 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução:Quando se desenham peças moldadas por injeção, é preciso pensar em muitas coisas. Todas estas coisas podem estragar a sua peça e fazê-la parecer lixo. Pode haver marcas de retração, afundamento, deformação e todo o tipo de outros problemas. Por isso, tem de conhecer as regras de conceção de peças moldadas por injeção se quiser fazer boas peças.
Este artigo contém as melhores regras de conceção de moldagem por injeção que o podem ajudar a obter as melhores peças de plástico. Também aprenderá informações detalhadas sobre o controlo do processo, orientações importantes para a conceção do molde e dicas sobre como evitar problemas comuns de conceção.
A importância do design de moldes de injeção
Moldagem por injeção é uma forma de fazer objectos de plástico. Coloca-se plástico derretido num molde e deixa-se arrefecer e endurecer. O desenho do molde e o material que está a ser fabricado podem fazer uma grande diferença no seu funcionamento. Eis algumas razões pelas quais o design é importante para a moldagem por injeção.
Determinação da complexidade da produção
Ao analisar o projeto, os designers e engenheiros de produto podem prever várias situações complexas que podem surgir durante o processo de fabrico. Este projeto fornece instruções detalhadas para reduzir a incerteza antes da fase de produção.

Além disso, uma compreensão prévia da complexidade pode clarificar a forma e a estrutura do molde. Isto ajudará a conceber e fabricar moldes adequados para os produtos pretendidos.
Garantir a viabilidade do fabrico
Quando está a conceber e a produzir uma peça de plástico, não sabe ao certo se a peça que concebeu vai poder ser fabricada. O design de moldagem por injeção pode determinar a capacidade de fabrico desde o início.

Assim, pode saber se vai ter problemas de fabrico em que as peças vão ficar presas no molde. Mais importante ainda, poupa-lhe tempo e dinheiro, para que possa ter preços de peças razoáveis e produzir peças num tempo de ciclo mais curto.
Prevenir falhas de componentes
Se não conceber corretamente a sua peça moldada por injeção, acabará por ter uma peça de má qualidade. Não funcionará corretamente, não terá o aspeto adequado e será uma grande chatice. Terá de lidar com defeitos de moldagem por injeção e outras falhas mecânicas que impedirão a sua peça de fazer o que é suposto fazer.
As diretrizes de conceção da moldagem por injeção ajudá-lo-ão a escolher os parâmetros de moldagem corretos e a evitar os grandes erros que impedirão a sua peça de funcionar.
Considerações sobre o design de peças moldadas por injeção
A moldagem por injeção é um processo complexo que requer uma cuidadosa consideração do design para garantir que é feito corretamente. Se fizer asneira no design, terá de pagar por isso mais tarde. Por isso, é necessário seguir as diretrizes corretas de design de moldagem por injeção para evitar estragar tudo. Aqui estão algumas coisas em que deve pensar quando estiver a conceber peças moldadas por injeção.

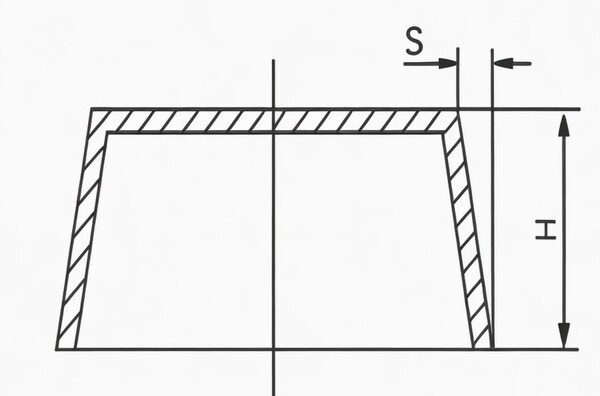
Espessura da parede
Este é um dos factores importantes a considerar durante a fase de conceção das peças moldadas por injeção. A espessura da parede pode afetar várias caraterísticas-chave do componente, incluindo o seu desempenho, estética e custo.
Por conseguinte, a espessura nominal da parede deve ser determinada com base nos requisitos de desempenho funcional. Deve ter em conta a tensão admissível e o tempo de vida útil esperado das peças moldadas para determinar a espessura mínima da parede.
A regra geral é manter a espessura da parede consistente ao longo de toda a peça moldada por injeção. O ideal é manter a espessura uniforme da parede entre 1,2 mm e 3 mm. Paredes finas requerem alta pressão de plástico e podem causar bolsas de ar. As paredes espessas custam-lhe mais dinheiro porque demoram mais tempo a arrefecer e utilizam mais material.

