 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: Quando falamos de melhores práticas para peças moldadas por injeção de plástico, há alguns aspectos que não se podem evitar. No topo dessa lista está normalmente o ângulo de inclinação da injeção. Todos os projectos de moldagem por injeção são concebidos para poderem ser fabricados. Por isso, há que pensar em cada passo do processo.
Mesmo que a sua peça seja moldada corretamente no molde, pode ter problemas quando a tentar retirar do molde. Isso pode causar defeitos na sua peça que você não quer. Os ângulos de inclinação ajudá-lo-ão a evitar muitos destes problemas. Neste artigo, vamos dar-lhe um guia completo para a conceção de ângulos de inclinação para a conceção estrutural de peças de plástico.
Qual é o significado de Draft Angle?
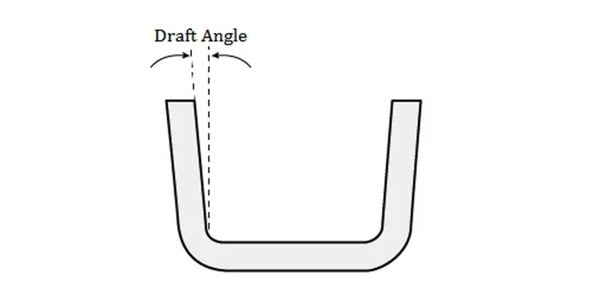
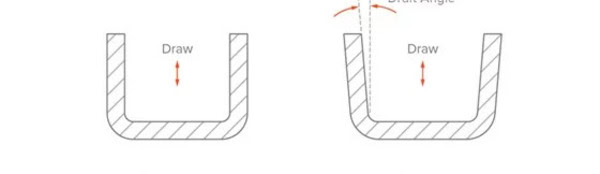
O ângulo de inclinação, tal como o nome sugere, é o ângulo concebido para o molde. Para ser mais preciso, é o ângulo de inclinação da superfície do molde paralelo à direção de ejeção do molde, também conhecido como ângulo de inclinação.
Quem concebe o ângulo do projeto?
Uma vez que o ângulo de inclinação acaba por se refletir no molde, haverá uma disputa entre os projectistas do ângulo de inclinação, ou seja, se o ângulo de inclinação deve ser projetado pelo engenheiro estrutural ou pelo engenheiro de moldes. Atualmente, existem duas práticas correntes para este efeito: o engenheiro estrutural tem de aperfeiçoar o ângulo de inclinação de todas as superfícies durante a fase de conceção da peça (exceto no caso de estruturas individuais que não podem ser determinadas e que têm de ser avaliadas pelo engenheiro de moldes).
O engenheiro de estruturas só é responsável por desenhar a superfície de aparência e a superfície de montagem chave, e outras superfícies insignificantes são deixadas para a fase de conceção do molde para que o engenheiro de moldes desenhe com base na experiência.

Tipos de ângulos de inclinação
O ângulo de inclinação divide-se em ângulo de inclinação da superfície frontal do molde e ângulo de inclinação da superfície traseira do molde. Eles se distinguem principalmente pela superfície de separação. A superfície de separação divide o núcleo do molde em molde frontal e molde traseiro.
O ângulo de inclinação que precisa de ser concebido na superfície paralela à direção de ejeção do molde frontal é designado por ângulo de inclinação da superfície do molde frontal, e vice-versa, é designado por ângulo de inclinação da superfície do molde traseiro. Além disso, se o molde tiver um núcleo lateral a puxar (chanfrado superior e deslizante), designa-se por ângulo de inclinação da superfície do chanfrado superior e ângulo de inclinação da superfície deslizante, e a sua direção de inclinação baseia-se na direção do movimento deslizante.
A direção da estiragem baseia-se normalmente na superfície de partição para a estiragem, certificando-se de que a extremidade maior após a estiragem está próxima da superfície de partição, caso contrário não pode ser desmoldada sem problemas.
Porque é que precisamos de conceber um ângulo de inclinação?
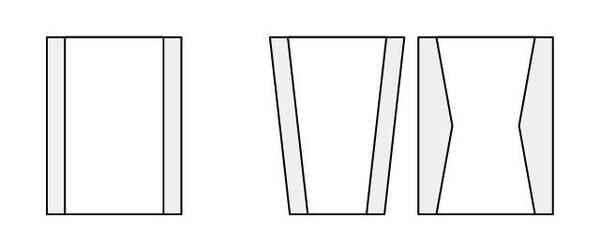
O ângulo de inclinação é uma caraterística de conceção. Em teoria, se não for necessário para a modelação, a estrutura do produto não necessita de conceber um ângulo de inclinação. No entanto, devido às limitações do processo de moldagem, como a moldagem por injeção, o produto de plástico tem de ser retirado do molde após a moldagem e o arrefecimento. Se o ângulo de inclinação não for projetado, a peça de plástico será difícil de retirar do molde.
Lembre-se de que deve ter-se deparado com uma situação em que é difícil separar os bancos de plástico empilhados. Isso já é um banco com uma inclinação projectada, para não mencionar que as peças de plástico sem um ângulo de inclinação têm de ser retiradas do molde.

