 Saltar para o conteúdo
Saltar para o conteúdo 

Os moldes familiares produzem várias peças diferentes numa única injeção, enquanto os moldes dedicados produzem várias peças idênticas. Os moldes familiares funcionam melhor quando as peças têm volumes e espessuras de parede semelhantes, exigindo sistemas de distribuição equilibrados e parâmetros de processo compatíveis. São económicos para produção de baixo volume de peças relacionadas, mas podem ser desafiadores se as peças tiverem taxas de retração diferentes ou condições de processo ideais distintas. Os moldes dedicados multicavidade são mais simples de equilibrar e otimizar, mas exigem volumes mais elevados para justificar o aumento do número de cavidades. Considere os seus requisitos de volume e a compatibilidade das peças ao escolher entre estas abordagens.
Apply draft angles of 0.5-2° minimum to ensure proper mold release and part ejection
Design ribs at 60% of wall thickness to provide structural support without molding issues
Position gates strategically to optimize flow patterns and minimize visible gate marks
Design side actions and undercuts with proper clearances to avoid tool complexity
Após vinte anos a projetar peças moldadas por injeção, vi inúmeros projetos terem sucesso ou falharem devido a decisões de design fundamentais tomadas no início do desenvolvimento. A diferença entre uma peça que molda perfeitamente e uma que lhe dá dores de cabeça não é sorte — é compreender como o plástico flui, arrefece e encolhe no interior de uma cavidade do molde.
A maioria dos engenheiros aborda o design da peça pensando primeiro na função, o que faz sentido. Mas na moldação por injeção, a fabricabilidade precisa de ser considerada desde o primeiro dia. Já vi projetos mecânicos brilhantes transformarem-se em pesadelos de produção porque ninguém pensou em como o plástico preencheria o molde ou como a peça seria ejetada de forma limpa.
Este guia cobre os princípios essenciais que uso ao analisar projetos de peças. Estes não são conceitos teóricos — são regras práticas que determinam se as suas peças saem do molde com um aspeto perfeito ou cobertas de linhas de fluxo, marcas de encolhimento e variações dimensionais que deixam a sua equipa de qualidade nervosa.
What Are the Fundamental Principles of Injection Molded Part Design?
The most critical principle in injection molding is designing for material flow. Molten plastic behaves like thick honey under pressure, flowing preferentially through thick sections and hesitating at thin areas. Understanding this flow behavior guides every design decision from wall thickness to gate placement.
A espessura da parede influencia quase tudo o resto sobre a moldabilidade da sua peça. Recomendo manter paredes entre 0,5 mm e 4 mm para a maioria das aplicações, com paredes mais finas para pequenas carcaças eletrónicas e secções mais espessas para componentes estruturais. O segredo é manter a consistência — as variações de espessura criam taxas de arrefecimento diferenciais que levam à deformação e ao stress interno.
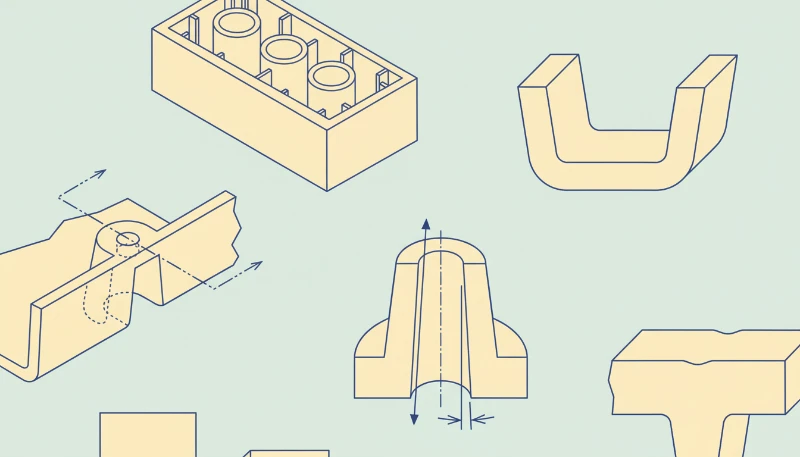
Projete para ejeção desde o início. Cada peça precisa de sair do molde de forma limpa, sem danos ou forças de ejeção excessivas. Isto significa incorporar ângulos de saída, evitar cantos vivos que criam concentrações de stress e planear locais de pinos ejetores onde não comprometam o aspeto ou função da peça. Pense no processo de moldagem1 as you design—the mold needs to open, the part needs to fall out or be pushed out cleanly, and the cycle repeats thousands of times.
How Do Wall Thickness and Rib Design Affect Part Quality?
