 Saltar para o conteúdo
Saltar para o conteúdo 
Fábrica de moldagem por injeção de PE personalizada
Explore o nosso fabrico personalizado de moldagem por injeção de PE com guias aprofundados e soluções especializadas. Optimize o seu design e aumente a eficiência hoje mesmo!

Recursos para O guia completo da moldagem por injeção de PE
O que é o polietileno (PE)?
O polietileno (PE) é um dos polímeros termoplásticos mais utilizados no mundo. É produzido a partir da polimerização de monómeros de etileno (com a unidade de repetição -CH₂-CH₂-, frequentemente escrita como (C₂H₄)ₙ) e pertence à família das poliolefinas. O PE é conhecido pela sua versatilidade, durabilidade e relação custo-benefício, o que o tornou indispensável em muitas indústrias - desde embalagens a aplicações automotivas e médicas.
A mistura de baixo custo, resistência química, flexibilidade e durabilidade do polietileno estabeleceu-o como um material fundamental no fabrico moderno e nos produtos de consumo. Quer seja utilizado para criar películas de embalagem flexíveis ou tubos industriais robustos, a capacidade de adaptar as suas propriedades através de variações na estrutura molecular e nos métodos de processamento garante que o PE continua a satisfazer exigências tecnológicas e ambientais diversas e em evolução.
Quais são os diferentes tipos de materiais PE?
Os materiais de polietileno (PE) são categorizados com base na sua densidade, estrutura molecular e métodos de produção. Aqui está uma visão geral estruturada dos diferentes tipos:
1. LDPE (Polietileno de Baixa Densidade):
Caraterísticas: Alta ramificação, flexível e transparente.
Aplicações: Sacos de plástico, películas de embalagem, garrafas de espremer.
2. PEBDL (Polietileno Linear de Baixa Densidade):
Caraterísticas: Estrutura linear com ramos curtos, maior resistência.
Aplicações: Películas extensíveis, películas agrícolas, revestimentos industriais.
3. PEAD (Polietileno de Alta Densidade):
Caraterísticas: Ramificação mínima, rígida, resistente a produtos químicos.
Aplicações: Garrafas, contentores, tubos, brinquedos.
4. MDPE (Polietileno de Média Densidade):
Caraterísticas: Densidade moderada, resistência e flexibilidade equilibradas.
Aplicações: Tubos de gás, películas retrácteis, sacos de transporte.
5. HMWPE (polietileno de elevado peso molecular):
Caraterísticas: Elevada força e resistência ao desgaste.
Aplicações: Equipamentos industriais, grandes contentores.
6. UHMWPE (PE de peso molecular ultra-elevado):
Caraterísticas: Cadeias moleculares longas, elevada tenacidade.
Aplicações: Implantes médicos, correias transportadoras.
7. XLPE/PEX (polietileno reticulado):
Caraterísticas: Cadeias reticuladas, resistência ao calor e aos produtos químicos.
Aplicações: Sistemas de canalização, aquecimento radiante, isolamento.
8. VLDPE (polietileno de muito baixa densidade):
Caraterísticas: Altamente flexível com baixa cristalinidade.
Aplicações: Embalagem de produtos alimentares, película extensível, tubos macios.
9. mPE (Polietileno Metaloceno):
Caraterísticas: Produzido com catalisadores de metaloceno, com clareza e resistência superiores.
Aplicações: Películas finas, embalagens de alimentos, revestimentos especiais.
10. rPE (polietileno reciclado):
Caraterísticas: Derivado de resíduos pós-consumo/pós-industriais.
Aplicações: Produtos sustentáveis, materiais de construção, embalagens.
Notas adicionais:
PEAD bimodal: Um subtipo com distribuição de peso molecular optimizada para propriedades melhoradas.
Misturas/Modificações: O PE pode ser misturado com aditivos (por exemplo, estabilizadores de UV) para utilizações específicas.
Cada tipo serve aplicações industriais e de consumo distintas com base nas suas propriedades estruturais e caraterísticas de desempenho.

Quais são as caraterísticas da educação física?
O PE (polietileno) é um termoplástico amplamente utilizado, conhecido pela sua flexibilidade, baixa densidade e excelente resistência química. É normalmente utilizado em embalagens, contentores e tubagens. As principais caraterísticas incluem boa resistência ao impacto, baixa absorção de humidade e facilidade de processamento.
1. Propriedades físicas:
① Leve: Baixa densidade, tornando-o fácil de manusear.
② Flexibilidade vs. Rigidez: O LDPE é flexível; o HDPE é rígido.
③ Textura da superfície: Sensação de cera, especialmente em LDPE.
④ Aspeto: Translúcido na forma natural, facilmente colorido.
2. Resistência química:
① Inércia: Resistente à maioria dos ácidos, bases e solventes.
② Resistência à humidade: Impermeável à água, ideal para embalagens.
③ Natureza não polar: Desafios na adesão sem tratamento de superfície.
3. Propriedades térmicas:
① Ponto de fusão baixo: ~120°C (248°F), limitando a utilização a altas temperaturas.
② Comportamento termoplástico: Pode ser refundido e remodelado.
4. Propriedades eléctricas:
Excelente isolante: Utilizado em revestimentos de cabos e componentes eléctricos.
5. Propriedades mecânicas:
① HDPE: Alta resistência à tração, utilizado em tubos e contentores.
② LDPE: Alta ductilidade, adequado para filmes e sacos.
③ UHMWPE: Resistência excecional ao impacto, utilizada em implantes médicos e equipamento à prova de bala.
6. Impacto ambiental:
① Não biodegradável: Persiste nos ecossistemas, contribuindo para a poluição.
② Reciclabilidade: Reciclado sob os códigos de resina #2 (HDPE) e #4 (LDPE), embora as taxas variem.
