 Saltar para o conteúdo
Saltar para o conteúdo 







Etapa 1: Preparação do material:
O policarbonato (PC) é higroscópico e absorve a humidade, o que pode causar defeitos como bolhas, riscos ou imperfeições na superfície.
① Secagem: Secar o material de PC a 110-130°C (230-266°F) durante 3-5 horas para atingir um teor de humidade inferior a 0,02%. Isto assegura um processamento adequado sem defeitos causados pela humidade.
② Mistura: Se forem utilizados aditivos ou cargas, pesar e misturá-los com o PC de acordo com as instruções do fabricante. Certifique-se de que o material está livre de contaminantes e misturado uniformemente.

Etapa 2: Preparação do molde:
A preparação adequada do molde garante uma fácil ejeção da peça e evita defeitos durante o processo de moldagem.
① Limpeza: Assegurar que o molde está livre de pó, humidade e detritos, que podem afetar a qualidade do produto final.
② Agente desmoldante: Aplicar um agente desmoldante nas superfícies do molde para evitar a aderência e facilitar a ejeção da peça moldada.
③ Alinhamento: Fixar corretamente o molde na máquina de moldagem por injeção, assegurando que não há desalinhamento que possa causar defeitos no molde.

Etapa 3: Carregamento do material e configuração da injeção:
A temperatura e a pressão de injeção adequadas asseguram que o material flui corretamente para o molde, preenchendo todas as cavidades e garantindo uma qualidade consistente.
① Carregar o material: Alimentar os pellets de PC secos no funil da máquina de moldagem por injeção.
② Temperatura de injeção: Definir a temperatura de injeção entre 240°C e 260°C (464°F e 500°F). O intervalo de fusão do PC situa-se normalmente entre 270°C e 320°C, mas evite exceder 340°C para evitar a decomposição e defeitos.
③ Pressão de injeção: Defina a pressão de injeção entre 1000 a 2000 bar (14.500 a 29.000 psi), dependendo do tamanho da peça e do projeto do molde.
④ Velocidade de Injeção: Controle a velocidade para evitar que o material entre no molde muito rapidamente, o que poderia levar a defeitos como marcas de fluxo ou aprisionamento de ar.

Etapa 4: Fase de habitação:
A fase de enchimento assegura o enchimento completo do molde e permite que o PC fundido tome a forma das cavidades do molde.
① Manter a pressão: Após a injeção, manter a pressão no molde para permitir que o material fundido preencha completamente todos os detalhes e evitar o encolhimento ou vazios.
② Monitorizar: Mantenha-se atento à pressão para garantir que o material permanece no lugar até começar a arrefecer.

Etapa 5: Fase de arrefecimento:
Um arrefecimento adequado evita a deformação, a contração e outros defeitos, assegurando simultaneamente a estabilidade dimensional da peça final.
① Tempo de resfriamento: Permita tempo suficiente para o resfriamento. O tempo de arrefecimento dependerá da espessura da peça, da complexidade e da temperatura do molde. Peças maiores podem exigir mais tempo de arrefecimento.
② Temperatura do molde: Manter a temperatura do molde entre 80°C e 120°C (176°F e 248°F) para um arrefecimento ótimo sem induzir defeitos como deformações ou marcas de afundamento.
③ Canais de arrefecimento: Assegurar que o sistema de arrefecimento no interior do molde é eficiente e uniformemente distribuído para manter a temperatura consistente do molde.

Etapa 6: Ejeção:
A ejeção adequada é fundamental para manter a integridade das peças e garantir um fluxo de produção suave.
① Mecanismo de Ejeção: Use pinos ejetores ou sistemas de ejeção movidos a ar para empurrar a peça para fora do molde.
② Controlo da força: Ajuste a força de ejeção para evitar danos em peças delicadas ou complexas.
③ Pós-Processamento: Se necessário, cortar o excesso de flash ou material da peça durante a ejeção.

Etapa 7: Pós-processamento:
O pós-processamento assegura que a peça moldada cumpre todas as especificações necessárias em termos de funcionalidade e estética.
① Corte e rebarbação: Remova qualquer material em excesso (flash) que tenha sobrado do processo de moldagem. Isto pode exigir operações de corte ou retificação.
② Acabamento de superfícies: Dependendo da utilização final, pode ser necessário polir ou revestir as peças para melhorar a estética ou a funcionalidade adicional (por exemplo, melhor resistência química ou durabilidade da superfície).
③ Montagem: Se as peças moldadas forem componentes de um conjunto maior, efetuar quaisquer operações de montagem ou de ligação necessárias.

