 Saltar para o conteúdo
Saltar para o conteúdo 

Se está à procura de um novo processo de moldagem, provavelmente já ouviu falar da moldagem por injeção com reação. Este processo está a tornar-se cada vez mais popular devido aos seus muitos benefícios. Nesta publicação do blogue, vamos discutir o que moldagem por injeção de reação é e alguns dos seus principais benefícios.
O que é a Moldagem por Injeção Reactiva (Processo RIM)?
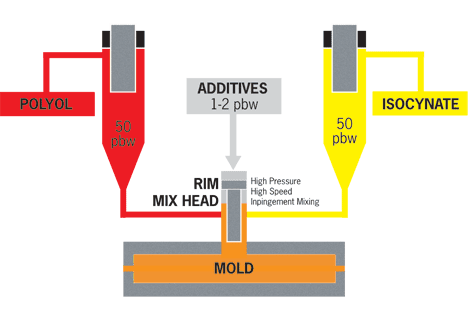
Moldagem por injeção de reação (RIM) é um processo em que materiais de dois componentes com elevada atividade química e baixa massa molecular relativa são misturados por impacto e injectados num molde fechado à temperatura ambiente e a baixa pressão para completar as reacções químicas de polimerização, reticulação e cura e formar produtos.
De acordo com o fórum da indústria das novas tecnologias, cerca de moldagem por injeção de reação partilhar: este novo processo que combina a reação de polimerização e moldagem por injeção tem as caraterísticas de alta eficiência de mistura de materiais, boa fluidez, formulação flexível de matérias-primas, ciclo de produção curto e baixo custo, o que é adequado para a produção de grandes produtos de paredes espessas, por isso tem recebido atenção de todo o mundo.

Origem e Desenvolvimento da Moldagem por Injeção Reactiva
Ao mesmo tempo, para alargar a área de aplicação da tecnologia RIM, especialmente na indústria automóvel, o processo também introduziu a tecnologia de reforço de fibras.
O RIM foi inicialmente utilizado apenas para materiais de poliuretano, mas com o avanço da tecnologia de processo, o RIM também pode ser aplicado ao processamento de uma variedade de materiais (como resina epóxi, nylon, poliureia e policiclopentadieno, etc.). Um subconjunto do RIM é estrutural moldagem por injeção de reaçãoque utiliza malhas de fibra como agente de reforço.
O processo RIM para moldagem de borracha e metal é um tema quente da investigação atual.
Simultaneamente, para alargar a área de aplicação do RIM, melhorar a rigidez e a resistência dos produtos RIM e torná-los produtos de espuma estrutural, a tecnologia RIM tem sido desenvolvida e a gama de produtos de espuma reforçada tem sido alargada. Moldagem por injeção de reação (RRIM) e a Structural Moldagem por injeção de reação (SRIM), que são especificamente utilizadas para a moldagem de produtos reforçados.
Os princípios do processo de moldagem RRIM e SRIM são os mesmos do RIM, a diferença reside principalmente na preparação de produtos compósitos reforçados com fibras.
Aplicações da Moldagem por Injeção Reactiva
Atualmente, os produtos RIM típicos são produtos de grandes dimensões, como para-choques de automóveis, para-lamas, painéis de carroçaria, painéis de espuma rígida para automóveis, caixas de carga de camiões, portas centrais de camiões e conjuntos de portas traseiras.
Têm melhor qualidade de produto, maior velocidade de produção e requerem menos processamento secundário do que os produtos SMC.
Processo de moldagem RIM
Processo
Processo RIM é o monómero ou pré-polímero no estado líquido através da bomba doseadora com um determinado rácio na cabeça de mistura para mistura.
O moldagem por injeção de reação utiliza polímeros líquidos de baixa viscosidade. Estes polímeros expandem-se e engrossam através de uma variedade de reacções químicas. Depois de os polímeros serem injectados no molde aquecido, acabam por endurecer.
Depois de a mistura ser injectada no molde, a reação rápida e a cura por reticulação no molde após a desmoldagem são produtos RIM.
Este processo pode ser simplificado da seguinte forma: armazenamento → dosagem → mistura → enchimento do molde → cura → ejeção → pós-processamento.
