 Saltar para o conteúdo
Saltar para o conteúdo 

O que é a força de aperto?
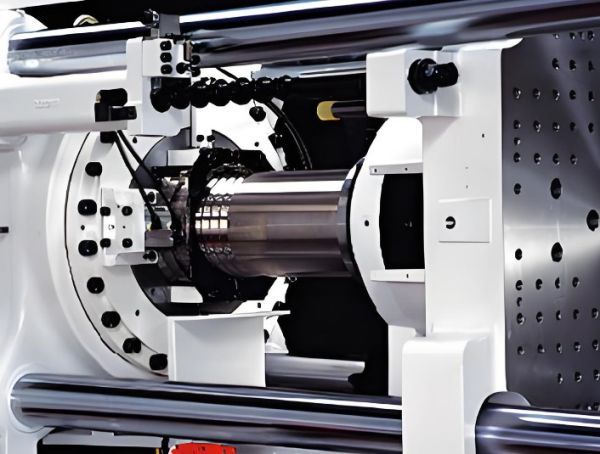
A força de aperto é a força necessária para manter o molde fechado durante o processo de moldagem por injeção. Assegura que cada parte do molde, incluindo as metades do molde, está alinhada com precisão e evita que o plástico derretido saia das costuras do molde sob alta pressão. A força de aperto é normalmente medida em toneladas e é um parâmetro importante da máquina de moldagem por injeção.

A força de aperto é um dos factores-chave que afecta diretamente a suavidade e a qualidade do aspeto do processo de moldagem por injeção. Uma força de aperto insuficiente fará com que o molde não feche corretamente, resultando em rebentamento, enquanto uma força de aperto excessiva pode danificar o molde e a máquina de moldagem por injeção. Assegurar a força de aperto adequada é essencial para manter a integridade do molde e a qualidade do produto final.
Durante o processo de moldagem por injeçãoO material plástico é injetado na cavidade do molde a alta temperatura e a uma pressão considerável. Quando o plástico arrefece e endurece, é fabricado o produto acabado. Durante esta fase, o molde deve suportar uma grande pressão interna e deve ser aplicada uma força suficiente ou força de aperto para manter o molde fechado. Se a força de aperto não for a ideal, o molde abrir-se-á quando for aplicada pressão e o plástico derretido entrará no molde através das costuras do molde, o que causará um clarão e poderá mesmo danificar completamente o molde.

Cálculo da força de aperto
A fórmula para calcular a força de aperto é geralmente:
Força de aperto=Área projectada × pressão da cavidade
Em que a área projectada é a área projectada do produto na superfície de separação e a pressão da cavidade é a pressão exercida pelo plástico fundido nas paredes do molde durante a injeção.
Por exemplo, se a área projectada de um produto for de 200 centímetros quadrados e a pressão da cavidade de moldagem for de 500 kg/cm², a força de aperto necessária será:
Clamping Force=200cm2×500kg/cm2=100,000kg=100tons
Na produção real, para determinar a força de aperto, devem também ser considerados outros factores, tais como: o tipo de produto a produzir, as caraterísticas de fluxo do polímero a utilizar, a taxa de pressão de injeção e a velocidade de injeção. Por conseguinte, o cálculo e a determinação da força de aperto é normalmente um processo experimental que requer um ajuste fino e ensaios repetidos para obter os melhores resultados.

As principais funções da força de aperto
Manter o molde fechado
A força de aperto é utilizada principalmente para manter o molde fechado durante o processo de moldagem por injeção. Uma vez que o plástico fundido gera muita pressão, o molde tem de ser bloqueado durante o processo de moldagem por injeção. Se a força de aperto for insuficiente, o molde abrir-se-á e o plástico sairá pelas juntas do molde, resultando no chamado flash. A unidade de fixação é responsável por aplicar e manter a pressão máxima de fixação para garantir que o molde permanece fechado.
Manter o molde numa posição fechada não só evita o flash, como também assegura que o tamanho do produto é correto e que a qualidade da superfície do produto é garantida. O processo de moldagem por injeção envolve a injeção de polímero no molde sob alta pressão, o que resultará em tamanhos de produto inconsistentes e defeitos de superfície se o molde for ligeiramente aberto. Por conseguinte, é essencial uma força de aperto suficiente para obter a qualidade ideal do produto final.