Porque é que é difícil retirar as peças de plástico do molde sem um ângulo de inclinação?
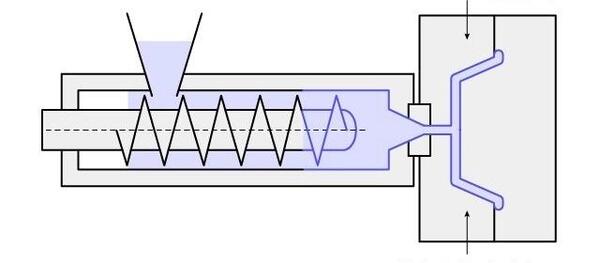
Na moldagem por injeção, a resina fundida flui para o molde fechado e preenche a cavidade formada entre o molde da frente e o molde de trás. Uma vez que os termoplásticos encolhem quando arrefecem, o plástico tende a encolher em direção ao núcleo do molde. As peças de plástico encolhidas serão firmemente adsorvidas no núcleo do molde. Além disso, alguns plásticos podem ser afastados da parede da cavidade do molde (nível microscópico), mas a maioria deles ainda está em contacto com a parede da cavidade.
Quando o molde abre, a peça de plástico experimentará uma resistência ao atrito (atrito estático) na direção oposta da peça de plástico que sai do molde, quer a superfície externa da peça de plástico entre em contato com a parede da cavidade ou a superfície interna da peça de plástico entre em contato com o núcleo. A partir da fórmula de atrito: f=μ×Fn, pode ver-se que a magnitude da força de atrito está relacionada com a rugosidade (μ) e a tensão de retração (Fn) da superfície de contacto; a tensão de retração (Fn) está relacionada com o ângulo de inclinação.

Depois de definir o ângulo de inclinação, f=μ×Fn×cosα, a força de atrito f na direção da ejeção diminui à medida que o ângulo de inclinação α aumenta. Em geral, o ângulo de inclinação não é muito grande. Obviamente, o ângulo de inclinação é limitado para reduzir o atrito estático.
A principal função do ângulo de inclinação é que, quando a peça de plástico é separada do molde, separa-se e deixa de entrar em contacto com o molde, e a fricção é eliminada; sem o desenho do ângulo de inclinação, a peça de plástico transforma-se em fricção deslizante depois de ser separada do molde.

Ao mesmo tempo, para a superfície de aparência de alto brilho, a cavidade do molde frontal também pode formar um vácuo, e a sucção a vácuo dificultará a separação completa da peça plástica do molde frontal. O pior resultado é que o molde frontal fica preso e a estrutura do molde traseiro da peça de plástico é puxada e deformada.
Vantagens do ângulo de inclinação
Por vezes, o ângulo de inclinação pode causar um conflito de interesses. Os fabricantes de moldes de injeção concentram-se na moldagem e pretendem um ângulo de inclinação maior; os fabricantes de processamento de moldes têm dificuldade em maquinar ângulos em todas as superfícies da cavidade e do núcleo.
Inicialmente, as caraterísticas simples apenas necessitam de equipamento de processamento simples e de custos de processamento mais baixos, mas após a desmoldagem, é necessário CNC ou mesmo EDM; para os designers de produtos, o ângulo de inclinação pode complicar o design da peça, e a forma do aspeto também se altera devido ao ângulo de inclinação.
Mas independentemente do lado em que está, é importante garantir que as suas peças moldadas cumprem os padrões de qualidade de que necessita. Isso é fundamental. Se não tiver um ângulo de inclinação, aumentará as hipóteses de ter problemas de moldagem por injeção. Isso pode aumentar desnecessariamente os seus custos de produção e o seu prazo de entrega. Para além da conveniência de retirar peças do molde, eis algumas outras vantagens de ter um ângulo de inclinação.
Evitar danos na superfície da peça devido à fricção durante a ejeção; Assegurar a uniformidade e a integridade de outras texturas e acabamentos da superfície; Minimizar a deformação da peça devido a uma ejeção não suave; Reduzir o desgaste das peças moldadas e a possibilidade de danificar o molde; Reduzir o tempo total de arrefecimento, eliminando ou reduzindo a necessidade de configurações de ejeção complexas; Reduzir direta e indiretamente os custos globais de produção.
Princípios de conceção do ângulo de inclinação
Garantir os requisitos de ejeção
Quando o molde é aberto, a peça de plástico tem de ficar na parte lateral do molde traseiro para ajudar a ejetar a peça de plástico do molde. Isto tem de ser feito em dois passos: Primeiro, a superfície externa da peça plástica é separada da parede da cavidade frontal do molde. Nesta etapa, o molde geralmente não tem nenhum elemento extra para ajudar a separá-lo, de modo que o atrito entre a superfície externa da peça plástica e a parede da cavidade é o menor possível.
De seguida, a superfície interna da peça de plástico é separada da parede do núcleo do molde posterior. Neste passo, o molde tem geralmente algo extra para ajudar a separá-lo, como um pino ejetor, um ejetor inclinado ou uma placa de pressão. O atrito entre a superfície interna da peça de plástico e o núcleo deve ser maior do que o atrito entre a superfície externa da peça de plástico e a parede da cavidade até certo ponto, de modo que a peça de plástico permaneça no lado traseiro do molde quando o molde é aberto.