Controlo de processos
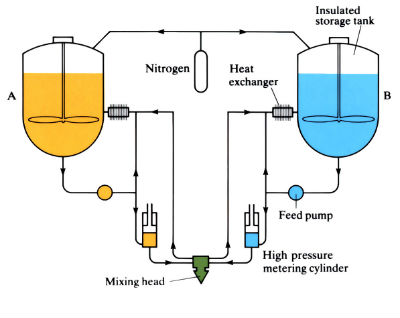
(1) Armazenamento: O processo RIM utilizado no líquido de dois componentes é normalmente armazenado a uma determinada temperatura em dois recipientes de armazenamento separados, os recipientes de armazenamento são geralmente recipientes sob pressão.
Quando não está se formando, o líquido de estoque geralmente está a uma baixa pressão de 0,2 ~ 0,3 MPa e circula continuamente no recipiente de armazenamento, trocador de calor e cabeçote de mistura. Para poliuretano, a temperatura do líquido bruto é geralmente 20 ~ 40 ℃, e a precisão do controle de temperatura é ± 1 ℃.
(2) Medição: A dosagem do líquido bruto de dois componentes é geralmente efectuada pelo sistema hidráulico, que é composto por bombas, válvulas e peças auxiliares (sistema de tubagem para controlar o material líquido e sistema de circuito de óleo para controlar o trabalho do cilindro de distribuição).
Ao injetar, é também necessário passar pelo dispositivo de conversão de alta e baixa pressão para converter a pressão na pressão necessária para a injeção. O líquido bruto é medido e libertado por uma bomba hidráulica quantitativa (não são necessárias bombas industriais de alta pressão), exigindo uma precisão de medição de pelo menos ±1,5%, de preferência controlada a ±1%.
(3) Mistura: No Moldagem de produtos RIMA qualidade do produto depende em grande medida da qualidade de mistura da cabeça misturadora e a capacidade de produção depende inteiramente da qualidade de mistura da cabeça misturadora de fluxos múltiplos.
Pressão geralmente adoptada de 10,34 ~ 20,68MPa, nesta gama de pressão para obter um melhor efeito de mistura.
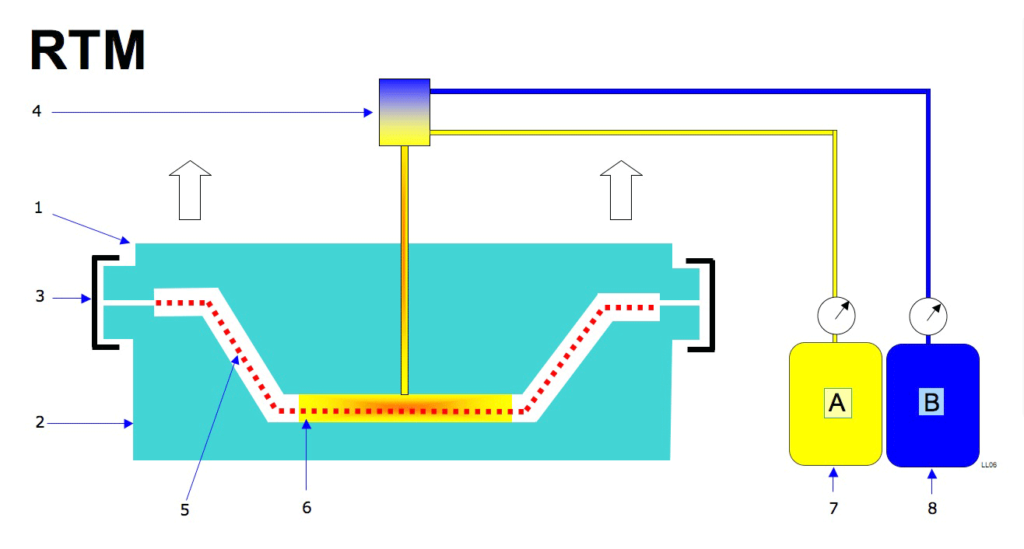
(4) Enchimento de moldes: O enchimento do material de injeção de reação é caracterizado pela alta velocidade do fluxo de material. Por esta razão, a viscosidade do líquido original não deve ser muito alta, por exemplo, a viscosidade da mistura de poliuretano é de cerca de 0,1 Pa.s ao encher o molde.
