 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução
Quando se está a desenhar peças moldadas por injeçãoNo entanto, há muitas coisas a considerar que afectarão o bom funcionamento da sua peça e o seu bom aspeto quando estiver pronta. Há muitas coisas que podem correr mal quando se está a moldar peças, como marcas de afundamento, linhas de fluxo, deformações e muito mais. Por isso, é muito importante compreender as diretrizes para a conceção de peças para moldagem por injeção, para que possa obter excelentes resultados.

Neste artigo, vou dar-lhe as melhores regras de design de moldagem por injeção para o ajudar a fazer as melhores peças de plástico. Também lhe darei alguns detalhes sobre o controlo do processo, algumas orientações importantes para a conceção de moldes e algumas dicas sobre como evitar alguns problemas comuns de conceção.
Conceção de moldes de injeção
A moldagem por injeção é um processo em que se derrete plástico e se atira para um molde para fazer uma peça. A conceção do molde e da peça que está a ser fabricada é muito importante para o seu bom funcionamento. Eis algumas razões pelas quais o design é importante para a moldagem por injeção.

Determinar a complexidade do fabrico
Depois de olharem para o desenho ou modelo, os designers e engenheiros de produto podem pensar em todas as coisas que podem correr mal quando fabricam o produto. O desenho ou modelo diz-lhes o que fazer para que não tenham de adivinhar o que fazer quando fabricam o produto.
Garantir a viabilidade do fabrico
Quando se está a iniciar um novo processo de conceção e produção de peças de plástico, não se sabe ao certo se a peça que se concebeu vai poder ser fabricada. O design de moldagem por injeção pode ajudá-lo a descobrir se a forma como está a tentar fazer a peça vai funcionar. Pode descobrir se vai ter problemas de fabrico em que as peças ficam presas no molde.

Prevenção de falhas de peças
Se não conceber o seu peças moldadas por injeção corretamente, não funcionarão corretamente. Podem não fazer o que é suposto fazerem devido a defeitos de injeção ou outras falhas mecânicas. As diretrizes de conceção de moldagem por injeção ajudá-lo-ão a escolher os parâmetros de moldagem corretos e a evitar os grandes problemas que farão com que as suas peças não funcionem.
Considerações sobre o design de peças moldadas por injeção
A moldagem por injeção é um processo complexo que requer considerações de conceção cuidadosas para garantir uma produção bem sucedida. Uma vez iniciado o processo, os erros causados pela conceção podem conduzir a atrasos e despesas significativas. Por conseguinte, é imperativo seguir as diretrizes de conceção de moldagem por injeção adequadas para evitar estes erros. Eis algumas considerações fundamentais a ter em conta na conceção de peças moldadas por injeção.

