 Saltar para o conteúdo
Saltar para o conteúdo 

A moldagem por injeção é um processo de fabrico comum em que o material plástico é injetado em moldes e depois deformado por aquecimento e arrefecimento para obter a forma final. No entanto, durante o processo de moldagem por injeção, podem ocorrer deformações, o que afecta a qualidade do produto e a eficiência da produção.
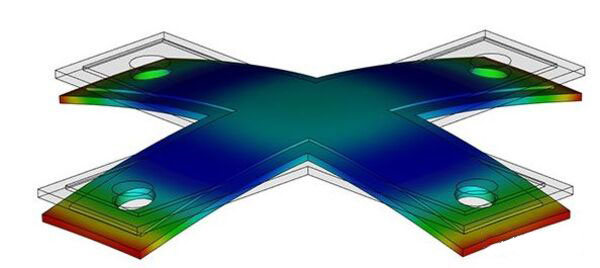
A deformação por empenamento ocorre quando a forma do produto moldado por injeção é diferente da forma da cavidade do molde. É um dos defeitos mais comuns nos produtos de plástico. Existem muitas razões para a deformação por empeno, e a simples utilização de parâmetros de processo para a resolver não é normalmente suficiente. Este artigo abordará as causas do empeno em moldagem por injeção e como as resolver.

I. Causas do empeno em produtos moldados por injeção
1. Factores da máquina de moldagem por injeção
1.1 Temperatura do barril
Quando a temperatura do cilindro é demasiado baixa, a temperatura de fusão é baixa e, quando formado a altas velocidades, há uma tensão de cisalhamento residual significativa com tempo insuficiente para a libertar, levando a deformações.
O aumento da temperatura reduz o empeno. O ajuste da temperatura pode ser efectuado de acordo com as recomendações do fabricante do material. A temperatura do cilindro está dividida em zonas traseira, intermédia, frontal e do bocal. O ajuste da temperatura da parte traseira para a frente deve aumentar gradualmente, com um aumento de 6°C por zona. Se necessário, por vezes, a temperatura da zona do bocal ou da zona frontal pode ser regulada da mesma forma que a da zona intermédia.

1.2 Temperatura do bico
O plástico absorve o calor libertado pelo aquecimento e o calor de fricção gerado pelo movimento relativo das moléculas de plástico devido à rotação do parafuso no tambor. A última zona de aquecimento no cilindro é o bocal, e a massa fundida deve atingir a temperatura ideal aqui, mas deve ser aquecida moderadamente para manter o estado ideal. Se a definição da temperatura do bocal não for suficientemente elevada, o calor excessivo é retirado pelo contacto entre o bocal e o molde, fazendo com que a temperatura da massa fundida desça, provocando deformações. Geralmente, o ajuste da temperatura da zona do bico deve ser 6°C superior à temperatura da zona frontal.
1.3 Temperatura de fusão demasiado baixa e/ou pressão de injeção demasiado elevada
A temperatura de fusão e a pressão de injeção são dois grandes factores que afectam o empeno durante a moldagem de plásticos. Se a temperatura de fusão for demasiado baixa e/ou a pressão de injeção for demasiado elevada, obtém-se uma tensão residual elevada, o que provoca o empeno. Para reduzir o empeno, deve definir a temperatura de fusão o mais elevada possível dentro do intervalo de que dispõe e definir a pressão de injeção o mais baixa possível.

1.4 Pressão de acondicionamento ou tempo de acondicionamento inadequados
Se for muito forte, obterá uma tensão de cisalhamento extra devido ao fluxo extra e uma tensão de pressão extra do plástico, o que deformará a peça.
Se o empacotamento for demasiado suave, haverá refluxo na porta, o que provocará tensão de cisalhamento devido ao fluxo e grandes diferenças na tensão de tração e compressão devido à grande diferença na taxa de encolhimento entre o centro da peça (baixa pressão) e o exterior da peça (alta pressão). Depois de o parafuso chegar ao fundo, deve mantê-lo assim durante pelo menos 2 segundos para segurar o pacote.
Se o tempo de empacotamento for demasiado curto, ocorre refluxo perto da comporta quando o parafuso recua, resultando em tensão residual significativa e empeno. A pressão de empacotamento deve ser moderada e o tempo de empacotamento deve ser prolongado até que a comporta solidifique.
1.5 Tempo de espera inadequado
Se o tempo de permanência for demasiado curto, a temperatura de fusão é baixa e, mesmo que a cavidade do molde esteja mal preenchida, o plástico não pode ser compactado durante a embalagem. Existe demasiado espaço para rotação durante o arrefecimento, o que leva a deformações.
A relação entre o peso do tiro e o material do cano deve situar-se entre 1/1,5 e 1/4.
1.6 Pressão de injeção demasiado elevada
Quando se injecta com muita força, as moléculas ficam todas misturadas. Não se alinham corretamente e não se alinham da mesma forma em todas as partes do plástico. Isto faz com que o plástico fique stressado e deformado.
1.7 Temperatura de fusão demasiado elevada
Se a temperatura de fusão for demasiado elevada, a temperatura cairá significativamente durante a moldagem e a solidificação, provocando a acumulação de muitas tensões internas durante o arrefecimento rápido, o que fará com que o produto se deforme.