Quando o sistema de material e o molde são determinados, existem apenas 2 parâmetros de processo importantes, ou seja, tempo de enchimento do molde e temperatura da matéria-prima. A temperatura inicial do material de poliuretano não deve exceder 90 ℃, e a taxa de fluxo média na cavidade geralmente não deve exceder 0,5 m / s.
(5) CuraA mistura de dois componentes de poliuretano tem uma elevada reatividade após a injeção na cavidade do molde e pode ser curada e moldada num período muito curto.
No entanto, devido à fraca condutividade térmica do plástico, uma grande quantidade de calor de reação não pode ser dissipada a tempo, pelo que a temperatura interna do material moldado é muito mais elevada do que a temperatura da superfície, resultando na cura do material moldado de dentro para fora.
Para evitar que a temperatura no interior da cavidade seja demasiado elevada (não superior à temperatura de decomposição térmica da resina), a função de transferência de calor do molde deve ser plenamente aproveitada para distribuir o calor.
O tempo de cura no interior do molde de injeção de reação é determinado principalmente pela formulação do material moldado e pelo tamanho do produto. Para além disso, é necessário um tratamento térmico após a produto de injeção de reação é retirado do molde.
O tratamento térmico tem duas funções: uma é complementar a cura e a outra é cozer após a pintura para formar uma película protetora ou decorativa sólida na superfície do produto.
Conceção de moldes e produtos RIM
Conceção de moldes
(1) Sistema de vazamento: O sistema de vazamento, também conhecido como "sistema de injeção", é composto por comportas, corrediças e orifícios de ventilação. Em Molde RIM A forma e a altura da porta dependem da espessura da parede e do fluxo da cavidade das peças moldadas.
Para moldes de grande capacidade, é normalmente preferível uma porta de barra reta, enquanto que para moldes de pequena capacidade, é preferível uma porta em leque.
O canal principal deve estar localizado diretamente no molde, mas deve ter-se o cuidado de localizar o canal de modo a que o material entre na cavidade a partir da parte mais baixa da secção transversal do produto.
O orifício de ventilação deve estar localizado no final do fluxo de material, para que o ar possa ser expulso da cavidade durante a injeção.
(2) Sistema de controlo da temperatura do molde: Aqui está apenas o Molde metálico RIM como um exemplo para explicar. O método de controlo da temperatura do molde consiste normalmente em enterrar uma manga no molde e passar água para o aquecer ou arrefecer.
A espessura do molde metálico deve ser de 50 mm, e o espaçamento do invólucro deve ser diferente consoante a resina de processamento.
Normalmente, a temperatura do molde de poliuretano RIM é de 40 ~ 80 ℃, e a precisão do controle de temperatura do molde é de ± 4 ℃, de preferência ± 1 ℃. O espaçamento da caixa é de 80 ~ 100 mm, e a distância entre o orifício de resfriamento e a parede da cavidade do molde deve ser de 9,5 mm.
(3) Superfície de separação: existe um requisito geral para a localização da superfície de corte, ou seja, a localização da superfície de corte está localizada ligeiramente abaixo do contorno da peça processada, de modo a que o material se expanda e preencha a cavidade, sendo o ar residual na cavidade para o exterior do molde.

Conceção do produto
(1) Espessura do produto: o mesmo que os produtos injectados convencionais, na conceção das diferentes espessuras de parede de Produtos RIMA espessura da parede não deve ser demasiado grossa ou demasiado fina.
Tomar espuma de poliuretano Produtos RIM Por exemplo, a espessura da parede convencional deve ser controlada entre 6,35 e 12,7 mm. Se a espessura da parede for superior a 12,7 mm ou inferior a 3,17 mm, devem ser tomadas medidas corretivas adequadas.
(2) Reforço: O objetivo da utilização de armaduras é melhorar as caraterísticas de rigidez e dureza do produto. Devem ser utilizadas armaduras finas e longas, evitando a utilização de armaduras grossas e curtas.