7. Métodos de processamento:
① Extrusão: Comum para películas (LDPE) e tubos (HDPE).
② Moldagem por sopro: Utilizado para garrafas (PEAD).
③ Moldagem por injeção: Para produtos rígidos como contentores.
8. Considerações adicionais:
① Sensibilidade aos raios UV: Degrada-se sob a luz solar sem estabilizadores.
② Inflamabilidade: Arde rapidamente, emitindo fumos tóxicos.
③ Biocompatibilidade: O UHMWPE é clinicamente aprovado para implantes.

Quais são as propriedades do PE?
O PE (polietileno) é um termoplástico versátil com várias propriedades excelentes. Tem uma baixa densidade (0,91-0,96 g/cm³), o que o torna leve e fácil de manusear. O PE oferece uma excelente resistência ao impacto, especialmente a baixas temperaturas, o que o torna resistente a fissuras e rupturas. Também apresenta uma forte resistência química, com a capacidade de suportar a exposição a vários ácidos, bases e solventes. O seu ponto de fusão varia entre 120-180°C, o que o torna adequado para diferentes métodos de processamento. O PE tem uma absorção de água muito baixa, garantindo um desempenho estável mesmo em ambientes húmidos. Além disso, o PE é um bom isolante elétrico e oferece uma excelente capacidade de processamento, o que o torna amplamente utilizado em aplicações como embalagens, tubagens, bens de consumo e cabos.
Tabela de propriedades do material PE:
| Parâmetro de propriedade | PEAD | PEBD | PEBDL |
|---|---|---|---|
| Densidade (g/cm³) | 0.94-0.965 | 0.910-0.925 | 0.915-0.940 |
| Ponto de fusão (℃) | 126-136 | 105-115 | 120-125 |
| Contração do molde (%) | 1.5-3.6 | 1.5-5 | 1.5-2.5 |
| Resistência à tração (MPa) | 20-30 | 10-20 | 15-25 |
| Resistência química | Resistente a ácidos, álcalis e solventes orgânicos (exceto ácidos oxidantes) | Resistente a ácidos e álcalis, mas suscetível à corrosão por hidrocarbonetos | Resistente a ácidos, álcalis e solventes orgânicos |
| Isolamento elétrico | Excelente, adequado para revestimento de cabos | Bom, adequado para isolamento de película fina | Bom |
Processo de moldagem por injeção de PEAD:
| Parâmetro | Alcance/Requisito | Notas |
|---|---|---|
| Temperatura/Tempo de secagem | 65-75℃ / 0,5 horas (pode não ser seco) | Baixa absorção de humidade, pode ser armazenado sem secar |
| Temperatura de fusão (℃) | 180-220 | Temperatura do cano dividida em três zonas: traseira 140-160, média 180-220, dianteira 170-200 |
| Temperatura do molde (℃) | 40-70 | A temperatura elevada do molde pode reduzir o stress interno e melhorar o brilho da superfície |
| Pressão de injeção (MPa) | 80-130 | Equivalente a 800-1300 kg/cm² |
| Pressão de retorno (MPa) | 7-18 | Aumentar a contrapressão de forma adequada para reduzir as bolhas de ar |
| Velocidade do parafuso (rpm) | 60-100 | Parafuso padrão, bocal de passagem direta |
| Força de aperto (ton/in²) | 2 | Ajustar em função da espessura do produto |
| Taxa de utilização do Regrind (%) | 20-40 | Limpar o material triturado para evitar a contaminação |
Processo de moldagem por injeção de LDPE:
| Parâmetro | Alcance/Requisito | Notas |
|---|---|---|
| Temperatura de fusão (℃) | 140-170 | A temperatura elevada pode provocar a decomposição, pelo que deve ser rigorosamente controlada |
| Pressão de injeção (MPa) | 50-70 | Material de baixa viscosidade, a exigência de pressão é baixa |
| Temperatura do molde (℃) | 40-60 | A baixa temperatura do molde pode encurtar o tempo de arrefecimento |
| Velocidade de injeção | Baixa a média | A velocidade elevada pode provocar defeitos na superfície do produto |
Processo de moldagem por injeção LLDPE:
| Parâmetro | Alcance/Requisito | Notas |
|---|---|---|
| Temperatura de fusão (℃) | 180-210 | Necessidade de aquecer uniformemente para evitar o sobreaquecimento local |
| Temperatura do molde (℃) | 40-70 | Semelhante ao PEAD |
| Pressão de injeção (MPa) | 70-100 | Tem de ser superior ao LDPE para melhorar a fluidez |
Os materiais PE podem ser moldados por injeção?
Sim, os materiais de polietileno (PE) podem ser moldados por injeção com sucesso e são amplamente utilizados neste processo de fabrico. Aqui estão as principais considerações e detalhes:
1. Tipos de materiais:
① HDPE (Polietileno de Alta Densidade): Conhecido por sua alta resistência, rigidez e um ponto de fusão mais alto (~130-145°C). Normalmente utilizado para contentores, peças de automóveis e artigos domésticos.
② LDPE (Polietileno de Baixa Densidade): Mais flexível, com um ponto de fusão mais baixo (~105-115°C). Usado para garrafas squeeze, tampas e brinquedos.
2. Natureza termoplástica:
O PE é um termoplástico, o que significa que pode ser fundido repetidamente, tornando-o ideal para a moldagem por injeção.
3. Parâmetros de processamento:
① Temperatura: Ajustada com base no tipo de PE (mais elevada para HDPE, mais baixa para LDPE).
② Pressão e velocidade: Optimizadas para assegurar o enchimento adequado do molde e evitar defeitos (por exemplo, disparos curtos).