1.8 Ângulo de ejeção insuficiente
Se o molde não tiver um ângulo de ejeção suficiente, será necessária muita força para retirar a peça. Isto pode causar demasiada tensão no interior da peça e fazê-la deformar-se.
1.9 Tempo de ciclo incorreto
Se o tempo de arrefecimento for demasiado curto, o plástico ainda está mole e pode deformar-se se o ejetar e o deixar encolher sem restrições. Prolongue o tempo de arrefecimento até o plástico estar suficientemente forte.
1.10 Embalagem insuficiente
Se não embalar o suficiente, não terá plástico suficiente na cavidade do molde. Se o plástico arrefecer com demasiado espaço para se mover, deformar-se-á. Depois de o parafuso ser empurrado para o fundo, deve ficar lá durante pelo menos 2 segundos para ter a certeza de que o embalou, e deve embalá-lo pelo menos 3 mm.
1.11 Distribuição desigual dos pinos do núcleo
Se não tiver pinos de núcleo suficientes, o produto irá deformar-se porque a tensão não é distribuída uniformemente quando o ejecta.

2. Factores de molde
2.1 Grande diferença de temperatura entre a cavidade e o núcleo
Quando a cavidade e o núcleo têm uma grande diferença de temperatura, a tensão de corte residual é assimétrica durante o arrefecimento, o que provoca um grande momento de flexão e empeno.
Se alterar a conceção do arrefecimento para reduzir a diferença de temperatura entre a cavidade e o núcleo, pode reduzir o empeno.
2.2 Baixa temperatura do molde
Se a temperatura do molde for demasiado baixa, a tensão de corte residual será grande e não haverá tempo suficiente para a libertar, o que causará empenos. O aumento da temperatura do molde pode reduzir o empeno.
A temperatura inicial do molde pode ser definida de acordo com as recomendações do fabricante do material. Cada vez que a temperatura do molde é ajustada, ela deve ser aumentada em 6°C, e 10 disparos devem ser efectuados. Depois que as condições de formação estiverem estáveis, o ajuste pode ser feito de acordo com os resultados.

2.3 Grande diferença na espessura da cavidade
Trata-se da conceção de produtos, em que as áreas finas arrefecem primeiro, seguidas das áreas espessas. Uma grande diferença na espessura significa uma grande diferença na taxa de contração do volume e na tensão residual. Quando a tensão residual é mais forte do que a resistência da peça, esta deforma-se. Quando o produto é submetido a temperaturas elevadas ou a outros ambientes adversos, a tensão residual pode ser libertada e o produto deforma-se. A solução básica consiste em conceber o produto com a mesma espessura, com a menor diferença na taxa de contração do volume durante o arrefecimento, para que a tensão residual e o empeno sejam mínimos.
2.4 Conceção irrazoável da porta
A qualidade de moldagem das peças é grandemente afetada pela posição e tipo de porta para peças de diferentes formas e tamanhos. Por exemplo, a utilização de uma porta lateral ou de uma porta de pinos para peças anulares causará um fluxo de fusão desigual, resultando em deformações.

