 Saltar para o conteúdo
Saltar para o conteúdo 
Moldagem por injeção LCP
O LCP (Liquid Crystal Polymer) é um termoplástico com propriedades de cristais líquidos, que se caracteriza pelo facto de as moléculas apresentarem propriedades de cristais líquidos quando atingem um determinado estado.

Recursos para O guia completo para a moldagem por injeção de LCP
O que é o LCP?

O LCP é um termoplástico com caraterísticas de cristais líquidos. Tem uma estrutura molecular única que apresenta cristalinidade líquida em determinadas condições. Para além de possuir as propriedades básicas de processamento dos plásticos convencionais, o LCP possui também elevada resistência, elevado módulo, resistência ao calor, resistência à corrosão química, baixa absorção de humidade e outras caraterísticas de materiais de elevado desempenho.
O LCP é produzido através da mistura e do aquecimento de dois tipos de monómeros (ácido bifenil-4,4′-dicarboxílico, BPDA, e éter 4,4′-diaminodifenílico, DAPD) com catalisadores ácidos ou básicos. Os monómeros reagem e formam longas cadeias de polímeros que se alinham de uma determinada forma, conferindo ao LCP as suas propriedades de cristais líquidos.
Um aspeto interessante do LCP é que, quando se encontra na fase de cristal líquido a altas temperaturas, as cadeias moleculares podem alinhar-se numa determinada direção para criar uma microestrutura realmente organizada. Esta estrutura organizada torna o material muito melhor. Por exemplo, o LCP é super rígido e forte, como o metal, mas continua a ser flexível e fácil de fabricar, como o plástico.
Além disso, o material LCP é super estável quando se trata de calor e produtos químicos, o que é ótimo para manter as coisas a funcionar bem em locais quentes e difíceis. É por isso que o LCP é utilizado em todo o tipo de material, como eletrónica, automóveis, aviões, material médico e fibra ótica.
Que tipos de materiais LCP existem?
Os materiais LCP, ou polímeros de cristais líquidos, podem ser divididos em diferentes tipos com base nas suas propriedades e aplicações. Segue-se um breve resumo dos principais tipos de materiais LCP:
1. Polímeros de cristais líquidos termotrópicos (TLCP)
Quando as TLCPs aquecem, transformam-se em fases de cristais líquidos. Aguentam o calor, mas não são tão fáceis de trabalhar. Com base na sua capacidade de suportar o calor e no seu desempenho, as TLCP dividem-se em três tipos:
- Tipo I: Temperatura de distorção térmica de 250-350°C, excelente resistência ao calor, mas menor processabilidade.
- Tipo II: Temperatura de distorção térmica de 180-250°C, elevada resistência ao calor e processabilidade superior.
- Tipo III: Temperatura de distorção térmica de 100-200°C, com resistência à distorção térmica relativamente mais baixa.
2. Polímeros cristalinos líquidos liotrópicos (LLCP):
Ao contrário das TLCP, as LLCP formam fases de cristais líquidos em soluções. Tanto as TLCP como as LLCP podem ser divididas em resinas LCP de grau de película, de grau de moldagem por injeção e de grau de fibra com base no campo de aplicação. Além disso, dependendo da posição das unidades de cristais líquidos na molécula do polímero, os LCP podem ser classificados como polímeros de cristais líquidos de cadeia principal, de cadeia lateral ou compostos.
3. Outros tipos de LCP:
① LCP de fluxo fácil: Estes são utilizados em processos de fabrico que necessitam de ser muito precisos e utilizar o mínimo de energia possível.
② LCP reforçado: Estes incluem LCPs que foram reforçados com fibras de vidro, fibras de carbono, minerais ou grafite. Estes LCPs reforçados têm propriedades mecânicas muito boas, como serem muito fortes e rígidos.
③ LCP condutor: LCP revestido ou eletricamente blindado para aplicações condutoras, perfeito para eletrónica.
④ LCP retardador de chama: graus de LCP que possuem retardamento de chama inerente.
⑤ LCP de grau médico: LCP que cumpre os requisitos da FDA e é isento de BPA e PTFE, tornando-o perfeito para aplicações médicas e farmacêuticas.
⑥ LCP de alto fluxo: flui muito bem, por isso é ótimo para peças finas em eletrónica e dispositivos médicos.
⑦ LCP com enchimento de vidro: Tem fibras de vidro para o tornar mais rígido e forte.
⑧ LCP preenchido com carbono: Possui fibras de carbono para o tornar mais rígido e forte.
⑨ Hybrid LCP: Combina diferentes materiais, como fibras de vidro e de carbono, para obter o desempenho pretendido.
⑩ LCP de base biológica: Fabricado a partir de plantas como o milho ou a cana-de-açúcar, pelo que é melhor para o ambiente.
⑪ LCP reciclado: Fabricado com materiais LCP reciclados para reduzir os resíduos e conservar os recursos.