A colocação do reforço deve ser feita juntamente com o fluxo de material, de modo a não afetar a emissão de gases durante o fluxo de material.
(3) Inclinação de libertação: Produto RIM a inclinação de libertação deve ser selecionada a 2 °, demasiado grande ou demasiado pequena não favorece a libertação do produto.
(4) Cantos arredondados: Produtos RIM do raio do canto interno não deve ser inferior a 3,175 mm, o raio do canto externo não deve ser inferior a 1,578 mm.
(5) Bump: O ressalto deve adotar uma inclinação de desmoldagem de 2° e ser disposto ao longo da periferia da parte da nervura interior. Se a altura de projeto do ressalto for superior a 6,57 mm, deve ser completado por uma placa de reforço.
A posição das roscas de posicionamento e das roscas auto-roscantes deve ser determinada com exatidão aquando da formação do orifício de introdução. O tamanho da saliência e do orifício de introdução têm uma grande influência na força de libertação e devem ser tidos em conta.

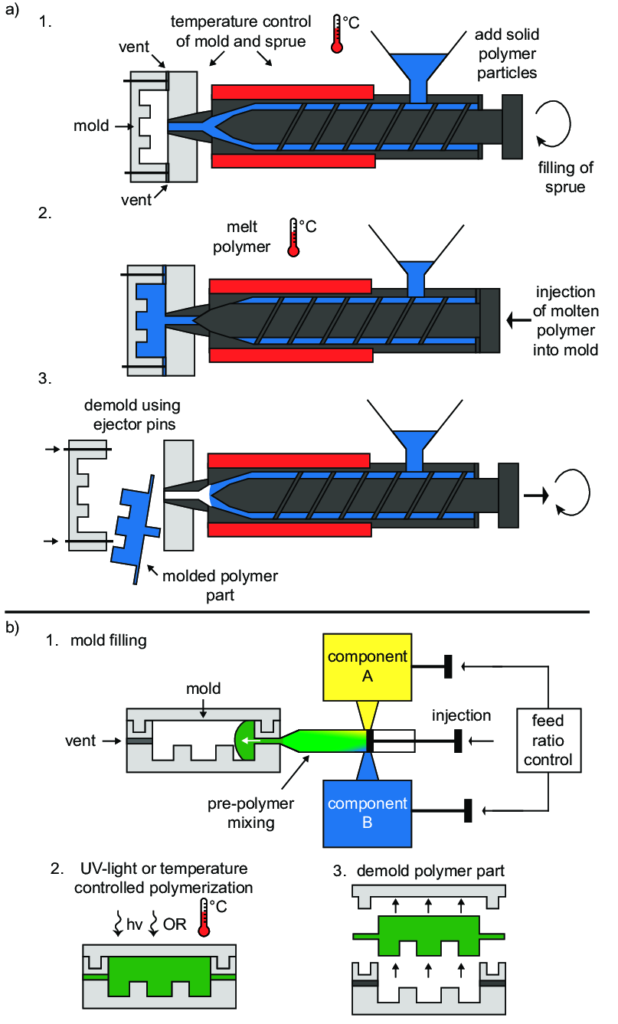
A diferença entre moldagem por reação e moldagem por injeção
Os processos de moldagem por reação diferem dos processos normais moldagem por injeção num aspeto importante: o material utilizado no processo de moldagem requer uma fase de cura enquanto o material ainda está no molde.
O material de moldagem utilizado na moldagem por injeção de reação tem uma vantagem especial em relação ao material utilizado nas moldagem por injeção para este processo. Por outro lado, moldagem por injeção de reação requer mais tempo e materiais de moldagem dispendiosos.

Na maioria dos casos, a formulação líquida é introduzida num reservatório, onde é aquecida e misturada, e depois colocada numa cavidade pré-fabricada chamada molde, onde arrefece e endurece.
O o molde é fabricado utilizando um processo separado e é normalmente amovível, permitindo o fabrico de várias peças numa única peça tradicional moldagem por injeção máquina. O objeto endurecido é retirado e colocado numa área onde é endurecido e mais endurecido.