Como podemos ver acima, uma vez que o plástico tem uma tendência para encolher em direção ao núcleo do molde (ou seja, a tensão de encolhimento é grande), quando a rugosidade e o ângulo de inclinação são constantes, o atrito entre a superfície interna da peça de plástico e o núcleo será maior do que o atrito entre a superfície externa da peça de plástico e a parede da cavidade.
Ao mesmo tempo, o mecanismo de ejeção do molde está normalmente no lado traseiro do molde. Portanto, em geral, o núcleo é projetado no molde traseiro e a cavidade é projetada no molde frontal, ou seja, o lado complexo da peça plástica é projetado no molde traseiro, e o lado relativamente simples (superfície de aparência) é projetado no molde frontal.
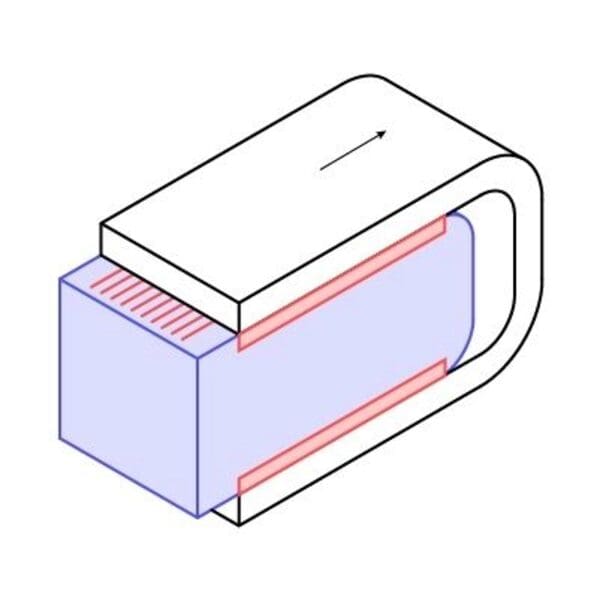
Mas há excepções. Por exemplo, por vezes, o interior de uma peça é o exterior e não é possível ter marcas de ejeção. Nesse caso, coloca-se o núcleo no molde da frente e a cavidade no molde de trás. Para evitar que o molde da frente fique colado, é necessário um auxiliar de ejeção no molde da frente, como este.

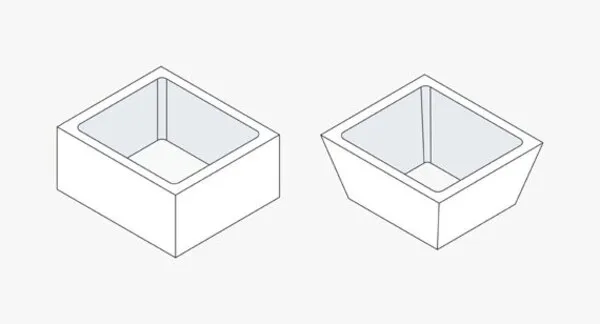
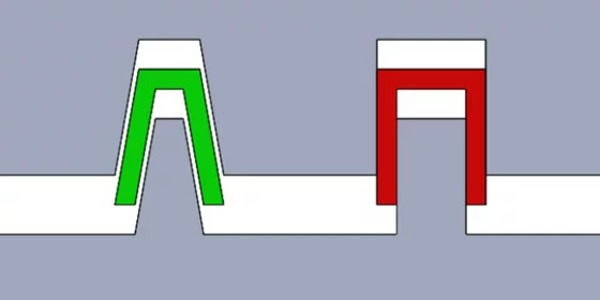
Algumas peças têm o mesmo aspeto de cima para baixo e não têm uma superfície de aspeto evidente, como a peça da figura abaixo. É impossível determinar rapidamente os moldes dianteiro e traseiro das peças. Para essas peças, se não houver nenhum requisito, os moldes dianteiro e traseiro podem ser colocados em qualquer lugar. A fim de evitar que o molde frontal fique preso.