Wall thickness variations are the enemy of good injection molded parts. When I review designs, I look for thickness ratios first. Ideally, keep all walls within 25% of each other. If you need a thick boss or mounting feature, transition gradually using radii and tapers rather than sharp thickness changes that create sink marks on the opposite surface.
As marcas de afundamento ocorrem quando secções espessas encolhem mais do que as áreas finas circundantes durante o arrefecimento. O exemplo clássico é um reforço espesso na parte de trás de uma parede fina de uma caixa — obterá uma depressão visível na superfície cosmética todas as vezes. A solução é redesenhar para eliminar a variação de espessura ou adicionar nervuras na parte de trás do reforço para distribuir o material de forma mais uniforme.
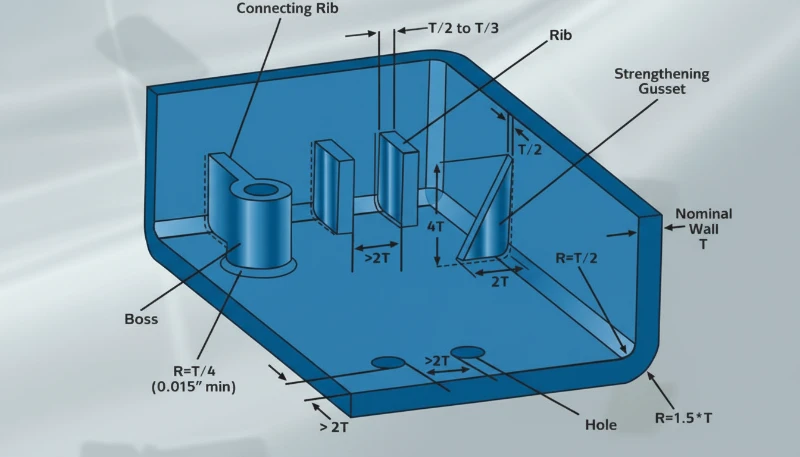
As nervuras fornecem resistência estrutural sem adicionar volume, mas precisam de rácios de design adequados. Dimensiono as nervuras a 60% da espessura nominal da parede com ângulos de saída em ambos os lados. Uma parede de 2 mm obtém nervuras com 1,2 mm de espessura e um mínimo de 1° de saída. Nervuras demasiado espessas criam as suas próprias marcas de encolhimento, enquanto nervuras demasiado finas não fornecem suporte estrutural significativo e podem ser difíceis de preencher completamente.
Why Are Draft Angles and Radii Critical for Mold Release?
Draft angles prevent parts from sticking in the mold and reduce ejection forces that can damage delicate features. I specify minimum 0.5° draft on all vertical surfaces, increasing to 1-2° for textured surfaces or deep cavities. The deeper the feature, the more draft you need—think of trying to remove a cake from a straight-sided pan versus one with angled sides.
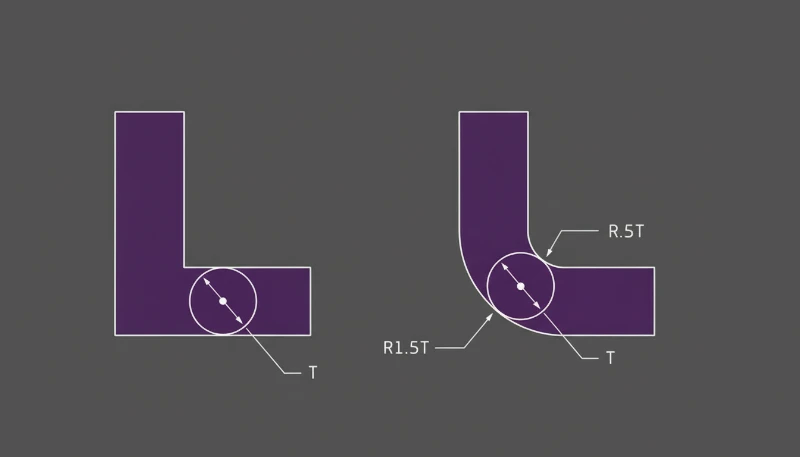
Sharp corners create stress concentrations and are impossible to machine properly. All internal corners should have radii equal to at least half the wall thickness. External corners can be smaller but should never be completely sharp. These radii also improve material flow around corners and reduce the risk of stress cracking in service.
Undercuts complicate conceção do molde2 e aumentam os custos do molde, mas por vezes são inevitáveis. Quando tiver de incluir reentrâncias, mantenha-as pouco profundas e acessíveis para mecanismos de ação lateral. Reentrâncias profundas ou complexas requerem características caras no molde e atrasam os tempos de ciclo, uma vez que são necessários movimentos adicionais do molde para cada peça.
What Are the Best Practices for Gate and Runner Design?