Sempre que tiver uma peça que mude de espessura de parede, tem de se certificar de que tem uma transição suave entre cada peça. Pode fazê-lo adicionando chanfros nas arestas ou cantos inclinados. Do mesmo modo, a utilização de cantos arredondados para cantos ou arestas arredondadas assegurará que o plástico derretido preenche completamente o molde e arrefece uniformemente.
Linha de classificação
A linha de separação é onde as duas metades do molde se encontram para fazer o produto final. Se houver qualquer desfasamento ou desalinhamento no desenho da linha de separação, isso pode causar defeitos de flash nas peças moldadas.

Por isso, é importante conceber uma linha de separação simples e reta para minimizar ao máximo estes defeitos. As linhas de corte simples são mais fáceis de fabricar, requerem menos manutenção e podem proporcionar uma melhor suavidade geral ao produto final.
Quando se desenham linhas de separação, é geralmente melhor colocá-las em arestas vivas do que em superfícies arredondadas. Isto ajuda a reduzir a necessidade de moldes com tolerâncias apertadas, o que aumenta o custo de produção. Também é necessário pensar no aspeto que a linha de separação terá no produto final.

O desenho da linha deve torná-la tão invisível quanto possível e não atravessar quaisquer superfícies ou caraterísticas críticas (como texto ou logótipos). Isto ajuda a garantir que o produto final tem o aspeto pretendido e melhora a qualidade geral do produto. processo de moldagem por injeção.
Ângulo de inclinação
O ângulo de desmoldagem na superfície das peças moldadas por injeção permite uma fácil remoção do molde sem causar danos. O ângulo de desmoldagem necessário depende de factores como a espessura da parede, a taxa de retração do material e os requisitos de pós-processamento e acabamento.

O ângulo de inclinação médio deve aumentar 1 grau por polegada de profundidade, mas para a maioria das peças, pelo menos 1,5 a 2 graus é normalmente seguro. A texturização pesada pode exigir um máximo de 5 graus por polegada. Um calado insuficiente pode causar defeitos cosméticos como marcas de arrastamento.
É possível adicionar ângulos de inclinação ao conceber peças moldadas por injeção utilizando sistemas CAD, mas é melhor fazê-lo no final do processo de conceção para manter as coisas o mais simples possível.
Costelas e saliências
As nervuras são utilizadas para reforçar paredes onde duas paredes se encontram num ângulo de 90 graus. Ajudam a tornar a peça mais forte e capaz de suportar mais peso. Os ressaltos também ajudam a alinhar e a fixar as peças. Também tornam a peça mais forte em sítios como buracos de parafusos e ranhuras.

A espessura máxima da parte inferior da nervura de suporte deve ser 2/3 da espessura da parede adjacente. A altura dos varões de reforço não deve exceder 2,5 vezes a espessura nominal da parede (2,5T). É importante ter em conta a contração. Para evitar marcas de contração, a espessura da saliência não deve exceder 60% da espessura total da parede.
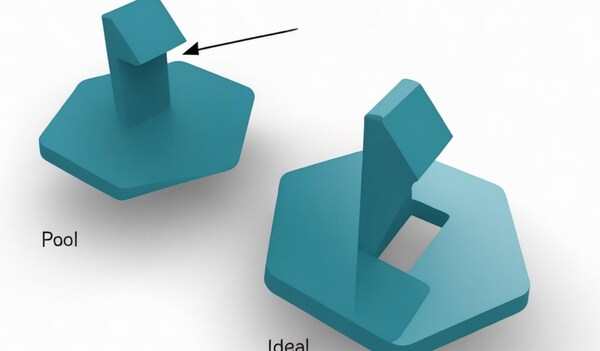
Localização e tipo de portão
O jito é uma parte muito importante do processo de moldagem por injeção. É a parte que está diretamente ligada à peça de plástico e controla o fluxo da resina plástica fundida para a cavidade do molde. O tamanho, a forma e a posição do portão têm um grande impacto no produto acabado. Afectará a resistência da peça e o seu aspeto.

