 Saltar para o conteúdo
Saltar para o conteúdo 

Existem várias formas de fazer um molde. Estes incluem núcleos de ação lateral, uma unidade de injeção a frio, um molde de tração direta e um canal de arrefecimento.
Cada um destes métodos pode resultar num tipo diferente de peça. Estes são discutidos abaixo. Cada um tem as suas vantagens e desvantagens.
Núcleos de ação lateral
Vários factores podem afetar o desempenho de moldes de injeção. Por exemplo, os moldes mais antigos podem ter diferentes tracções do núcleo de ação lateral do que os requisitos actuais.
Novos parâmetros de moldagem, diferentes materiais e requisitos de vidro também podem afetar negativamente o desempenho do molde. Isto pode levar a núcleos que se flexionam, piscam ou se movem.
Os núcleos de ação lateral aumentam a complexidade e o custo do design do molde. Ao contrário das caraterísticas de ranhura, os núcleos de ação lateral têm de ser movidos perpendicularmente ao eixo do molde, pelo que as ferramentas têm de ser deslocadas do eixo do molde.
Isto faz com que o molde de injeção de plástico mais complexos, o que aumenta o custo e o tempo de execução. Além disso, os projectistas têm de acrescentar ângulos de inclinação ao projeto para acomodar a ação lateral.
Outro tipo de projeto de molde envolve núcleos que podem ser removidos e substituídos. A maioria dos moldes tem dois lados: um lado "A" para a superfície cosmética externa do componente e um lado "B" para as peças internas.
A primeira é geralmente lisa e sem saliências e é a mais simples de conceber. O segundo é geralmente mais complexo e requer núcleos e inserções de ação lateral retrácteis.
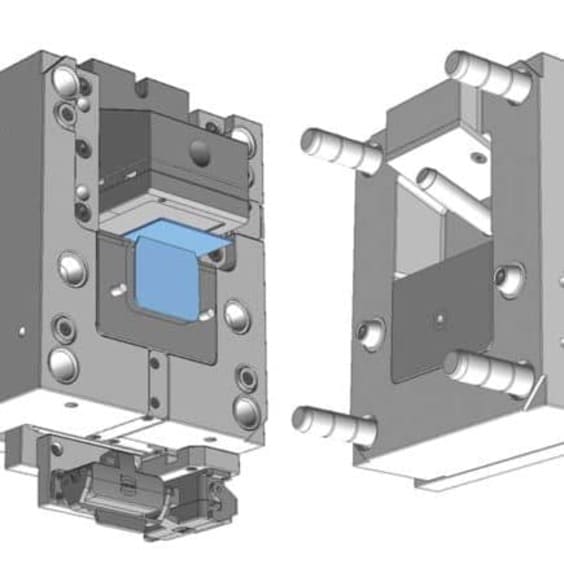
Um exemplo de um núcleo de ação lateral é mostrado na imagem abaixo. É utilizado para fabricar um invólucro de controlo remoto.
Este molde tem um núcleo de ação lateral que contém uma saída de ar e pinos ejectores. Podem ser fabricados vários tipos de produtos de plástico com este modelo de molde.
Um núcleo de ação lateral de qualidade tem um elevado nível de pré-carga e permite uma pressão hidráulica de zero psi. É também essencial que o núcleo seja suficientemente grande para acomodar as forças do moldagem por injeção de plástico processo.
Unidade de injeção a frio
Moldes de injeção são fabricados de duas maneiras. A forma tradicional utiliza a maquinagem standard e a tecnologia EDM. A maquinagem CNC pode ser mais eficiente e criar moldes com detalhes mais precisos.
O custo de um molde depende do número de cavidades e da complexidade do projeto.
Menos cavidades significam menos trabalho de ferramentas, enquanto os pormenores adicionais aumentam o preço. O custo também depende do acabamento da superfície.
Ao conceber um molde, o projetista terá em conta o número de caraterísticas que devem ser incluídas no mesmo. Os processos de moldagem por injeção requerem várias etapas, desde a conceção até à produção.
Uma delas envolve a conceção de um molde que irá conter os componentes de plástico fundido. Outra etapa importante no processo de moldagem por injeção é a criação do núcleo.