Prevenir o Flash
O flash é um defeito comum na moldagem por injeção, quando a força de aperto é insuficiente, o plástico acumula-se na costura do molde, resultando em "flash". O flash não só altera a superfície exterior do produto e a sua qualidade, como também aumenta as operações de corte adicionais e reduz a eficiência da produção. Por conseguinte, uma força de aperto suficiente é essencial para evitar o flash.
O flash não só afecta a aparência do produto, como também afecta, em certa medida, o desempenho funcional do produto. Por exemplo, no caso de algumas peças de precisão, o flash pode afetar a montagem e a utilização do produto, podendo mesmo provocar a sua eliminação. Para além disso, o aparecimento de flash também levará a operações de acabamento subsequentes, reduzindo assim a eficiência da produção e aumentando os custos de produção.

Factores que afectam a força de aperto
Material de injeção
Devido às diferentes propriedades de cada material, a força de aperto também varia consoante o material de injeção. Geralmente, o índice de fusão e a fluidez do material utilizado para a produção afectam significativamente a força de aperto. Por exemplo, uma peça com um índice de fusão elevado tem melhor fluidez do que uma peça com um índice de fusão baixo, pelo que requer menos pressão de injeção e, por conseguinte, uma força de aperto inferior. Por outro lado, um material com um índice de fusão baixo tem uma fluidez de fusão fraca e uma pressão de injeção elevada, pelo que requer uma força de fixação mais elevada.
A fluidez dos materiais plásticos depende não só do seu índice de fusão, mas também dos parâmetros do processo, como a temperatura e a pressão. Por exemplo, os plásticos de engenharia de elevado desempenho apresentam uma boa fluidez em condições de alta temperatura e alta pressão, mas uma fluidez reduzida em condições de baixa temperatura e baixa pressão. Pode concluir-se que, ao determinar a força de apertoz`, a fluidez do material e os parâmetros do processo devem ser considerados de forma abrangente para obter o melhor efeito de moldagem.