Espessura da parede da câmara
Este é um dos aspectos mais importantes a ter em conta quando se está a conceber peças moldadas por injeção. A espessura da parede afecta muitas coisas numa peça, como o seu aspeto, o seu funcionamento e o seu custo. Por isso, é necessário determinar a espessura correta da parede com base no modo como a peça tem de funcionar. É preciso pensar na quantidade de tensão que a peça pode suportar e no tempo que precisa de durar para descobrir a parede mais fina que se pode usar.
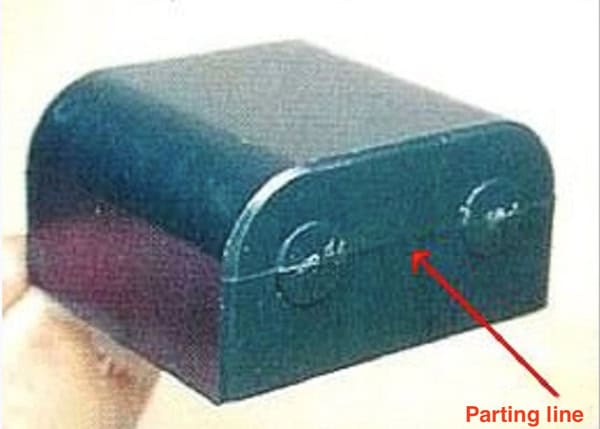
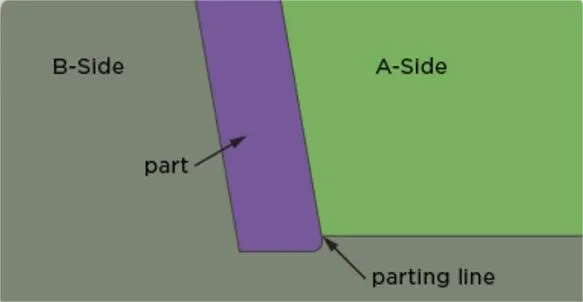
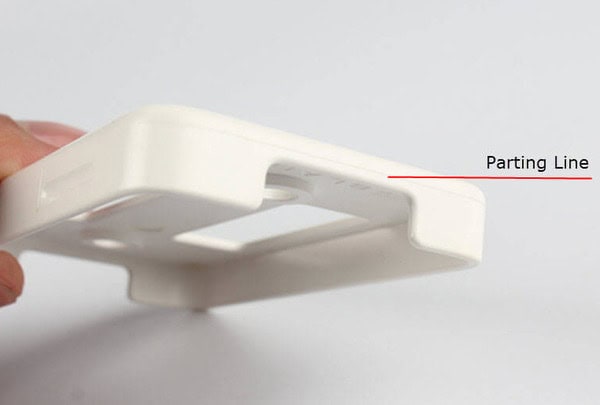
Linha de separação
A linha de separação é o local onde as duas metades do molde se encontram para formar o produto final. Se houver qualquer desfasamento ou desalinhamento no desenho da linha de separação, isso pode causar defeitos de flash na peça moldada. Por isso, é importante desenhar uma linha de separação simples e reta para minimizar estes defeitos.
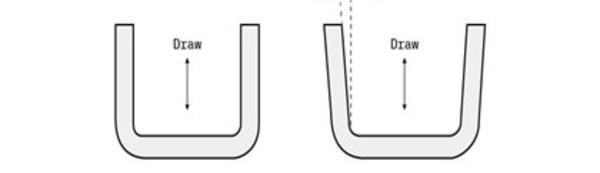
Ângulo de inclinação
O ângulo de inclinação é o ângulo na superfície de uma peça moldada por injeção que permite a sua fácil remoção do molde sem danos. O ângulo de inclinação necessário depende de factores como a espessura da parede, a retração do material, as necessidades de acabamento pós-processamento, etc.
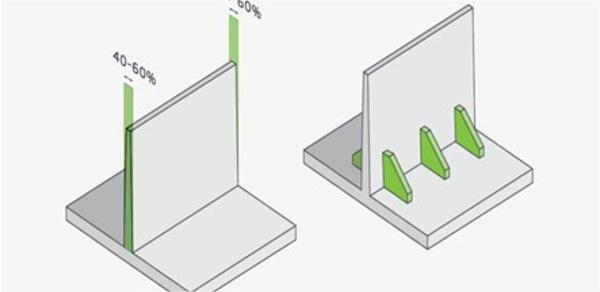
Costeletas e chefes
As nervuras são utilizadas para reforçar as paredes de uma peça onde duas paredes se encontram num ângulo de 90 graus. Ajudam a tornar a peça mais forte e capaz de suportar mais peso. As saliências são áreas elevadas numa peça que são utilizadas para fixar e alinhar outras peças. Também tornam as peças mais fortes em sítios como orifícios de parafusos e ranhuras.

Localização e tipo de portão
A porta de entrada na moldagem por injeção é uma peça muito importante que está diretamente ligada à peça de plástico e controla o fluxo de resina plástica fundida para a cavidade. O tamanho, a forma e a localização da porta têm um grande impacto no produto acabado. Afecta a sua resistência e o seu aspeto.
Pinos ejectores
Isto é importante na configuração da moldagem por injeção. Ajuda a empurrar a peça para fora do molde depois de ter arrefecido o suficiente. Muitas vezes deixam marcas na peça. Por isso, é necessário desenhá-los num plano perpendicular à direção em que o pino se move.

Rebaixos e roscas
Os cortes inferiores e as roscas são caraterísticas rebaixadas ou salientes que tornam a peça de plástico difícil de retirar do molde com um puxão. É necessário certificar-se de que a peça pode ser ejectada com um puxão. Isto ajudará a manter baixos os seus custos de moldagem por injeção. Assim, quando estiver a conceber peças moldadas por injeçãoO objetivo é evitar roscas e cortes inferiores.

