize paredes espessas, uma vez que estas retardam o arrefecimento, o que aumenta a contração e pode causar empenos.

Ângulos de projeto
Os ângulos de inclinação são muito importantes na conceção da moldagem por injeção porque facilitam a retirada da peça do molde. Uma remoção fácil da peça significa menos fricção, menos desgaste e uma superfície agradável.

Se não pensar nos ângulos de inclinação quando estiver a moldar por injeção, terá encolhimento e as peças ficarão presas quando as tentar ejetar (materiais plásticos como o nylon ainda funcionam muito bem a 0).
Os ângulos de inclinação são medidos em graus/polegadas/mm, mas não existem regras de tolerância de moldagem por injeção padrão para os incorporar no design do seu produto.
Mas temos algumas regras de ouro que pode seguir. Um ângulo de inclinação de 10 a 20 é bom para a maioria das peças. Acrescente 10 para 1 polegada de profundidade. Utilize 30 para texturas ligeiras e >50 para texturas pesadas e utilize 0,50 em todas as superfícies verticais.

Chefes
As bossas são uma parte importante da conceção de produtos e são utilizadas para manter as peças unidas quando as juntamos.
Há algumas coisas importantes a ter em conta quando se desenham bosses. Uma delas é que as paredes da saliência não podem ser demasiado espessas. Se colocar uma saliência espessa no seu desenho, eis o que acontecerá:
Os espaços vazios e as marcas de afundamento são criados quando não se faz o núcleo das bossas. Isto prolonga o tempo de ciclo. Também se produzirão fissuras de plástico durante a fixação.
Para além disso, deve fazer o núcleo das saliências (ou seja, ligá-las à parede lateral mais próxima). Isto resultará numa distribuição adicional da carga na peça e melhorará o arrefecimento da peça e o fluxo de material.
Escolher o material certo para tolerâncias de injeção apertadas
A seleção do material é importante quando se trata de tolerâncias de moldagem por injeção porque o material encolhe uniformemente (ou seja, os materiais de moldagem por injeção encolhem durante a fase de arrefecimento devido a alterações de densidade).
A retração depende de factores como a espessura da parede, a temperatura, a peça e o tipo de material. No que diz respeito à seleção do material, utilize os seguintes factores para o ajudar a escolher:
Composição plástica: O ABS encolhe menos do que o polietileno porque é menos denso.

Peso molecular: As resinas de elevado peso molecular têm uma elevada viscosidade e uma elevada queda de pressão, o que aumenta a contração.
Aditivos: A adição de cargas de baixa expansão térmica reduzirá o encolhimento.
As diferentes resinas encolhem a ritmos diferentes. Por isso, é preciso ter isto em mente quando se está a escolher materiais e a desenhar o molde de injeção.
Isto ajudá-lo-á a reduzir os defeitos cosméticos que afectam a tolerância das suas peças moldadas por injeção. Coisas como deformações, afundamentos, fissuras e distorções.

Tenha em mente as ferramentas de moldagem
Quando estiver a escolher o material certo, os projectistas de moldes dir-lhe-ão para aumentar o tamanho do molde para ter em conta a contração do material. Diferentes materiais encolhem a taxas diferentes devido à espessura desigual. Para minimizar isso, tenha em mente o seguinte ao projetar o molde.
Arrefecimento de ferramentas
O arrefecimento é um aspeto importante na moldagem por injeção. É o que faz a diferença entre uma peça boa e uma peça má. É o processo de arrefecimento do plástico quente depois de este ter sido injetado.
O arrefecimento tem de ser uniforme porque, se não o for, haverá retração, marcas de afundamento, problemas de ejeção, empenos e todo o tipo de outros problemas que afectarão o aspeto, a tolerância e a função da peça.

Para obter um arrefecimento uniforme, é necessário colocar linhas de arrefecimento no molde nos sítios certos. Também é necessário ter em atenção aspectos como a pressão de injeção, a viscosidade da resina e o tempo de enchimento.
Tolerâncias de ferramentas
Os moldes de injeção são normalmente fabricados com maquinação CNC. Isto permite tolerâncias apertadas, o que significa que o molde manterá a sua precisão à medida que aquece e arrefece.
As tolerâncias garantirão que a peça arrefece corretamente sem perder a precisão. Mas se não controlar as tolerâncias quando faz o molde, pode obter grandes defeitos como deformação, contração, afundamento, etc.
Posição do pino ejetor
Um pino ejetor é uma caraterística de um molde de injeção que empurra o produto final para fora do molde. O pino tem diferentes formas (de preferência planas) através das quais é aplicada uma determinada força para empurrar o produto para fora.
Por conseguinte, quando se encontra na posição incorrecta, pode causar indentações indesejadas no produto acabado. Além disso, em materiais não rígidos ou materiais que arrefecem de forma irregular, o pino ejetor pode rachar o produto inacabado, resultando em múltiplos defeitos cosméticos e distorções físicas.

