 Saltar para o conteúdo
Saltar para o conteúdo 

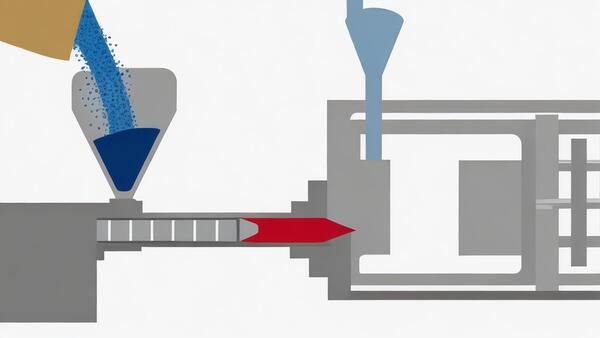
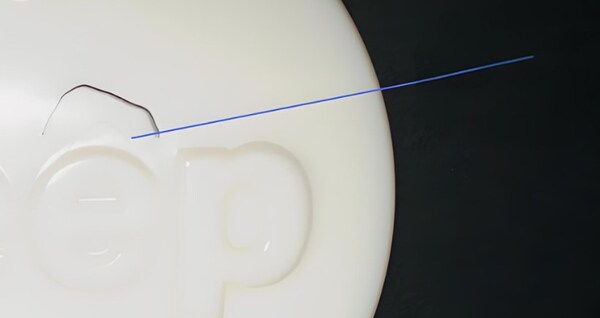
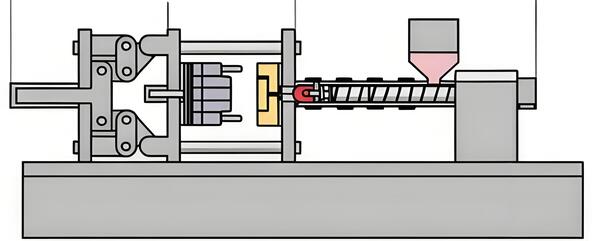
Prefácio: A moldagem por injeção é uma excelente forma de fazer protótipos e peças de plástico bonitas. Mas se não tiver um bom sistema para controlar o seu processo, poderá obter peças moldadas com defeitos como marcas de fluxo.As marcas de fluxo são um defeito de aparência comum dos produtos moldados por injeção. Existem principalmente perto da entrada de cola do produto e espalham-se de forma ondulante até à profundidade do molde.
As marcas de fluxo são um defeito que é difícil de eliminar na produção. Assim, se souber porque é que elas acontecem e quais as condições do processo que as agravam, pode livrar-se delas mais rápida e facilmente quando estiver a tentar fazer com que o seu molde funcione corretamente. Isso vai ajudá-lo a fazer mais peças mais rapidamente. causando linhas de fluxo pelas diferentes velocidades e direcções do fluido em diferentes locais.

Análise das causas das marcas de fluxo
A temperatura do molde é demasiado baixa
A temperatura do molde é muito baixa, o que fará com que a temperatura do material caia muito rapidamente, e a pressão de injeção e a pressão de retenção não serão suficientes para pressionar a pele condensada firmemente contra a superfície do molde, deixando marcas de fluxo do fundido na direção do fluxo.

Problemas no processo de produção
O processo de produção de produtos de PC moldados por injeção tem um grande impacto na aparência e no desempenho do produto. Se a temperatura de injeção for demasiado alta ou demasiado baixa, a velocidade de injeção for demasiado rápida ou demasiado lenta e a pressão de retenção não for a correta, aparecerão marcas de fluxo no produto.
Problemas de seleção de materiais
A seleção do material dos produtos de PC moldados por injeção também tem um grande impacto no seu desempenho e aparência. Se os materiais não corresponderem, se o fluxo do material for deficiente, se o controlo da humidade não for adequado e se houver demasiados aditivos, aparecerão marcas de fluxo no produto.