③ Tempo de arrefecimento: Crítico devido à elevada taxa de encolhimento do PE; um arrefecimento mais longo pode reduzir a deformação.
4. Gestão da retração:
① O PE encolhe normalmente 1,5-4% durante o arrefecimento. Os projectos de moldes têm em conta este facto com tolerâncias precisas, canais de arrefecimento e colocação de portas.
② Os aditivos (por exemplo, cargas) podem reduzir o encolhimento e melhorar a estabilidade dimensional.
5. Caraterísticas do fluxo:
O LDPE flui mais facilmente do que o HDPE devido à sua menor viscosidade. Ajustes na velocidade/pressão de injeção garantem o enchimento completo do molde.
6. Aplicações:
Os produtos mais comuns incluem baldes, brinquedos, contentores, componentes para automóveis e embalagens.
7. Reciclabilidade:
Os resíduos de PE podem ser reciclados, embora o processamento repetido possa degradar as propriedades. O material virgem é frequentemente misturado com PE reciclado.
8. Limitações:
① Não é adequado para aplicações a altas temperaturas (o PE tem uma resistência ao calor inferior à de materiais como o ABS).
② As secções espessas podem exacerbar o encolhimento; as modificações de design ajudam a atenuar este problema.
Em conclusão, o PE é um material versátil para moldagem por injeção, desde que os parâmetros do processo, a conceção do molde e a seleção do material sejam cuidadosamente adaptados às suas propriedades.
Quais são as principais considerações para a moldagem por injeção de PE?
Ao considerar a moldagem por injeção de polietileno (PE), devem ser abordados vários factores-chave para garantir a qualidade ideal das peças e a eficiência do processo. Aqui está uma visão geral estruturada:
1. Seleção do material:
① Tipo de PE: Escolha entre HDPE (alta densidade) e LDPE (baixa densidade) com base nas propriedades mecânicas necessárias (por exemplo, rigidez vs. flexibilidade).
② Aditivos: Considere os estabilizadores de UV, os corantes ou os enchimentos que possam afetar os parâmetros de processamento.
③ Conteúdo reciclado: Avaliar a utilização de PE reciclado em termos de sustentabilidade, registando os potenciais impactos na consistência do material.
2. Parâmetros de processamento:
① Temperatura:
Temperatura de fusão: HDPE tipicamente 200-300°C; LDPE 160-260°C.
Temperatura do molde: 20-60°C para controlar o arrefecimento e a cristalização.
② Pressão: Otimizar a pressão de injeção (normalmente 70-140 MPa) para equilibrar o fluxo e evitar defeitos (por exemplo, flash, disparos curtos).
③ Tempo de arrefecimento: Ajuste com base na espessura da peça para minimizar o empeno e o tempo de ciclo.
④ Força de aperto: Assegurar uma força suficiente para manter o molde fechado durante a injeção, influenciada pelo tamanho da peça e pelo fluxo de material.


3. Conceção do molde:
① Conceção de portas: Posicionar as comportas para assegurar um enchimento uniforme (por exemplo, comportas de borda ou em leque para PE).
② Ventilação: Incorporar aberturas de ventilação para evitar a acumulação de ar e marcas de queimadura.
③ Ângulos de projeto: Utilizar ângulos de 1-2° para facilitar a ejeção e reduzir os danos na superfície.
④ Compensação de retração: Ter em conta as taxas de contração (HDPE: 1,5-4%; LDPE: 1-3%) nas dimensões do molde.
⑤ Canais de arrefecimento: Concebido para um arrefecimento uniforme para minimizar a deformação.
4. Conceção de peças:
① Espessura da parede: Manter a uniformidade (2-4 mm para o PEAD; até 5 mm para o PEBD) para evitar marcas de afundamento.
② Costelas e chefes: Conceber com uma espessura ≤60% das paredes adjacentes para evitar marcas de afundamento.
③ Raios: Utilize filetes (≥0,5 mm) para reduzir as concentrações de tensão.
5. Pós-processamento:
① Aparar: Remover os flashes ou portões com cuidado para evitar danificar a peça.
② Recozimento: Opcional para alívio de tensões em peças de alta precisão.
③ Operações secundárias: Considerar a compatibilidade com a soldadura, impressão ou colagem.
6. Controlo de qualidade:
① Controlos dimensionais: Verificar a compensação da retração e as tolerâncias.
② Ensaios mecânicos: Avaliar a resistência à tração, a resistência ao impacto e o alongamento.
③ Inspeção de defeitos: Verificar se existem vazios, deformações ou defeitos de superfície.
7. Custo e eficiência:
① Otimização do tempo de ciclo: Equilibrar o tempo de arrefecimento e a qualidade das peças.
② Redução de resíduos materiais: Reciclar os sprues/runners, se possível.
8. Considerações ambientais:
① Eficiência energética: Otimizar os sistemas de aquecimento/arrefecimento para reduzir o consumo.
② Reciclabilidade: Conceção tendo em vista a possibilidade de reciclagem em fim de vida.
9. Factores adicionais:
① Humidade: O PE não é geralmente higroscópico, mas pode ser necessária uma pré-secagem (2-4 horas a 60-80°C) para certos tipos.
② Comportamento de fluxo: Os graus de índice de fluxo de fusão (MFI) mais elevados enchem os moldes mais facilmente, mas podem exigir pressões de injeção mais baixas.