Existem quatro tipos comuns de desenhos de porta utilizados para diferentes tipos de moldes de injeção: borda, submarino, ponta quente e jito. Como o nome sugere, a porta de borda está localizada na borda de uma peça plana e deixa cicatrizes na linha de separação.
As portas submarinas são muito comuns e têm diferentes variantes, como a Porta Banana, a Porta Sorriso e a Porta Túnel. Requerem o corte automático com um pino superior e ajudam a afastar a posição da porta da linha de separação para um melhor enchimento.

As portas de ponta quente são utilizadas apenas para moldes de injeção de canal quente. Estão normalmente localizadas no topo de moldes redondos ou cónicos. Por outro lado, o sprue é uma boa escolha para moldes cilíndricos de cavidade única de grandes dimensões. Normalmente deixam grandes marcas onde tocam, mas são fáceis de fazer e de cuidar.
O design e o tipo de porta dependerão do design da peça, da seleção do material, dos requisitos de tamanho e das necessidades estéticas do produto final. Uma consideração importante do design é colocar a porta longe de áreas de alta tensão ou alto impacto para minimizar o risco de defeitos.

Também é importante eliminar as operações secundárias de remoção de portas e colocar as portas nas áreas mais espessas para um enchimento ótimo. Nalguns casos, podem ser necessárias várias portas, dependendo do tamanho, da geometria e do tipo de polímero plástico da peça.
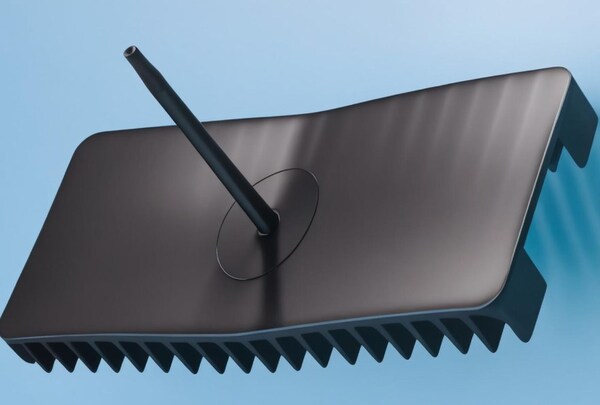
Agulha superior
Esta é uma parte fundamental da configuração da moldagem por injeção, que ajuda a empurrar a peça para fora do molde depois de ter arrefecido o suficiente. Deixam frequentemente marcas nas peças. Por isso, é necessário desenhá-los num plano perpendicular à direção do movimento do pino.

A forma da peça, o ângulo de inclinação, a profundidade da parede e a textura da parede determinarão o número e a posição dos pinos. Estes factores afectarão a forma como as peças aderem à parede do molde. O material que escolher também afectará o tamanho e a posição destes pinos.
Por exemplo, as resinas com maior viscosidade requerem mais força para serem retiradas. Da mesma forma, os polímeros plásticos mais macios requerem pinos mais largos ou mais pinos para ajudar a distribuir a força e evitar defeitos de moldagem.

Corte de fundo e rosca
Os cortes inferiores e as roscas são caraterísticas côncavas ou suspensas que dificultam a ejeção das peças de plástico do molde por uma única tração. O design deve garantir que as peças possam ser ejectadas com um único puxão unidirecional. Isto ajudará a manter os custos de moldagem por injeção mais baixos. Por conseguinte, é muito importante evitar o enfiamento e o corte inferior ao conceber peças moldadas por injeção.
Para evitar cortes inferiores, pode orientar as caraterísticas paralelamente à linha de partição e incorporar os elevadores e as corrediças no desenho. Os elevadores ajudam a libertar os rebaixos internos sem correntes de ar. Depois de as peças arrefecerem, o elevador pode ser empurrado para cima num ângulo para remover o rebaixo do molde. Em contrapartida, a corrediça utiliza pinos angulares ligados ao molde principal para libertar os rebaixos externos.
Filetes
Para melhorar a moldagem por injeção, é necessário ter caraterísticas arredondadas em vez de cantos e arestas vivas. Os cantos afiados necessitam de mais pressão para serem preenchidos, o que pode danificar a peça e causar defeitos quando é ejectada. Os cantos interiores e exteriores arredondados ajudam o plástico a fluir melhor, o que reduz a tensão e as fissuras.

