 Saltar para o conteúdo
Saltar para o conteúdo 
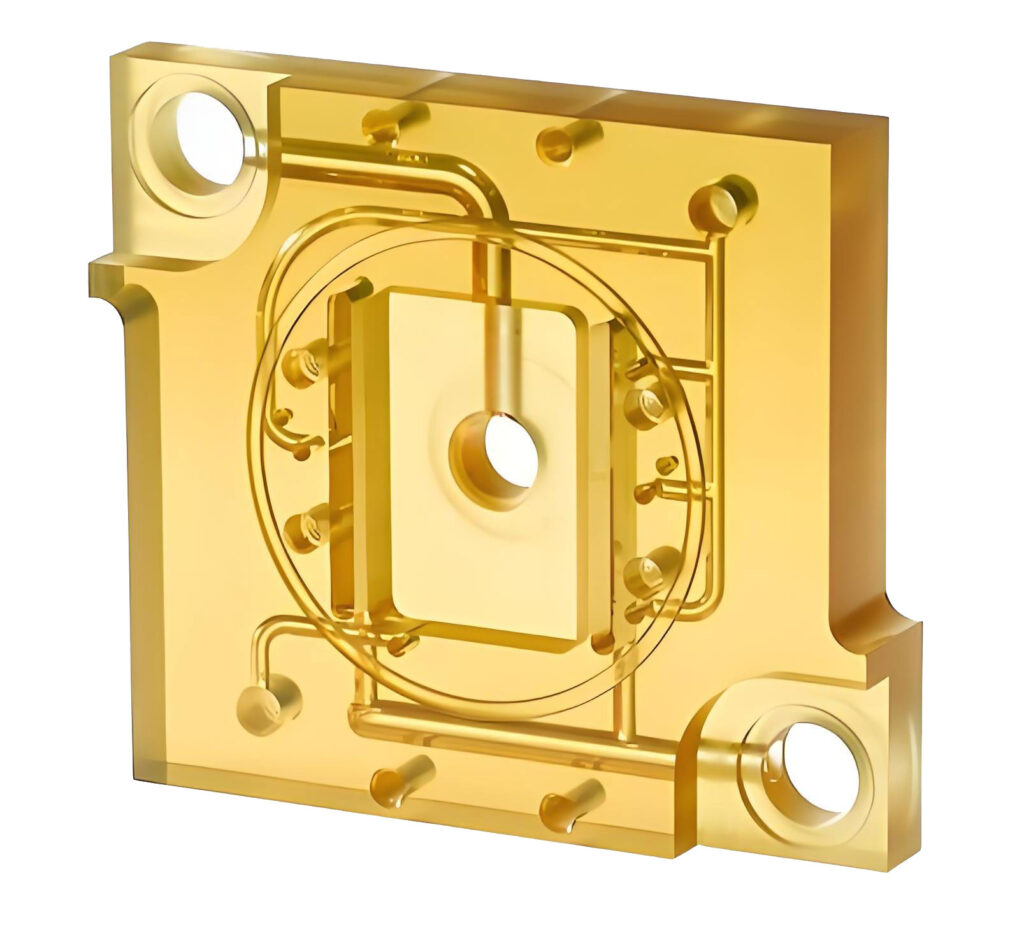
Moldagem por injeção de PEI
O PEI é um termoplástico de alto desempenho normalmente utilizado na moldagem por injeção devido às suas excelentes propriedades.

Recursos para O guia completo da moldagem por injeção de PEI
O que é o PEI?

O PEI é um plástico de alto desempenho que mantém a sua excelente estabilidade quando aquecido. É também muito forte e não se parte facilmente. Também é muito bom para não ser danificado por produtos químicos. Também é muito bom para não ser danificado pela eletricidade.
As pessoas utilizam PEI quando precisam de algo que seja muito forte e não se parta facilmente. O PEI pode suportar temperaturas muito altas. Pode suportar temperaturas até 200°C durante algum tempo. Pode suportar temperaturas até 180°C durante muito tempo.
O PEI é muito bom a manter-se forte e a não se partir quando aquece. As pessoas utilizam PEI em aviões, automóveis, eletrónica e material médico.
O PEI é um tipo de plástico constituído por grupos de poliéter e imida. Os grupos imida são o que torna o PEI tão bom a lidar com calor, químicos e eletricidade. Os grupos de poliéter são o que torna o PEI tão resistente e capaz de aguentar uma pancada.
Quais são as caraterísticas da polieterimida (PEI)?
A PEI (polieterimida) tem muitas caraterísticas interessantes que a tornam adequada para muitas coisas diferentes:
1. Estabilidade a altas temperaturas
A resina PEI é óptima para peças que têm de ser utilizadas em ambientes de alta temperatura porque mantém o seu elevado desempenho mecânico e estabilidade dimensional a altas temperaturas. A PEI tem uma temperatura de transição vítrea (Tg) de até 217°C e uma temperatura de deflexão térmica (HDT) de até 210°C, pelo que mantém as suas excelentes propriedades mecânicas a altas temperaturas. O PEI pode ser utilizado continuamente a temperaturas até 200°C (392°F) e pode suportar uma exposição de curta duração a temperaturas até 250°C (482°F).
2. Propriedades mecânicas excepcionais
O PEI é um material forte, rígido e resistente ao desgaste, perfeito para aplicações que necessitam de materiais resistentes e duradouros. Tem uma elevada resistência à tração, dureza, resistência ao impacto e módulo de flexão. Pode suportar até 100 MPa de resistência à tração, 85 MPa de resistência ao escoamento e tem um módulo de elasticidade de 3,2 GPa, o que o torna ótimo para aplicações que necessitam de resistência e rigidez. O PEI é também dimensionalmente estável a altas temperaturas e tem uma boa resistência à fluência numa vasta gama de temperaturas.
3. Resistência química
O PEI resiste bem a muitos produtos químicos, incluindo uma variedade de solventes orgânicos, ácidos e bases. Pode suportar a corrosão de uma vasta gama de produtos químicos, incluindo hidrocarbonetos aromáticos, hidrocarbonetos clorados, hidrocarbonetos alifáticos, ésteres e cetonas. Isto faz com que o PEI seja bom para aplicações que necessitem de uma forte resistência química.