Gate location determines flow patterns, weld line placement, and surface finish quality. I prefer gating into the thickest section of the part where possible, allowing plastic to flow outward into thinner areas. This approach minimizes short shots and ensures complete filling of extremities.
O tamanho do ponto de injeção afeta os requisitos de pressão de injeção e a aparência do vestígio do ponto de injeção. Pontos de injeção mais pequenos requerem pressões de injeção mais altas, mas criam marcas de testemunho mais pequenas quando aparados. Para peças cosméticas, posicione os pontos de injeção em superfícies não visíveis ou em áreas onde as marcas do ponto de injeção não afetem a função. Por vezes, adicionar uma pequena aba no ponto de injeção que possa ser aparada limpa é melhor do que tentar esconder um ponto de injeção numa localização difícil.
Runner systems should provide balanced flow to all cavities in multi-cavity molds. Unbalanced runners create parts with different filling characteristics, leading to dimensional variations between cavities. Cold runner systems are simpler and less expensive, while hot runner systems eliminate runner waste and can improve cycle times for high-volume production.
How Do You Design Undercuts and Side Actions?
Undercuts require side actions, slides, or lifters in the mold, adding complexity and cost. Before incorporating undercuts, explore alternatives like assembly methods, living hinges, or redesigning the feature entirely. Sometimes splitting a part into two components is more economical than creating complex tooling for undercuts.
When undercuts are necessary, keep them shallow and design adequate clearance for the side action mechanism. The mold builder needs space for the slide mechanism and sufficient steel for strength. Deep undercuts or those with complex geometries can require expensive tooling solutions that impact both initial tooling cost and maintenance requirements.
Side actions must sequence properly with the main mold opening. This typically means the side action retracts first, then the main mold opens, and finally the part ejects. Complex sequencing increases cycle time and requires more sophisticated mold controls. Design undercuts to allow the simplest possible side action mechanism—straight pulls are better than angled actions, and cam-actuated slides are more reliable than hydraulic systems.
What Tolerance Standards Apply to Injection Molded Parts?
Injection molding tolerances depend on part size, material properties, and mold construction quality. For general dimensions, I specify ±0.1mm for features under 25mm, increasing to ±0.2mm for larger dimensions. Tight tolerances are achievable but expensive—they require precision tooling, careful process control, and potentially secondary operations.
Shrinkage varies by material and part geometry. Crystalline materials like nylon and POM shrink more than amorphous materials like ABS and polycarbonate. Part geometry affects shrinkage patterns—thick sections shrink more than thin sections, and long dimensions across the grain direction typically shrink less than those parallel to flow.
Warpage is the most challenging tolerance issue in injection molding. Parts with asymmetric geometry, varying wall thickness, or long unsupported sections are prone to warpage. The best approach is designing symmetry into parts where possible and using ribs or other structural features to resist distortion. Post-molding fixtures can help with some warpage issues but add cost and complexity to production.
What Are the Most Frequently Asked Questions About Injection Molded Part Design?
Qual é a espessura mínima de parede para peças moldadas por injeção?
Minimum wall thickness depends on material properties and part size. For most engineering plastics, 0.5mm is the practical minimum for small parts, while larger parts typically require 0.8mm or thicker walls for adequate strength and fillability. Very thin walls are difficult to fill completely and may not provide sufficient mechanical properties. I recommend staying above 0.7mm unless you have specific requirements for thin walls and are prepared for potential molding challenges like incomplete filling or high injection pressures.
How do I prevent sink marks on thick sections?
Sink marks result from differential shrinkage between thick and thin sections. The best prevention is avoiding thickness variations altogether, but when thick sections are necessary, several strategies help. Core out thick sections where possible, transition gradually between different thicknesses using radii rather than sharp changes, and consider adding ribs to the back of thick features to distribute material more evenly. Sometimes redesigning the part to eliminate thick sections entirely is the most effective solution, even if it requires assembly of multiple components.
What draft angles should I use for different surface textures?
As superfícies lisas requerem um mínimo de 0,5° de ângulo de saída, mas as superfícies texturizadas necessitam significativamente mais. Texturas leves como o acabamento EDM requerem 1° por 0,025 mm (0,001") de profundidade de textura. Texturas pesadas ou padrões de superfície complexos podem necessitar de 3-5° de ângulo de saída. A regra é que texturas mais profundas requerem mais ângulo de saída porque criam mais área de superfície em contacto com o molde. Se os requisitos de aparência limitarem os ângulos de saída, considere usar corrediças ou outros mecanismos de molde para obter uma liberação adequada, embora isto aumente a complexidade e o custo da ferramenta.
Can I design living hinges in injection molded parts?