Quais são as caraterísticas dos polímeros líquidos cristalinos (LCP)?
O LCP é um material termoplástico com caraterísticas únicas, o que o torna adequado para uma vasta gama de aplicações. Algumas das principais propriedades do LCP incluem:
1. Resistência a altas temperaturas:
As LCP têm um ponto de fusão elevado, normalmente entre 280°C e 320°C (536°F e 608°F), o que as torna perfeitas para aplicações a altas temperaturas. Permanecem fortes e mantêm a sua forma mesmo quando está muito quente, razão pela qual as LCP são a melhor escolha para eletrónica, peças de automóveis e outros materiais de alta temperatura.
2. Alta cristalinidade:
A elevada cristalinidade do LCP confere-lhe excelentes propriedades mecânicas, como rigidez, resistência e estabilidade dimensional.
3. Desempenho mecânico excecional:
Os materiais LCP são super fortes e super rígidos, como os metais. O LCP também tem uma boa resistência ao desgaste e estabilidade química, pelo que é bom para fabricar materiais super fortes, super rígidos e resistentes ao desgaste.
4. Baixo coeficiente de expansão térmica:
O LCP tem um CTE baixo, normalmente cerca de 10-20 ppm/°C, o que significa que pode manter a sua forma e tamanho mesmo quando a temperatura muda, e tem uma boa estabilidade dimensional. O tamanho dos produtos LCP dificilmente se altera com as mudanças de temperatura, pelo que são amplamente utilizados em instrumentos de precisão, produtos ópticos e outros domínios.
5. Excelentes propriedades eléctricas:
O LCP tem uma elevada rigidez dieléctrica, normalmente acima de 500 V/mil, e é adequado para aplicações que requerem isolamento elétrico. Os materiais LCP têm um elevado isolamento elétrico e boas caraterísticas de alta frequência, podendo ser utilizados em campos de isolamento elétrico e de transmissão de sinais de alta frequência, tais como equipamentos electrónicos e antenas.
6. Resistência à corrosão química:
No que diz respeito à resistência química, os materiais LCP têm tudo o que precisa. Conseguem lidar com praticamente qualquer produto químico que lhes seja aplicado, quer seja um ácido, um alcalino ou um solvente. Por isso, se precisar de um material que resista a produtos químicos, o LCP é a escolha certa. É por isso que é tão popular na indústria química e nos dispositivos médicos.
7. Fácil de processar:
Os materiais LCP têm boas caraterísticas de processamento e podem ser processados por moldagem por injeção, extrusão, moldagem por sopro, etc. Algumas das vantagens do LCP incluem: O LCP tem uma boa capacidade de enchimento de moldes; por conseguinte, podem ser produzidos produtos complexos e precisos devido às suas boas caraterísticas de fluxo.
8. Auto-reforço:
Os materiais LCP têm uma estrutura de fibras invulgarmente ordenada, o que permite que os plásticos de cristais líquidos não reforçados atinjam ou mesmo ultrapassem os níveis de resistência mecânica e de módulo dos plásticos de engenharia comuns, e são significativamente reforçados com fibras de vidro. Outros melhoramentos utilizando fibras de vidro ou de carbono também tornam o LCP melhor do que outros plásticos de engenharia.
10. Resistência às intempéries:
Os materiais LCP têm uma melhor resistência às intempéries do que a maioria dos plásticos. Mesmo após os testes de resistência às intempéries, as suas propriedades materiais mantêm-se a um nível excelente, o que os torna ideais para utilização no exterior e em áreas que possam ter de suportar condições climatéricas e ambientes adversos.
9. Retardador de chama:
Os materiais LCP têm excelentes propriedades retardadoras de chama, o que significa que as peças fabricadas a partir deles podem passar em testes de combustão elevados (como o UL 94V-0) sem adição de retardadores de chama. Não libertam fumos tóxicos quando ardem e não pingam quando são expostos a chamas, pelo que são dos melhores plásticos resistentes ao fogo.
11. Baixa absorção de humidade:
O LCP tem uma taxa de absorção de humidade muito baixa, normalmente cerca de 0,1-0,5%, o que reduz o risco de deformação ou delaminação.
12. Elevada nitidez ótica:
O LCP pode ser formulado para ter uma elevada clareza ótica, tornando-o adequado para aplicações em que é necessária transparência.
13. Baixa emissão de gases:
O LCP tem baixa libertação de gases, o que o torna ótimo para aplicações em que é necessário um ambiente de vácuo ou de baixa pressão.
14. Alta pureza:
O LCP pode ser fabricado para ser muito puro, pelo que é bom para aplicações em que não se pretende qualquer contaminação.
15. Estabilidade de alta dimensão:
O LCP tem uma elevada estabilidade dimensional, o que significa que mantém a sua forma e tamanho mesmo quando está quente ou molhado.
16. Elevada resistência à fluência e à fadiga:
O LCP tem uma elevada resistência à fluência, o que significa que mantém as suas propriedades mecânicas mesmo quando é sujeito a tensões durante um longo período de tempo. Ao mesmo tempo, o LCP tem uma elevada resistência à fadiga, o que significa que pode suportar muitas tensões e deformações repetidamente sem se partir ou desgastar.
Quais são as propriedades do LCP?
| Imóveis | Métrica | Inglês |
|---|---|---|
| Densidade | 1,38 - 2,02 g/cc | 0,0499 - 0,0730 lb/in³ |
| Absorção de água | 0.0100 - 0.0400 % | 0.0100 - 0.0400 % |
| Fluxo de fusão | 9,00 - 18,0 g/10 min | 9,00 - 18,0 g/10 min |
| Dureza, Rockwell M | 45.0 - 90.0 | 45.0 - 90.0 |
| Resistência à tração, máxima | 32,0 - 182 MPa | 4640 - 26400 psi |
| Alongamento na rutura | 0.600 - 4.10 % | 0.600 - 4.10 % |
| Módulo de elasticidade | 7,10 - 18,0 GPa | 1030 - 2610 ksi |
| Resistência à tração por flexão | 56,0 - 220 MPa | 8120 - 31900 psi |
| Módulo de flexão | 7,03 - 20,0 GPa | 1020 - 2900 ksi |
| Tensão de flexão na rutura | 1.30 - 4.00 % | 1.30 - 4.00 % |
| Resistividade eléctrica | 1.00e+13 - 1.00e+17 ohm-cm | 1.00e+13 - 1.00e+17 ohm-cm |
| Resistência da superfície | 4.10e+12 - 1.00e+15 ohm | 4.10e+12 - 1.00e+15 ohm |
| Constante dieléctrica | 2.70 - 12.0 | 2.70 - 12.0 |
| Resistência dieléctrica | 19,0 - 53,0 kV/mm | 483 - 1350 kV/in |
| Condutividade térmica | 0,500 - 34,6 W/m-K | 3,47 - 240 BTU-in/hr-ft²-°F |
| Ponto de fusão | 212 - 350 °C | 414 - 662 °F |
| Temperatura de processamento | 20.0 - 350 ℃ | 68.0 - 662 ℉ |
| Temperatura do bico | 290 - 382 ℃ | 554 - 720 ℉ |
| Temperatura da matriz | 225 - 295 ℃ | 437 - 563 ℉ |
| Temperatura de fusão | 185 - 382 ℃ | 365 - 720 ℉ |
| Temperatura do molde | 65.6 - 177 ℃ | 150 - 351 ℉ |
| Temperatura de secagem | 130 - 180 ℃ | 266 - 356 ℉ |
| Pressão de injeção | 50,0 - 150 MPa | 7250 - 21800 psi |
Os materiais LCP podem ser moldados por injeção?
Sim, é totalmente possível moldar por injeção materiais de polímero de cristais líquidos (LCP). São conhecidos por terem um desempenho super elevado numa série de aplicações diferentes.
O LCP, um plástico de engenharia especializado de alto desempenho, é famoso pelas suas excelentes propriedades mecânicas, baixa absorção de humidade, resistência à corrosão química, resistência às intempéries, resistência ao calor, retardamento de chama, baixa constante dieléctrica e baixo fator de dissipação.
A moldagem por injeção é um dos principais métodos de processamento do LCP, e as suas excelentes propriedades de fluxo e cura rápida tornam-no especialmente adequado para este método.
Os produtos de LCP (Liquid Crystal Polymer) são diferentes de outros plásticos de engenharia porque não têm flash quando são moldados. O LCP também é especial porque tem uma estrutura fibrosa altamente ordenada que o torna forte. De facto, o LCP pode ser mais forte do que outros plásticos de engenharia que contêm fibras de vidro. Isto significa que o LCP é ótimo para moldagem por injeção porque é forte e não se altera.
Quando se molda LCP, é necessário secá-lo a 150°C durante 4-6 horas para obter um teor de humidade inferior a 0,02% e um ponto de orvalho inferior a -35°C. Ao escolher uma máquina de moldagem LCP, é necessário certificar-se de que tem um parafuso feito de material resistente ao desgaste, um sistema de controlo de temperatura preciso e um design de bocal especial para garantir que o sistema de alimentação e injeção é reativo. Também é necessário utilizar a contrapressão proporcional quando se está a moldar LCP para obter uma alimentação mais precisa e estável, e ajustar as condições de moldagem como o tempo de espera e a temperatura com base no tamanho, forma, espessura e estrutura do molde do produto para garantir que o produto é bom e funciona bem.
Quais são as principais considerações para a moldagem por injeção de LCP?
A moldagem por injeção de LCP (Liquid Crystal Polymer) requer normalmente condições de processamento e equipamento específicos. Eis alguns aspectos a ter em conta:
1. Aspectos de conceção
Ao conceber peças para moldagem por injeção LCP, devem ser considerados os seguintes factores:
① Espessura da parede: A melhor espessura de parede situa-se normalmente entre 0,3 mm e 1 mm. Transições suaves entre diferentes espessuras ajudam a facilitar a moldagem e a reduzir o stress.
② Raio: Os raios externos devem ser, no mínimo, 1,5 vezes a espessura da parede e os raios internos devem ser 0,5 vezes a espessura da parede. Os raios maiores ajudam a minimizar as concentrações de tensão.
③ Ângulo de inclinação: As peças de paredes finas necessitam de um ângulo de inclinação de 0,5° a 1°, enquanto as peças mais grossas necessitam de 1° a 2° para facilitar a sua extração do molde. As cavidades mais profundas do molde necessitam de ângulos de inclinação maiores.
④ Tolerâncias: O LCP tem baixa retração e estabilidade térmica, especialmente quando se utilizam moldes de aço, pelo que se podem obter tolerâncias apertadas.
⑤ Linhas de soldadura: As linhas de soldadura tornam as peças fracas e com mau aspeto. Coloque a porta no sítio certo e ventile o molde corretamente para manter as linhas de soldadura pequenas.