4. Propriedades eléctricas excepcionais
A resina PEI é excelente para a eletrónica porque isola e resiste à radiação. Tem uma constante dieléctrica baixa e uma força dieléctrica elevada, pelo que isola bem a diferentes temperaturas e frequências. Também resiste à radiação eletrónica, pelo que é boa para locais com radiação nuclear ou eletrónica.
- Resistência dieléctrica: 20-30 kV/mm (500-750 V/mil)
- Resistividade de volume: 10^14-10^15 ohm-cm
- Resistividade da superfície: 10^12-10^13 ohm/quadrado
5. Transparência
O PEI é bom para a clareza ótica e pode ser utilizado em aplicações que necessitem de materiais transparentes. Com uma transmitância de luz de até 90%, o PEI é bom para aplicações em que a transparência é importante, como janelas de dispositivos ópticos, ecrãs e lentes. É transparente, pelo que se pode ver através dele e também protege as coisas.
6. Baixa absorção de humidade
O PEI tem uma absorção de humidade muito baixa, o que significa que não absorve realmente água ou incha em diferentes condições de humidade, pelo que mantém as suas propriedades físicas e mecânicas estáveis. Isto é bom para aplicações que necessitam que o material permaneça o mesmo em diferentes níveis de humidade.
7. Resistência à chama
O PEI é inerentemente retardador de chama, o que significa que deixará de arder por si só quando a fonte de chama for removida e não continuará a arder. O PEI cumpre várias normas e certificações de resistência à chama, o que o torna perfeito para aplicações que necessitam de um elevado grau de retardamento de chama, como caixas de dispositivos electrónicos e materiais de construção.
8. Processabilidade
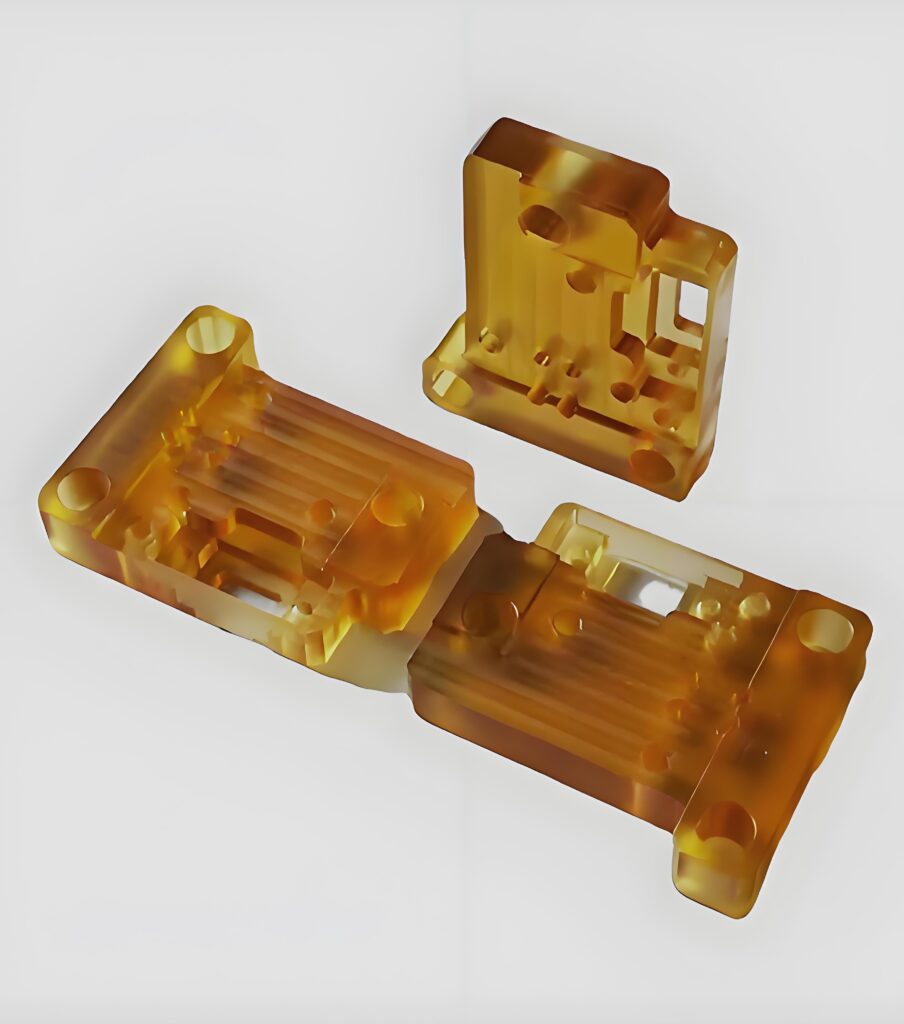
O PEI pode ser processado através de métodos como a moldagem por injeção, a extrusão, a prensagem a quente e a maquinagem em condições adequadas, embora exija temperaturas de processamento elevadas. Os componentes de PEI processados podem atingir uma boa precisão dimensional e acabamento de superfície, tornando-o adequado para a produção de formas complexas e peças de alta precisão.
Quais são as propriedades do PEI?
| Imóveis | Métrica | Inglês |
|---|---|---|
| Densidade | 0,0500 - 1,90 g/cc | 0,00181 - 0,0686 lb/in³ |
| Conteúdo de enchimento | 5.00 - 50.0 % | 5.00 - 50.0 % |
| Absorção de água | 0.0150 - 1.30 % | 0.0150 - 1.30 % |
| Absorção de humidade no equilíbrio | 0.000 - 1.30 % | 0.000 - 1.30 % |
