 Saltar para o conteúdo
Saltar para o conteúdo 

A moldagem por injeção é uma das melhores formas de fazer coisas. É rápida, pode fazer muitas coisas ao mesmo tempo e é muito boa a fazer coisas de alta qualidade. A razão pela qual é tão bom é porque tem muitas etapas, e cada etapa é realmente importante para garantir que a coisa que você deseja fazer saia da maneira que você deseja. Nesta publicação do blogue, vamos percorrer todos os passos da moldagem por injeção para que possa ver como se passa de uma ideia a uma coisa real.
Processo de moldagem por injeção
Princípios básicos e aplicações da moldagem por injeção
A moldagem por injeção é um processo que transforma pellets de plástico em estado líquido através da utilização de calor e, em seguida, empurra-os através de um bocal para um molde. Quando o plástico arrefece, torna-se sólido e é retirado do molde. Moldagem por injeção é uma forma barata e eficaz de fabricar uma grande quantidade de peças de plástico de uma só vez, utilizando um molde. Este processo pode produzir todo o tipo de peças de plástico que são utilizadas em motores de automóveis, electrodomésticos e recipientes para alimentos.

Importância da Moldagem por Injeção na Indústria Moderna
Como a procura dos seus derivados continua a crescer, a tecnologia de moldagem por injeção está a tornar-se cada vez mais importante na produção industrial. A tecnologia de moldagem por injeção é uma forma de produção automatizada, que acelera o processo de produção. Além disso, como a moldagem por injeção de plástico utiliza ferramentas de alta precisão e tem tolerâncias dimensionais exactas, é possível produzir de forma mais rentável e com um produto final de maior qualidade.
Além disso, fabrico de moldes por injeção oferece muitas vantagens, tais como aplicações alargadas, elevada automatização, produção estável e eficiência de qualidade. Especialmente durante a pandemia, a indústria de conectores teve de mudar rapidamente de direção e produzir uma grande quantidade de dispositivos médicos para satisfazer necessidades normais e inesperadas. Esta abordagem foi bem recebida pela sociedade.

Processo de produção de moldagem por injeção
Conceção e produção de protótipos
Todos os bons projectos de moldagem por injeção começam com uma boa conceção e um fabrico de protótipos de qualidade. Esta é a primeira etapa do processo de desenvolvimento de produtos, em que os engenheiros e os designers utilizam as suas mentes criativas para desenvolver produtos e traduzir ideias em pormenores técnicos. O software CAD (Computer-Aided Design) é uma das principais ferramentas utilizadas no fabrico de aditivos. Ajuda a criar esquemas que contêm pormenores sobre dimensões, requisitos e níveis de tolerância, para que os materiais possam ser adicionados de acordo com as instruções detalhadas e alinhados de modo a obter precisão.
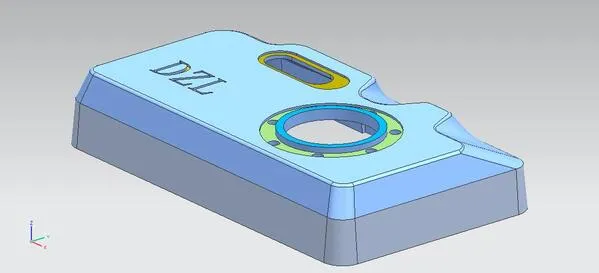
O design thinking também envolve a estética. Os engenheiros têm uma vasta gama de factores a considerar, como a seleção de materiais, a geometria da peça e a possibilidade de fabrico. Estão a ser desenvolvidos simuladores avançados e complexos para simular testes de projectos conceptuais de peças complexas. Estes simuladores permitem prever potenciais problemas, identificar áreas de otimização e produzir protótipos.
A prototipagem é o processo de criação de modelos que combinam o teste de desenhos conceptuais com o fabrico real de objectos físicos. A rápida evolução de tecnologias como a impressão 3D permite iterações e ajustes rápidos até que o design do produto cumpra os critérios de desempenho e seja aprovado pelos comités estéticos. Os designers podem fazer a mesma coisa, mas em vez de coisas como ajuste, forma e função, fazem as alterações que consideram necessárias para obter os resultados que pretendem.
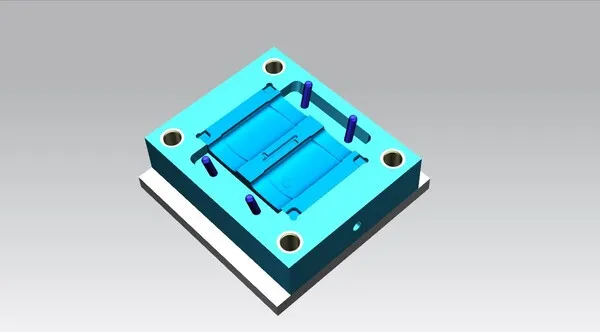
Fabrico de moldes
A moldagem por injeção gira em torno do molde - uma ferramenta precisa que dita a forma e as caraterísticas do produto final. Fazer um molde é um processo meticulosamente preciso que requer que a máquina crie a peça de trabalho através da remoção de material. Normalmente, as peças de trabalho são feitas de aço ou alumínio e são criadas por fresagem ou maquinagem para criar as formas e acabamentos de superfície desejados.