Pressão e velocidade de injeção
Outros parâmetros que têm um impacto direto na força de aperto incluem a pressão e a velocidade de injeção. A alta pressão e alta velocidade de injeção, o plástico fundido transmite forças consideráveis às paredes do molde; é por isso que a força de aperto tem de ser maior para manter o molde fechado. Por outro lado, sob baixa pressão e injeção a baixa velocidade, a força de aperto necessária é menor.
Para além da força de fixação, a pressão de injeção e a sua velocidade influenciam a qualidade do produto e o ritmo de produção. Por exemplo, uma injeção a alta pressão e alta velocidade pode reduzir o tempo necessário para produzir um produto e, assim, melhorar a eficiência, mas a força de aperto tem de ser mais elevada e, consequentemente, o desgaste e o consumo de energia do equipamento são maiores. Assim, na produção real, é muito importante selecionar a pressão e a velocidade de injeção de forma mais abrangente, de acordo com os requisitos reais de um produto e as condições de produção reais, mas não apenas seguindo as especificações dadas para obter o melhor efeito de produção.
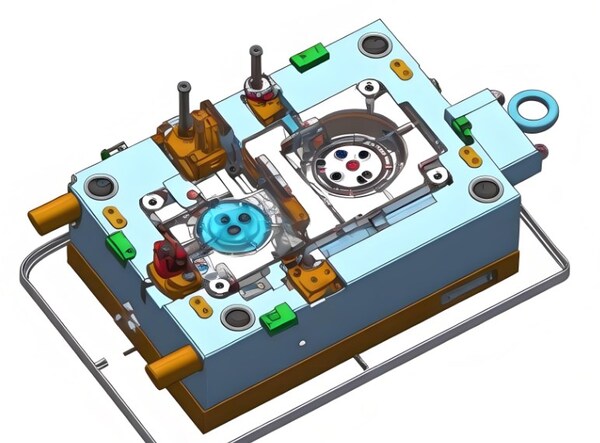
Conceção de moldes
A conceção do molde tem um impacto significativo na força de aperto. A força de fixação aumenta em proporção direta com a área projectada do molde. Além disso, a disposição da linha de separação, o sistema de ventilação e outros factores relacionados também afectam a força de fixação. Por exemplo, um bom controlo da ventilação pode ajudar a obter uma distribuição da tensão durante a injeção, reduzindo assim a força de aperto necessária.
A conceção do molde é um fator determinante da força de aperto e tem um impacto significativo na qualidade do produto e na eficiência da produção. Por exemplo, uma conceção razoável da linha de separação ajuda a reduzir a formação de rebarbas e rebarbas, melhorando assim o aspeto do produto final. Um bom sistema de exaustão deve melhorar a densidade e a resistência do produto, minimizando as bolhas e os vazios. Por conseguinte, ao conceber um molde, é necessário considerar de forma abrangente factores como a força de fixação, a qualidade do produto e a eficiência da produção para otimizar e melhorar o design global.
Otimização da força de aperto
Como determinar a força de aperto ideal?
É muito difícil definir o valor da força de aperto necessária, uma vez que muitos factores têm de ser considerados, como o material de injeção, a conceção do produto e do molde, as condições de injeção, etc. Por outras palavras, o pré-requisito teórico para estimar a força de aperto ideal é utilizar o procedimento experimental. Os passos específicos são os seguintes:Os passos específicos são os seguintes:
1. Primeira aproximação das forças de aperto que devem ser aplicadas.
2. Produção experimental de acordo com a estimativa inicial e exame da qualidade dos produtos e do estado dos moldes.
3. Alterar a força de aperto de acordo com os resultados da produção experimental até obter os resultados mais eficazes.

Ao prever a força de aperto a partir da experiência, pode ser fornecida ao consumidor uma boa qualidade do produto, aumentar a taxa de produção e a longevidade do equipamento. Por exemplo, na situação de produção experimental, através da regulação da pressão de injeção, da velocidade e da temperatura, a força de aperto ideal pode ser encontrada quando a gama de vários parâmetros é determinada durante o próprio processo de produção experimental, controlando assim o processo de produção global e poupando energia e evitando o desgaste das máquinas, aumentando assim a eficiência da produção e a qualidade do produto acabado.

Utilização de tecnologia avançada para otimizar a força de aperto
Com o avanço tecnológico, as tecnologias mais avançadas assumiram um papel central no controlo da força de aperto. Por exemplo, ao utilizar um software de conceção do fluxo do molde, os engenheiros podem prever a distribuição da pressão do material injetado, concebendo assim o molde com a força de aperto mínima. Além disso, algumas máquinas de moldagem por injeção modernas estão equipadas com sistemas de controlo inteligentes que podem controlar a força de aperto com elevada precisão e estabilidade durante o processo de produção de polímeros.
A conceção do fluxo do molde pode prever não só a distribuição da pressão, mas também a temperatura e a capacidade de fluxo, etc. Todas as alterações que ocorrem durante o processo de injeção, como a temperatura, a sombra e a capacidade de fluxo, podem ser compreendidas na íntegra e até o processo pode ser optimizado e melhorado. Ao utilizar sistemas de controlo inteligentes, é possível manter a alteração da força de aperto em tempo real e alterá-la em função da situação real no chão de fábrica, estabilizando assim os processos de produção e melhorando a qualidade dos produtos produzidos, bem como a eficiência global da produção.