Processamento de problemas de processo
Durante o processamento, a temperatura do molde, o tempo de injeção, o tempo de espera, etc., afectam o aspeto e o desempenho do produto. Se a temperatura do molde for demasiado baixa ou demasiado alta, o tempo de injeção for demasiado longo ou demasiado curto e o tempo de espera for inadequado, aparecerão marcas de fluxo no produto.
Fluxo de fusão deficiente
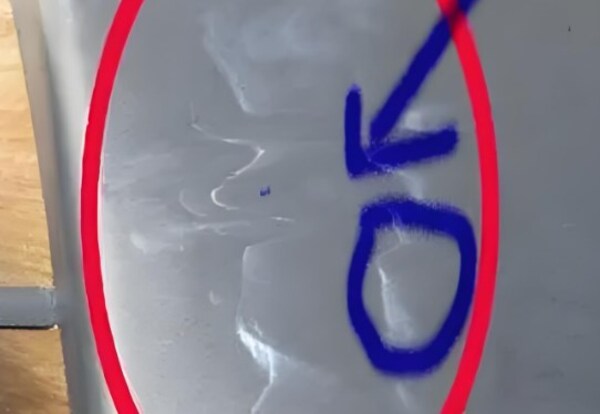
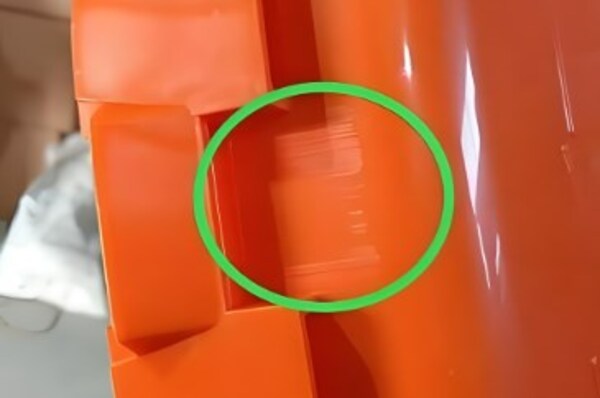
Quando o fluxo da massa fundida é fraco, obtêm-se estas marcas de fluxo em forma de anel na superfície da peça de plástico, mesmo à volta da porta. Quando a fusão é fria e espessa e não flui bem, é injectada na cavidade num estado ondulado e semi-sólido na porta e no canal.
Flui ao longo da superfície da cavidade do molde e é espremido pela próxima dose de fusão que entra, recua e fica preso, e é isso que faz estas marcas de fluxo em forma de anel na superfície da peça de plástico, mesmo à volta da porta.
Para resolver este problema, pode aumentar a temperatura do molde e do bocal, aumentar a taxa de injeção e a velocidade de enchimento, aumentar a pressão de injeção e a pressão de retenção, e aumentar o tempo de retenção. Pode também colocar um aquecedor no portão para aumentar a temperatura local do portão. Também é possível aumentar adequadamente a área da secção transversal da porta e do corredor.
A secção transversal da comporta e do corredor deve ser redonda, se possível, porque é a melhor forma de encher o molde. Mas se a porta tiver de estar numa parte fraca da peça de plástico, então deve usar uma secção transversal quadrada.
Além disso, deve colocar um poço maior de projétil frio na parte inferior do portão e no final do corredor. A temperatura do material tem um grande efeito na fluidez da fusão. Deve-se ter em atenção o tamanho do poço de recolha de frio. É necessário colocar o poço de recolha de frio no final da fusão, na direção em que a fusão flui a partir da porta.
Se a principal razão para as marcas anuais de fluxo de onda em forma de anel for o fraco desempenho da resina, pode selecionar uma resina de baixa viscosidade se as condições o permitirem.