O raio do canto interior deve ser de, pelo menos, 50% da espessura da parede adjacente. Por outro lado, o canto exterior deve ser 150% da espessura da parede adjacente. Para caraterísticas verticais, tais como saliências e encaixes, a base deve ser circular. O raio da saliência deve ser 25% da parede adjacente, com um raio mínimo de 0,381 mm (0,015 in).
Tratamento de superfície
As peças de plástico podem ter diferentes tratamentos de superfície que afectam o seu aspeto, sensação e toque. A escolha do acabamento correto é importante porque determina as ferramentas e os materiais necessários. Os acabamentos grosseiros necessitam de mais esboço e afectam o material que pode ser utilizado.

Pode ainda ser necessário fazer alguma coisa à superfície do molde para a tornar lisa. Quaisquer pequenas falhas na superfície do molde aparecerão nas peças. Quanto mais tiver de fazer depois de as peças saírem do molde, mais custa e mais tempo demora a fazer o molde.
Seleção de materiais
Quando se trata de moldagem por injeçãoPara além disso, tem à sua disposição uma série de resinas plásticas diferentes. Cada uma tem as suas próprias propriedades físicas e mecânicas únicas. O material que escolher vai afetar o funcionamento das suas peças no mundo real.

Quando se escolhe um material para moldagem por injeção, é preciso pensar em quanto o material vai encolher, como se vão juntar as peças e quanto o material vai custar.
A taxa de retração dos materiais varia em função do tipo de plástico e das condições de processamento, o que pode afetar o desempenho e a forma geométrica das peças. Também deve considerar a capacidade de lidar com o manuseamento de materiais e processos de montagem, como a fixação mecânica e a soldadura.

Embora as propriedades ideais dos materiais plásticos sejam cruciais, também é necessário considerar os custos de aquisição, processamento e acabamento dos plásticos para minimizar os custos de produção.
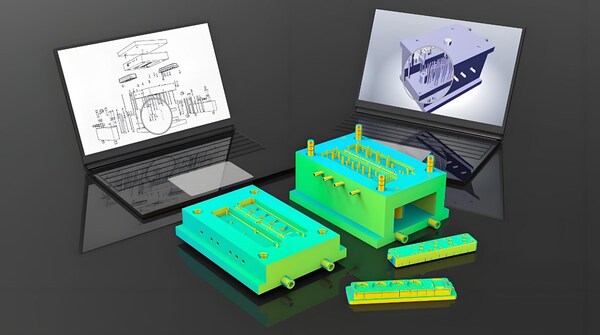
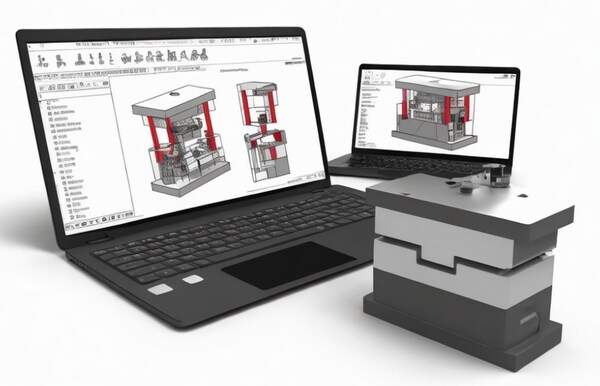
Diretrizes para a conceção de moldes de injeção de plástico
A conceção e o fabrico de moldes para injeção de plástico são muito importantes no mundo do fabrico de peças de plástico. As ferramentas de molde ajudam a definir a forma das peças de plástico. Por isso, todos os componentes do molde devem estar nas condições corretas para uma moldagem por injeção sem problemas.