Filetes
Para melhorar a moldagem por injeção, é necessário ter caraterísticas arredondadas em vez de cantos e arestas vivas. Os cantos afiados necessitam de mais pressão para serem preenchidos, o que pode danificar a peça e causar defeitos quando é ejectada. Os cantos internos e externos arredondados ajudam o plástico a fluir melhor, o que reduz o stress e as fissuras.

Acabamentos de superfície
As peças de plástico podem ter diferentes acabamentos de superfície que afectam a sua textura, aspeto e toque. A escolha do acabamento correto é importante durante a fase de design porque determina as ferramentas e os materiais necessários. Os acabamentos rugosos requerem mais esboço e afectam a seleção de materiais. A superfície do molde também pode precisar de ser preparada para atingir o acabamento desejado. Qualquer imperfeição na superfície do molde aparecerá na peça moldada.

Seleção de materiais
Quando se fabricam produtos com moldagem por injeção, existem vários tipos diferentes de plástico que podem ser utilizados. Cada tipo de plástico tem as suas próprias propriedades físicas e mecânicas especiais. O tipo de plástico que escolher afecta o funcionamento da sua peça no mundo em que pretende que ela funcione. Os principais aspectos a ter em conta quando se escolhe um plástico para moldagem por injeção são o seu encolhimento, o seu ajuste e o seu custo.

Guia de conceção de moldes de injeção
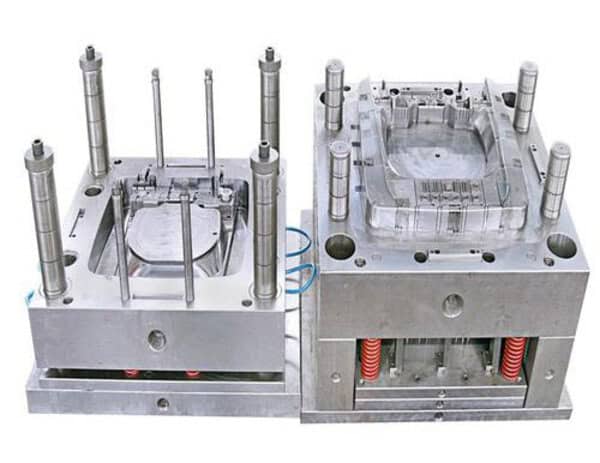
A conceção e produção de moldes de injeção é um aspeto importante no fabrico de peças de plástico. As ferramentas do molde ajudam a definir a forma da peça de plástico pretendida. Por isso, todos os componentes do molde devem estar em boas condições para uma moldagem por injeção sem problemas.
Disposição da base do molde e da cavidade
O molde tem de ser forte e durável, fácil de manter e fácil de desmontar e voltar a montar para reparações e manutenção. As ferramentas do molde têm de ser fabricadas com precisão para que a cavidade e o núcleo fiquem corretamente alinhados. A disposição da cavidade da base do molde também tem de permitir o acesso fácil às inserções ocas e do núcleo para manutenção e reparação. Isto reduz os defeitos e torna as peças melhores.

Conceção do sistema de arrefecimento
O sistema de arrefecimento é um aspeto importante na conceção de moldes de injeção. Este sistema controla a temperatura da cavidade do molde e do material plástico. O arrefecimento é importante porque ajuda a solidificar o plástico e a controlar a contração.
Conceção do corredor e do portão
O sistema de canais e portas controla o fluxo de plástico fundido para a cavidade do molde. A comporta é a entrada do plástico na cavidade e o sistema de corrediça guia o plástico até à comporta. A conceção do sistema de calhas e canais afecta a eficiência do processo de moldagem e a qualidade do produto acabado.
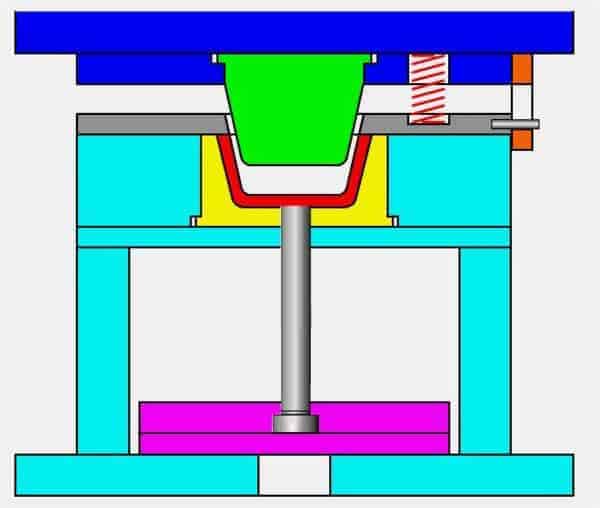
Conceção do sistema de ejeção
O sistema ejetor é o que retira a peça acabada do molde. Ao conceber o sistema ejetor, é necessário pensar na forma da peça, no número de rebaixos que tem e na sua resistência. Para garantir que a peça não fica danificada quando a retira, pode utilizar pinos ejectores, mangas ou sistemas de ejeção hidráulicos.
Material do molde e tratamento de superfície
O material que utilizar para o seu molde afectará a sua vida útil e a qualidade da sua peça acabada. Para obter o melhor desempenho, o material do molde deve ter uma alta temperatura de fusão, boa condutividade térmica e excelente resistência ao desgaste. Escolher o material certo pode ajudá-lo a reduzir o tempo de ciclo, prolongar a vida útil do seu molde e reduzir o risco de defeitos nas peças.