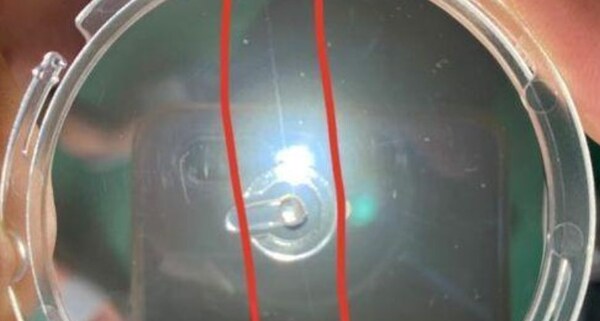
A massa fundida não flui suavemente no corredor
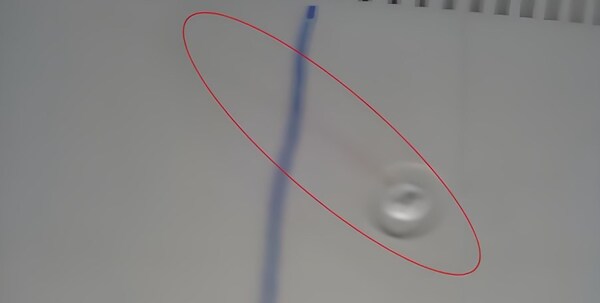
O derretimento não flui suavemente no corredor, resultando em marcas de fluxo de onda espiral na superfície da peça de plástico. Quando a massa fundida flui de uma secção transversal estreita do corredor para uma cavidade com uma secção transversal maior ou o corredor do molde é estreito e o acabamento é muito pobre, o fluxo é fácil de formar turbulência, resultando em marcas de fluxo de onda em espiral na superfície da peça de plástico.
Neste caso, pode abrandar a velocidade de injeção ou controlar a velocidade de injeção para ser lenta, rápida e lenta. A porta do molde deve ser colocada numa peça de parede espessa ou diretamente no lado da parede. A forma do portão deve ser do tipo pega, tipo ventilador ou tipo diafragma. A área da secção transversal do canal e da comporta também pode ser aumentada de forma adequada para reduzir a resistência ao fluxo do material de fluxo.
Além disso, deve controlar o fluxo de água de arrefecimento no molde para manter o molde a uma temperatura mais elevada. Se aumentar as temperaturas do cilindro e do bocal dentro da gama de temperaturas de funcionamento do processo, isso ajudará a melhorar o desempenho do fluxo da massa fundida.
Gases voláteis causam marcas de fluxo de ondas semelhantes a nuvens
Quando se utiliza ABS ou outras matérias-primas de resina de copolímero, se a temperatura de processamento for elevada, a resina e o lubrificante geram gases voláteis, que causam marcas de fluxo de ondas semelhantes a nuvens na superfície das peças de plástico.

Para isso, deve reduzir corretamente a temperatura do molde e do tambor, melhorar as condições de exaustão do molde, reduzir a temperatura do material e a taxa de enchimento, expandir corretamente a secção do portão e alterar o tipo ou a quantidade do lubrificante.
Solução para marcas de fluxo
Plástico
Reduzir a quantidade de material
Demasiado material também pode causar um problema de marca. Se a marca for causada por demasiado material, pode reduzir a alimentação da máquina de moldagem por injeção, mas tenha cuidado para não a reduzir demasiado e afetar a qualidade do produto.