| Absorção de água na saturação | 0.100 - 2.90 % | 0.100 - 2.90 % |
| Carregamento de aditivos | 10.0 - 40.0 % | 10.0 - 40.0 % |
| Tamanho das partículas | 15,0 µm | 15,0 µm |
| Viscosidade |
3,00 - 87,0 cP Temperatura 220 - 360 °C |
3,00 - 87,0 cP Temperatura 220 - 360 °C |
|
3,00 - 87,0 cP @Carga 2,16 - 10,0 kg |
3,00 - 87,0 cP @Carga 2,16 - 10,0 kg | |
| Teor máximo de humidade | 0.02 | 0.02 |
| Contração linear do molde | 0,000 - 0,0230 cm/cm | 0,000 - 0,0230 pol/in |
| Contração linear do molde, transversal | 0,00100 - 0,0240 cm/cm | 0,00100 - 0,0240 pol/in |
| Fluxo de fusão | 1,80 - 113 g/10 min | 1,80 - 113 g/10 min |
| Resistência à tração, máxima | 1,00 - 650 MPa | 145 - 94300 psi |
| Resistência à tração, rendimento | 20,0 - 255 MPa | 2900 - 37000 psi |
| Alongamento na rutura | 0.500 - 110 % | 0.500 - 110 % |
| Resistividade eléctrica | 0,0500 - 1,00e+18 ohm-cm | 0,0500 - 1,00e+18 ohm-cm |
| Resistência da superfície | 1,00 - 5,80e+16 ohm | 1,00 - 5,80e+16 ohm |
| Constante dieléctrica | 2.52 - 6.80 | 2.52 - 6.80 |
| Resistência dieléctrica | 4,33 - 244 kV/mm | 110 - 6200 kV/in |
| Transmissão, Visível | 58.0 - 90.0 % | 58.0 - 90.0 % |
| Temperatura de processamento | 60.0 - 410 °C | 140 - 770 °F |
| Temperatura do bico | 173 - 421 °C | 343 - 790 °F |
| Temperatura do adaptador | 270 - 335 °C | 518 - 635 °F |
| Temperatura da matriz | 260 - 360 °C | 500 - 680 °F |
| Temperatura de fusão | 107 - 427 °C | 225 - 801 °F |
| Temperatura da cabeça | 290 - 360 °C | 554 - 680 °F |
| Temperatura do molde | 37.8 - 399 °C | 100 - 750 °F |
| Temperatura de secagem | 60.0 - 152 °C | 140 - 305 °F |
| Teor de humidade | 0.0200 - 0.0400 % | 0.0200 - 0.0400 % |
| Ponto de orvalho | -28.9 °C | -20.0 °F |
| Pressão de injeção | 82,7 - 124 MPa | 12000 - 18000 psi |
Comparação do PEI com outros materiais de moldagem por injeção a alta temperatura
Quando se trata de plásticos para moldagem por injeção a alta temperatura, a Polieterimida (PEI) é comparada com outros materiais de elevado desempenho, como a Polieteretercetona (PEEK), a Polifenilsulfona (PPSU), a Poliimida (PI), o Polímero de Cristais Líquidos (LCP), a Poliftalamida (PPA) e a Poliamida 46 (PA46). Aqui está uma comparação detalhada destes materiais para o ajudar a descobrir qual é o melhor para as suas necessidades específicas de aplicação.