Ao conceber o molde, desde que o ângulo de inclinação do molde traseiro seja o mais pequeno possível e o ângulo de inclinação do molde frontal seja o maior possível (dentro do intervalo de tolerância do tamanho do produto), a peça pode permanecer no molde móvel depois de o molde ser aberto, para que o mecanismo auxiliar do ejetor possa ser evitado no molde frontal.
Para a estrutura abaixo com espaço de ajuste, a posição da cola do núcleo é alterada de metade dos moldes originais dianteiro e traseiro para 1/3 do molde dianteiro e 2/3 do molde traseiro, o que pode reduzir o risco de aderência ao molde dianteiro.

Conceção do ângulo de inclinação
Não existe uma norma unificada para a gama de ângulos de inclinação, e o cálculo teórico é muito difícil, porque o modelo matemático de fricção é difícil de estabelecer, e diferentes parâmetros de moldagem por injeção também afectarão o resultado final. Alguns valores de referência podem ser obtidos através do cálculo de simulação, mas é demorado e trabalhoso.
Geralmente, as fábricas de moldes não têm a força e o tempo para o fazer. É mais baseado na experiência. Como engenheiro estrutural, é necessário compreender este conhecimento para que se possa ter em conta o ângulo de inclinação para determinadas estruturas chave na fase de projeto estrutural, reduzir o número de modificações de feedback subsequentes por parte dos engenheiros de moldes e evitar problemas desnecessários.
Determinantes do ângulo de inclinação
Caraterísticas do material de moldagem
Os plásticos duros têm um ângulo de inclinação maior do que os plásticos macios, e os plásticos macios podem até ter rebaixos.
Taxa de retração
Uma vez que o plástico com uma grande taxa de retração tem uma maior força de fixação no núcleo, o plástico com uma grande taxa de retração deve ter um ângulo de inclinação maior do que o plástico com uma pequena taxa de retração.
Coeficiente de fricção
Para alguns materiais com um baixo coeficiente de atrito, como o PA e o POM, o ângulo de inclinação pode ser inferior ao de outros plásticos comuns. Quanto maior for o coeficiente de atrito da superfície do produto, maior será o ângulo de inclinação. Por exemplo, a superfície com textura de sol requer um grande ângulo de inclinação.
Espessura da parede
Quando a espessura da parede aumenta, a força do plástico que envolve o núcleo é maior, e o ângulo de inclinação também deve ser maior.
Forma geométrica
Para peças de plástico com formas mais complexas ou mais orifícios de moldagem, é necessário um ângulo de inclinação maior, caso contrário, é necessário instalar mais ejectores, e a disposição dos ejectores tem de ser simétrica e uniforme para evitar que a força de ejeção desigual provoque o empeno e a deformação da peça.
Peças transparentes
O ângulo de inclinação das peças com requisitos ópticos deve ser grande.
Gama específica do ângulo de inclinação
A relação geométrica entre o ângulo de inclinação e a altura da superfície de inclinação é a seguinte: tanθ=X/H;
em que θ é o ângulo de inclinação, H é a altura da superfície de inclinação e X é a espessura reduzida da parede (ou desvio de inclinação).
Em teoria, quanto maior for o ângulo de inclinação, mais fácil será a desmoldagem, especialmente para superfícies de inclinação com maior altura (profundidade) e maior área. Isto deve-se ao facto de a força de aperto desta face no núcleo ou na cavidade ser maior, sendo necessário conceber uma maior inclinação para facilitar a desmoldagem quando a força de ejeção da máquina de moldagem por injeção se mantém inalterada.