Por exemplo, como pode ver, quando está a planear moldes de fundição sob pressão, compreende que o ponto importante é que o design do molde de fundição sob pressão é muito importante e tem a capacidade de melhorar o design do instrumento, mas também tem a capacidade de evitar problemas e apresentar a mais alta qualidade.
Eis alguns aspectos a ter em conta na conceção do processo de fabrico de moldes de injeção.
Estrutura do molde e disposição das cavidades
As ferramentas de molde são compostas por porta-moldes, cavidades, inserções de núcleo e outras peças. A base do molde é a fundação do molde, enquanto a cavidade e os insertos do núcleo dão forma à peça. A conceção dos componentes do molde afecta a precisão e a consistência do processo de moldagem.

O molde tem de ser forte, resistente, fácil de cuidar e fácil de desmontar e voltar a montar para reparar e cuidar. As ferramentas do molde têm de ser feitas com muito cuidado para que a cavidade e o núcleo fiquem corretamente alinhados. A disposição da cavidade da estrutura do molde também tem de permitir o acesso às inserções ocas e do núcleo para as reparar e tratar. Isto torna menos provável a ocorrência de problemas e torna as peças melhores.
Conceção do sistema de arrefecimento
O sistema de arrefecimento é um aspeto importante na conceção de moldes de injeção. Este sistema controla a temperatura da cavidade do molde e do material plástico. O arrefecimento é importante porque ajuda a solidificar o plástico e a controlar a contração.

O sistema de arrefecimento é um aspeto importante na conceção de moldes de injeção. Este sistema controla a temperatura da cavidade do molde e do material plástico. O arrefecimento é importante porque ajuda a solidificar o plástico e a controlar a contração.
O sistema de arrefecimento deve arrefecer uniformemente toda a cavidade do molde. Os canais de arrefecimento devem estar próximos das áreas com tempos de arrefecimento mais longos, para não interferirem com os sistemas de canais e de canais. Os engenheiros mecânicos também devem otimizar o design para obter o tempo de ciclo mais curto possível.

Conceção do canal de fluxo e da porta
O sistema de canais e jitos é muito importante na conceção de moldes de injeção. Este sistema controla o fluxo de plástico fundido para a cavidade do molde. O canal de entrada é a entrada do plástico na cavidade do molde e o sistema de canais guia o plástico para o canal de entrada. A conceção dos sistemas de porta e de canais afecta a eficiência do processo de moldagem e a qualidade do produto acabado.

O portão é importante. Deve ter o tamanho certo, estar no sítio certo e ter a forma certa. Deve ajudar o plástico a fluir para o molde e não causar quaisquer problemas. O sistema de corrediças também é importante. Deve ajudar o plástico a fluir para o molde e não causar quaisquer problemas.
Conceção do sistema de lançamento
O sistema ejetor é o que retira as peças do molde. Ao conceber o sistema de ejeção, é necessário ter em conta a forma das peças, o número de cortes inferiores e a rigidez das peças. Pode utilizar pinos ejectores, mangas ou sistemas de ejeção hidráulica para garantir que não danifica as peças quando as ejecta.

Também é necessário certificar-se de que o sistema de ejeção é suficientemente forte para empurrar as peças para fora do molde. Também é necessário pensar na posição do sistema de injeção em relação ao sistema de canal e de canais para não haver interferências.
Materiais de molde e tratamento de superfície
Os materiais que utiliza no seu molde afectarão a sua duração e o aspeto das suas peças. Pretende materiais que aguentem o calor, conduzam bem o calor e não se desgastem. Escolher os materiais certos pode ajudá-lo a fazer peças mais rapidamente, a fazer com que os seus moldes durem mais tempo e a fazer peças melhores.

Cada molde é diferente e precisa de ser cuidadosamente pensado durante o processamento. Os materiais utilizados têm de ser maquinados com precisão para evitar defeitos de superfície que possam ser transferidos para as peças moldadas.
É muito importante eliminar as marcas visíveis deixadas pelas fresas de topo na superfície do molde através de maquinação de precisão adicional, como jato de areia ou polimento. O grau de maquinação de precisão necessário irá afetar o custo e o tempo do processo de processamento do molde.