Recursos para O Guia Completo do Fabrico de Moldes de Injeção de PE
Orientações de conceção para a moldagem por injeção de PE
O polietileno (PE), um dos termoplásticos mais utilizados, tem de ser optimizado com base nas suas propriedades materiais e nas diretrizes gerais de conceção na moldagem por injeção. Apresentamos de seguida os principais pontos de conceção e sugestões de implementação:
1. Princípios de projeto da espessura da parede:
① Espessura uniforme da parede Preferencialmente:
O PE tem uma taxa de contração elevada (HDPE cerca de 1,5%-4%, LDPE cerca de 1%-2,5%) e uma espessura de parede irregular pode causar marcas de afundamento, deformação e outros problemas. As recomendações incluem:
Gama de espessuras de parede: 1,5-4mm (as peças de paredes finas podem ir até 0,5mm, exigindo PE de alto fluxo).
A espessura das nervuras de reforço não deve exceder 50%-60% da espessura da parede principal, e os raios devem ser aplicados na base para reduzir a concentração de tensões.
② Conceção da transição gradual:
Utilize transições cónicas na junção entre áreas grossas e finas para evitar mudanças bruscas que possam induzir tensões internas.

2. Otimização de detalhes estruturais:
① Raio de filete e ângulo de inclinação:
Raio de filete: O raio do canto interior deve ser, no mínimo, 1 vez a espessura da parede e o raio do canto exterior deve ser, no mínimo, 0,5 vezes a espessura da parede para melhorar o fluxo de fusão e reduzir o stress.
Ângulo de inclinação: Recomenda-se um ângulo de inclinação de 1°-2° (podem ser necessários ângulos mais elevados para superfícies de alto brilho) para garantir uma ejeção suave do molde.
② Reforço de nervuras e estruturas de suporte:
As nervuras de reforço podem substituir os modelos de paredes mais espessas para melhorar a rigidez e reduzir a utilização de material e o tempo de arrefecimento. A altura das nervuras não deve exceder 3 vezes a espessura da parede.
3. Parâmetros-chave do projeto do molde:
① Conceção do sistema de injeção:
Tipo de porta: As portas pontuais são adequadas para peças de paredes finas, enquanto as portas laterais ou as portas em leque são utilizadas para peças de paredes espessas.
Tamanho do canal: O diâmetro do corredor principal deve ser 0,5-1mm maior do que o bocal da máquina de moldagem por injeção. O diâmetro do corredor de ramificação deve ser de 4-8mm (ajustar com base no tamanho da peça).
② Otimização do sistema de arrefecimento:
O PE tem uma elevada cristalinidade e a taxa de arrefecimento afecta diretamente o encolhimento e a estabilidade dimensional. As recomendações incluem:
Temperatura do molde: 40-80°C (mais alta para HDPE, mais baixa para LDPE).
Utilize canais de arrefecimento conformes para garantir uma dissipação de calor uniforme e reduzir a deformação.
③ Compensação da ventilação e da contração:
A profundidade do respiradouro deve ser ≤0,03 mm para evitar o clarão.
As dimensões da cavidade do molde devem ser aumentadas para compensar o encolhimento do PE (a compensação do encolhimento do HDPE é de cerca de 2%-3.5%, LDPE cerca de 1%-2%).
4. Controlo dos parâmetros do processo:
① Definições de temperatura:
● Temperatura do barril: 180-280°C (LDPE: 180-240°C, HDPE: 200-280°C).
A temperatura do bico deve ser ligeiramente inferior à temperatura da extremidade do cilindro para evitar pingos.
② Pressão e tempo de ciclo:
Pressão de injeção: 50-100 MPa (são necessárias pressões mais elevadas para peças de paredes finas ou complexas).
O tempo de retenção e o tempo de arrefecimento devem ser prolongados para reduzir o encolhimento pós-moldagem (o tempo de arrefecimento para o HDPE é 20%-30% mais longo do que para o LDPE).
5. Seleção de materiais e pré-tratamento:
① Correspondência de fluidez:
Escolha um índice de fluxo de fusão (MFI) com base na complexidade da peça. Um MFI elevado (>20g/10min) é adequado para peças de paredes finas.
② Requisitos de secagem:
O PE tem uma baixa absorção de humidade e, normalmente, não necessita de pré-secagem. No entanto, se for armazenado num ambiente húmido, pode ser seco a 80°C durante 1-2 horas.


Como realizar a moldagem por injeção de PE: Um guia passo a passo
A moldagem por injeção de PE envolve a seleção do material certo, o controlo da temperatura e da pressão e a garantia de tempos de ciclo adequados para obter peças de alta qualidade. Uma moldagem eficiente reduz o desperdício, diminui os custos e melhora a consistência das peças em todos os ciclos de produção.
1. Pré-processamento de materiais:
① Caraterísticas do material:
O PE (polietileno) é um polímero cristalino com uma absorção de humidade muito baixa (<0,01%) e não necessita de tratamento de secagem.
Taxa de encolhimento do LDPE (polietileno de baixa densidade): 1,5% 5,0%.
● Taxa de contração do HDPE (polietileno de alta densidade): 25% 60%.
② Seleção de materiais:
Selecione LDPE (para elevada flexibilidade) ou HDPE (para elevada resistência) com base na aplicação do produto.
Note-se que o LDPE tem uma viscosidade de fusão baixa e uma boa fluidez, o que o torna adequado para produtos de paredes finas e de fluxo longo.
2. Preparação do equipamento e do molde:
① Definições dos parâmetros da máquina de moldagem por injeção:
| Parâmetro | Gama LDPE | Gama HDPE | Notas |
|---|---|---|---|
| Temperatura do barril | 140-200°C | 140-220°C | Utilizar valores baixos para a parte de trás e valores altos para a parte da frente do cano |
| Pressão de injeção | 50-80 MPa | 60-100 MPa | Para peças de paredes finas, aumentar adequadamente a pressão |
| Velocidade de injeção | Médio-Alto | Médio-Baixo | Evitar o sobreaquecimento e a oxidação da massa fundida |
② Pontos-chave do projeto do molde:
Sistema de injeção: Preferir portões laterais ou portões pontuais, evitar portões diretos para evitar o encolhimento irregular.