A Zetar Mold é a melhor em serviços de moldes de injeção para melhorar o seu processo de moldagem e as peças moldadas. Fazemos uma análise DFM completa do seu projeto de moldagem por injeção para melhorar o design do molde e das peças. Desta forma, poupa tempo e dinheiro e obtém um produto melhor.
Processo de Moldagem por Injeção Controlo de Qualidade Peças Plásticas
Moldagem por injeção é uma forma super precisa e eficiente de fabricar peças de plástico. Mas se quisermos fazer boas peças de plástico, temos de controlar muito bem o processo.

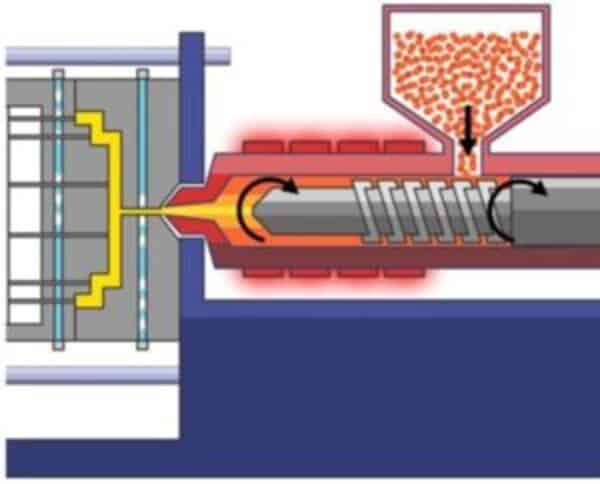
Visão geral do processo de moldagem por injeção
A moldagem por injeção é o processo de derreter o plástico e depois solidificá-lo sob pressão num molde para lhe dar uma forma. Este processo é efectuado num ciclo contínuo e tem várias etapas. Depois de a resina plástica ser aquecida, a porta abre-se quando o molde está sob a quantidade certa de pressão. Em seguida, o plástico derretido é injetado no molde.
Quando a resina fundida atinge o fim do cilindro, a porta fecha-se. As duas metades do molde fecham-se ao mesmo tempo e são mantidas juntas pela pressão de aperto. Após a fase de pressão de retenção, o parafuso recua e a peça arrefece no molde. Depois de a peça arrefecer, o molde abre-se e o pino ejetor ou a placa ejectora empurra a peça para fora. A peça acabada está então pronta para o acabamento.

Parâmetros do processo e otimização
O controlo do processo de moldagem por injeção envolve a monitorização e o ajuste de vários parâmetros para obter os melhores resultados. Eis alguns dos principais parâmetros a considerar:
Pressão e velocidade de injeção: Estes parâmetros determinam a rapidez com que o plástico derretido preenche a cavidade do molde. A pressão de injeção deve ser suficientemente elevada para encher completamente a cavidade do molde. No entanto, não deve ser demasiado elevada, caso contrário, causará flashes ou distorção da peça. O material deve ser capaz de preencher a cavidade no menor tempo possível sem se degradar.
Temperatura de injeção: A temperatura de injeção afecta a forma como o plástico flui e a sua viscosidade. O plástico deve ser aquecido até ao seu ponto de fusão e mantido a uma temperatura constante durante o processo de moldagem por injeção. Pode utilizar termopares em diferentes pontos da cavidade do molde para verificar e controlar a temperatura.
Pressão e tempo de retenção: A pressão de retenção deve impedir que o material flua de volta para o dispositivo de injeção. O tempo de retenção deve permitir que o plástico arrefeça e endureça completamente. O tempo dependerá da espessura das paredes e do grau de complexidade da peça.
Tempo de arrefecimento: O tempo de arrefecimento deve basear-se nas propriedades térmicas do material e na espessura da parede da peça. Os termopares também podem ajudar a monitorizar o tempo de arrefecimento. É possível ajustar o tempo alterando a disposição do canal de arrefecimento ou aumentando o tamanho.