Controlo de qualidade do processo de moldagem por injeção
A moldagem por injeção é um método eficiente e de alta precisão para o fabrico de peças de plástico. Para garantir produtos de plástico de alta qualidade, deve ser implementado um controlo rigoroso do processo ao longo de todo o processo de fabrico. Antes de entrarmos nas etapas críticas da implementação do controlo do processo de moldagem por injeção, vamos fazer uma breve descrição do processo de moldagem por injeção.
Visão geral do processo de moldagem por injeção
A moldagem por injeção é o processo de fusão de polímeros plásticos e, em seguida, a sua solidificação sob pressão num molde para dar forma ao componente. Este ciclo contínuo inclui várias etapas. Depois de aquecer a resina plástica, a porta abre-se quando é aplicada a pressão adequada ao molde. Em seguida, o plástico derretido é injetado no molde.
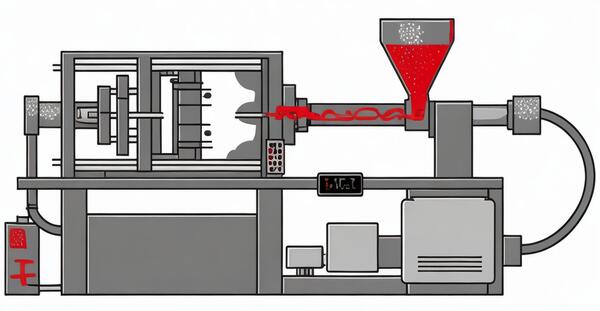
Quando a resina fundida atinge o fim do cilindro, a porta fecha-se. De seguida, as duas partes do molde são fechadas simultaneamente e mantidas juntas pela pressão de aperto. Após a fase de manutenção da pressão, o parafuso retrai-se e as peças arrefecem no molde. Depois de as peças arrefecerem, o molde abre-se e o pino ejetor ou a placa superior empurra as peças para fora. As peças completas estão então prontas para serem maquinadas com precisão.
Tendo isto em conta, vamos examinar vários aspectos do controlo do processo de moldagem por injeção:
Seleção e definições da máquina
Escolher a máquina de moldagem por injeção certa e configurá-la corretamente ajudá-lo-á a controlar o processo e a produzir sempre peças de qualidade.

Considerar os seguintes factores
Força de bloqueio: Quando se faz moldagem por injeção, é necessário garantir que a máquina tem força de bloqueio suficiente para manter o molde unido.
Tamanho da unidade de injeção: A unidade de injeção tem de ser suficientemente grande para lhe dar plástico suficiente para encher o molde sem o encher em demasia ou de menos.
Tipo e tamanho do parafuso: O parafuso tem de proporcionar uma boa qualidade de fusão e um bom caudal. O diâmetro do parafuso também tem de fornecer a quantidade correta de plástico e a densidade de fusão.

Desvio de temperatura: A máquina deve ter um bom sistema de controlo da temperatura para manter a mesma temperatura em todo o molde.
Manuseamento de materiais: A máquina também deve ter um bom sistema de manuseamento de materiais que possa movimentar os materiais da área de armazenamento sem os sujar. Em geral, deve haver espaço para manter um registo de aspectos importantes do processo, como a temperatura, a pressão e o tempo que demora. Os engenheiros mecânicos devem ser capazes de ver se alguma coisa muda e corrigi-la de imediato para que o produto final não tenha problemas.

Parâmetros do processo e otimização
Quando se trata de controlar o processo de moldagem por injeção, é necessário ter em atenção uma série de aspectos diferentes para garantir que se obtêm os melhores resultados. Aqui estão alguns dos aspectos mais importantes a ter em conta:
Pressão e velocidade de injeção: Estes dois factores controlam a rapidez com que o plástico derretido entra no molde. Pretende-se que a pressão seja suficientemente elevada para encher completamente o molde, mas não tão elevada que provoque a formação de bolhas ou deformações. Também se pretende garantir que o plástico entra no molde o mais rapidamente possível sem se estragar.

Temperatura de injeção: A temperatura da injeção afecta o fluxo e a viscosidade do plástico. O plástico deve ser aquecido até ao seu ponto de fusão e mantido a uma temperatura constante durante todo o processo de injeção. Os mecânicos podem utilizar termopares para monitorizar e controlar a temperatura em diferentes pontos da cavidade do molde.
Manutenção da pressão e tempo: A pressão de retenção deve ser capaz de impedir que o material flua de volta para o dispositivo de injeção. O tempo de isolamento deve permitir que o material plástico arrefeça completamente e solidifique. O tempo dependerá da espessura da parede e da complexidade das peças.