Etapa 8: Controlo de qualidade
Garantir a qualidade da peça moldada é fundamental para manter os padrões do produto e a satisfação do cliente.
① Inspeção: Inspecionar regularmente as peças para detetar defeitos, tais como bolhas, deformações ou inconsistências de cor. A precisão dimensional é essencial.
② Testes: Efetuar testes de resistência ao impacto, transparência e tolerância ao calor, especialmente para aplicações críticas.
③ Consistência: Monitorizar as condições de processamento (temperatura, pressão e tempo de ciclo) para garantir uma qualidade consistente das peças em todas as séries de produção.





1. Indústria automóvel:
Componentes: O PC é amplamente utilizado para peças automóveis como lentes de faróis, painéis de instrumentos, acabamentos interiores e componentes exteriores. A sua resistência ao impacto, leveza e clareza ótica contribuem para a segurança e o desempenho dos veículos.

2. Indústria eletrónica:
Invólucros e componentes: O PC é normalmente utilizado para revestimentos de dispositivos electrónicos, como computadores portáteis, smartphones e tablets. As suas excelentes propriedades de isolamento e resistência ao impacto garantem durabilidade e segurança em aplicações eléctricas e electrónicas.

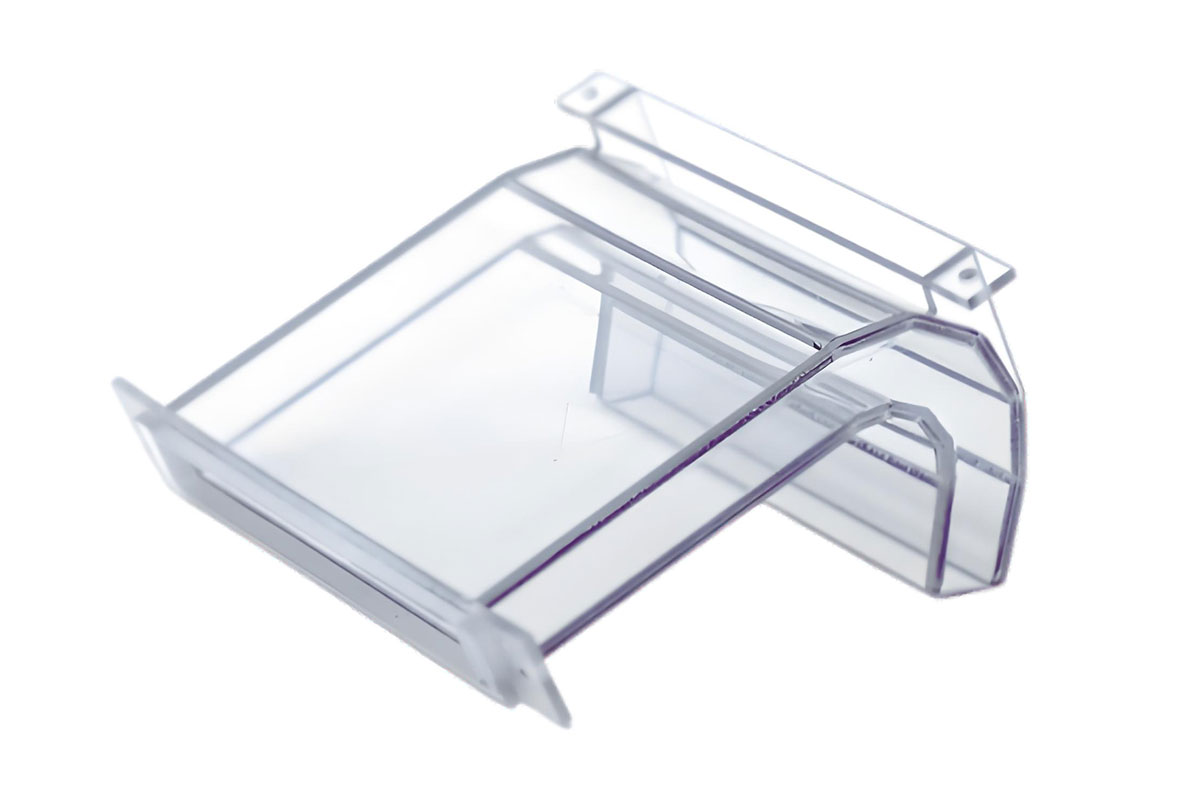
3. Setor da construção:
Materiais de construção: O PC é utilizado para clarabóias, telhas e vidros de janelas, oferecendo uma excelente durabilidade, resistência às intempéries e clareza ótica. Estas caraterísticas tornam-no ideal para aplicações que requerem segurança e transparência na construção.