Sistema de arrefecimento: O design deve ser uniforme para controlar o encolhimento (temperatura do molde LDPE 30-45°C, temperatura do molde HDPE 40-65°C).
● Ângulo de inclinação: Recomenda-se que seja ≥1° para evitar riscos no produto durante a ejeção.
3. Etapas do processo de moldagem:

① Plastificação por fusão:
Velocidade do parafuso: Ajustar de acordo com a fluidez da fusão (HDPE requer velocidades mais baixas).
Monitorização da temperatura de fusão: Evitar exceder os 300°C (temperatura de decomposição do PE).
② Injeção e pressão de retenção:
● Fase de injeção: Preencher rapidamente a cavidade do molde, minimizando o arrefecimento na frente de fusão.
Fase de pressão de retenção: A pressão deve ser 80%-90% da pressão de injeção, com o tempo ajustado de acordo com a espessura da parede (tipicamente 2-5 segundos/mm).
③ Arrefecimento e ejeção:
Tempo de arrefecimento: corresponde a 70%-80% do ciclo e deve ser suficiente para reduzir a deformação.
Método de ejeção: Utilizar pinos de ejeção ou ejeção pneumática, evitar a ejeção forçada para evitar a concentração de tensões.
4. Problemas e soluções comuns:
| Tipo de problema | Análise de causas | Solução |
|---|---|---|
| Encolhimento irregular | Controlo inadequado da temperatura do molde | Otimizar a disposição do circuito de água de arrefecimento |
| Deformação | Mau posicionamento do portão | Utilizar portões de vários pontos ou ajustar o tamanho dos portões |
| Marcas de afundamento de superfície | Pressão de retenção insuficiente ou duração demasiado curta | Aumentar a pressão e o tempo de manutenção |
5. Pós-processamento e inspeção da qualidade:
① Recozimento (opcional):
Temperatura: 60-80°C (LDPE), 80-100°C (HDPE).
Tempo: 2-4 horas para eliminar o stress interno.
② Itens de inspeção:
● Exatidão dimensional (tolerância de referência: ±0,2-0,5 mm).
Brilho da superfície (controlado através de ajustes da temperatura do molde).

Quais são as vantagens da moldagem por injeção de PE?
O polietileno (PE), como termoplástico amplamente utilizado, apresenta várias vantagens significativas na moldagem por injeção. Segue-se uma análise pormenorizada das suas principais vantagens:
1. Pré-processamento simples do material:
① Não é necessário secar: O PE tem uma absorção de humidade extremamente baixa (<0.01%), making it suitable for direct injection molding without the need for drying, saving preparation time and energy consumption.
② Redução dos custos de produção: O pré-processamento simplificado ajuda a encurtar o ciclo de produção e a melhorar a eficiência geral.
2. Excelente fluidez e desempenho de moldagem:
① Alta fluidez: O PE fundido tem excelentes caraterísticas de fluxo, permitindo que ele preencha estruturas de molde complexas sob pressão de injeção mais baixa, especialmente adequado para a produção de produtos de paredes finas e peças de fluxo longo.
② Forte adaptabilidade: O PE é sensível à pressão e, ao ajustar a pressão de injeção, a velocidade e a qualidade do enchimento podem ser controladas de forma flexível, reduzindo o risco de defeitos.
3. Alta estabilidade do processo:
① Ampla gama de temperaturas de moldagem: O PE tem uma grande janela de temperatura de processamento (por exemplo, temperatura do barril de LDPE 140-200 ° C, HDPE em torno de 220 ° C), tornando-o menos sensível às flutuações de temperatura e proporcionando alta tolerância ao processo.
② Excelente estabilidade térmica: O PE não se decompõe facilmente abaixo de 300°C, reduzindo o desperdício de material causado pela degradação térmica durante a produção.
4. Poupança de energia e produção de alta eficiência:
① Baixo consumo de energia: Devido à sua boa fluidez, o PE requer uma pressão de injeção mais baixa (tipicamente 50-100MPa) e tem uma elevada eficiência de plastificação, reduzindo o consumo de energia do equipamento.
② Ciclo de moldagem rápido: A velocidade de resfriamento pode ser otimizada através do design do molde e, combinada com alta fluidez, reduz o tempo de produção por unidade.
5. Vantagens de desempenho do produto:
① Resistência à corrosão química: O PE exibe forte resistência a produtos químicos como ácidos e álcalis, tornando-o adequado para tubulações químicas, vedações e outras aplicações resistentes à corrosão.
② Isolamento elétrico: O PE tem excelentes propriedades de isolamento de alta frequência, normalmente utilizado em componentes eléctricos e electrónicos (tais como bainhas de cabos e conectores).
③ Leve e de elevada resistência: Os produtos PE são leves, mas resistentes ao impacto, o que os torna ideais para aplicações em que a redução de peso é essencial (como peças automóveis e materiais de embalagem).
6. Flexibilidade na conceção e fabrico: contadores:
① Fácil libertação do molde: A textura relativamente macia do PE permite a libertação de estruturas com recessos pouco profundos através de ejeção forçada, reduzindo a complexidade do molde.
② Aplicações versáteis: As peças moldadas por injeção de PE são utilizadas em várias indústrias, desde dispositivos médicos (como cateteres e colchões) a materiais de construção à prova de água.
7. Benefícios ambientais e económicos:
① Reciclabilidade: Os materiais PE são 100% recicláveis, alinhando-se com os princípios da economia circular e reduzindo o impacto ambiental.
② Custo-eficácia: O custo da matéria-prima é relativamente baixo e, quando combinado com processos de produção eficientes, a vantagem geral de custo é significativa.