Mas, de acordo com a relação geométrica acima, quando H é constante, quanto maior for θ, maior será X.
Relativamente à superfície de apresentação, quanto maior for X, mais a superfície de apresentação muda, chegando mesmo a desviar-se da intenção do ID, e o desvio do tamanho da apresentação será grande. Por conseguinte, se o ID permitir, quanto maior for o esboço da superfície de apresentação, melhor. Se o ID não permitir,
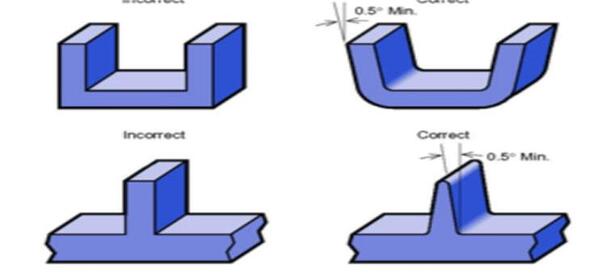
Para superfícies de alto brilho, o ângulo de inclinação ≥1°, para evitar o risco de riscos, tente adotar o maior valor possível;

Para uma superfície texturizada, o ângulo de inclinação deve ser de, pelo menos, 3° (dependendo do tipo e da profundidade da textura, normalmente é necessário 1 a 1,5° de inclinação por cada 0,001 mm de profundidade, mas deve utilizar os dados do ângulo de inclinação fornecidos pela empresa de texturas como guia).
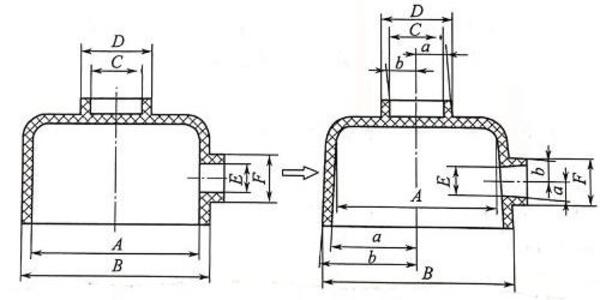
No que diz respeito à superfície do osso, quanto maior for o X, menor será a largura superior C do osso e mais difícil será a moldagem por injeção. Por isso, o osso deve ser concebido para ser o mais curto possível e o ângulo de inclinação pode ser maior. Se você não pode evitá-lo, pelo menos certifique-se de que o valor de X é geralmente ≥0,2, e a largura superior C não é inferior a 0,6;

No que diz respeito à coluna de parafusos, o orifício interior da coluna de parafusos é um tipo de caraterística estrutural com requisitos de precisão dimensional. Para este tipo de caraterística estrutural, a fim de garantir a gama de tolerância, o ângulo de inclinação será muito pequeno ou mesmo nenhum ângulo de inclinação. A estrutura do molde requer aqui uma rugosidade muito pequena ou mesmo polimento, e o pino ejetor tem de ser razoavelmente concebido nas proximidades.
Se tiver um ejetor de manga, não precisa de esboçar o orifício do parafuso. Se tiver um ejetor normal, é necessário esboçar o orifício do parafuso. A altura do orifício do parafuso não deve ser demasiado elevada e o ângulo deve situar-se entre 0,5° e 1,0°. O calado deve ser metade da profundidade de encaixe do parafuso L, porque isto permite um bom encaixe do parafuso. Não aumente a parte superior do orifício e diminua a parte inferior, porque, nesse caso, o parafuso ficará solto na parte superior e apertado na parte inferior, o que provocará uma tensão elevada.

Para outras superfícies internas, o ângulo de inclinação é de 1° como valor médio. O valor específico tem de ser determinado de acordo com a altura e a rugosidade da superfície de estiragem. Ao mesmo tempo, preste atenção à alteração da espessura da cola após o esboço para evitar defeitos de moldagem.
Conclusão
Não vou falar de ângulos de inclinação porque são bonitos. Vou falar sobre ângulos de inclinação porque são importantes. São importantes porque tornam as suas peças mais fáceis de fazer e tornam as suas peças melhores. Se não colocar ângulos de inclinação nas suas peças, vai ter muitas peças que serão rejeitadas.
Também pode causar danos no molde. É melhor estar sempre ciente das melhores práticas de moldagem por injeção. Uma delas é a incorporação de ângulos de inclinação na moldagem por injeção.
Na indústria de moldagem por injeção, somos especialistas em moldagem por injeção e estamos prontos a partilhar os nossos conhecimentos consigo. Os nossos engenheiros têm um conhecimento profundo das melhores práticas de moldagem por injeção e incorporam-nas nos nossos serviços. Os nossos engenheiros podem avaliar completamente o seu projeto e fornecer recomendações. Fornecemos DfM para garantir que obtém os melhores resultados do design da sua peça.
Oferecemos uma vasta gama de serviços de fabrico, incluindo moldagem por injeção. Se não tiver a certeza de que o seu ângulo de inclinação é suficiente para as suas necessidades, podemos ter uma discussão sobre o projeto. Também oferecemos uma inspeção geral das peças para garantir que as suas peças estão prontas para serem moldadas. Todos estes serviços são oferecidos a um preço competitivo.