Posição do portão
O portão é onde o plástico entra no molde. Coloque o portão onde a peça é mais grossa. Isto ajudará a peça a não afundar ou ter buracos. Também ajudará o plástico a fluir melhor.
Coloque a porta onde a peça é mais grossa para que a peça preencha todo o espaço. Não coloque a porta junto a objectos como pinos e núcleos.

Não deixe que o portão estrague o aspeto do corredor ou da peça. O portão tem de estar no sítio certo. Se a porta estiver no sítio errado, a peça não ficará bem preenchida. Isto fará com que a peça se deforme e encolha e fique com mau aspeto.
Realizar o controlo de processos repetíveis
O processo de fabrico tem muitos aspectos que podem afetar a peça que está a ser fabricada e o controlo do processo é uma forma de garantir que todos esses aspectos estão corretamente configurados para que a peça saia como é suposto.
Os sensores de pressão e temperatura incorporados na ferramenta de molde são muitas vezes uma parte importante da obtenção de um bom controlo do processo, porque lhe dizem o que se está a passar com esses elementos em tempo real, para que possa fazer alterações rapidamente se algo de mau estiver a acontecer.

Assim que tiver estes aspectos sob controlo e puder fazê-los sempre da mesma forma, a ferramenta de molde será capaz de produzir peças com o tamanho certo e que não mudam muito.
As resinas plásticas têm normalmente um coeficiente de expansão térmica mais elevado, o que significa que é mais provável que mudem de dimensão quando a temperatura muda.
Assim, as peças com tolerâncias mais apertadas precisam frequentemente de ser medidas à mesma temperatura para garantir que mantêm o mesmo tamanho e funcionam corretamente.

Quais são as Tolerâncias de Moldagem por Injeção de Manutenção que podem ser alcançadas?
Para obter uma norma real moldagem por injeção tolerâncias, pode introduzir algumas tolerâncias de moldagem por injeção de plástico viáveis no desenho do molde de plástico. Eis as mais comuns para os principais plásticos utilizados na moldagem por injeção de plástico:
Tolerâncias dimensionais +/- mm
A exatidão pode ser uma verdadeira dor de cabeça. É por isso que os designers utilizam o símbolo (+/-) para mostrar a gama de medidas. Cada material tem um intervalo de tolerância diferente à medida que o tamanho aumenta. A tabela acima mostra as tolerâncias dimensionais para os principais plásticos utilizados na moldagem por injeção.
Tolerâncias de retilinearidade/pluralidade
A deformação ocorre porque o plástico encolhe de forma diferente na direção do fluxo e ao longo do fluxo. Pode acontecer porque diferentes partes da peça têm diferentes espessuras de parede, que encolhem de forma diferente.

É possível minimizar a deformação alterando o desenho do molde, colocando a porta num local melhor e controlando melhor o processo. Mas poderá ter de ter uma tolerância realista no lado do plástico, porque é difícil eliminar o empeno 100%.
Tolerâncias de abertura +/- mm
Quanto maior for o furo, maior é a preocupação. A imagem acima mostra a quantidade com que tem de se preocupar para furos de diferentes tamanhos.
Tolerâncias de profundidade do furo cego +/- mm
Os furos cegos são furos efectuados na peça de trabalho com um núcleo de inserção que não atravessa toda a peça de trabalho.

Os furos cegos são fixos e mantidos numa extremidade, o que os torna mais susceptíveis de se deformarem sob fortes forças de fluxo de fusão. A tabela acima mostra as diferentes tolerâncias que podem ser utilizadas.
Tolerância de Concentricidade/Ovalidade +/- mm
Trata-se de calcular a espessura da parede (a diferença entre os diâmetros exterior e interior). A imagem acima mostra as diferentes tolerâncias e diferenças de custo para obter esta tolerância.
Conclusão
Há sempre alguma variação no processo de moldagem por injeção, pelo que é necessário ter uma gama de desvios admissíveis para que as peças funcionem quando as juntamos.
É por isso que as tolerâncias de moldagem por injeção são tão importantes quando se trata de montar produtos com várias peças moldadas por injeção.
Quando se controla e optimiza as tolerâncias de moldagem por injeção, é possível descobrir a gama de desvios permitidos que ajudarão o seu produto a funcionar da melhor forma possível.
As formas mais comuns de o fazer são sobretudo a DfM, a seleção de materiais e o controlo de processos, e estas diretrizes de tolerância de moldagem por injeção podem ajudá-lo a simplificar as formas mais comuns que serão realmente úteis para o seu projeto. Se tiver algum projeto de moldagem por injeção, não hesite em contactar a Zetar Mold.
Em resumo, a otimização moldagem por injeção tolerâncias é importante para garantir que pode fabricar o seu produto de forma eficiente e económica.
Para tal, é necessário determinar as tolerâncias necessárias, escolher os materiais e processos corretos e ajustar a conceção e os parâmetros do molde.