O molde terá de ser concebido com um núcleo suficientemente grande para acomodar todas as caraterísticas que nele serão moldadas.
Uma vez concebido o molde, este deve ser testado exaustivamente para garantir que a conceção é adequada para a peça de plástico.
Além disso, deve ser objeto de um protótipo antes de poder ser utilizado na produção. Moldes de injeção podem ser produzidas com maquinagem normal, maquinagem de controlo numérico computorizado (CNC) e maquinagem de descarga eléctrica.
A matéria-prima termoplástica é introduzida num cilindro aquecido através de um parafuso recíproco. O calor provoca uma reação química que enfraquece as forças de Van der Waals na matéria-prima.
Isto leva a um aumento do espaço entre as moléculas, reduzindo a viscosidade. O plástico derretido entra então na cavidade do molde através de um sistema de canais.
Quando arrefece, o plástico tem a forma desejada. Um pino ejetor é então utilizado para empurrar o plástico para fora do molde.
O ciclo de moldagem por injeção pode ser feito a partir da maioria dos tipos de polímeros. Estes materiais incluem termoplásticos, termoendurecíveis e elastómeros. Desde 1995, o número de materiais disponíveis aumentou em cerca de 750 por ano.
Atualmente, existem mais de 18.000 materiais disponíveis, incluindo muitas ligas de materiais previamente desenvolvidos. A seleção do material baseia-se no custo, na resistência e na função do produto final.

Molde de tração reta
De tração reta moldes de injeção de plástico são ideais para a produção de peças em grandes volumes. Utilizando um bocal altamente pressurizado, o material plástico é injetado num molde.
O molde é geralmente feito de aço ou alumínio. As suas duas metades são unidas por grampos hidráulicos ou mecânicos.
A cavidade contém plástico fundido. O mecanismo de ejeção do molde evita que a peça fique presa ou deformada.
O molde de tração direta é o tipo de molde mais básico. A sua conceção é simples e mantém o custo total baixo.
A geometria do molde deve ser 2.D e sem saliências. As geometrias mais complicadas requerem núcleos ou inserções de ação lateral. A Toth Mold/Die Inc. produz milhares de moldes de ação lateral todos os anos.
Os custos das ferramentas começam em $1.000 e podem chegar a $3.000. Estes custos são independentes do elevado volume de produção e do número de peças fabricadas.
As produções em pequena escala são especialmente afectadas pelos custos das ferramentas. No entanto, existem formas de reduzir os custos das ferramentas. Uma simples modificação do projeto pode reduzir os custos das ferramentas em 50-70%.
A adição de acções laterais aumenta o número de geometrias de peças que podem ser produzidas. As acções laterais são inserções que são colocadas numa cavidade do molde.
Estas inserções permitem cortes inferiores que não podem ser produzidos por um molde de tração direta. Permitem também que o material flua à sua volta.
A espessura da parede das peças deve ser uniforme para evitar concentrações de tensão. Uma espessura de parede não uniforme também pode levar à distorção da geometria da peça.
É importante calcular a retração exacta antes de conceber o molde. Cada polímero tem uma taxa de contração diferente.
Esta informação muitas vezes não é fornecida pelo fornecedor do polímero. Por conseguinte, o tipo de polímero deve ser selecionado antes da conceção do molde.
Outra consideração para os projectistas é a quantidade de espaço disponível para expansão. Se a peça for muito flexível, o bump-off pode deformar-se sobre o molde durante a ejeção.
Dependendo do excesso de material utilizado, o ressalto não deve estar localizado perto de qualquer elemento de reforço. O bump-off deve ter um ângulo de 30 a 45 graus.