1. Polieterimida (PEI)
O PEI é um plástico de alto desempenho conhecido pela sua resistência térmica superior, mantendo a funcionalidade a temperaturas até 170°C, com uma resistência a curto prazo que atinge os 200°C. Proporciona uma excelente resistência mecânica e tenacidade e destaca-se no isolamento elétrico. Embora o PEI ofereça uma boa resistência química, é menos resistente a ácidos e bases fortes. É amplamente utilizado em aplicações exigentes, tais como eletrónica, aeroespacial, automóvel e dispositivos médicos, onde a elevada resistência e a estabilidade térmica são essenciais.

2. Poliéter-éter-cetona (PEEK)
O PEEK é outro material de alta temperatura com excelente estabilidade térmica e resistência química. No entanto, é mais caro do que o PEI. O PEEK tem um ponto de fusão ligeiramente mais elevado (343°C vs. 334°C), mas oferece uma melhor resistência ao impacto e uma cor mais consistente.
O PEEK (poliéter-éter-cetona) é amplamente utilizado em indústrias como a aeroespacial, médica, automóvel e eletrónica, principalmente devido às suas excelentes propriedades de resistência a altas temperaturas, resistência à corrosão e elevada resistência.

3. Polifenilsulfona (PPSU)
O PPSU é um material com bom desempenho a altas temperaturas, com um intervalo de funcionamento de cerca de 180°C, um pouco mais elevado do que o PEI. É resistente e forte a altas temperaturas, mas não tão forte como o PEEK. É muito resistente à água e à maioria dos produtos químicos, mas pode não ser tão resistente a alguns produtos químicos como o PEI.
A PPSU (polifenilsulfona) é utilizada principalmente em dispositivos médicos, garrafas de bebidas e embalagens de alimentos devido à sua excelente resistência a altas temperaturas, à corrosão química e ao impacto.

4. Poliimida (PI)
O PI é um material de alta temperatura com excelente estabilidade térmica e resistência química. No entanto, é mais caro e mais difícil de processar. Embora o PEI tenha um ponto de fusão mais baixo (334°C) do que o PI, tem uma melhor resistência ao impacto e uma cor mais consistente, o que o torna uma escolha mais conveniente para muitas aplicações.
A PI é frequentemente utilizada em aplicações que requerem temperaturas extremamente elevadas e um elevado isolamento elétrico, tais como componentes electrónicos e peças aeroespaciais.

5. Polímero de cristais líquidos (LCP)
O LCP é um material de elevado desempenho que pode ser utilizado durante muito tempo a temperaturas até 250°C, semelhante ao PEI. O LCP é mais rígido e mais forte a altas temperaturas do que o PEI. Tem uma resistência química semelhante à do PEI, mas pode ser mais resistente a determinados produtos químicos. O LCP é utilizado em eletrónica e em placas de circuitos de alta frequência quando é necessário algo que seja muito rígido e estável.
O LCP é geralmente utilizado em eletrónica, conectores eléctricos, placas de circuitos de alta frequência e peças para automóveis.

6. Poliftalamida (PPA)
O PPA tem uma temperatura de utilização a longo prazo de cerca de 200°C, superior aos 170°C do PEI. Tem uma boa resistência à tração e ao desgaste, frequentemente comparável ao PEI, mas com algumas vantagens em condições específicas. O PPA tem melhor resistência a gorduras e solventes do que o PEI, embora o PEI possa ter melhor resistência a outros produtos químicos. O PPA é utilizado em peças para automóveis, produtos electrónicos e equipamento industrial, especialmente quando a estabilidade a altas temperaturas e a resistência química são importantes.

7. Poliamida 46 (PA46)
O PA46 pode suportar temperaturas de utilização a longo prazo até 210°C, ligeiramente superiores aos 170°C do PEI. Tem uma resistência e rigidez semelhantes às do PEI, mas tem uma melhor resistência ao desgaste. O PA46 tem uma melhor resistência às gorduras e aos combustíveis em comparação com o PEI, mas pode ser menos resistente a alguns produtos químicos.
O PA46 é normalmente utilizado em peças de motores automóveis, sistemas de transmissão e componentes mecânicos de carga elevada, o que o torna excelente para aplicações que necessitam de elevada resistência e estabilidade térmica.
8. Vantagens do PEI em relação a outros materiais para altas temperaturas:
① Ponto de fusão: O PEI tem um ponto de fusão mais elevado do que muitos outros materiais de alta temperatura, pelo que é bom para o processamento a alta temperatura.
② Melhor resistência ao impacto: O PEI resiste muito melhor aos impactos do que outros materiais de alta temperatura, pelo que é uma melhor escolha para peças que possam ser atingidas ou abanadas.
③ Cor consistente: O PEI dá-lhe uma cor mais consistente em comparação com muitos outros materiais de alta temperatura, pelo que é uma óptima escolha quando se preocupa com o aspeto das suas peças.
④ Cor consistente: O PEI dá-lhe uma cor mais consistente em comparação com muitos outros materiais de alta temperatura, pelo que é uma óptima escolha quando se preocupa com o aspeto das suas peças.
O material PEI pode ser moldado por injeção?
É totalmente possível moldar por injeção PEI (Polieterimida). De facto, a moldagem por injeção é uma forma popular de fabricar peças e outros materiais em PEI.
O PEI tem um ponto de fusão elevado, o que pode dificultar a sua moldagem por injeção. Mas as modernas máquinas de moldagem por injeção e os desenhos dos moldes percorreram um longo caminho para lidar com as necessidades especiais do PEI.