A complexidade do molde depende do grau de complexidade das peças. Pode ter um molde que faça peças simples com uma cavidade, e pode actualizá-lo para fazer duas ou três vezes mais peças com um molde multi-cavidades ou de família. Para além de lidar com sistemas de canais, ventilação e sistemas de arrefecimento, o design do molde também tem de considerar aspectos como a localização dos portões, canais de arrefecimento e linhas de separação para garantir que a peça é de boa qualidade.
Depois disso, testamos o molde e certificamo-nos de que está pronto a funcionar. Queremos ter a certeza de que vai funcionar durante muito tempo sem quaisquer problemas. Fazemos ensaios de moldes de teste para descobrir coisas como a quantidade de plástico a colocar no molde, o tempo que demora a fazer uma peça e o quão perto podemos chegar do tamanho que queremos. Poderemos ter de alterar algumas coisas no molde para que este funcione melhor para nós.

Preparação do material
Quando o molde estiver pronto, passamos à preparação do material. A moldagem por injeção pode utilizar uma vasta gama de termoplásticos e termoendurecíveis, que são selecionados com base nas necessidades específicas da aplicação. As resinas de polímero em bruto, sob a forma de pellets ou grânulos, passam por várias etapas para ficarem prontas para a moldagem.
Quando se trata de escolher materiais para moldagem por injeçãoPara os engenheiros, a qualidade do produto final é fundamental, pois afecta tanto as propriedades da peça como o custo. Neste caso, os engenheiros têm de considerar aspectos como a resistência mecânica, a estabilidade química e a resistência ambiental para escolher o material correto. Também é necessário garantir que o material funciona com o processo de moldagem, o que significa que tem de ter as caraterísticas corretas de fluxo de fusão e comportamento de retração. Desta forma, pode certificar-se de que obtém resultados consistentes e repetíveis.

O processo de fabrico é onde se misturam materiais como corantes, estabilizadores ou reforços com a resina de base para a fazer funcionar melhor ou fazer o que se pretende. Pode utilizar a mistura de materiais ou materiais pré-misturados para facilitar o trabalho e para garantir que os aditivos são distribuídos na resina.
Uma boa preparação do material é a base para uma qualidade de fusão consistente, um bom fluxo e, posteriormente, um bom acabamento da peça. Os sistemas de manuseamento de materiais utilizam transportadores, secadores e transportadores de preparação de pellets para reduzir a humidade no armazenamento e no fabrico, para evitar que os pellets de resina se degradem e fiquem contaminados.