Tempo de arrefecimento: A seleção do tempo de arrefecimento deve basear-se nas propriedades térmicas do material e na espessura da parede do componente. Os termopares também podem ajudar a monitorizar o tempo de arrefecimento. Os engenheiros mecânicos podem ajustar o tempo alterando a disposição do canal de arrefecimento ou aumentando o seu tamanho.
Lançamento: O sistema de ejeção deve garantir que as peças e os moldes não são danificados, ejectando-os de forma suave e consistente. A força do empurrão também deve depender do tamanho e da complexidade das peças.

Controlo de qualidade e inspeção
O controlo de qualidade e a inspeção são importantes para garantir que as peças moldadas são boas. Há várias coisas que fazemos, como verificar se o processo é bom, olhar para as peças para ver se têm bom aspeto e testar as peças para ver se funcionam bem. Fazemos estas coisas para descobrir o que está a fazer com que as peças não sejam boas e para ajudar a melhorar o processo.

Um bom controlo de qualidade é importante para garantir que as peças moldadas estão isentas de defeitos e problemas de superfície, e que cumprem as tolerâncias e os requisitos funcionais corretos. É necessário efetuar um controlo de qualidade e uma inspeção regulares para garantir que as peças cumprem as normas de qualidade, segurança e desempenho corretas.
Problemas e soluções comuns de conceção de moldes de injeção de plástico
Os defeitos de moldagem por injeção podem ocorrer durante o fabrico de peças e podem afetar diretamente a funcionalidade do produto. Estes defeitos podem ser causados por uma série de coisas diferentes, incluindo os parâmetros de moldagem e o material que está a ser utilizado.

Mas é possível evitar defeitos de conceção ajustando o processo de moldagem. Por vezes, pode ser necessário redesenhar o molde ou adquirir novo equipamento de produção para resolver o problema.
Vejamos alguns problemas comuns de conceção de moldagem por injeção e como os resolver.
Encolhimento e deformação
As marcas de retração são um tipo de defeito de moldagem por injeção que aparecem como pequenas depressões na superfície da peça moldada. São normalmente causadas pela contração das caraterísticas internas da peça moldada, o que faz com que o material se afunde do exterior para o interior.
O empeno é uma curvatura e torção indesejadas das peças moldadas por injeção devido a uma contração interna desigual durante o processo de arrefecimento. Isto cria uma pressão desigual em diferentes áreas da peça moldada. Esta tensão faz com que a peça se dobre e torça à medida que arrefece. Isto pode ser observado em peças que deveriam ser planas, mas que apresentam folgas quando colocadas numa superfície plana.
Motivo
Temperatura de fusão ou do molde muito elevada; Pressão de retenção ou de injeção muito baixa; Defeitos na conceção da estrutura do molde; Isolamento insuficiente ou tempo e pressão de arrefecimento insuficientes.

Solução
Certifique-se de que arrefece lentamente e durante muito tempo, para que não fique todo tenso por dentro; Certifique-se de que as paredes têm todas a mesma espessura, para que o plástico possa fluir através do molde numa só direção; Segure-o e arrefeça-o para que o exterior da peça fique frio; Torne o molde ou o plástico mais frio.
Borda de voo e adesão de componentes
Quando vê linhas finas de material extra nas extremidades da sua peça, isso chama-se "flashing". Acontece quando uma parte do material vai para onde não é suposto ir. A intermitência é um pequeno problema, mas se impedir que a peça funcione corretamente, é um grande problema.

Quando a peça se cola ao molde e não a consegue retirar, chama-se a isso adesão da peça.
Motivo
Má conceção e controlo do sistema de exaustão; Força de aperto insuficiente; Má conceção do molde e condições do molde que se deterioram; Pressão de injeção excessiva ou molde demasiado quente; Agente desmoldante insuficiente; Tempo de arrefecimento insuficiente.