Quais são as desvantagens da moldagem por injeção de PE?
Embora a moldagem por injeção de polietileno (PE) seja amplamente utilizada devido à sua rentabilidade e versatilidade, existem alguns inconvenientes a considerar:
1. Problemas de retração e deformação:
① Alta taxa de encolhimento e encolhimento direcional: O PE tem uma faixa de encolhimento relativamente grande, com o Polietileno de Baixa Densidade (LDPE) tendo uma taxa de encolhimento de aproximadamente 1,22%, enquanto o Polietileno de Alta Densidade (HDPE) pode atingir até 1,5%. A retração é direcional, o que pode levar à deformação e empeno do produto, especialmente em peças estruturais complexas ou de paredes espessas.
② Sensibilidade à temperatura do molde: A cristalinidade do PE é significativamente afetada pela temperatura do molde. Se a temperatura do molde for muito alta, a cristalinidade aumenta e o encolhimento torna-se mais pronunciado; se a temperatura for muito baixa, o estresse interno pode se acumular, afetando o desempenho mecânico.
2. Desafios de processamento:
① Taxa de arrefecimento lenta: A fusão de PE tem uma taxa de arrefecimento relativamente lenta, exigindo um sistema de arrefecimento de molde eficiente para encurtar o ciclo de moldagem. Caso contrário, pode prolongar o tempo de produção e reduzir a eficiência.
② Fluidez excessiva: O PE fundido tem baixa viscosidade e excelente fluidez, o que ajuda no preenchimento de moldes complexos, mas pode levar ao flash (material transbordante). Portanto, é necessário controlar estritamente a precisão do fechamento do molde e a pressão de injeção.
③ Sensibilidade à oxidação por calor: O PE fundido é propenso a oxidação e degradação a altas temperaturas, portanto, o processamento deve evitar a exposição ao oxigênio (por exemplo, usando proteção de nitrogênio). Caso contrário, o desempenho do material pode se deteriorar.
3. Limitações das propriedades dos materiais:
① Faixa estreita de temperatura de amolecimento: O PE tem uma pequena faixa de temperatura de amolecimento, tornando essencial o controle preciso da temperatura durante o processamento. As flutuações de temperatura podem causar alterações na viscosidade da massa fundida, afectando a estabilidade da moldagem.
② Limitações das propriedades mecânicas: Os produtos PE têm uma textura relativamente macia, baixa resistência ao desgaste e baixa rigidez, o que os torna inadequados para aplicações de alta carga ou alta precisão (por exemplo, engrenagens, rolamentos).
4. Requisitos de moldes e equipamento:
① Limitações do projeto da porta: As portas de alimentação direta podem levar à concentração de tensões e ao encolhimento irregular. Para melhorar a uniformidade do enchimento, recomenda-se a utilização de vários portões ou portões em forma de leque.
② Maior consumo de energia: O PE tem uma capacidade térmica específica relativamente elevada, o que requer mais energia para a plastificação. Isto resulta em requisitos de potência de aquecimento mais elevados para as máquinas de moldagem por injeção.

Problemas comuns e soluções na moldagem por injeção de PE
A moldagem por injeção de polietileno (PE) é um processo de fabrico muito utilizado, mas, como todos os processos, pode enfrentar alguns problemas comuns. Apresentamos de seguida alguns dos problemas típicos e possíveis soluções:
1. Flash:
Análise de causas:
① Parâmetros de processo inadequados: A pressão ou velocidade de injeção excessiva pode fazer com que a massa fundida transborde da linha de separação do molde.
② Defeitos no projeto do molde: Resistência insuficiente do molde, folga excessiva na linha de separação ou ventilação deficiente.
③ Propriedades do material: A elevada fluidez do PE (especialmente o LDPE) torna-o propenso a penetrar nas fendas do molde.
Soluções:
① Otimizar os parâmetros de injeção: Reduzir a pressão de injeção para um intervalo razoável (para referência: HDPE tipicamente 60-100MPa), e utilizar o controlo da velocidade de injeção segmentada.
② Melhoria do molde: Aumente a rigidez do molde e a folga da linha de partição deve ser ≤0,02 mm; adicione canais de ventilação (profundidade 0,02-0,03 mm).
③ Controlo da matéria-prima: Escolha graus de PE com índice de fusão moderado (por exemplo, índice de fusão de HDPE de grau de injeção 20-30g / 10min) e evite usar mais do que 30% reciclado.
2. Marcas e bolhas na pia:
Análise de causas:
① Pressão de retenção insuficiente: O PE tem uma alta taxa de encolhimento (1,5-4%), e o tempo de pressão de retenção inadequado resulta em falha na compensação do encolhimento.
② Arrefecimento desigual: Quando o rácio da espessura da parede é >2:1, as áreas de paredes espessas arrefecem e encolhem a taxas diferentes, levando a bolhas de vácuo.
③ Teor de humidade nas matérias-primas: Embora o PE tenha baixa absorção de umidade (<0,01%), o armazenamento inadequado pode introduzir umidade.
Soluções:
① Ajuste do processo: O tempo de pressão de retenção deve ser ≥ espessura da parede (mm) × 1,5 segundos, com pressão de retenção a 80% da pressão de injeção.
② Otimização do molde: Utilizar canais de arrefecimento conformes para garantir taxas de arrefecimento uniformes para espessuras de parede variáveis; a espessura da porta deve ser ≥ 50% da espessura da parede do produto.
③ Tratamento da matéria-prima: Secar a 80°C com circulação de ar durante 2-4 horas; um secador desumidificador com um ponto de orvalho ≤ -40°C é o ideal.