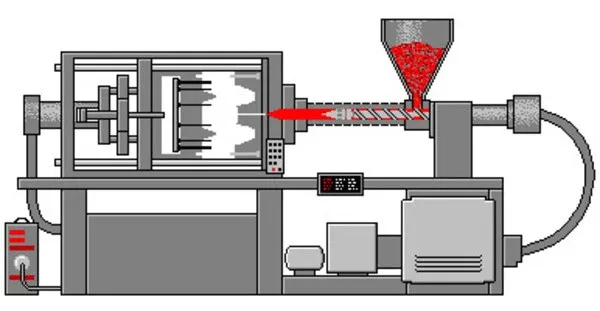
Injeção
O processo de moldagem por injeção começa por encher a área marcada do molde com material polimérico fundido. O processo inicia-se quando o molde é fechado e a resina polimérica é injectada através de uma entrada específica denominada "sprue", criando um sistema fechado.
As máquinas de moldagem por injeção podem ter tamanhos e configurações diferentes, mas todas elas têm as mesmas peças básicas e funcionam da mesma forma. O parafuso é a parte que gira e move o plástico, derrete-o e mistura-o para que fique tudo igual.
O parafuso, que é regulado por motores hidráulicos ou eléctricos, permite um melhor controlo do volume de injeção, da velocidade do parafuso e da pressão.
O material líquido é então injetado no molde, preenchendo o orifício e assumindo a forma e os detalhes exactos determinados pelo molde. O enchimento perfeito é conseguido através do controlo da pressão e da temperatura do processo, o que minimiza a possibilidade de defeitos e garante uma elevada consistência e qualidade de cada furo. Os parâmetros de injeção são definidos com base no material, na forma da peça e no calendário de produção. Estes parâmetros incluem a velocidade de injeção, o vácuo, a pressão de embalagem e de retenção e o tempo de arrefecimento.

Arrefecimento e solidificação
De seguida, o material fundido é vertido no molde, onde arrefece e solidifica. Para obter as propriedades desejadas e evitar quaisquer fissuras, o processo de arrefecimento tem de ser o mais rápido e uniforme possível. O molde tem ranhuras ou canais que ajudam na transferência de calor, para que o material arrefeça e solidifique rapidamente.
O tempo de arrefecimento é personalizado com base em variáveis como a geometria da peça, o tipo de material e o design do molde. O arrefecimento é importante porque, se não for feito corretamente, a peça pode deformar-se, encolher ou ter tensões internas, o que pode afetar a qualidade e o desempenho da peça. Para o controlo da temperatura do molde, são utilizados sistemas de circulação térmica, quer de água quer de óleo, para estabilizar as taxas de arrefecimento e obter um processamento uniforme.
As novas tecnologias de arrefecimento, como o arrefecimento conformacional, utilizam o fabrico aditivo para criar canais de arrefecimento que se adaptam à forma da peça, melhorando a transferência de calor e o desempenho e reduzindo o tempo de processamento. Com o software, os designers podem modelar a otimização do sistema de arrefecimento, a transferência de calor e os mapas de temperatura, e identificar pontos quentes ou áreas que necessitam de mais arrefecimento.

Ejeção e corte
Depois de a peça ter sido reforçada até ao grau necessário, o molde abre-se e a peça recém-formada é retirada da cavidade. A máquina, equipada com pinos ou placas ejectoras, por exemplo, permitiria que a peça fosse retirada do local sem deformar a geometria ou danificar o estado da superfície.
Isto pode exigir a realização de algumas acções adicionais, como o corte de material extra e de rebarbas da peça. O corte, também designado por recorte ou maquinagem, é a última coisa que se faz para produzir a peça. Corta-se ou molda-se a peça para a tornar do tamanho e forma corretos. As máquinas que cortam a peça utilizam o corte, a retificação ou o jato de areia para fazer o trabalho. Isto torna o tempo necessário para efetuar o trabalho muito mais curto e não são necessárias pessoas para o fazer.

Controlo de qualidade e acabamento
Por último, o processo de moldagem efectua uma série de testes de qualidade durante as fases finais e as operações de acabamento. Fazemos inspecções apenas para nos certificarmos de que as dimensões, a integridade estrutural e o aspeto geral das peças estão corretos. As máquinas de medição por coordenadas (CMMs) e os scanners ópticos são exemplos dos instrumentos de metrologia de alta tecnologia que utilizamos para verificar a qualidade e garantir que estamos a cumprir as especificações e as normas.
A inspeção dimensional é quando se medem os elementos importantes de uma peça. Também se mede a rugosidade da superfície. O Controlo Estatístico do Processo (SPC) é quando se mantém um registo de como as coisas estão a correr e se tem a certeza de que se estão a fazer boas peças. Também é possível utilizar raios X ou ultra-sons para ver o interior de uma peça e verificar se há algo de errado com ela.