Consequências de uma força de aperto insuficiente
Deformação e danos no molde
Se a força de fixação for insuficiente, o molde abrir-se-á durante o processo de moldagem por injeção, distorcendo e destruindo a forma do molde. Isto é ainda mais importante para os moldes de precisão, em que uma força de aperto insuficiente pode fazer com que o molde se deforme permanentemente ou seja mesmo desmantelado.
A deformação e os danos no molde não só afectam a qualidade do produto, como também têm um impacto significativo nos custos de manutenção e substituição do molde, prolongando inevitavelmente o ciclo de produção e reduzindo a eficiência da produção. Por exemplo, no caso do fabrico de peças de alta precisão, mesmo uma pequena quantidade de deformação do molde pode causar alterações na tolerância dimensional e no desempenho funcional das peças alvo, afectando assim a qualidade e a função do produto acabado.

Problemas de qualidade do produto
Uma força de aperto insuficiente também pode causar alguns problemas na qualidade do produto. O problema mais comum é o flash, que afecta a aparência da peça, mas também afecta a precisão dimensional e o desempenho funcional do produto final. Além disso, por vezes, uma força de aperto insuficiente pode levar a uma estrutura interna irregular e a uma distribuição inconsistente do material, afectando ainda mais a qualidade geral do produto.
O flash afecta a aparência do produto e também afecta a montagem e a utilização do produto. Por exemplo, nalgumas peças complexas, o flash dificulta a montagem. Em segundo lugar, o flash também gera a necessidade de operações de acabamento subsequentes, reduzindo assim a eficiência da produção e aumentando os custos de produção.

O impacto de uma força de aperto excessiva
Aumento do consumo de energia
Uma força de aperto demasiado elevada afectará o consumo de energia do moldagem por injeção de plástico máquina. A força de aperto elevada consome mais energia, pelo que o custo de produção é mais elevado e não é amigo do ambiente.
Uma maior utilização de energia não só aumenta os custos de produção, como também causa maiores danos ao ambiente. Por exemplo, os processos de produção de alta energia geram emissões de carbono, que poluem o ambiente e têm impacto nas alterações climáticas. A utilização a longo prazo de equipamento com elevado consumo de energia provoca um desgaste rápido do equipamento, reduzindo assim a sua vida útil e a eficiência da produção.

Redução da vida útil do molde
Uma força de aperto excessiva provoca uma tensão mecânica excessiva no molde, reduzindo a sua vida útil. O funcionamento prolongado sob uma força de aperto elevada provoca danos por fadiga em várias partes do molde, aumentando a frequência da manutenção e substituição do molde e aumentando ainda mais os custos de produção.
A redução da vida útil do molde tem um impacto negativo na sua durabilidade, pelo que incorre em custos de manutenção e substituição, afectando a estabilidade e a continuidade da produção. A substituição do molde dificulta o processo de produção e reduz a produtividade, o que acarreta custos de produção mais elevados para a empresa.

Conclusão
A força de aperto é, de facto, um dos factores críticos no processo de moldagem por injeção, uma vez que determina a qualidade do produto e a eficiência de toda a linha de produção, bem como a vida útil do molde. As pressões de aperto adequadas garantem que o molde permanece fechado para dar um produto final muito bom que reduz os problemas de qualidade, tais como o flash, entre outros, ao mesmo tempo que utiliza o mínimo de energia e maximiza a longevidade do molde.
Na produção real, o cálculo e a regulação da força de aperto envolvem factores como o material de injeção, o molde e outros factores do processo de injeção. Além disso, é possível aplicar tecnologias modernas que podem contribuir para um melhor controlo e manutenção da força de aperto necessária, a fim de proporcionar mais estabilidade e eficiência ao processo de produção.
Em resumo, a definição razoável e a otimização da força de aperto são cruciais para a moldagem por injeção processo. Na produção real, devem ser utilizados métodos e tecnologias científicas para melhorar e controlar continuamente a força de fixação, melhorar a eficiência e a estabilidade do processo de produção, melhorar a qualidade do produto, reduzir os custos de produção, prolongar a vida útil do molde e criar mais benefícios económicos e sociais para as empresas.