2.5 Resistência insuficiente do molde
Se o molde não for suficientemente forte, deformar-se-á sob a alta pressão do plástico durante a moldagem e obterá peças deformadas.
2.6 Número ou posição inadequados das portas
Se as portas forem colocadas no sítio errado ou se não existirem em número suficiente, o plástico tem de fluir demasiado e é difícil empurrá-lo. Isto estica e comprime as moléculas de plástico, o que provoca tensão na peça. Essa tensão não desaparece quando o plástico arrefece, pelo que a peça se deforma. Se a pressão for alta perto da porta, o plástico não encolhe muito. Se a pressão for baixa no final do enchimento, o plástico encolhe muito. Se houver uma grande diferença de contração entre a parte da frente e a parte de trás da peça, a peça deforma-se. Deve utilizar a relação comprimento/espessura do fluxo correta para o material que está a utilizar.
A determinação da posição da porta deve seguir o princípio do enchimento equilibrado. Ou seja, o tempo de chegada de cada frente de onda de fusão no final da cavidade e a formação da linha de fusão devem ser basicamente consistentes. O enchimento deve começar espesso e terminar fino, e o enchimento deve ser interrompido para encontrar resistência imediata para evitar o jato. Isto pode reduzir a tensão residual e o empeno.

2.7 Portões, corrediças ou/e estacas demasiado pequenos ou/e demasiado compridos
Se as portas, os canais ou os sprues forem demasiado pequenos ou demasiado longos, aumentará a resistência ao fluxo, o que significa que terá de aumentar a pressão de injeção. Isto estica e comprime as moléculas de plástico e acrescenta tensão mecânica, o que leva a uma tensão residual significativa e a deformações.
2.8 Ejeção irregular
Se as peças quentes não forem ejectadas uniformemente, podem deformar-se. Por isso, verifique o seu sistema de ejeção e faça os ajustes necessários. Mantenha todas as peças móveis bem lubrificadas. Utilize pinos-guia em moldes grandes para evitar que estes caiam no meio devido ao seu próprio peso.
2.9 Arrefecimento irregular
Se o molde não arrefecer corretamente, as peças de plástico também não arrefecerão corretamente. Isso significa que se vão deformar. Por exemplo, se o núcleo estiver mais quente do que a parede do molde, a peça irá dobrar-se na direção do núcleo depois de a retirar do molde.
3. Factores relativos às matérias-primas
A fluidez é um problema. Para a moldagem de paredes finas, é natural escolher um plástico que flua facilmente. No entanto, os plásticos que fluem facilmente não são, muitas vezes, suficientemente fortes e, mesmo que não haja muita tensão residual, pode haver deformações. É preferível escolher um plástico que flua facilmente, mas que não flua demasiado.
4. Factores do operador
Maus hábitos. Os operadores que colocam as peças ejectadas no local errado podem provocar a deformação das peças. Os operadores têm de ser constantemente ensinados sobre a importância de ter bons hábitos de conformação e como é mau ter ciclos de conformação inconsistentes.
Os operadores precisam de ter intervalos razoáveis entre os turnos para não se cansarem e cometerem erros.
A utilização de robots e de outros meios de automatização é uma forma de obter ciclos de conformação consistentes.

5. Outros
5.1 Impacto da fase de plastificação na deformação por empenamento dos produtos
A fase de plastificação é quando os pellets em estado vítreo se transformam num estado de fluxo viscoso, que é o que é necessário para encher o molde. Quando isto acontece, o plástico pode ficar sob tensão porque a temperatura é diferente no meio do plástico e no exterior. Além disso, a pressão e a rapidez com que se atira o plástico para o molde podem fazer com que as moléculas se alinhem de uma forma que faz com que o plástico se deforme.
5.2 Impacto das fases de enchimento e de arrefecimento na deformação por empeno dos produtos
Quando se fabricam peças de plástico com moldagem por injeçãoPara isso, é necessário encher o molde com plástico derretido. Depois, o plástico arrefece e fica sólido no interior do molde. Esta é uma parte muito importante da moldagem por injeção. A temperatura, a pressão e a rapidez com que o plástico flui afectam a qualidade das peças e a rapidez com que as pode fabricar. Quando a pressão é elevada e o plástico flui rapidamente, o plástico é esticado na direção em que está a fluir. Também é esticado na direção que não é a direção do fluxo. A isto chama-se o "efeito de congelamento". O "efeito de congelamento" faz com que as peças de plástico sofram tensões no seu interior. A temperatura também faz com que as peças de plástico se dobrem.