O PEI é um termoplástico de alto desempenho conhecido pelas suas excelentes propriedades, o que o torna adequado para moldagem por injeção, como por exemplo:
① Alta resistência ao calor: A temperatura de transição vítrea do PEI de cerca de 217°C (423°F) torna-o adequado para aplicações expostas a temperaturas elevadas.
② Resistência química: A resistência do PEI a vários produtos químicos torna-o ideal para ambientes agressivos.
③ Resistência mecânica: O PEI oferece uma elevada resistência à tração, módulo e resistência ao impacto, proporcionando um excelente desempenho mecânico.
④ Resistência à chama: O PEI tem propriedades retardadoras de chama intrínsecas, cumprindo as classificações de inflamabilidade UL94 V-0, V-2 e 5VA.
⑤ Esterilizabilidade: O PEI pode ser esterilizado, o que o torna adequado para aplicações médicas.
Quais são as condições básicas para a moldagem por injeção de PEI?
O PEI é um plástico super-duper que é muito bom a lidar com altas temperaturas, corrosão e fadiga. Quando se fabricam peças em PEI, derretemo-lo e colocamo-lo em moldes para fazer peças. Aqui está o que você precisa saber para fazer boas peças de PEI:
① Temperatura do molde: 150-200°C (302-392°F). Mantenha a temperatura do molde neste intervalo para um bom enchimento e ejeção da peça.
② Temperatura de injeção: 350-400°C (662-752°F). Certifique-se de que a temperatura de injeção se encontra neste intervalo para que o material PEI derreta e flua corretamente.
③ Pressão de Injeção: 100-200 bar (1450-2900 psi). A pressão de injeção deve estar dentro deste intervalo para garantir que a cavidade do molde enche e embala corretamente.
④ Velocidade de injeção: 50-100 mm/s (2-4 in/s). Certifique-se de que a sua velocidade de injeção se situa entre estes números para que possa encher e ejetar corretamente a sua peça.
⑤ Tempo de arrefecimento: 10-30 segundos. Certifique-se de que mantém o tempo de arrefecimento neste intervalo para que a peça possa arrefecer e ficar dura.
⑥ Temperatura de ejeção: 100-150°C (212-302°F). Certifique-se de que a temperatura de ejeção está neste intervalo para que a peça saia do molde da forma correta.
⑦ Material do molde: Aço ou alumínio. Escolha o material do molde com base nos requisitos específicos da peça e do material PEI.
⑧ Desenho do molde: A moldagem por injeção PEI pode fazer formas e designs complexos, mas o design do molde deve ser feito para a peça e o material específicos.
⑨ Localização da comporta: Coloque o portão onde ele ajudará a peça a encher e sair do molde.
⑩ Ventilação: É importante ter uma boa ventilação para garantir o enchimento e a ejeção corretos. É necessário ter aberturas que deixem sair o ar e os gases quando se injecta.
⑪ Sistema de arrefecimento: Certifique-se de que o sistema de arrefecimento foi concebido para arrefecer e curar corretamente a peça.
⑫ Seleção do material: Deve escolher o material PEI com base no que necessita para a sua peça. Tem de pensar na temperatura a que fica, nos químicos a que está exposto e na resistência que precisa de ter.
Recursos para O Guia Completo do Fabrico de Moldes de Injeção PEI
Como realizar a moldagem por injeção de PEI: Um guia passo a passo
O processo de moldagem por injeção de PEI (Polieterimida) tem várias etapas fundamentais para garantir que produzimos peças de alta qualidade que podem suportar condições extremas:
1. Conceção do molde:
Conceber e fabricar o molde, incluindo as cavidades do molde, as comportas e os sistemas de canais.
2. Seleção de materiais:
Escolha o material PEI correto para a sua aplicação. Pense em aspectos como a sua capacidade de suportar temperaturas elevadas, produtos químicos e a sua resistência.
3. Preparação do material:
O PEI é higroscópico, o que significa que absorve humidade, o que pode degradar o seu desempenho. Por isso, tem de ser completamente seco antes do processamento. Os tipos sem enchimento devem ser secos a 150°C durante cerca de 4 horas, enquanto os tipos com enchimento podem necessitar de até 6 horas.
4. Configuração da máquina
a. Ajustes de temperatura: A máquina de moldagem por injeção deve ser regulada para temperaturas muito elevadas. O intervalo típico de temperatura de fusão do PEI é de 350°C a 410°C, enquanto a temperatura do molde deve situar-se idealmente entre 150°C e 180°C.
b. Pressão de injeção: As pressões de injeção variam geralmente entre 100 e 200 MPa (700 e 1500 bar), dependendo da conceção da peça e das condições de processamento.
5. Processo de injeção
a. Velocidade de injeção: É melhor injetar rapidamente para encher o molde rapidamente. Encha o sistema de canais em 0,5 a 1,5 segundos, depois encha a cavidade em 1 a 5 segundos.
b. Retenção e embalagem: Depois de encher o molde, tem de manter o material sob pressão para se certificar de que a peça está totalmente embalada. O tempo de retenção depende do tamanho da porta. As portas maiores necessitam de tempos de espera mais longos.
6. Arrefecimento:
Deixe o material PEI arrefecer e endurecer no buraco do molde. O tempo que demora a arrefecer depende da espessura das paredes da peça e do tipo de material. Como regra geral, demora cerca de 15 a 20 segundos por cada décimo de polegada de espessura da parede.
7. Ejeção:
Quando a peça tiver arrefecido o suficiente, ejecte-a do molde. O sistema de ejeção deve ser concebido de forma a não danificar a peça.
8. Pós-processamento:
Dependendo da aplicação, pode ser necessário fazer mais coisas à peça, como maquinar, pintar ou juntá-la a outras peças.