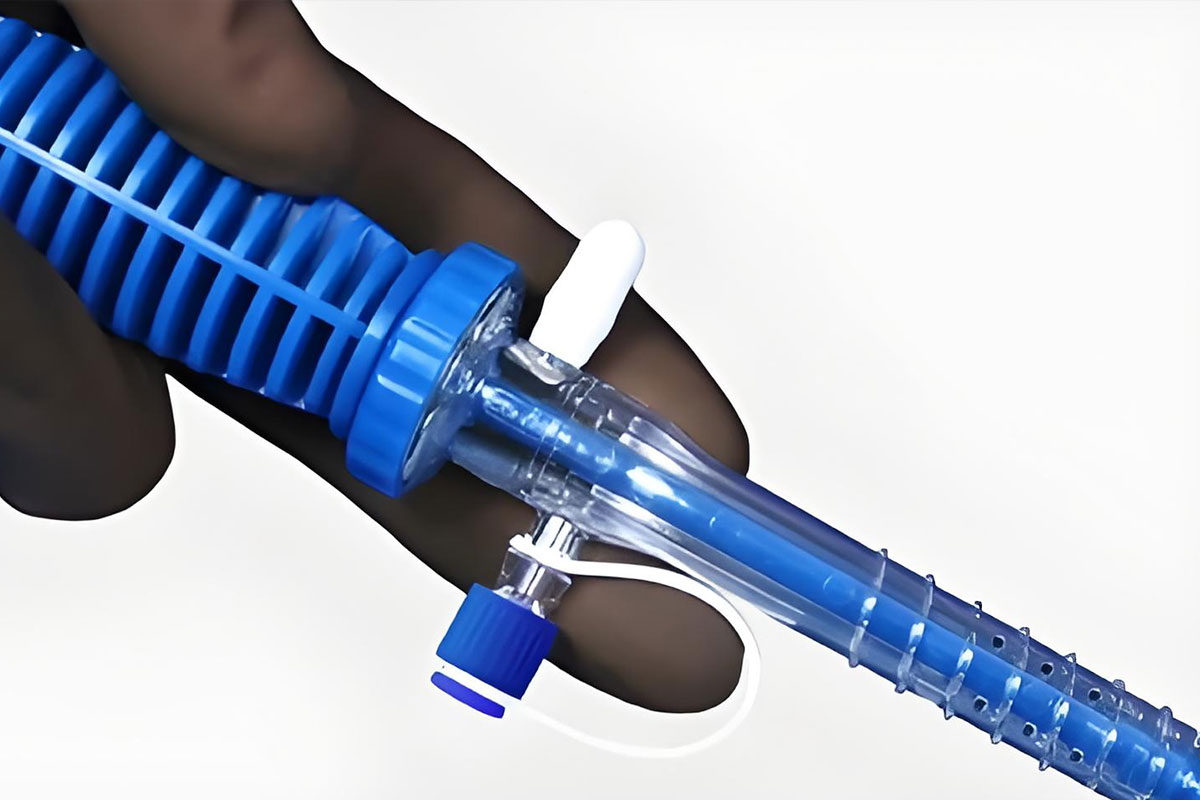
4. Dispositivos médicos:
Instrumentos e equipamentos cirúrgicos: O PC é essencial para o fabrico de seringas, tubos médicos e instrumentos cirúrgicos. A sua biocompatibilidade, facilidade de esterilização e elevada resistência fazem dele um material de confiança em aplicações de cuidados de saúde.
5. Bens de consumo:
Produtos de uso quotidiano: O PC é amplamente utilizado em produtos como lentes de óculos, garrafas de água e capacetes de segurança. A sua resistência ao impacto e versatilidade estética permitem a produção de artigos de consumo duradouros e visualmente apelativos.
6. Aeroespacial e Defesa:
Componentes de aeronaves: O PC é utilizado em aeronaves para janelas de cockpit, lentes e painéis de instrumentos. A sua combinação de propriedades de leveza, resistência e clareza é fundamental em ambientes aeroespaciais que exigem precisão e segurança.

7. Aplicações ópticas:
Lentes e componentes ópticos: O PC é utilizado para lentes de câmaras, lentes de projectores e óculos, graças à sua clareza ótica, resistência a riscos e capacidade de suportar impactos elevados. É ideal para aplicações ópticas profissionais e de consumo.

8. Transformação de alimentos:
Componentes de equipamento: O PC é utilizado em máquinas de processamento de alimentos e recipientes de armazenamento devido à sua resistência química, resistência ao impacto e segurança para o contacto com alimentos. É ideal para aplicações que requerem limpeza e esterilização repetidas.