2. Aspectos do processamento
① Controlo da humidade: Apesar de o LCP não absorver muita humidade, é necessário secá-lo a 150°C durante 4 a 24 horas para evitar vazios e bolhas. Pretende-se que o teor de humidade seja inferior a 0,01%.
② Temperatura do molde: O LCP tem um ponto de fusão bastante elevado (cerca de 320°C/608°F), pelo que é necessário ter cuidado com a temperatura do molde para evitar que se deforme ou fique todo estragado. Normalmente, a temperatura do molde deve estar entre 150°C e 250°C (302°F e 482°F).
③ Pressão de injeção: Os materiais LCP são bastante rígidos, pelo que é necessário utilizar pressões de injeção elevadas (normalmente superiores a 1000 bar/14500 psi) para encher o molde. Ajuste a pressão de injeção para obter a melhor qualidade da peça e para evitar que o material se estrague.
④ Velocidade de injeção: A velocidade de injeção deve ser controlada para evitar tensões de cisalhamento excessivas, que podem levar à degradação do material ou a defeitos nas peças. A gama geral de velocidades de injeção é de 10 a 50 mm/s (0,4 a 2 polegadas/s). Devido à baixa viscosidade do LCP, são adequadas pressões de injeção mais baixas (0,35 a 1 MPa), com uma velocidade de injeção rápida para evitar a cristalização prematura e reduzir as linhas de soldadura.