Melhorar a fluidez do plástico
É necessário preencher a cavidade com um plástico que flua facilmente. Se o plástico derretido não fluir bem, a fusão abrandará e quanto mais devagar for, mais frio fica. A pressão de injeção e a pressão de retenção não são suficientes para empurrar a pele condensada contra a superfície do molde.
Assim, obtêm-se marcas de retração na direção do fluxo. Os fornecedores de materiais podem dar-lhe conselhos com base no seu projeto: utilize o plástico mais fluido que não se solte.
Se quiser fazer uma peça de plástico comprida e fina, precisa de um plástico que flua bem. Se não tiver um plástico que flua bem, pode adicionar um pouco de algo para o fazer fluir melhor. Normalmente, adiciona-se menos de 1% deste material. Se a peça for muito longa e fina, pode ser necessário adicionar mais.
Utilização incorrecta de lubrificantes de moldagem
Normalmente, o teor de lubrificante é inferior a 1%. Quando o comprimento do fluxo é relativamente longo em comparação com a espessura da parede, o teor de lubrificante deve ser aumentado para garantir que a camada de condensação adira à superfície do molde até que o produto seja formado e não sejam geradas marcas de fluxo. O aumento do teor de lubrificante deve ser aprovado pelo fornecedor do material.
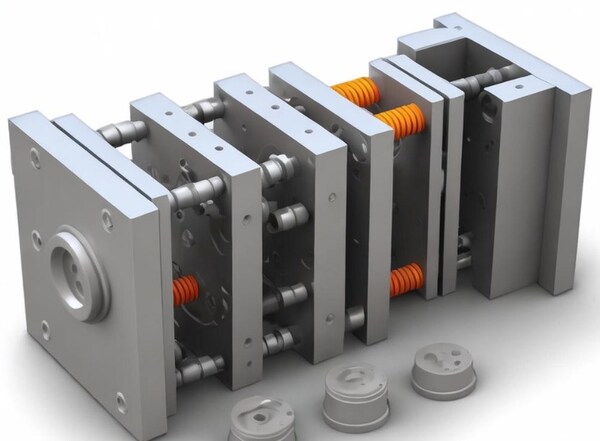
Molde
Aumento da temperatura do molde
Se a temperatura do molde for demasiado baixa, a temperatura do material cairá demasiado depressa e a pressão de injeção e a pressão de retenção não serão suficientes para pressionar a superfície condensada firmemente contra a superfície do molde, deixando marcas de retração da massa fundida na direção do fluxo.
Aumentar a temperatura do molde, manter a temperatura do material elevada, e a pressão de injeção e a pressão de retenção pressionarão a camada de condensação firmemente contra a superfície do molde até que o produto seja formado e as marcas de fluxo não sejam produzidas.
Defina a temperatura do molde de acordo com o valor recomendado pelo fabricante do material. Cada ajuste pode ser aumentado ou diminuído em 6 ℃. Após 10 disparos, se a moldagem for estável, decida se deve fazer mais ajustes com base nos resultados.
Melhorar o corredor
O corredor, os corredores ou a comporta são demasiado pequenos. O canal, os canais ou o portão são demasiado pequenos e a resistência ao fluxo aumenta. Se a pressão de injeção não for suficiente, a frente de fusão irá mover-se cada vez mais lentamente e o plástico irá ficar cada vez mais frio. A pressão de injeção e a pressão de retenção não são suficientes para pressionar a pele condensada firmemente contra a superfície do molde, pelo que são deixadas marcas de retração na direção do fluxo de fusão.
Melhorar o escape
Se o escape não for suficiente ou o escape não for bom, isso afetará o enchimento do fundido. A frente de onda da massa fundida não consegue pressionar a pele condensada firmemente contra a superfície do molde, deixando marcas de retração na direção do fluxo da massa fundida. Considere a exaustão no final de cada corredor para evitar que o gás entre na cavidade. A exaustão da cavidade não deve ser ignorada, e é melhor usar exaustão de círculo completo.
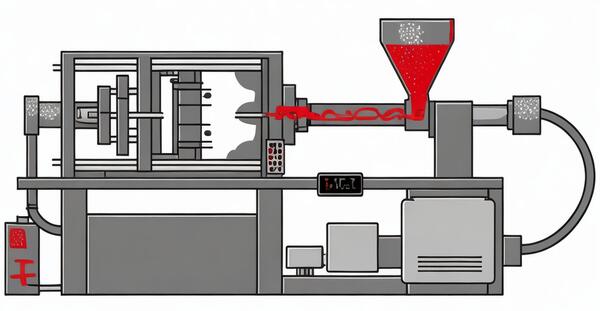
Máquina de moldagem por injeção
Ajustar a velocidade de injeção
Se a velocidade de injeção for demasiado rápida, a massa fundida não será capaz de remover o ar durante o fluxo da superfície do molde, resultando em marcas de fluxo. A velocidade de injeção deve ser ajustada para aumentar a velocidade de injeção adequadamente de acordo com a situação específica para aliviar o problema da marca de fluxo.
Ajustar a pressão de injeção
Outra razão para as marcas de fluxo é a pressão de injeção insuficiente da máquina. Assim, é necessário aumentar a pressão de injeção para fazer com que o plástico flua melhor para o molde e reduzir as marcas de fluxo.
Aumentar a pressão de injeção e a pressão de manutenção
Se a pressão de injeção e a pressão de retenção não forem suficientes, a pele condensada não será pressionada firmemente contra a superfície do molde, e aparecerão marcas de encolhimento na direção do fluxo da fusão. Aumentar a pressão de injeção e a pressão de retenção para que a camada condensada possa ser pressionada firmemente contra a superfície do molde até que o produto esteja finalizado, e as marcas de fluxo não aparecerão.
Melhorar o tempo de permanência
O plástico permanece no cilindro durante um período de tempo demasiado curto e a temperatura de fusão é baixa. Mesmo que a cavidade esteja mal preenchida, o plástico não pode ser compactado durante a pressão de retenção, deixando marcas de retração na direção do fluxo da massa fundida. A relação entre o material de injeção e o material do cilindro deve situar-se entre 1/1,5 e 1/4.
Prolongar o tempo de ciclo
Quando o tempo de ciclo é demasiado curto, o plástico não é aquecido no tubo de material a tempo e a temperatura de fusão é baixa. Mesmo que a cavidade esteja mal preenchida, o plástico não pode ser compactado durante a pressão de retenção, deixando marcas de encolhimento na direção do fluxo da fusão.
O tempo de ciclo deve ser prolongado até que o plástico esteja totalmente fundido e a temperatura de fusão seja suficientemente elevada para evitar marcas de retração na direção do fluxo.
Aumentar a definição da temperatura do barril
Quando a temperatura do cilindro é demasiado baixa, a temperatura de fusão é baixa e a pressão de injeção e a pressão de retenção não são suficientes para pressionar a superfície condensada firmemente na superfície do molde, deixando marcas de encolhimento na direção do fluxo da fusão.
Aumente o calor, a pressão de injeção e a pressão de retenção para apertar a pele contra a superfície do molde até que a peça assente e não veja quaisquer marcas de fluxo. Pode obter a definição da temperatura do material junto do fornecedor do material.
O tambor está dividido em quatro zonas: traseira, central, frontal e bocal. A definição da temperatura do material da traseira para a frente deve ser aumentada gradualmente, e cada zona deve ser aumentada em 6°C. Se necessário, por vezes o valor de definição da temperatura do material da zona do bocal e/ou da zona frontal é o mesmo que o da zona central.