3. Raias de prata:
Análise de causas:
① Problema de degradação: O PE pode sofrer degradação térmica oxidativa se permanecer demasiado tempo no barril (>5 minutos).
② Contaminação ou mistura de materiais: Mistura de graus de PE com diferentes índices de fusão ou introdução de outros plásticos (por exemplo, PP).
Soluções:
① Controlo da temperatura: Defina diferentes zonas de temperatura no barril (secção traseira 180-200°C, secção frontal 200-220°C) para evitar o sobreaquecimento local.
② Produção limpa: Limpe completamente o barril durante as mudanças de material (use HDPE para limpeza de transição) e use funis de secagem dedicados.
4. Deformação:
Análise de causas:
① Tensão de orientação: As cadeias moleculares de PE alinham-se muito na direção do fluxo, levando a uma contração anisotrópica durante o arrefecimento.
② Desequilíbrio de ejeção: A distribuição desigual dos pinos ejetores ou um ângulo de ejeção <1 ° causa concentração de tensão localizada.
Soluções:
① Otimização do processo: Controlar a temperatura do molde entre 30-50°C para reduzir a tensão de cisalhamento da fusão; utilizar processos de arrefecimento lentos (aumentar o tempo de arrefecimento em 20% quando a temperatura do molde >60°C).
② Conceção do molde: Assegurar um ângulo de ejeção ≥1,5°; o sistema de ejeção deve assegurar uma distribuição uniforme da força de ejeção (pelo menos um pino ejetor por cada 100cm²).
5. Linhas de soldadura:
Análise de causas:
① Convergência de múltiplas portas: Quando a diferença de temperatura entre as bordas principais do PE fundido excede 10 ° C, a fusão efetiva da frente de fusão não pode ocorrer.
② Ventilação deficiente: O ar retido provoca a oxidação da fusão, resultando em linhas de soldadura visíveis.
Soluções:
① Desenho do portão: Use portões em forma de leque para expandir a área de confluência, com espaçamento de portão ≤150mm (para HDPE).
② Melhoria do processo: Aumentar a temperatura do molde para 60-80°C, e aumentar a velocidade de injeção em 20%-30% para melhorar a fusão da massa fundida.
6. Brilho irregular da superfície:
Análise de causas:
① Polimento insuficiente do molde: O PE replica facilmente o estado da superfície do molde, e um Ra >0,2μm pode resultar numa superfície mate.
② Baixa velocidade de injeção: O arrefecimento da frente de fusão reduz a capacidade de replicar a superfície.
Soluções:
① Tratamento do molde: Polir a cavidade com espelho para Ra 0,05-0,1μm e realizar manutenção regular de eletropolimento.
② Otimização da velocidade: Use injeção de alta velocidade (tempo de enchimento <3 segundos) e garanta a precisão de comutação final dentro de ± 0,5 mm.
Quais são as aplicações da moldagem por injeção de PE?
A moldagem por injeção de polietileno (PE) é amplamente utilizada em vários domínios devido às suas excelentes propriedades físicas e caraterísticas de processamento. Apresentamos de seguida os principais cenários de aplicação e produtos típicos:
1. Embalagem e Logística Contentores:
① Caixas e paletes retornáveis: A moldagem por injeção de polietileno de alta densidade (HDPE) é amplamente utilizada na produção de recipientes retornáveis, tais como caixas de cerveja, caixas de bebidas, caixas de alimentos e caixas de vegetais. Estes produtos são resistentes a baixas temperaturas e ao impacto. As paletes moldadas por injeção de PEAD também oferecem uma elevada rigidez e resistência ao desgaste, tornando-as ideais para a logística e o transporte.
② Tampas de garrafas e recipientes de paredes finas: A moldagem por injeção e a moldagem por compressão são utilizadas para produzir tampas de garrafas (tais como para garrafas de água mineral e sumo) e recipientes alimentares de paredes finas, cumprindo os requisitos de vedação e design leve.
2. Componentes industriais e automóveis:
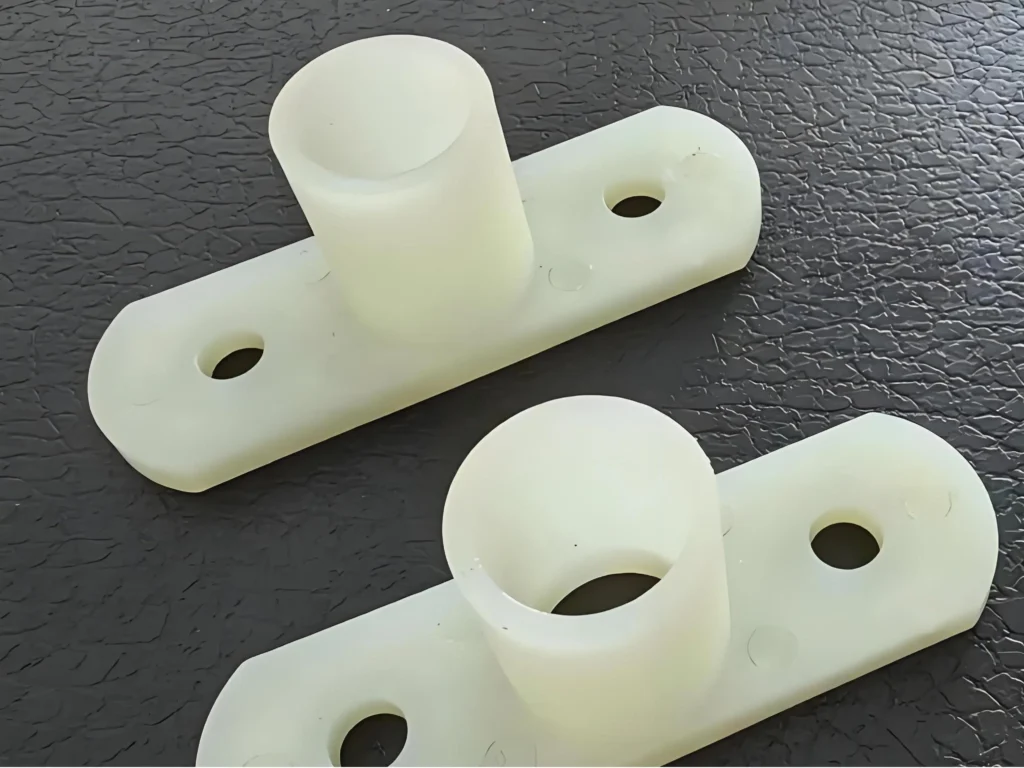
① Tambores e peças industriais: Os produtos moldados por injeção de HDPE são usados na produção de tambores industriais, lixeiras e outros itens, oferecendo excelente resistência química, tornando-os adequados para cenários de armazenamento de produtos químicos. Além disso, pequenas peças moldadas por injeção, como tampões de pó de PE, servem como componentes de proteção em equipamentos mecânicos e eletrônicos.