Living hinges work well in specific materials, particularly polypropylene and some TPE compounds. The hinge area should be very thin (0.2-0.4mm) with the thin section perpendicular to the hinge axis. Gate placement is critical—flow should cross the hinge line to align polymer chains properly for flex life. Design generous radii on both sides of the hinge and avoid sharp transitions that create stress concentrations. Living hinges require careful process control and material selection, but they eliminate assembly operations and create reliable, long-lasting flex connections when designed properly.
How do I design snap-fit features for injection molded assemblies?
O design de encaixe por pressão requer a compreensão das propriedades do material, particularmente o módulo de flexão e os valores de deformação até à rutura. Mantenha os níveis de stress abaixo de 50% da resistência ao escoamento do material para evitar fluência e fissuração por stress. Projete chanfros de entrada adequados para uma montagem fácil e inclua características que limitem a deflexão para evitar sobrecarga. As vigas em balanço são a geometria de encaixe por pressão mais comum, mas os encaixes anulares e as características de interbloqueio funcionam bem para aplicações específicas. Prototipe sempre os encaixes por pressão numa fase inicial do desenvolvimento para validar a força de engate e a resistência à retenção em condições realistas.
Qual é a diferença entre moldes familiares e moldes de cavidade dedicada?
Os moldes familiares produzem várias peças diferentes numa só injeção, enquanto os moldes dedicados produzem várias peças idênticas. Os moldes familiares funcionam melhor quando as peças têm volumes e espessuras de parede semelhantes, exigindo sistemas de canais equilibrados e parâmetros de processo compatíveis. São económicos para produção de baixo volume de peças relacionadas, mas podem ser desafiadores se as peças tiverem taxas de encolhimento diferentes ou condições de processo ótimas distintas. Os moldes de múltiplas cavidades dedicados são mais simples de equilibrar e otimizar, mas requerem volumes mais elevados para justificar o aumento do número de cavidades. Considere os seus requisitos de volume e a compatibilidade das peças ao escolher entre estas abordagens.
A fase de produção em que moldes validados e processos otimizados criam peças acabadas em escala com qualidade consistente e precisão dimensional
As linhas de separação devem ser localizadas em superfícies não cosméticas sempre que possível, seguindo a geometria natural da peça em vez de cortar superfícies lisas. A linha de separação determina a direção da saída e afeta a estratégia de ejeção, por isso considere tanto os requisitos cosméticos como funcionais. Linhas de separação complexas aumentam os custos do molde e podem criar geometrias difíceis de maquinar. Por vezes, aceitar uma linha de separação numa área visível é melhor do que criar características caras no molde para a esconder. Trabalhe com o seu designer de moldes desde cedo para estabelecer locais de linha de separação que equilibrem requisitos cosméticos com a praticidade. fabrico3 considerations.
What materials work best for transparent injection molded parts?
O policarbonato, o acrílico e os materiais à base de estireno oferecem excelente transparência, mas cada um tem requisitos de design específicos. A colocação do ponto de injeção é crítica — use pontos de injeção em filme ou pontos de injeção em pino posicionados para minimizar linhas de fluxo através das superfícies óticas. Uma espessura de parede uniforme evita distorções óticas devido a padrões de tensão. Projete raios generosos para eliminar cantos vivos que possam causar branqueamento por tensão. Considere métodos de montagem que não requeiram encaixes por pressão ou por pressão que possam criar fissuras por tensão. O recozimento pós-moldagem pode aliviar tensões internas e melhorar a clareza ótica, mas adiciona custo e tempo de processamento à produção.
Why Choose ZetarMold for Your Injection Molded Part Design Project?
ZetarMold brings two decades of injection molding expertise to every design review and manufacturing project. Our team of 8 design engineers works directly with clients to optimize part designs for manufacturability, drawing on experience from thousands of successful projects across automotive, medical, consumer, and industrial applications. We catch potential issues early in the design phase, preventing costly revisions and production delays later.
Our 400+ available resins and comprehensive quality certifications ensure we can match your material requirements while maintaining consistent production quality. With over 30 English-speaking staff members, communication remains clear throughout your project, from initial design review through final production. Our 92% first-pass yield rate reflects our commitment to getting parts right the first time, reducing your development timelines and total project costs.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback within 48 hours, and production timelines from ZetarMold’s engineering team.
-
Molding Process: The complete injection molding cycle including material preparation, injection, cooling, and ejection phases that determine final part quality and production efficiency ↩
-
Conceção do molde: The engineering discipline of creating tooling that shapes molten plastic into finished parts, including cavity design, cooling systems, and ejection mechanisms ↩
-
Manufacturing: The production phase where validated molds and optimized processes create finished parts at scale with consistent quality and dimensional accuracy ↩