⑤ Conceção de moldes: Otimizar a conceção do molde para as caraterísticas do material LCP, incluindo:
- a. Alisar as superfícies para evitar a aderência do material.
- b. Cantos suaves para reduzir o stress.
- c. Ventilação adequada para evitar que o ar fique preso.
- d. Considerar a utilização de inserções de molde ou revestimentos específicos para LCP para melhorar a qualidade das peças.
⑥ Seleção de materiais: Nem todos os materiais LCP são adequados para a moldagem por injeção. Alguns tipos podem exigir condições especiais de processamento ou podem não ser compatíveis com determinados materiais de molde. Por conseguinte, é fundamental selecionar o material que satisfaz os requisitos específicos da sua aplicação e as condições de processamento.
⑦ Pós-processamento: Algumas peças LCP podem necessitar de etapas adicionais de pós-processamento, como recozimento ou alívio de tensões, para obter o melhor desempenho.
⑧ Ferramentas e equipamento: Utilizar ferramentas e equipamento de qualidade para a moldagem por injeção de LCP, tais como:
- a. Moldes e inserções que possam suportar temperaturas elevadas.
- b. Sistemas de injeção que suportem pressões elevadas.
- c. Sistemas de controlo que conseguem controlar muito bem a temperatura e a pressão.
⑨ Condições de processamento: Vigiar e controlar condições de processamento como:
- a. Perfis de temperatura e pressão.
- b. Velocidade e pressão de injeção.
- c. Taxas e temperaturas de arrefecimento.
⑩ Controlo de qualidade: Aplicar procedimentos de controlo de qualidade para observar e verificar a existência de problemas nas peças, por exemplo:
- a. Exatidão dimensional.
- b. Acabamento da superfície.
- c. A resistência do material (por exemplo, o quanto pode esticar ou o quanto pode suportar antes de se partir).