Quaisquer peças que não satisfaçam os requisitos de aparência podem ser submetidas a jato de areia ou a outro tratamento de superfície. Também podemos pintar, montar ou efetuar outros trabalhos finais para que estas peças funcionem melhor. Se tivermos de efetuar operações especiais, teremos de realizar algum trabalho de sub-montagem, que pode incluir maquinagem, soldadura ou colagem, para adicionar mais peças ou caraterísticas. Temos procedimentos de controlo de qualidade para nos certificarmos de que cumprimos os requisitos das condições e de que os nossos clientes estão satisfeitos com o que fazemos.

Factores que influenciam o processo de moldagem por injeção
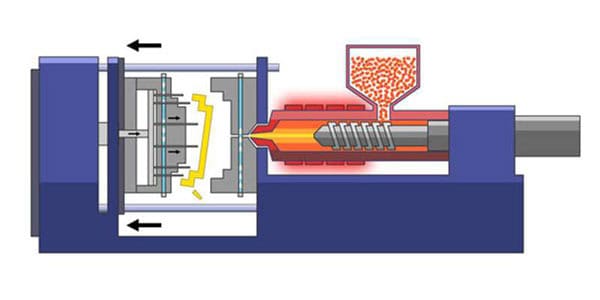
Controlo da temperatura
1. Temperatura do cano
O controlo da temperatura é crucial neste processo, e existem três parâmetros que devem ser controlados: temperatura do cilindro, temperatura do bocal e temperatura do molde. As duas primeiras temperaturas afectam principalmente o fluxo e a cristalização do plástico, enquanto a última é a mais importante porque pode controlar o arrefecimento e o fluxo. Cada tipo de plástico tem uma temperatura de fluxo diferente, e mesmo dentro do mesmo tipo de plástico, diferentes graus e fontes têm diferentes temperaturas de fluxo e decomposição. Como resultado, as propriedades químicas da resina podem mudar, o que está relacionado com o peso molecular médio e a distribuição do peso molecular. A temperatura do barril da ferramenta manual varia consoante o tipo de máquina de injeção, pelo que a seleção do barril também é diferente.

2. Temperatura do bocal
Normalmente, a temperatura do bocal não é muito inferior à temperatura mais elevada do cilindro. Isto evita que o material derretido pingue do bocal, o que também se designa por "gotejamento". A temperatura do bocal de fusão não deve ser demasiado baixa para que o material fundido não congele demasiado cedo e entupa o bocal ou as peças.
3. Temperatura do molde
A temperatura do molde é o fator mais importante que afecta as propriedades e o aspeto da peça. As temperaturas altas e baixas do molde são afectadas por vários factores, como a presença de cristalinidade, o tamanho e o design do molde, as propriedades da peça e outras condições do processo (como a temperatura da fusão, a velocidade e a pressão de injeção, o tempo de ciclo, etc.).

Controlo da pressão
Moldagem por injeção A pressão inclui a pressão de plastificação e a pressão de injeção, sendo que ambas afectam diretamente a plastificação e a qualidade do produto.
1. Pressão de plastificação
(Pressão inversa) Numa máquina de parafuso com um bico de injeção, a pressão de plastificação do parafuso aumenta o diâmetro do parafuso na graduação. A força no sistema é controlada pela válvula de alívio no sistema hidráulico. Isto significa que, se a pressão de plastificação se mantiver ao mesmo nível da potência de acionamento, o aumento da pressão de plastificação aumentará a temperatura da massa fundida, mas diminuirá a velocidade de plastificação. Por outro lado, uma pressão de plastificação mais elevada resulta normalmente na produção de produtos de plástico que não só têm uma temperatura e cor uniformes, como também não contêm gases que possam ter ficado retidos na massa fundida. Na maior parte das vezes, a pressão é definida para o valor mais baixo possível que pode produzir e manter uma boa qualidade do produto. Na prática, a pressão de plastificação será determinada pelo tipo de plástico escolhido, mas raramente atingirá o valor de 20 kg/cm².