Ejeção: O sistema de ejeção deve assegurar uma ejeção suave e consistente para evitar danos na peça e no molde. A força de ejeção também deve depender do tamanho e da complexidade da peça.
O controlo e a inspeção da qualidade são efectuados para garantir que as peças moldadas são boas. Há diferentes coisas que as pessoas fazem, como estudos de capacidade do processo, inspecções visuais e dimensionais e testes funcionais. Ajudam-no a descobrir o que está errado e como melhorar.
Problemas comuns de conceção de moldes de injeção e soluções

Por vezes, há coisas que correm mal quando se fabricam produtos com moldagem por injeção. Estes problemas podem fazer com que o produto não funcione corretamente. Por vezes, os problemas ocorrem devido à forma como o material é fabricado.
Alguns problemas típicos de conceção de moldes de injeção e como resolvê-los
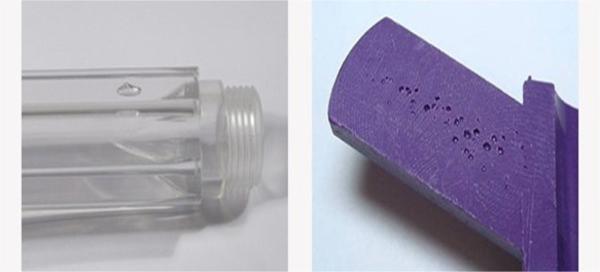
Marcas de afundamento e deformação
As marcas de afundamento são um defeito de moldagem por injeção que aparecem como pequenas mossas na superfície plana da peça moldada. As marcas de afundamento são normalmente causadas pela contração do material no interior da peça moldada, o que faz com que o material afunde do exterior para o interior.

Causas: Temperatura de fusão ou do molde demasiado elevada, pressão de retenção ou de injeção demasiado baixa, defeitos de conceção da estrutura do molde, tempo de retenção ou de arrefecimento e pressão insuficientes.
Soluções: Arrefecer o molde lentamente e durante muito tempo para que não fique todo stressado. Manter as paredes com a mesma espessura para que o plástico possa fluir através do molde numa só direção. Utilize pressão e tempo suficientes para arrefecer o material perto do exterior da peça. Tornar o molde ou o material mais frio.

Flash e colagem de peças
Flash, salpico ou rebarba é quando tem material de moldagem extra que aparece como uma linha fina na borda da sua peça. Normalmente acontece quando algum material flui para fora do local onde é suposto ir. O flash é um defeito menor, mas pode se tornar um grande problema se atrapalhar o funcionamento da sua peça.

Causas: Má conceção e controlo do sistema de exaustão, força de aperto insuficiente, problemas de conceção do molde e más condições de moldagem, demasiada pressão de injeção ou temperatura do molde, agente desmoldante insuficiente, tempo de arrefecimento insuficiente.
Soluções: Certificar-se de que o canal de ventilação é suficientemente grande, aplicar muita força de aperto na placa, não deixar espaços vazios, redesenhar o molde para que o material fundido flua suavemente e haja uma boa ventilação, colocar o agente desmoldante correto no molde, utilizar a pressão de injeção, a temperatura do molde e o tempo de arrefecimento corretos para o material que está a utilizar.

Tiros curtos e marcas de queimaduras
Os disparos curtos ocorrem quando o plástico não preenche completamente o molde. Isto significa que a peça que sai do molde não está completa. Os disparos curtos são um grande problema porque fazem com que a peça tenha mau aspeto e não funcione corretamente.

As marcas de queimadura são marcas pretas ou cor de ferrugem na superfície ou na borda da sua peça moldada. Normalmente não afectam a integridade da peça, mas tornam-se um grande problema quando queimam a peça moldada, causando degradação.
Causas: Pressão de injeção insuficiente, bolsas de ar aprisionadas que bloqueiam o fluxo livre do plástico fundido, utilização de materiais com uma viscosidade extremamente elevada, má conceção dos sistemas de comporta e de canais, temperaturas de fusão extremamente elevadas.