Quais são as precauções a tomar na moldagem por injeção de PEI?
Quando se faz moldagem por injeção com Polieterimida (PEI), é preciso ter cuidado. É um processo de alta tecnologia. É necessário ter em conta o material e a máquina. Eis alguns aspectos a ter em conta quando se procede à moldagem por injeção de PEI:
1. Escolha o molde e a máquina de moldagem por injeção corretos:
Uma vez que o PEI tem um elevado ponto de fusão, são necessárias máquinas e moldes de moldagem por injeção de alta temperatura e alta pressão. Pode utilizar aço de alta velocidade e carboneto de tungsténio para moldes que funcionam com PEI.
2. Controlo da velocidade e da pressão de injeção:
Se injetar demasiado rápido ou com demasiada pressão, o plástico pode partir-se ou não fluir bem, o que estragará as suas peças. É necessário controlar a rapidez com que se injecta e a pressão utilizada com base no tipo de plástico que se está a utilizar e na forma do molde para fazer boas peças. É necessário controlar muito bem a pressão durante todo o processo de moldagem para garantir que o plástico preenche corretamente o molde e que fica bem encaixado.

3. Conceber corretamente o sistema de arrefecimento:
O PEI tem uma elevada temperatura de cristalização e condutividade térmica, pelo que é necessário um bom sistema de arrefecimento para reduzir a cristalinidade e o stress térmico. Os métodos de arrefecimento mais comuns incluem o arrefecimento a água, o arrefecimento a ar e o arrefecimento a gás. Escolha o método de arrefecimento com base nos seus requisitos específicos.
4. Garantir a exatidão das dimensões do produto e a qualidade da superfície:
A precisão dimensional e a qualidade da superfície dos produtos PEI têm um grande impacto no seu funcionamento. Certifique-se de que controla a precisão dimensional e a qualidade da superfície quando os fabrica e corrige tudo o que precisa de ser corrigido para garantir que funcionam corretamente.
5. Selecionar o índice de fusão adequado:
Diferentes graus de PEI têm diferentes gamas de índice de fusão. Escolha o índice de fusão com base nos requisitos específicos do seu produto para garantir o seu desempenho e bom aspeto.
6. Tratamento de secagem:
O PEI gosta de absorver humidade, o que pode prejudicar a moldagem e o desempenho do material. Certifique-se de que os pellets de PEI estão completamente secos antes de os processar. Não vai querer defeitos. Recomendo que pré-seca o seu PEI num secador de ar quente durante pelo menos 4 horas. Garanta uma secagem completa para evitar bolhas, defeitos de superfície ou redução da resistência durante a moldagem.
7. Controlo da temperatura de processamento:
O PEI tem um ponto de fusão elevado. Por isso, é necessário definir uma temperatura de processamento adequada para derreter o material de forma correta. Normalmente, a temperatura de processamento deve ser superior a 360°C. Mas não o sobreaqueça, ou irá degradá-lo ou alterar a sua cor. Ao longo do processo de moldagem, é necessário manter um controlo preciso da temperatura para garantir que o PEI funde e flui corretamente. Para a moldagem por injeção de PEI, a temperatura do molde varia normalmente entre 120°C e 180°C. A temperatura correta do molde ajuda a controlar a contração e o arrefecimento do produto, o que melhora o aspeto e a precisão dimensional.
8. Conceção do molde:
O molde deve ter um bom sistema de ventilação para evitar bolhas e queimaduras. Dada a elevada fluidez do PEI, o desenho do molde deve minimizar a distância de fluxo e os cantos afiados para reduzir a tensão de fluxo e evitar fissuras.
9. Ventilação:
Certifique-se de que o molde é devidamente ventilado para que o ar e os gases não fiquem presos nas peças.
10. Tempo de espera:
O tempo de retenção é quando se mantém a pressão após a injeção do plástico para compensar o encolhimento. É necessário manter a pressão durante o tempo suficiente para evitar quaisquer defeitos de superfície ou problemas dimensionais resultantes do encolhimento.