9. Equipamento desportivo:
Equipamento de proteção: O PC é utilizado em capacetes, óculos de proteção e outro equipamento desportivo de proteção. A sua elevada resistência ao impacto, o seu design leve e o seu conforto tornam-no essencial para garantir a segurança e o desempenho dos atletas.

10. Brinquedos e jogos:
Brinquedos de plástico: O PC é utilizado em figuras de ação, bonecos e outros brinquedos que requerem durabilidade e segurança. A sua natureza não tóxica, resistência e capacidade de formar formas complexas fazem dele um material preferido no fabrico de brinquedos.

11. Embalagem:
Recipientes e garrafas: O PC é utilizado para fabricar artigos de embalagem como garrafas de água e recipientes para alimentos. A sua resistência ao impacto, clareza e capacidade de suportar a utilização repetida tornam-no adequado para soluções de embalagem duradouras e sustentáveis.

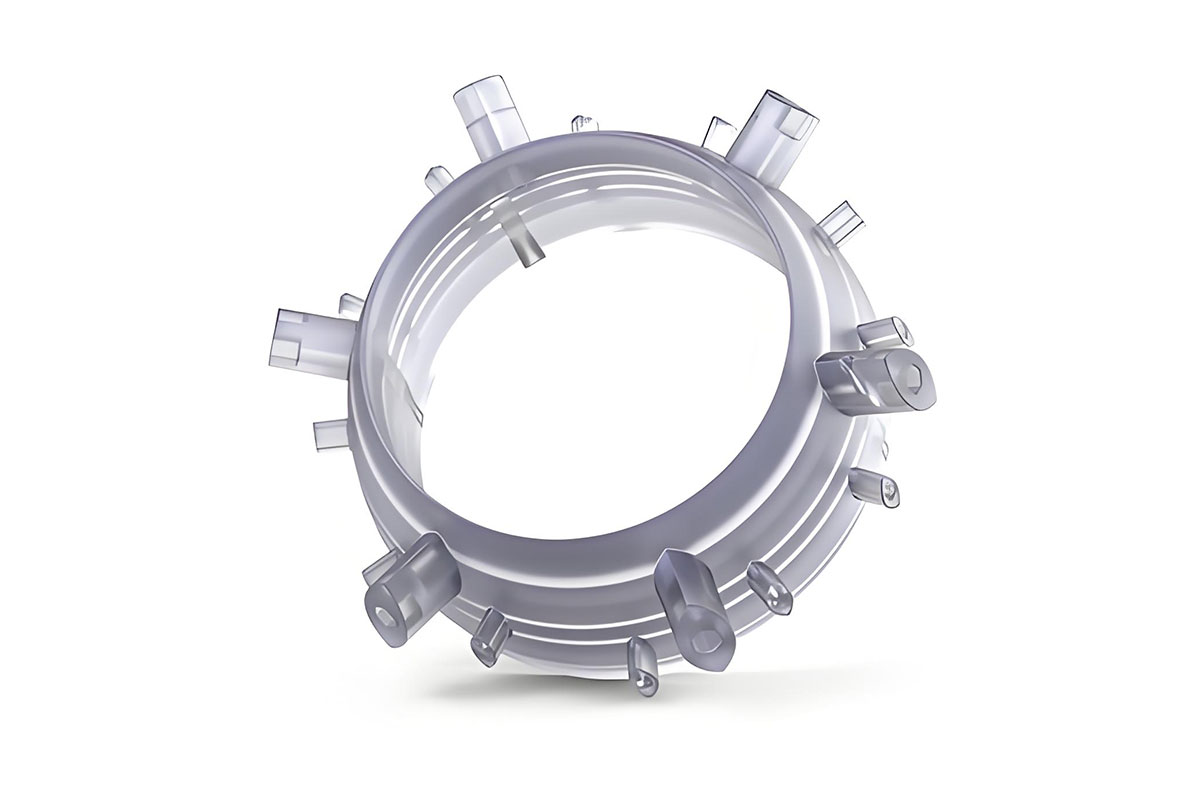
12. Componentes eléctricos:
Conectores e interruptores: O PC é utilizado para conectores eléctricos, interruptores e placas de circuitos. As suas excelentes propriedades de isolamento e resistência às chamas garantem segurança e fiabilidade em aplicações eléctricas.

O Que é a Moldagem por Injeção de Engrenagens Plásticas e Quais Materiais Funcionam Melhor?
Leia mais sobre Como a Impressão 3D Pode Criar Moldes de Fundição de Metal Mais Rápido e Barato?

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
How Can 3D Printing Create Metal Casting Molds Faster and Cheaper?
Key Takeaways – 3D printing enables rapid creation of metal casting molds and patterns in days instead of weeks, cutting prototype lead time by 50–80%. – Common 3D printing methods