② Acessórios para tubagens: A moldagem por injeção de PE é usada para produzir juntas de tubos de fusão térmica e conectores de tubos redutores para sistemas de tubulação de PE, comumente usados em sistemas de abastecimento de água e gasodutos.
3. Produtos de primeira necessidade e produtos para o lar:
① Artigos para o lar e bens diversos: A moldagem por injeção de PE é utilizada para produzir artigos de uso diário (como caixas de arrumação e caixotes do lixo) e ferramentas domésticas. As suas propriedades leves e duradouras tornam-na uma escolha popular.
② Brinquedos e artigos de papelaria: A flexibilidade e a segurança do PE tornam-no adequado para moldar brinquedos, artigos de papelaria e outros produtos infantis.
4. Peças com funções especiais:
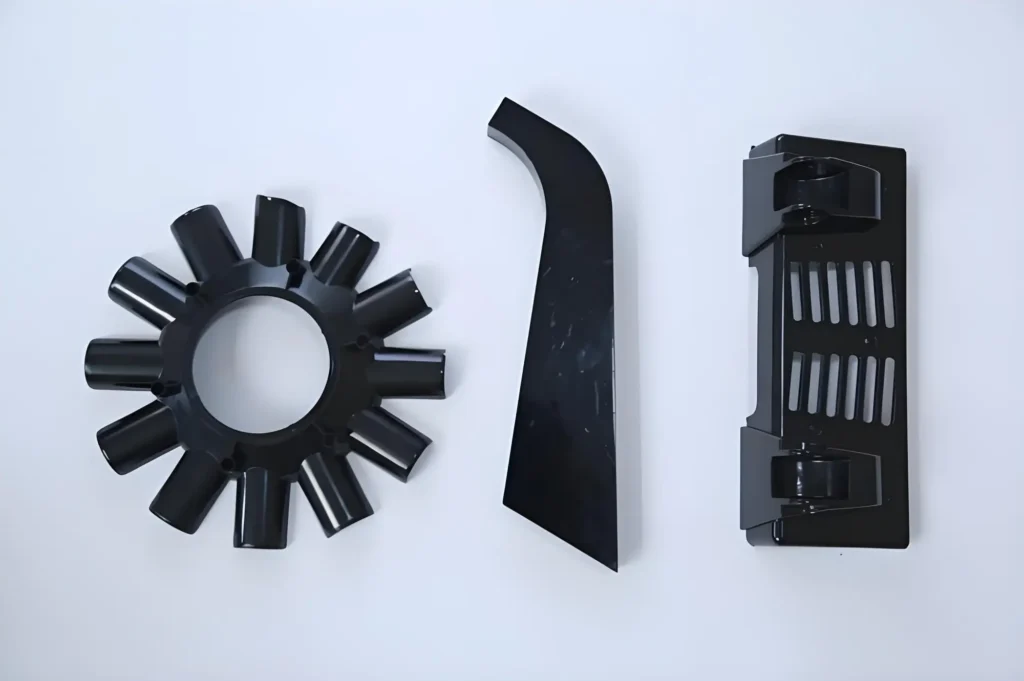
① Produtos de moldes personalizados: Por exemplo, as paletes de PE com padrão de grelha, produzidas através de moldes personalizados, satisfazem necessidades específicas de armazenamento e logística, demonstrando a flexibilidade da moldagem por injeção.
② Produtos de materiais compósitos: Combinando materiais reforçados com fibra de vidro ou revestimentos interiores macios, são produzidas peças compostas moldadas por injeção (tais como componentes para sistemas de sementeira), oferecendo tanto resistência estrutural como propriedades funcionais.


Acordo de Confidencialidade e Proteção de Propriedade Intelectual para Moldagem por Injeção na China: O que Realmente Funciona
Desenhou uma parte durante oito meses. Encontrou uma fábrica na China que oferece um preço 40% inferior ao da sua oficina local de ferramentas. Mas antes de clicar em "enviar" no CAD

Como Avaliar uma Fábrica de Moldagem por Injeção na China
Recebeu um orçamento de uma fábrica chinesa de moldagem por injeção, e o preço parece quase bom demais. 8.000€ por um molde de produção que custaria 25.000€ nos EUA. O seu

O Que É Moldagem por Injeção Científica: Guia Completo
O Que É Moldagem por Injeção Científica: Guia Completo A moldagem por injeção científica transforma tentativa e erro em precisão baseada em dados. Descubra como o controle sistemático do processo reduz defeitos, melhora a qualidade e produz componentes consistentes em cada ciclo.
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