11. Sistema de arrefecimento:
Conceber um sistema de arrefecimento que funcione para arrefecer eficazmente as peças de PEI, evitando a deformação ou o encolhimento.
12. Pós-processamento:
Algumas peças em PEI poderão ter de ser recozidas para eliminar as tensões internas, especialmente se forem espessas ou tiverem uma forma complexa. Certifique-se de que a superfície está limpa e isenta de gordura antes de efetuar qualquer acabamento ou colagem após o processamento.
13. Segurança do operador:
Quando estiver a trabalhar com materiais PEI de alta temperatura, certifique-se de que usa o equipamento de proteção adequado, como luvas e óculos de proteção resistentes ao calor. E certifique-se de que tem uma boa ventilação no seu espaço de trabalho para não respirar os maus vapores.
Quais são as vantagens da moldagem por injeção de PEI?
A moldagem por injeção de PEI oferece muitas vantagens. É resistente a altas temperaturas e tem óptimas propriedades mecânicas. Eis algumas das principais vantagens:

1. Caraterísticas de elevado desempenho: A PEI (Polieterimida) é super resistente, forte e rígida, o que a torna óptima para fazer peças de precisão. Por exemplo, o PEI é bom para peças de automóvel, peças de avião e outras coisas que precisam de ser muito fortes.
2. Resistência a altas temperaturas: O PEI aguenta o calor, com uma temperatura de funcionamento contínuo até 170°C e uma temperatura de deflexão térmica entre 200°C e 210°C. Mantém-se resistente a temperaturas elevadas, sendo bom para uma utilização a longo prazo a 160-180°C, e pode aguentar rajadas curtas até 200°C.
3. Eficiência de processamento: O PEI é ótimo para processos de moldagem por injeção a baixa pressão, com tempos de ciclo curtos que aumentam realmente a eficiência da produção e poupam dinheiro.
4. Respeito pelo ambiente: Os materiais PEI utilizam resinas ecológicas que não prejudicam o ambiente quando são deitados fora, o que é bom para a sustentabilidade.
5. Estabilidade e fiabilidade do produto: Os produtos PEI são óptimos para resistir à água, isolar e resistir a impactos. Mantêm-se estáveis e funcionam bem em locais húmidos ou com muita água. Impedem fugas eléctricas ou curto-circuitos e funcionam bem em locais com temperaturas altas e baixas, pelo que pode utilizá-los em mais locais.
6. Conveniência na conceção de moldes: O PEI não requer moldes extravagantes, pelo que pode mantê-lo simples e poupar dinheiro e tempo. Pode fazê-lo funcionar com o que tem.
7. Propriedades mecânicas: O PEI é super forte, rígido e resistente, e não se desgasta. Também não muda de forma quando aquece. Se lhe adicionarmos fibras de vidro, fibras de carbono ou outros materiais, fica ainda mais forte e resistente.
8. Propriedades eléctricas: O PEI tem propriedades de isolamento elétrico muito boas. Tem a maior resistência dieléctrica de qualquer plástico, o que o torna um excelente isolante para caixas eléctricas e condensadores.
9. Resistência química e à radiação: O PEI é ótimo a resistir a produtos químicos e à radiação. Também é bom a resistir aos raios UV, e pode torná-lo ainda melhor adicionando estabilizadores UV.
10. Inflamabilidade: O PEI é ótimo para não se incendiar. Tem um índice de oxigénio superior a 4,7 e não produz muito fumo. Cumpre as classificações de inflamabilidade UL94V-0/5V, pelo que não é necessário adicionar nada para que não se incendeie.
11. Esterilizabilidade: O PEI pode ser esterilizado em autoclaves a vapor porque é resistente ao calor. Também resiste aos raios gama, que são utilizados para esterilizar dispositivos médicos e instrumentos cirúrgicos.
12. Compatibilidade de materiais: O PEI funciona com todos os tipos de materiais de engenharia, como termoplásticos, termoendurecíveis, resinas e resinas de silicone. Pode ser utilizado com diferentes graus de materiais reforçados com fibra de vidro e outros aditivos para obter o desempenho pretendido.
13. Eficiência e reprodutibilidade: A moldagem por injeção de PEI permite a produção de grandes volumes de peças com boa tolerância a um custo unitário mais baixo. Trata-se de um processo altamente reprodutível que pode produzir grandes quantidades de peças uniformes e complexas com tolerâncias rigorosas.
Quais são as desvantagens da moldagem por injeção de PEI?
A moldagem por injeção PEI tem os seus prós e contras. Aqui estão alguns dos desafios e desvantagens a ter em conta:
1. Custo inicial elevado do molde: A produção de peças em PEI com moldagem por injeção requer moldes especiais, que podem ser caros, especialmente para peças complicadas. Os moldes simples podem custar entre $2.000 e $5.000, e o custo aumenta muito para peças mais complicadas. Isto significa que não faz sentido fabricar pequenas quantidades de peças porque o custo dos moldes é superior ao benefício que se obtém com o fabrico das peças.
2. Prazo de entrega longo: A conceção e o fabrico de moldes de injeção PEI podem demorar muito tempo, normalmente 5 a 7 semanas só para fazer o molde e, depois, mais 2 a 4 semanas para fazer as peças e entregá-las ao cliente. Este longo período de tempo pode ser um problema se precisar de peças rapidamente.
3. Limitações da alteração do projeto: A alteração de desenhos pode ser dispendiosa e complicada. Mudar os desenhos das peças significa mudar os moldes, o que pode ser dispendioso e demorado. Isto é especialmente difícil para as indústrias que precisam de fazer protótipos rapidamente ou que mudam muito os desenhos.
4. Desafios de processamento: O PEI tem condições de processamento específicas para evitar defeitos e deve ser bem seco antes de ser utilizado. Além disso, o elevado ponto de fusão do PEI requer condições de processamento especializadas, envolvendo temperaturas elevadas (350°C a 410°C) e pressões elevadas (70 a 150 MPa). O manuseamento incorreto destes parâmetros pode levar a defeitos nas peças ou a uma qualidade inconsistente.
5. Custo do material: O PEI é um material de elevado desempenho, frequentemente mais caro do que outros termoplásticos, o que aumenta os custos globais de produção. Isto torna-o menos atrativo para aplicações sensíveis ao custo, especialmente na produção de pequenos lotes. O PEI também não está tão amplamente disponível como outros materiais, tornando mais difícil encontrar fornecedores.
6. Restrições de conceção: A moldagem por injeção tem algumas limitações de design. As formas complexas podem necessitar de alterações adicionais ao design ou de várias peças, o que torna o fabrico mais difícil e mais caro.
7. Equipamento especializado: O PEI necessita de moldes de alta qualidade e de máquinas de moldagem por injeção que suportem temperaturas elevadas e precisão. Estas podem ser dispendiosas.
Quais são as aplicações da moldagem por injeção de PEI?
A moldagem por injeção de PEI é um processo versátil com aplicações em várias indústrias de ponta devido às excelentes propriedades do PEI, como a estabilidade térmica, a resistência mecânica e a resistência química. As aplicações mais comuns incluem:

1. Aeroespacial: O PEI mantém um desempenho estável a altas temperaturas e em ambientes agressivos, o que o torna adequado para componentes aeroespaciais, como peças de aeronaves, componentes de satélites e peças de naves espaciais.
2. Automóvel: A resistência ao calor e a força mecânica do PEI tornam-no ideal para componentes automóveis expostos a temperaturas e tensões elevadas, tais como componentes do painel de instrumentos, peças do motor, unidades de controlo eletrónico (ECU), peças interiores e componentes da transmissão.
3. Médico: A biocompatibilidade e as excelentes propriedades mecânicas do PEI são adequadas para dispositivos médicos que requerem resistência a altas temperaturas e à limpeza química, incluindo dispositivos implantáveis, invólucros de instrumentos médicos, instrumentos cirúrgicos e componentes de dispositivos de diagnóstico.
4. Eletrónica: As propriedades superiores de isolamento elétrico e a resistência química do PEI tornam-no adequado para aplicações electrónicas que exigem um elevado desempenho elétrico e estabilidade, tais como peças isolantes eléctricas, conectores, interruptores e placas de circuitos.
5. Industrial: A resistência ao desgaste e a resistência química do PEI tornam-no eficaz em equipamento industrial, com aplicações que incluem bombas, válvulas, vedantes e engrenagens.
6. Bens de consumo: A moldagem por injeção de PEI é utilizada para bens de consumo como electrodomésticos, brinquedos e equipamento desportivo.
7. Dispositivos ópticos: A estabilidade a altas temperaturas e a resistência mecânica do PEI tornam-no adequado para instrumentos ópticos e aplicações militares, incluindo componentes estruturais, coberturas de proteção e instrumentos ópticos.
8. Energia: A moldagem por injeção de PEI é utilizada para componentes da indústria energética, incluindo peças de turbinas eólicas, componentes de painéis solares e componentes de reactores nucleares.
9. Marinha: A moldagem por injeção de PEI é utilizada para componentes da indústria marítima, incluindo peças de navios, peças de barcos e componentes de plataformas offshore.
10. Indústria alimentar: A resistência ao calor e a estabilidade química do PEI tornam-no adequado para componentes da indústria alimentar que requerem elevada higiene e resistência química, tais como peças de equipamento de processamento de alimentos, contentores e embalagens.

Close-up de blocos de construção de plástico coloridos em várias cores, incluindo roxo, azul, verde e amarelo, empilhados juntos.
Principais Conclusões – A seleção de materiais e a otimização da espessura das paredes são os principais fatores para reduzir os custos das peças individuais. – Investir em ferramentas de maior qualidade (Classe 101/102) pode reduzir os custos unitários a longo prazo através de

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Principais Conclusões – A precisão do molde é determinada em cada fase: design da peça, design do molde, seleção do aço, usinagem, montagem e controle do processo—uma falha em qualquer fase limita a precisão geral. – Corretamente

O que é uma máquina de moldagem por injeção de alta velocidade?
Principais Conclusões – Uma máquina de moldagem por injeção de alta velocidade é definida por velocidades de injeção4s de 300–600 mm/s e velocidades de fecho superiores a 500 mm/s, em comparação com 100–200 mm/s das máquinas padrão—permitindo ciclos
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