Recursos para O Guia Completo de Fabrico de Moldes de Injeção LCP
Como realizar a moldagem por injeção LCP: Um guia passo a passo
O LCP (polímero de cristais líquidos) é amplamente utilizado em eletrónica, aparelhos eléctricos, automóvel, aeroespacial e outros campos devido à sua elevada resistência, elevado módulo, baixa absorção de humidade, excelente resistência ao calor e propriedades eléctricas. O processo de moldagem por injeção de LCP é um processo de fabrico preciso e complexo que exige um controlo rigoroso em todas as fases para garantir a qualidade do produto. Segue-se uma descrição detalhada do processo de moldagem por injeção de plástico LCP, abrangendo todo o processo desde a seleção e preparação do material até à manutenção e otimização.
1. Seleção e preparação do material:
Seleção do material: Escolha o tipo de LCP correto para o seu produto. Pense em factores como a resistência ao calor, a resistência mecânica, a capacidade de processamento e o custo.
Processo de secagem: Apesar de a LCP não absorver muita humidade, tem de ser bem seca antes de a disparar. Normalmente, utiliza-se um secador com circulação de ar quente, regulado à temperatura certa (como 300-350°F) e durante o tempo certo (dependendo da espessura do material) para garantir que o teor de humidade é suficientemente baixo.
Mistura e pré-plastificação: Para materiais LCP modificados, é necessário misturá-los uniformemente. A pré-plastificação faz com que o material derreta melhor e flua melhor.
2. Conceção e fabrico de moldes:
Conceção do molde: Conceber o molde com base na forma, tamanho e requisitos de precisão do produto. Uma vez que o LCP tem uma elevada capacidade de fluxo, é importante otimizar o design do canal para reduzir a perda de pressão e o calor de cisalhamento.
Seleção do material: O material do molde deve ser resistente ao calor, à corrosão e altamente durável. Os materiais mais comuns incluem ligas de aço avançadas como H13 e S136.
Maquinação de precisão: Certifique-se de que cada componente do molde é maquinado com precisão, especialmente o acabamento da superfície da cavidade do molde, para reduzir os defeitos do produto.
Conceção do sistema de arrefecimento: Conceber corretamente os canais de arrefecimento para obter um arrefecimento rápido e uniforme, encurtar o ciclo de produção e reduzir o empeno.
3. Configuração e afinação de máquinas de moldagem por injeção:
Seleção da máquina: Escolha a máquina de moldagem por injeção correta com base nas caraterísticas do material LCP e no tamanho do produto, certificando-se de que tem força de fixação e pressão de injeção suficientes.
Definições de parâmetros: Isto inclui a velocidade do parafuso, a contrapressão, a velocidade de injeção, a pressão de injeção, o tempo de retenção e o tempo de arrefecimento. A injeção de LCP requer uma velocidade e pressão de injeção mais elevadas para ultrapassar a elevada viscosidade do material.
Pré-aquecimento e afinação: Pré-aquecer os componentes da máquina à temperatura adequada e efetuar um disparo de teste para afinar a máquina para as suas melhores condições de funcionamento.
4. Injeção de plástico fundido:
Controlo da temperatura de fusão: A gama de temperaturas de fusão da LCP é bastante estreita, pelo que é necessário controlar muito bem a temperatura do cano, normalmente definida entre 300-350°C.
Processo de injeção: Injetar o LCP fundido na cavidade do molde a alta velocidade e alta pressão, controlando cuidadosamente a velocidade de injeção e a curva de pressão para evitar defeitos como bolhas ou marcas de fluxo.
5. Pressão de manutenção, arrefecimento e solidificação:
Fase de retenção: Depois de injetar o material, aplique alguma pressão para compensar o encolhimento do material à medida que arrefece. Isto irá garantir que o produto tem o tamanho e a forma corretos.
Arrefecimento e solidificação: Deixar o molde arrefecer o suficiente. Quando a peça de LCP estiver suficientemente rígida e estável, abrir o molde.
6. Abertura do molde, remoção da peça e corte:
Abertura do molde: Certifique-se de que o produto está completamente arrefecido e, em seguida, abra o molde com cuidado para não riscar o produto.
Remoção e corte de peças: Remover o produto, cortar a peça, procurar elementos extra, como portas e flashes, e aparar, se necessário. Pode ser necessário um pós-processamento.
7. Inspeção e controlo da qualidade:
Inspeção do aspeto: Examinar o produto para verificar se existem riscos, fissuras, bolhas ou outros problemas.
Medição dimensional: Utilizar ferramentas de medição para medir as dimensões importantes do produto, certificando-se de que correspondem às especificações do projeto.
Teste de desempenho: Testar as propriedades mecânicas, a resistência ao calor e o desempenho elétrico para garantir que o produto cumpre as normas de desempenho.
Diretrizes de conceção para a moldagem por injeção de LCP
Quando está a conceber peças moldadas por injeção utilizando polímeros de cristais líquidos (LCP), tem de pensar em muitos aspectos para garantir que funcionam bem e podem ser fabricadas. Eis alguns aspectos importantes a ter em conta ao conceber peças de LCP para moldagem por injeção:
1. Conceção da peça:
Mantenha a conceção das peças simples e evite geometrias complexas.
Utilize uma espessura de parede consistente para garantir um arrefecimento uniforme e minimizar o empeno.
Evitar paredes finas (<0,5 mm) e cantos afiados, pois podem provocar fissuras ou delaminação.
2. Conceção do portão:
Utilize um portão no meio ou perto da linha onde as duas metades do molde se juntam para fazer com que a peça se deforme menos.
Não coloque portas onde já existam muitas tensões (como perto de orifícios ou em locais onde a peça é mais fina).
O portão deve ter o tamanho certo para a peça, de modo a ficar bem preenchido.
3. Sistema de ejeção:
Conceba o sistema de ejeção para garantir que consegue retirar a peça sem a danificar ou ao molde.
Utilize um revestimento antiaderente ou um agente de libertação do molde para ajudar a evitar que a peça se cole.
4. Sistema de arrefecimento:
Conceber o sistema de arrefecimento para garantir que a peça arrefece uniformemente e não se deforma.
Utilize uma combinação de canais de arrefecimento e aberturas para retirar o calor e evitar que a peça se deforme.
5. Conceção do molde:
Utilize um molde de conceção sólida que seja forte e rígido para suportar pressões de injeção elevadas.
Certifique-se de que o molde está devidamente ventilado para eliminar o ar e evitar vazios.
Utilize um revestimento antiaderente ou um agente de libertação do molde para reduzir a aderência das peças.

6. Espessura da parede:
Diretrizes gerais: Mantenha a espessura da parede entre 0,3 mm e 1 mm. Estas não são regras rígidas e rápidas, mas são um bom intervalo para a maioria das aplicações. As transições suaves entre diferentes espessuras de parede são importantes para evitar concentrações de tensão e melhorar a formabilidade.
Uniformidade: Tentar manter a espessura da parede uniforme para evitar problemas como empenos e marcas de afundamento. Idealmente, a espessura da parede deve ser de 40% a 60% da espessura da parede adjacente.
7. Raio e cantos:
Raio: Os raios externos devem ser, no mínimo, 1,5 vezes a espessura da parede, enquanto os raios internos devem ser 0,5 vezes a espessura da parede. Os raios maiores ajudam a reduzir as concentrações de tensão e facilitam a moldagem.
Cantos internos: Utilizar filetes nos cantos internos para os tornar mais fortes e aliviar o stress, enquanto que os cantos externos afiados não têm problemas.
8. Ângulos de inclinação:
Ângulos de inclinação: Os ângulos de inclinação devem ser de 0,5° a 1° para peças de paredes finas e de 1° a 2° para peças mais grossas, para permitir uma libertação mais fácil do molde. Em moldes altamente polidos, um ângulo de inclinação mínimo pode ser suficiente.
9. Tolerâncias:
Tolerâncias das peças: O LCP oferece alta precisão e baixa expansão e contração térmica. As peças fabricadas com moldes de aço têm tolerâncias mais apertadas do que as fabricadas com moldes de alumínio.
10. Linhas de soldadura:
Minimizar as linhas de soldadura: O LCP é propenso a linhas de soldadura, que podem enfraquecer a peça. Os desenhadores devem colocar portas nos sítios certos para eliminar estes defeitos e garantir que o molde consegue respirar.
Quais são as vantagens da moldagem por injeção LCP?
A moldagem por injeção de LCP (Liquid Crystal Polymer) é fantástica devido às suas propriedades materiais únicas. É utilizada em muitas indústrias diferentes. Eis porque é tão bom:

1. Excelente resistência a altas temperaturas:
Os materiais LCP aguentam o calor! Conseguem aguentar o calor até 200°C e mais. Outros plásticos podem começar a derreter, deformar-se ou simplesmente desistir quando as coisas aquecem, mas não o LCP. Mantém-se forte e continua a funcionar. Isto é muito importante para muitas coisas, como eletrónica, automóveis e aviões. Por exemplo, as peças do carro que estão perto do motor precisam de ser capazes de suportar o calor, e o LCP consegue fazer isso. Além disso, o LCP não se importa de ser atingido por produtos químicos quando está quente, por isso é perfeito para locais onde as coisas ficam realmente loucas.
2. Alta resistência e rigidez:
A LCP é forte e pode suportar muitas tensões mecânicas. Também é rígida, pelo que mantém a sua forma e não se dobra quando se coloca peso sobre ela. Mesmo quando aquece, o LCP mantém-se forte, o que é importante para peças que precisam de ter o tamanho certo. Quando se fazem peças pequenas ou coisas que precisam de ter o tamanho certo, o LCP é ótimo porque é forte e rígido. É por isso que as pessoas o utilizam para coisas como fichas e peças em eletrónica. Ajuda a manter tudo unido e não atrapalha.
3. Baixa retração e deformação mínima:
O LCP tem uma estrutura cristalina única que o faz encolher menos quando o molda. Isto significa que as peças feitas com LCP têm mais probabilidades de ter o tamanho correto. Também é menos provável que se deformem ou torçam porque não encolhem de forma desigual à medida que arrefecem. Isto é muito importante quando se está a fazer peças que têm de se encaixar perfeitamente ou que têm formas complicadas. Em comparação com outros plásticos, as peças feitas com LCP têm superfícies mais suaves e menos deformação, pelo que pode fazer mais peças em menos tempo e cometer menos erros.
4. Grande resistência química:
Os materiais LCP têm uma grande resistência a uma vasta gama de produtos químicos, incluindo ácidos, bases e solventes orgânicos. São praticamente imunes à corrosão ou à degradação, o que os torna especialmente adequados para aplicações expostas a ambientes corrosivos ou a produtos químicos. Por exemplo, no equipamento de automação industrial, algumas peças entram frequentemente em contacto com produtos químicos ou solventes, e o LCP pode manter o seu desempenho nesses ambientes sem alterações físicas ou químicas. Este facto faz com que seja amplamente utilizado em indústrias como a química, petrolífera e farmacêutica que lidam com produtos químicos.
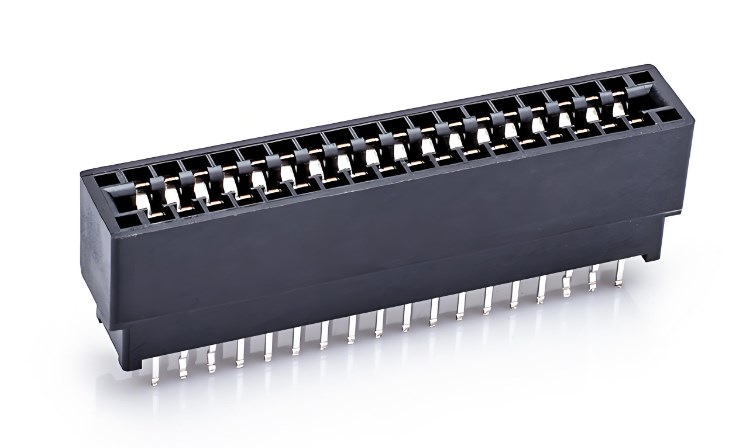
5. Desempenho elétrico excecional:
Os materiais LCP não são apenas bons em termos de propriedades mecânicas, mas têm também excelentes caraterísticas de isolamento elétrico. Têm uma constante dieléctrica e um fator de perda baixos, o que garante a estabilidade em aplicações electrónicas de alta frequência. Isto torna-os ideais para o fabrico de placas de circuitos, conectores, interruptores e outros componentes nas indústrias eléctrica e eletrónica. Especialmente no campo da microeletrónica, à medida que os dispositivos se tornam mais pequenos, os materiais têm de ter uma moldagem de alta precisão e, ao mesmo tempo, boas propriedades de isolamento elétrico, o que o LCP tem. Além disso, a baixa absorção de humidade do LCP ajuda a manter um bom desempenho elétrico em ambientes de elevada humidade, evitando curto-circuitos e choques eléctricos.
6. Baixa absorção de humidade:
Os materiais LCP não absorvem muita humidade, pelo que não alteram muito a forma ou o desempenho, mesmo em locais muito húmidos. Isto é bom para coisas como dispositivos médicos e algumas peças electrónicas que precisam de se manter secas, porque a água pode fazê-las inchar ou não funcionar corretamente. O facto de não absorverem muita humidade significa que as peças LCP funcionam da mesma forma em locais diferentes, o que é importante para coisas que têm de funcionar corretamente durante muito tempo.
7. Leve e forte:
O LCP é mais leve do que os metais normais, o que é ótimo para as indústrias que precisam de tornar as coisas mais leves, como a aeroespacial e a automóvel. Apesar de ser leve, o LCP continua a ser muito forte, pelo que é possível fazer todo o tipo de coisas interessantes com ele. Por exemplo, as empresas automóveis podem utilizar o LCP para fabricar peças mais leves que ajudam os carros a gastar menos gasolina sem se partirem.