Solução
Certifique-se de que a passagem de escape está correta; prenda a placa com força para que não haja folgas; refaça o molde para que o material fundido flua suavemente e haja ar suficiente; coloque o molde corretamente com o material correto para que saia; obtenha a pressão de injeção, a temperatura do molde e o tempo de arrefecimento corretos para o material que está a utilizar.
Tiro curto e marcas de queimadura
Quando o material fundido não consegue encher todo o molde, obtém-se um tiro curto. Isto significa que a peça não está completa quando arrefece e a retira do molde. Os disparos curtos são maus porque podem estragar o aspeto da peça e o seu funcionamento.

As marcas de queimadura são manchas pretas de ferrugem na superfície ou nos bordos da peça. Normalmente, não danificam a peça, mas podem ser um grande problema se queimarem a peça e fizerem com que não funcione tão bem.
Motivo
Pressão insuficiente; O ar fica preso e impede o plástico de fluir; Utilização de materiais muito espessos; Os sistemas de comporta e de corrediça estão mal concebidos; A temperatura é demasiado elevada.

Solução
Abra mais aberturas ou adicione mais aberturas para garantir uma melhor ventilação; Utilize uma temperatura de molde suficiente para evitar o arrefecimento demasiado rápido e irregular do material; Diminua a velocidade de injeção para reduzir a possibilidade de aprisionamento de ar; Aumente a velocidade e a pressão de injeção ou utilize peças mais finas para que o material flua melhor.
Buracos de ar e lacunas
As bolsas de ar são um dos problemas mais graves em moldagem por injeção. Parecem ar preso ou bolhas em peças moldadas. Estas bolhas presas podem causar problemas estruturais e estéticos. Se o ar inicial no molde ficar quente e comprimido o suficiente, ele explodirá e danificará as peças moldadas e o molde.

Os vazios de vácuo são bolhas em peças moldadas por injeção. Por vezes, os fabricantes chamam a estes problemas bolsas de ar. Embora os responsáveis pelo controlo de qualidade digam que os vazios são problemas menores, um maior número de vazios pode enfraquecer as peças moldadas.
Motivo
O molde tem uma má ventilação; a cavidade do molde não é preenchida uniformemente; o ar fica preso e comprimido e depois inflama-se; a pressão de moldagem não é suficiente; o material tem grandes alterações de densidade, pelo que é fácil haver vazios.

Solução
Aumentar a temperatura do molde; reformular ou ajustar o sistema de canais e o posicionamento da porta; utilizar materiais com menor viscosidade para evitar a formação de bolhas; manter o tempo de ciclo baixo para evitar esmagar e inflamar o ar preso; aumentar a pressão de injeção e eliminar o ar preso na cavidade do molde.
Desfasamento e desvio das linhas de partição
As linhas de partição desencontradas são um problema quando as duas metades do molde não se alinham corretamente. Isso pode fazer com que as costuras ou lacunas apareçam na linha de partição da peça moldada. Quando as peças moldadas se dobram ou deformam fora de forma enquanto estão a arrefecer, chama-se a isso deflexão. Ambos os problemas podem fazer com que as peças não cumpram as especificações que devem cumprir, o que significa que mais peças são deitadas fora e menos material é produzido.

Motivo
A força de aperto não é uniforme; As peças do molde mudam de tamanho; A pressão e a temperatura de injeção são demasiado elevadas; O molde expande-se quando está quente; Não há tempo suficiente para o molde arrefecer
Solução
Certifique-se de que o molde está fixo e alinhado corretamente; mantenha o molde a uma temperatura consistente durante todo o processo de moldagem; optimize as definições de moldagem por injeção para os materiais que está a utilizar; o tratamento térmico após a moldagem pode ajudar a reduzir o stress.

Conclusão
A técnica de moldagem por injeção é uma tecnologia versátil e eficiente que pode produzir peças de plástico personalizadas de alta qualidade para uma variedade de indústrias. No entanto, sem seguir um conjunto de diretrizes de design de moldagem por injeção, o processo fica incompleto. Este artigo dar-lhe-á uma compreensão abrangente do que precisa e de como concluir o processo.
As regras de conceção da moldagem por injeção abordadas neste artigo ajudá-lo-ão a otimizar o processo, a garantir uma produção rentável e a reduzir o tempo de ciclo. O custo dos erros de conceção é elevado. Contacte a Zetar Mold agora para saber mais sobre o seu moldagem por injeção design. Estamos sempre prontos para o ajudar a obter melhores resultados.