Canais de arrefecimento
Os moldes de injeção são frequentemente utilizados no fabrico de peças de plástico. Estas peças são susceptíveis de acumulação de calor localizado, o que pode levar a defeitos no produto.
Para eliminar este problema, os investigadores propuseram a utilização de canais de arrefecimento em moldes de injeção.
Este tipo de tecnologia melhora o processo global de arrefecimento, reduzindo o tempo de ciclo e melhorando a produtividade.
Diferentes formas de canal têm diferentes propriedades de arrefecimento. O comprimento, a distância do passo e a distância da linha central de cada canal influenciam o tempo de arrefecimento.
Diferentes formas de canal proporcionam soluções óptimas para diferentes tipos de peças de plástico.
Além disso, a conceção ideal do canal de arrefecimento deve ser capaz de reduzir as variações nos tempos de arrefecimento.
Por exemplo, os canais triangulares necessitam de áreas de arrefecimento maiores do que os canais quadrados, mas a sua eficiência de arrefecimento é inferior.
Outro método de arrefecimento de moldes é a utilização de um canal de arrefecimento conformacional. Este tipo de sistema de arrefecimento permitirá que o molde arrefeça componentes com diferentes capacidades de arrefecimento.
Também permite que o molde arrefeça de forma mais eficiente, evitando a ocorrência de sobreaquecimento. Normalmente, os moldes de injeção sinterizados utilizam canais de arrefecimento conformes.
Ao projetar um molde, é importante considerar os diferentes canais de arrefecimento. O canal de arrefecimento correto reduzirá a probabilidade de deformações ou defeitos.
Os canais de arrefecimento conformes também permitirão um arrefecimento uniforme e rápido, o que significa menos deformações e defeitos.
Os canais de arrefecimento podem ser concebidos utilizando um processo de fabrico aditivo. Este método é vantajoso tanto para a produção em massa de moldes como para o seu desenvolvimento.
Outra forma de incorporar canais de refrigeração é através do fabrico rápido de peças de plástico. As técnicas de fabrico rápido de ferramentas, como o SLS e a impressão 3D, podem ser utilizadas para fabricar moldes de injeção com canais de refrigeração em cobre incorporados.

Materiais utilizados
A moldagem por injeção é um processo de fabrico versátil que permite fabricar peças complexas a baixo custo.
Há uma variedade de materiais que podem ser utilizados neste processo, e estes materiais podem ser misturados ou combinados com outros materiais para criar esquemas de cores únicos.
A conceção de uma peça deve corresponder às propriedades do material utilizado para a fabricar. No entanto, alguns materiais têm certas limitações ou são menos adequados para determinadas aplicações. Para resolver estas questões, os projectistas de moldes devem seguir determinadas diretrizes quando fabrico de moldes.

Dureza: Quanto mais duro for o material utilizado, maior será a sua resistência ao desgaste e à corrosão da resina plástica.
Isto é particularmente importante quando uma peça tem de resistir a impactos bruscos repetidos de crianças pequenas.
O aço inoxidável é também uma excelente escolha quando se utilizam resinas corrosivas. A sua maior dureza também melhora a integridade da linha de separação e reduz o risco de perfuração.
Opções de materiais: As poliamidas são outro grupo de materiais que podem ser utilizados para criar moldes de injeção. Estes materiais podem ser naturais ou sintéticos, e cada tipo tem vantagens e desvantagens.

O nylon, por exemplo, pode ser propenso a encolher e a um enchimento inadequado. O HDPE, por outro lado, é um termoplástico altamente durável que pode ser utilizado para uma variedade de aplicações. É também económico e tem uma boa resistência mecânica.
A escolha do material correto para o seu molde é essencial: O material certo para o molde certo pode ajudar a garantir o fluxo adequado do plástico derretido.
No entanto, também é importante ter em conta a conceção do molde. A moldagem por injeção pode ser dispendiosa se o peça moldada por injeção não foi concebido corretamente. Deve evitar moldes de pré-aço endurecido que tenham paredes finas e nervuras não concebidas, uma vez que podem resultar em tiros curtos.