8. Capacidade de moldagem de paredes finas:
O LCP flui muito bem, pelo que pode preencher pequenos espaços nos moldes. É por isso que é ótimo para fazer peças muito finas que precisam de ser super precisas. Isto é importante para peças electrónicas pequenas e formas estranhas. O LCP pode fabricar paredes mais finas do que outros plásticos, mas ainda assim resistentes. Assim, é possível fabricar peças mais pequenas e mais precisas que não se partem. É por isso que o LCP é utilizado em muitas coisas como telefones, artigos médicos e conectores eléctricos.
9. Retardância intrínseca da chama:
Os materiais LCP são naturalmente à prova de fogo. Podem extinguir-se a si próprios em situações de alta temperatura, o que significa que é menos provável que se incendeiem. Ao contrário de outros plásticos que necessitam de produtos químicos adicionais para se tornarem ignífugos, a resistência natural ao fogo do LCP torna-o mais seguro e evita que os produtos químicos interfiram com o funcionamento do material. Isto é especialmente bom para a eletrónica, automóveis e aviões, onde é necessário garantir que as coisas não se incendeiam quando as coisas ficam loucas.
Quais são as desvantagens da moldagem por injeção LCP?
Embora a moldagem por injeção de LCP (Liquid Crystal Polymer) ofereça inúmeras vantagens, existem também alguns inconvenientes:
1. Custos elevados do molde:
A moldagem por injeção de LCP necessita de moldes e equipamento especiais, cuja conceção e fabrico podem ser dispendiosos. É necessário utilizar moldes de alta precisão com tolerâncias apertadas, especialmente para designs de paredes finas e controlo apertado, o que faz com que os custos iniciais das ferramentas aumentem.
2. Custos elevados dos materiais:
Os materiais LCP são geralmente mais caros do que outros plásticos, o que aumenta os custos globais de produção. Em comparação com os plásticos de engenharia padrão, o LCP é frequentemente mais caro. Os elevados custos das matérias-primas tornam-no menos económico para aplicações de baixo orçamento ou de grande volume, especialmente em indústrias sensíveis aos custos.
3. Opções limitadas de materiais:
Os materiais LCP têm opções limitadas de cor, textura e aditivos, o que limita a flexibilidade do design.
4. Restrições de conceção:
Quando se está a fazer peças em LCP, há algumas coisas que é preciso ter em conta para garantir que a moldagem corre bem. Não pode ter arestas vivas ou cortes inferiores, e tem de pensar onde vai colocar a porta e os canais de arrefecimento. Estes aspectos podem dificultar a conceção da peça em comparação com outros materiais.
5. Temperaturas de processamento elevadas:
Os materiais LCP necessitam de temperaturas de processamento elevadas (cerca de 320°C/608°F), o que pode ser um problema para algumas máquinas de moldagem por injeção. Em comparação com muitos outros termoplásticos, o LCP necessita de temperaturas de processamento muito mais elevadas, com um intervalo de ponto de fusão de 340°C a 400°C. Isto significa que é necessário equipamento especial e poderá ter de pagar mais pela energia quando o produz.
6. Requisitos de alta pressão:
Os materiais LCP requerem pressões de injeção elevadas (normalmente acima de 1000 bar/14500 psi), o que pode ser um desafio para algumas máquinas de moldagem.
7. Capacidades de moldagem limitadas:
Os materiais LCP não têm grandes capacidades de moldagem, pelo que nem sempre é possível fazer peças grandes ou em grande quantidade. O LCP flui bastante bem, mas encolhe de forma diferente em direcções diferentes, o que pode dificultar a moldagem, especialmente se estiver a utilizar um tipo com fibras. Isto pode fazer com que as peças se deformem e dificultar o controlo do seu tamanho, pelo que é necessário fazer moldes muito bons e ter muito cuidado quando se está a moldar.
8. Desafios do processamento pós-moldagem:
As peças LCP podem necessitar de passos adicionais após a moldagem, como o recozimento ou o alívio de tensões, o que torna o processo de fabrico mais complicado e dispendioso.
9. Resistência limitada ao impacto:
A LCP é forte e rígida, mas também é frágil. Isto significa que não é óptima para aplicações em que é necessário algo que aguente muito impacto ou que se flexione muito. Se lhe bater com muita força ou colocar muita tensão de uma só vez, pode rachar ou partir. Outros plásticos, como o policarbonato ou o ABS, podem ser melhores para este tipo de aplicações.
10. Opções de reciclagem limitadas:
É possível reciclar LCPs, mas a reciclagem ainda é recente e ainda não há muitos sítios que o façam.
11. Alterações potenciais nas propriedades do material ao longo do tempo:
Os materiais LCP podem sofrer alterações ao longo do tempo, como fluência ou relaxamento, o que pode afetar o seu funcionamento.
12. Problemas de compatibilidade com alguns materiais de molde:
Alguns materiais de molde podem não ser compatíveis com os materiais LCP, o que pode causar defeitos nas peças ou problemas com as ferramentas.
13. Risco de degradação dos materiais:
Os materiais LCP podem degradar-se com o tempo, especialmente quando expostos ao calor, à luz ou a produtos químicos, o que pode afetar o seu funcionamento.
14. Sensibilidade ambiental durante o processamento:
Os materiais LCP são altamente resistentes à humidade, mas são sensíveis à humidade antes do processamento. Se o material absorver humidade do ambiente antes da moldagem, pode dar origem a defeitos como vazios ou bolhas no produto final. Isto significa que é necessário secar o material antes do processamento, o que acrescenta passos adicionais e tempo de produção.
Quais são as aplicações da moldagem por injeção de LCP?
A moldagem por injeção de LCP (Liquid Crystal Polymer) é amplamente utilizada em várias indústrias devido às suas propriedades únicas. Eis algumas aplicações:

1. Aeroespacial:
Os materiais LCP são utilizados em aplicações aeroespaciais porque suportam temperaturas elevadas, não se deformam e são muito resistentes. Alguns exemplos são:
Peças de aeronaves (como peças de motor e depósitos de combustível)
Material espacial (como peças de satélites e peças de naves espaciais)

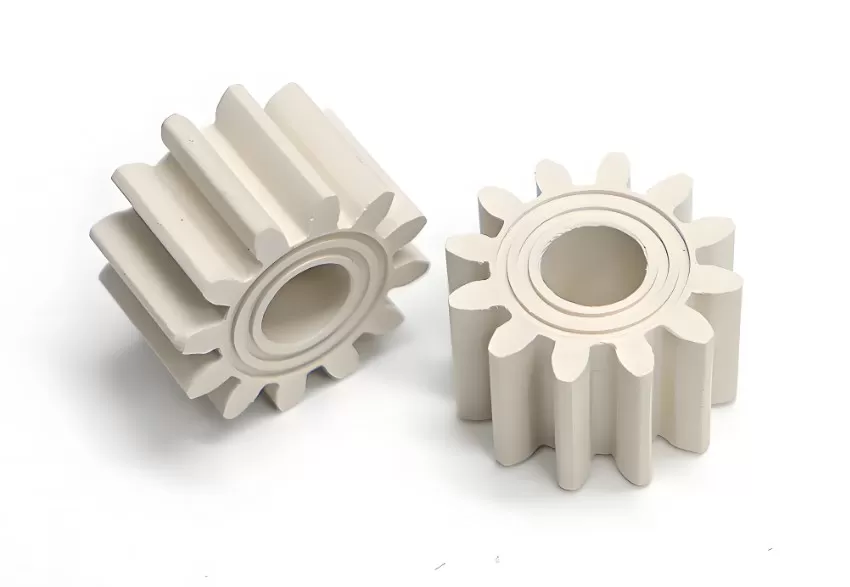
2. Automóvel:
No sector automóvel, o LCP é utilizado para peças que têm de ser super-resistentes e não derreter, como os motores eléctricos e outras peças importantes. Alguns exemplos são:
Partes do motor (como a parte superior do motor e a parte grande do motor)
Peças da transmissão (como as engrenagens e os elementos que as seguram)

3. Dispositivos médicos:
Os materiais LCP são utilizados em dispositivos médicos porque são biocompatíveis, esterilizáveis e têm uma elevada resistência mecânica. Os exemplos incluem:
Instrumentos cirúrgicos (como bisturis e fórceps)
Dispositivos implantáveis (como pacemakers e cardioversores desfibrilhadores implantáveis)
4. Equipamento industrial:
O LCP é utilizado em equipamento industrial porque pode suportar temperaturas elevadas. O LCP pode ser utilizado para fabricar peças que precisam de sobreviver a produtos químicos agressivos. Por exemplo:
Bombas e válvulas
Engrenagens e rolamentos
5. Eletrónica de consumo:
Os materiais LCP são utilizados em produtos electrónicos de consumo porque suportam temperaturas elevadas, não se deformam e são muito resistentes. Eis alguns exemplos:
Estojos e capas para telemóveis
Peças para computadores portáteis e tablets (como dobradiças e botões)

6. Equipamento desportivo:
Os materiais LCP são utilizados em equipamento desportivo porque são super-resistentes, não se dobram e aguentam uma pancada. Alguns exemplos são:
Material para bicicletas (como quadros e rodas)
Material de golfe (como hastes e punhos)

7. Energia e serviços públicos:
Os materiais LCP são utilizados em aplicações no sector da energia e dos serviços públicos porque suportam temperaturas elevadas, não se deformam e são muito resistentes. Eis alguns exemplos:
Equipamento de produção de energia (como turbinas e geradores)
Equipamento de transmissão e distribuição (como transformadores e comutadores)

8. Alimentação e bebidas:
Os materiais LCP são utilizados em aplicações alimentares e de bebidas porque são biocompatíveis, esterilizáveis e muito resistentes. Por exemplo:
Equipamento de processamento de alimentos (como bombas e válvulas)
Equipamento para bebidas (como linhas de engarrafamento e máquinas de enlatamento)

9. Componentes eléctricos:
O LCP é excelente para componentes eléctricos porque isola bem e tem uma elevada resistência dieléctrica. Alguns exemplos são:
Coisas nas placas de circuitos
Conectores

Close-up de blocos de construção de plástico coloridos em várias cores, incluindo roxo, azul, verde e amarelo, empilhados juntos.
Principais Conclusões – A seleção de materiais e a otimização da espessura das paredes são os principais fatores para reduzir os custos das peças individuais. – Investir em ferramentas de maior qualidade (Classe 101/102) pode reduzir os custos unitários a longo prazo através de

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Principais Conclusões – A precisão do molde é determinada em cada fase: design da peça, design do molde, seleção do aço, usinagem, montagem e controle do processo—uma falha em qualquer fase limita a precisão geral. – Corretamente

O que é uma máquina de moldagem por injeção de alta velocidade?
Principais Conclusões – Uma máquina de moldagem por injeção de alta velocidade é definida por velocidades de injeção4s de 300–600 mm/s e velocidades de fecho superiores a 500 mm/s, em comparação com 100–200 mm/s das máquinas padrão—permitindo ciclos
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