Soluções: Alargar as aberturas ou adicionar mais aberturas para obter uma melhor ventilação, utilizar a temperatura correta do molde para evitar um arrefecimento rápido e inconsistente do material, diminuir a velocidade de injeção para reduzir o risco de ar preso, aumentar a velocidade e a pressão de injeção ou utilizar um substrato mais fino para um melhor fluxo.
Bolsas de ar e vazios
Os defeitos de bolsas de ar são alguns dos defeitos mais graves na moldagem por injeção. Aparecem como ar preso ou bolhas na peça moldada. Estas bolhas podem causar defeitos estruturais e estéticos. Além disso, se o ar inicial no molde ficar quente e comprimido com força suficiente, pode explodir, destruindo a peça moldada e o molde.
Causas: Má ventilação no molde, enchimento irregular da cavidade, compressão e ignição de ar preso, pressão de moldagem insuficiente, materiais propensos a vazios devido a alterações significativas na densidade
Soluções: Aumentar a temperatura do molde, redesenhar ou modificar o sistema de canais e o posicionamento das comportas, utilizar materiais com menor viscosidade para evitar a formação de bolhas, limitar o tempo de ciclo para evitar a compressão e a ignição do ar retido, aumentar a pressão de injeção, esgotar eficazmente o ar retido na cavidade.

Desfasamento e deflexão da linha de corte
A incompatibilidade da linha de separação é quando as duas metades do molde não se alinham corretamente. Isto cria uma costura visível ou uma lacuna ao longo da linha de separação da peça moldada. Deflexão é quando a peça moldada se deforma ou se dobra fora de forma enquanto está a arrefecer. Estes dois defeitos podem fazer com que a peça não cumpra as especificações exigidas. Isto significa mais desperdício e menos produtividade.
Causas: Força de fixação desigual, alterações no tamanho das peças do molde, demasiada pressão e temperatura de injeção, o molde aumenta de tamanho quando aquece, não há tempo suficiente para a peça arrefecer.
Soluções: Certifique-se de que o molde está bem fixado e alinhado, mantenha o molde sempre à mesma temperatura, utilize as definições de moldagem por injeção corretas para o material e aqueça a peça depois de ser moldada para eliminar a tensão.
Como obter peças moldadas por injeção de qualidade
Se pretende obter boas peças de plástico, tem de trabalhar com uma boa empresa de peças de plástico. A Zetar Mold é uma boa empresa de peças de plástico. Fabricamos boas peças de plástico. Temos boas pessoas e boas máquinas. Fabricamos boas peças de plástico com bom aspeto.
A Zetar Mold tem ao seu dispor uma variedade de materiais e serviços de acabamento para melhorar a qualidade dos seus moldes de injeção e peças de plástico. Os nossos técnicos experientes podem aconselhá-lo sobre como otimizar o design do seu molde e recomendar os materiais e acabamentos de superfície adequados para as suas peças de plástico.

Sabemos que os projectos de moldagem por injeção podem ser complicados. É por isso que temos um processo de cotação simplificado e fornecemos relatórios de análise DFM para o ajudar a confirmar os seus conceitos de design antes de iniciar o fabrico.
A nossa experiente equipa de engenharia pode também apoiá-lo durante todo o processo de fabrico. Envie os seus ficheiros de design hoje para obter um orçamento instantâneo e iniciar o seu moldagem por injeção viagem.

Conclusão
A moldagem por injeção é uma tecnologia versátil e eficiente que pode fabricar peças de plástico personalizadas de alta qualidade para uma vasta gama de indústrias. No entanto, o processo está incompleto sem seguir um conjunto de diretrizes de design de moldagem por injeção. Isto permitir-lhe-á detalharSaiba mais sobre o que precisa e como completar o processo.

As regras de conceção da moldagem por injeção abordadas neste artigo ajudá-lo-ão a otimizar o seu processo, a garantir uma produção rentável e a reduzir os tempos de ciclo. Os erros de conceção são dispendiosos. Contacte a Zetar Mold hoje mesmo para o seu projeto de moldagem por injeção. Estamos prontos para o ajudar a obter melhores resultados.