(1) A diferença de temperatura entre a parte superior e inferior da peça pode provocar tensões e deformações térmicas.
(2) As diferenças de temperatura entre diferentes áreas da peça causarão uma contração desigual entre essas áreas.
(3) Diferentes condições de temperatura afectam a taxa de retração das peças de plástico.
5.3 Impacto da fase de desmoldagem na deformação por empenamento dos produtos
Quando as peças de plástico são desmoldadas e arrefecidas à temperatura ambiente, encontram-se, na sua maioria, num estado vítreo. Se a força de desmoldagem for desigual, o movimento do mecanismo de ejeção for instável ou a área da superfície de desmoldagem for inadequada, é fácil causar a deformação do produto. Além disso, a tensão congelada na peça durante a fase de enchimento e arrefecimento será libertada sob a forma de deformação devido à perda de restrições externas, resultando em deformação por empenamento.
5.4 Impacto da retração dos produtos moldados por injeção na deformação por empenamento
A principal razão pela qual os produtos moldados por injeção se deformam é o facto de as peças encolherem de forma desigual. Se não tiver em conta o encolhimento que ocorre quando o molde está a encher, a forma das peças será muito diferente da que pretende, e poderão estar tão deformadas que não as poderá utilizar. Para além da deformação que ocorre quando o molde está a encher, as diferenças de temperatura entre a parte superior e inferior do molde também farão com que a parte superior e inferior das peças encolham de forma diferente, o que as fará deformar.
Quando analisamos o empeno, não nos preocupamos com a contração em si, mas sim com a diferença de contração. Durante o processo de moldagem por injeçãoA disposição das moléculas de polímero ao longo da direção do fluxo resulta numa maior taxa de contração na direção do fluxo do que na direção perpendicular, levando à deformação por empeno das peças moldadas por injeção. A contração uniforme apenas provoca alterações no volume das peças de plástico, enquanto a contração não uniforme provoca a deformação por empeno. Os plásticos cristalinos têm uma diferença muito maior na taxa de contração entre a direção do fluxo e a direção perpendicular, em comparação com os plásticos não cristalinos, e as suas taxas de contração mais elevadas, combinadas com a sua contração anisotrópica, resultam numa tendência muito maior para a deformação por empeno nas peças de plástico cristalino.
5.5 Impacto da tensão térmica residual na deformação por empenamento dos produtos
Quando se fazem peças com moldagem por injeção, o calor pode estragar tudo. Pode fazer com que as peças se deformem e fiquem com mau aspeto.
II. Soluções para o empeno de produtos moldados por injeção
Para resolver os problemas acima referidos, pode tentar estes métodos para resolver o problema da deformação por empenamento dos produtos moldados por injeção:
1. Ajustar a temperatura de injeção
Alterar a temperatura de injeção é uma boa forma de resolver o problema do empeno dos produtos moldados por injeção. Ao alterar a temperatura de injeção, o calor pode ser distribuído uniformemente por todas as peças, o que pode reduzir o empeno dos produtos moldados por injeção.
2. Conceção da estrutura racional do molde de injeção
Quando concebemos produtos moldados por injeção, temos de prestar atenção à conceção de estruturas como a espessura da parede e a superfície. Uma boa estrutura para um produto moldado por injeção pode reduzir a deformação por empenamento do produto moldado por injeção.

3. Otimizar o molde
O molde é um dos principais factores que determinam a precisão e a deformação por empenamento dos produtos moldados por injeção. Por conseguinte, é necessário otimizar o molde. Escolha materiais e processos de fabrico adequados para garantir a precisão do molde. Para além disso, deve prestar-se atenção à manutenção e conservação do molde durante a sua utilização.
4. Utilizar equipamento de moldagem por injeção
A utilização de equipamento de moldagem por injeção eficiente pode resolver eficazmente o problema da deformação por empenamento dos produtos moldados por injeção. Um equipamento de moldagem por injeção eficiente pode melhorar a uniformidade da temperatura de injeção e reduzir a ocorrência de deformação durante a injeção.

Ⅲ. Conclusão
Existem muitos factores que afectam a deformação por empenamento dos produtos moldados por injeção, incluindo a estrutura do molde, as propriedades térmicas e físicas dos materiais plásticos e as condições e parâmetros da processo de moldagem por injeção. Por conseguinte, a investigação sobre o mecanismo de deformação por empeno dos produtos moldados por injeção deve ter em conta, de forma abrangente, vários factores, tais como todo o processo de moldagem e as propriedades do material.