Aumentar a definição da temperatura do bico
O plástico absorve o calor libertado pela correia de aquecimento e o calor de fricção gerado pelo movimento relativo das moléculas de plástico causado pela rotação do parafuso no tambor, e a temperatura aumenta gradualmente.
A última zona de aquecimento no cilindro é o bocal. A massa fundida deve atingir aqui a temperatura ideal do material, mas deve ser aquecida moderadamente para se manter no melhor estado.
Se a temperatura do bocal não for suficientemente elevada, o bocal e o molde tocarão e retirarão demasiado calor, a temperatura do material baixará e a pressão de injeção e a pressão de retenção não serão suficientes para pressionar a pele condensada firmemente contra a superfície do molde, deixando marcas de retração na direção do fluxo da fusão. Aumentar a temperatura do bocal.
Normalmente, a temperatura da zona do bocal é definida 6 graus Celsius mais alta do que a temperatura da zona frontal.
Conclusão
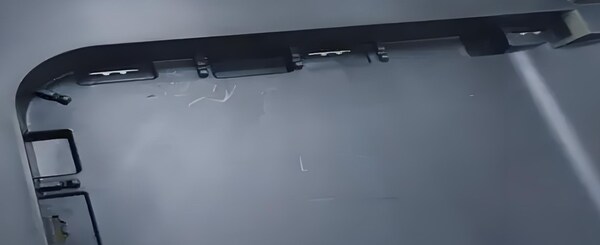
Um dos defeitos de aparência mais comuns dos produtos moldados por injeção durante a produção são as marcas de fluxo, especialmente perto da porta do produto. As principais razões para a formação de marcas de fluxo são a baixa temperatura do molde, parâmetros inadequados do processo de moldagem por injeção, seleção inadequada do material e fraca fluidez da massa fundida.

Para evitar e ajustar eficazmente o problema da marca de fluxo, os fabricantes podem adotar uma série de medidas. Em primeiro lugar, ajustar a temperatura do molde e a temperatura do bocal para assegurar que o material fundido pode fluir uniformemente e encher o molde durante o processo de enchimento.
Em segundo lugar, otimizar a velocidade de injeção e o controlo da pressão para garantir o enchimento e a compactação do plástico.
Além disso, a seleção e o controlo razoáveis de vários parâmetros no processo de processamento, como o tempo de retenção e o design do canal de fluxo, também podem melhorar significativamente a qualidade da superfície do produto. Ao fazer estes ajustes, o problema da marca de fluxo pode ser efetivamente reduzido ou mesmo eliminado, e a eficiência da produção e a qualidade dos produtos moldados por injeção podem ser melhoradas.