2. Pressão de injeção
Atualmente, quase todas as máquinas de moldagem por injeção utilizam a mesma pressão para a pressão do plástico e a pressão de injeção (convertida pelo circuito a partir da pressão do óleo). A pressão de injeção destina-se a superar a resistência causada pelo fluxo de material fundido do cilindro para a cavidade, o molde a ser preenchido a uma determinada velocidade e o material fundido a ser compactado.

Ciclo de moldagem
O tempo que demora a concluir um processo na moldagem por injeção é designado por ciclo de moldagem ou ciclo de moldagem. O processo de fundição através de moldes está diretamente relacionado com a produtividade do trabalho e a utilização do equipamento. Por conseguinte, no processo de produção, a duração da fase de moldagem deve ser reduzida, mantendo o mais elevado nível de qualidade. O tempo de injeção e o tempo de arrefecimento são as fases-chave do processo de moldagem por injeçãoque têm o impacto mais direto na qualidade do produto. O tempo de enchimento é diretamente proporcional à taxa de enchimento (o inverso do tempo). Na produção, o tempo de enchimento do material é normalmente de 3-5 segundos.

O tempo durante o qual o plástico na cavidade está sob pressão é designado por tempo de enchimento. É muito importante e representa uma grande parte do tempo total de injeção. Normalmente, situa-se entre 20 e 120 segundos (em casos extremos, 5 a 10 minutos para peças espessas). O tempo de enchimento determina o tamanho final do produto após a solidificação da massa fundida no bocal da máquina. O tempo de enchimento do molde é calculado com base nas condições do molde e nas temperaturas do material, bem como na largura da secção de alimentação e do canal, a que se dá o nome de porta. A pressão com a menor taxa de encolhimento do produto deve ser selecionada como padrão de acordo com o tamanho do canal principal e do portão e as condições do processo. O tempo de arrefecimento depende da espessura do produto, das propriedades térmicas e cristalinas do plástico e da temperatura do molde. O mais importante é evitar que o produto se altere durante o processo de abertura do molde. Normalmente, é de cerca de 30 a 120 segundos. Se o tempo de arrefecimento for demasiado longo, é uma perda de tempo. Não só reduz a eficiência da produção, como também é difícil retirar peças complexas e finas, e pode ser difícil retirá-las sem causar tensão de desmoldagem. Noutras ocasiões, a forma do tempo de moldagem depende de como o processamento do material é ininterrupto e orientado para a máquina, e de como os processos de moldagem e enchimento estão integrados.
Tendências na tecnologia de moldagem por injeção
No futuro, a moldagem por injeção será mais flexível e manter-se-á inalterada. Quanto mais extremos forem os problemas ambientais a nível mundial, mais provável será que o fabrico ecológico seja uma nova tendência na indústria transformadora. A maquinagem CNC e a tecnologia de moldagem por injeção não compram matérias-primas nem produzem resíduos durante o processo de produção, mas desempenharão um papel mais importante no futuro fabrico ecológico. Além disso, o desenvolvimento da tecnologia de automatização será promovido pelo crescimento da tecnologia de moldagem por injeçãoque será melhor e menos suscetível de falhar.

Conclusão
A moldagem por injeção é um processo altamente desenvolvido que envolve várias fases. Cada fase é importante para a produção de peças e produtos acabados de alta qualidade. Compreender a sequência de cada fase - desde a conceção e produção de protótipos até à inspeção antes de lançar o produto final - é crucial para os fabricantes melhorarem os seus métodos de produção, controlarem a qualidade e produzirem os melhores produtos. O futuro da moldagem por injeção está a ser moldado por outras tecnologias e pela utilização de novos materiais e técnicas que são mais eficientes, precisos e versáteis.







